
Abstract
The present study investigates the changes in microstructures and their effects on electrical resistivity, moduli, hardness and damping properties in an environmental-friendly eutectic Sn–3.0Ag–0.5Cu (wt%) solder alloy when exposed to harsh service environments. A thorough microstructural investigation was conducted by scanning electron microscopy with diffraction analysis and transmission electron microscopy. In the as-received Sn–Ag–Cu solder alloy, very-fine needle-shaped Ag3Sn and Cu6Sn5 intermetallic compound (IMC) particles are found to be uniformly dispersed in the eutectic colony. However, after exposing at harsh service environments (e.g., aging temperature at 150 °C for various aging time) these IMC particles were appeared with coarse structure. This coarsening nature of IMC particles degraded the mechanical properties of electronic interconnections. This was confirmed by measuring a range of electrical and mechanical properties that included electrical resistivity, Young’s moduli, shear moduli and microhardness. A comparison between the as-received and isothermal aging solder alloy shows that the electrical resistivity of as-received and 60 days isothermal aged alloys was about 12.5 and 10.0 μΩ cm, respectively. Further, the degradation in shear moduli and hardness was about 27.3 and 25.5%, respectively. However the isothermal aged solder alloy displayed high damping property as compare to the as-received alloy.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The rapid technological development of recent years has produced numerous electronic devices on a large scale with many utilities, providing an increase in the quantity and diversity of electrical and electronics equipment [1]. Among various metals (e.g., cadmium; mercury; barium; lead) toxic to human health and environmental concern present in electronic products, the lead is one of the most worrisome because of extensive use in soldering processes as in Sn–Pb alloys [1–3]. To replace the toxic Pb-based solder in electronic packaging systems, in the research community significant efforts have been made towards finding a suitable lead-free Sn-based electronic interconnect material—including those associated with Sn-rich alloys (all in wt%) for example Sn–58Bi (138 °C), Sn–9Zn (198 °C), Sn–10Sb (271 °C) Sn–52In (118 °C), Sn–3Ag (221 °C), Sn–0.7Cu (227 °C), Sn–7.6Sb-1Cu (240 °C), Sn–35Bi–1Ag (187 °C), Sn–3Ag–0.5Cu (217 °C) [4–11] etc. to replace the traditional Pb-based solders in electronic devices. However, there are several important factors such as processing parameters, structural evolution and mechanical reliability that need to be better understood. Among the environmental-friendly lead-free Sn-based solder alloys, the ternary eutectic Sn–Ag–Cu solder alloy has become a suitable candidate to replace the toxic Pb-based solder in electronic packaging systems. These solder alloys have already proved a basket of outstanding properties, for example excellent mechanical properties, better solderability with respect to other lead-free Sn-based solders as well as good compatibility with current components and processing routes [12–14].
Moreover, the requirements for high reliability and integrity are challenging in the electronic interconnections performance under the complicated service environments [15]. Furthermore, the trends toward miniaturization in lead-free green electronic devices, researchers are putting immense efforts to improve the properties and reliabilities of environmental-friendly Sn-based solders. Moreover, for real-life applications it is necessary to demonstrate the structural-property degradation behaviour after exposing at harsh service environments. Generally, the harsh service condition includes several factors such as thermal fluctuations, cyclic strain/stress and mechanical vibration. These factors may commonly arise by switching on/off of the electronic device. These thermal and mechanical fluctuations also greatly impact on the mechanical reliability e.g., the elastic behaviour and creep property of electronic interconnections. Additionally, the advanced electronic devices are often used to different form of vibrations and this has negative effects on the sustainability of the electronic interconnects [16–18]. Therefore it becomes a critical issue to evaluate the ability to dissipate energy during vibration, and this is measured by the so called ‘damping capacity’. As a result, it is a fundamental issue to relate the microstructure and properties (microhardness, temperature dependence Young’s moduli, electrical resistivity and strain amplitude dependence damping capacity) of Sn–Ag–Cu solder alloy when put them into harsh service environments.
The present study aims to evaluate the root causes of material properties degradation behaviour of the eutectic Sn–3.0Ag–0.5Cu solder alloys after exposing them to a harsh service environments i.e., 150 °C temperature for varying time. Therefore the specific goals are to: (a) characterize the microstructures in the as-received and aged alloy, (b) evaluate the material properties at various operating temperatures, and (c) measure the strain amplitude dependent damping property.
2 Experimental procedure
2.1 Material and microstructure characterization
Environmental-friendly Sn-based eutectic Sn–-3.5Ag–0.5Cu (wt%) bulk solder alloy was obtained in as-received condition from Shenzhen Jufeng Solder Company LTD, China. Then, the bulk solder alloy was cut into cuboid sections of about 35.0 × 6.5 × 2 mm dimensions by a wire cutting machine using the coolant (Dx-1 coolant from Cosmos Machinery International Ltd) to avoid the heat generation during sectioning. The specimens were then polished by metallographic technique using different grit size emery papers and Al2O3 suspension to obtain smooth surface. Further, one set of samples were put into harsh service environments (e.g., a high-temperature oven at 150 °C with a temperature variation of ± 2 °C for 60 days). Finally microstructure and phase identification of both as-received and heat-treated samples were studied using a Hitachi S3400 scanning electron microscope (SEM) and an energy dispersive X-ray spectrometer (EDX). Transmission electron microscopy (TEM) characterization was conducted by a Philips CM200 FEG TEM machine operates at 200 kV beam energy. The crystalline phase identification of both as-received and heat-exposed samples was conducted by X-ray powder diffraction (XRPD, X’pert Pro MPD system) tenchnique.
2.2 Property evaluations
An IMCE instrument (IMCE RFDA HT 1050) according to impulse excitation technique was utilized to measure the elastic properties e.g., Young’s modulus (E) and shear modulus (G) of the as-received and heat-exposed samples. Briefly on this technique, the sample (dimension: 34.0 × 6.2 × 1.3 mm) was suspended by thin metal wires in the machine chamber and impacted by a ceramic bar. Then the produced flexural and torsion vibration signals of the specimens were received by a microphone and analysed by Fast Fourier Transform. Finally, the Young’s and shear moduli were displayed from the flexural and torsion vibration frequencies, respectively, according to the American Society for Testing and Materials (ASTM) standards [19, 20]. Their temperature dependence moduli from room temperature to 180 °C (~0.92 Tm) were measured using an IMCE instrument under an inert atmosphere of argon. The temperature dependence electrical resistivity (e.g., room temperature to 100 °C) was measured using a precision LCR meter (Agilent E4980A 20 Hz to 2 MHz). Further, the average microhardness value with a series pattern of nine points of as-received and heat-exposed samples were measured with an applied load of 0.3 kg for a dwelling time of 5 s using a Vickers hardness tester (DuraScan, Struers, made by Emco-Test) at room temperature.
Finally, strain amplitude dependence damping capacity and stress–strain behaviour was conducted at a constant frequency of 1 Hz using a dynamic mechanical analyser (DMA, TA 2980) at various operating temperatures (e.g., −25 to 125 °C temperature range).
3 Results and discussion
3.1 Microstructure evaluation of Sn–Ag–Cu solder alloy
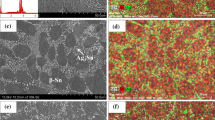
Figure 1 illustrates the scanning electron microscope images of Sn–Ag–Cu solder alloy as a function of aging time of (a) as-received, (b) 40 days and (c) 60 days aging at 150 °C. From SEM image (a) it was revealed that the needle-shaped Ag3Sn and Cu6Sn5 intermetallic compound (IMC) particles were appeared as network type structure in eutectic colony. However, after exposing at harsh service environment, these IMC particles sizes were significatly increased as compared to the as-received solder alloy. Furthermore, the morphology of these IMC particles were also changed and appeared scattered structure as shown in Fig. 1b, c.

SEM images of Sn–Ag–Cu solder alloy after aging at 150 °C for various durations; a as-received, b 40 days and c 60 days
Figure 2 presents the line EDS of Sn–Ag–Cu solder alloy, (b), (c) and (d) EDS and elemental analysis of as marked ‘P’, ‘Q’ and ‘R’ regions in SEM image. From line EDS analysis, it was found that the regions ‘P’, ‘Q’ and ‘R’ marked in SEM image represent the identical elements. For example, ‘P’, ‘Q’ and ‘R’ regions showed Sn, Sn and Ag, and Sn and Cu elements, respectively. Further EDS and elemental analysis it is clear that marked ‘P’ region consists only Sn element, ‘Q’ region consists of Sn (79.2 at.%) and Ag (20.2 at.%) elements, and ‘R’ region consists of Sn (47.3 at.%) and Cu (52.7 at.%) elements. According to the ternary Cu–Sn phase diagram it is clear that Cu6Sn5 IMC phase forms in the solubility ranges of 43.5 to 45.5 at.% of Sn in Cu [21, 22]. Therefore, from the EDS data (Fig. 2d), it is confirmed that IMC particle is most likely Cu6Sn5 phase.

a Line EDS of Sn–Ag–Cu solder alloy, b−d EDS and elemental analysis of as marked ‘P’, ‘Q’ and ‘R’ regions in SEM image
Figure 3 shows the TEM images of Sn–Ag–Cu solder alloys of (a) as-received condition and (b) after exposing at 150 °C for 60 days. From TEM image (Fig. 3a) it was confirmed that the needle-shaped Ag3Sn IMC particles (length 500 nm and width 300 nm) and spherical-shaped Cu6Sn5 IMC particles (diameter 100 nm) were clearly observed in β-Sn matrix. However, after exposing at harsh service environment, these IMC particles sizes [e.g., Ag3Sn IMC particles (length 1.2 μm and width 320 nm) and spherical-shaped Cu6Sn5 IMC particles (diameter 400 nm)] were increased significantly as compared to the as-received solder alloys. From this investigation it was confirmed that the coarsening nature of these IMC particles may detrimental effect on mechanical properties of electronic interconnections.

TEM images of Sn–Cu–Ag solder alloys; a as-received and b after 60 days aging at 150 °C
Figure 4 shows XRD profiles of Sn–Ag–Cu solder alloys of (a) as-received condition and (b) after exposing at 150 °C for 60 days. In the XRD profile (a), Ag3Sn and Cu6Sn5 IMC phases were detected in β-Sn matrix. It is well know that the dissolved Ag and Cu phases are precipitated by forming Ag3Sn and Cu6Sn5 IMC particles in the solder matrix during solidification. However, after thermal treatment (Fig. 4b) no additional peak was found. Therefore it was clearly indicated that the thermal treatment of as-received solder alloys did not form any additional crystalline phase.

XRD profile of Sn–Ag–Cu solder alloy; a as-received and b 60 days aging at 150 °C
3.2 Electrical resistivity and mechanical property of Sn–Ag–Cu solder alloy
The miniaturized electronic device significantly increased the current density of an electronic interconnection. Therefore, the electrical property of a solder alloy also plays a critical role for determining the overall performance and efficiency of a miniaturized electronic device. Figure 5a shows the electrical resistivity of the Sn–Ag–Cu solder alloy after aging at 150 °C with varying aging time of (a) measured at room temperature, and (b) measured at varying temperatures. Form this measurement, it was found a gradual reduction in electrical resistivity from 12.5 to 10.0 μΩ cm as aging progresses at 150 °C for 60 days. The as-received data is comparable with the existing literature, for example ~12.0 μΩ cm resistivity was reported for as-received binary lead-free Sn–0.7Cu and Sn–3.5Ag alloys [23, 24]. Moreover, the temperature dependence electrical resistivity of the as-received and 60 days aging solder alloys gradually increases with the operating temperatures as shown in Fig. 5b. Overall, the as-received solder alloys exhibited higher electrical resistivity as compare to the aged solder alloy which is likely due to the size, shape and distributions of the IMC particles, a similar finding was also reported in the existing literature [24, 25].

Electrical resistivity of the Sn–Ag–Cu solder alloy after aging at 150 °C for various durations; a measured at room temperature and b measured at varying temperatures
Following downscale of electronic products hence the sizes of electronic interconnections are reduced significantly. Thus, in the modern interconnections, the volume fraction of IMC particles to the total volume of solder is increased and hence the elastic properties of bulk solder alloys become a vital role to predict the life-time of interconnections. Further, during application of an electronic product, the operating temperature can be as high as 0.5 to 0.8 Tm (Tm = melting point temperature) of the solder alloys. Therefore, it is important to understand their temperature dependence of mechanical and electrical properties of solder joints. Fig. 6 shows the elastic modulus and shear modulus of Sn–Ag–Cu solder alloy after aging at 150 °C for various durations measured at room temperature and temperature dependence elastic moduli of as-received and after 60 days aging at 150 °C. The Young’s moduli of the as-received and aged alloys are 50.6 ± 1.73 and 46.4 ± 1.08 GPa, respectively. Their respective shear moduli are about 19.1 ± 0.33 and 13.8 ± 0.22 GPa. Therefore the overall reductions of these two parameters with aging are 8.2 and 27.3%. The main reason for reducing their moduli is due to coarsening nature of the IMC particles during the isothermally aging. From temperature dependence curves Fig. 6b) Young’s moduli exhibit an identical trend in the temperature range of 25 to 180 °C. This may happen because the microstructures do not experience significant changes within the short time period required for this study. However, the as-received Sn–Ag–Cu solder alloy displayed higher values as compared to isothermally aged treatment solder alloy.

a Elastic modulus and shear modulus of Sn–Ag–Cu solder alloy after aging at 150 °C for various durations measured at room temperature and b temperature dependent elastic moduli of as-received and after 60 days aging at 150 oC
Microhardness measurement is one of the simplest techniques to evaluate the mechanical properties of the different phases of a material. Microhardness value of a material usually relies on different factors for example the movement of dislocation, grain orientation and grain growth. In soldering process, it is important to measure the microhardness of the structure because during this technique many soft and hard phases form in the matrix. The measurement of hardness is a convenient way to find the material performance at a given temperature. Figure 7 shows the variation in microhardness values of the Sn–Ag–Cu solder alloy as a function of aging time at 150 °C. The hardness values of as-received and 60 days aging solder alloys were about 14.1 and 10.5 HV, respectively. From this measurement it was found that the exposing at 150 °C for 60 days, there is an overall 25.5% reduction in hardness. The plausible explanation for degrading the hardness value is due to the coarsening nature of the structures.

Variation in microhardness values of the Sn–Ag–Cu solder alloy as a function of aging time at 150 °C
3.3 Damping capacity of Sn–Ag–Cu solder alloy
Electronic devices are subjected to utilize in harsh service environments that frequently involve various form of mechanical vibrations (e.g., change in frequency and amplitude). These different forms of mechanical vibrations may damage the electronic interconnections resulting in an ultimate failure of the electronic device. The ability to dissipate energy of a solder alloy during mechanical vibration is termed damping capacity which determines the life-time of an electronic device in a given service environment. The damping capacity is determined by the ratio of loss modulus and storage modulus at a given temperature. The physical significances are described in great details in the earlier research [26]. The low frequency damping capacity of Sn–Ag–Cu solder alloys were tested by dynamic mechanical analysis (DMA, TA 2980) with a single cantilever and a liquid nitrogen cooling apparatus. Figure 8 presents the stain amplitude dependence damping capacity of lead-free eutectic Sn–Ag–Cu solder alloy after exposing in various environments; (a) as-received and (b) after 60 days aging at 150 °C measured at constant frequency (f = 1 Hz) with various temperatures in a range of −25 to 125 °C. From the stain amplitude dependence curve, it was revealed that the damping properties of as-received solder alloy and after 60 days exposure at 150 °C appeared with similar pattern. However, the Sn–Ag–Cu solder alloy aging at 150 °C for 60 days exhibited higher values as compare to the as-received solder alloy. The damping capacity of as-received Sn–Ag–Cu solder alloy and after 60 days aging at 150 °C at low strain and −25 °C were about 0.012 and 0.018, respectively while their values at high strain were about 0.03 and 0.04. However, their damping capacities at low strain and 125 °C were about 0.033 and 0.051 respectively, while their values at high stain were about 0.098 and 0.11 respectively. The variation of strain amplitude dependence damping capacities at a given temperature are mainly influenced by changing the storage modulus and loss modulus of solder alloy.

Strain amplitude dependence damping capacity of the Sn–Ag–Cu solder alloy in a as-received and b after 60 days aging condition (the data measured at a constant frequency of 1 Hz)
Figure 9 shows the stress and strain curves of lead-free eutectic Sn–Ag–Cu solder alloy after exposing in various environments; (a) as-received and (b) after 60 days aging at 150 °C measured at constant frequency (f = 1 Hz) with various temperature in a range of −25 to 125 °C. From the stress vs strain curves it was found that the stress linearly increased with strain of Sn–Ag–Cu solder alloy after exposing in various environments. From these curves it is confirmed that as increasing the operating temperatures the stress values were decreased. However, after thermal aging the stress and strain curve appeared similar pattern and did not change significantly as compared to as-received Sn–Ag–Cu solder alloy as shown in Fig. 9a, b. This indicates that the elastic property of the thermal aging specimens did not degrade significantly at a given operating temperature as compared to the as-received Sn–Ag–Cu solder alloy. From this investigation it is clear that the damping capacity of Sn–Ag–Cu solder alloys mainly attributed through the loss modulus and the aged sample had higher loss modulus as compare to the as-received solder alloy. The main reason for increasing the loss modulus of aged alloys is due to change the size and morphology of IMC particles in solder matrix.

Temperature dependence stress and strain value of the Sn–Ag–Cu solder alloy; a as-received and b after 60 days aging condition (the data measured at a constant frequency of 1 Hz)
4 Conclusions
This paper investigates the isothermal aging on microstructures and electro-mechanical properties of a lead-free environmental-friendly eutectic Sn–3.0Ag–0.5Cu solder alloy. Microstructural evolution revealed that the sub-micrometre size needle-shaped Ag3Sn IMC particles and nanosize spherical-shaped Cu6Sn5 IMC particles were clearly observed in β-Sn matrix in as-received solder alloy. However, after exposing in harsh service conditions, the size of these IMC particles were significantly increased. Such a coarsening nature of IMC particles has detrimental effects on the electrical and mechanical properties of the alloy when applied in electronic packaging systems. The electrical resistivity, shear moduli, Young’s moduli and hardness of Sn–Ag–Cu solder alloy were significantly degraded after isothermally aging. Matrix grain growth and coarsening nature of the IMC particles are understood as the main mechanisms for the property degradations. However, the strain amplitude dependence damping capacity of aged Sn–Ag–Cu solder alloy is enhanced from the same microstructural changes and thermal treatment. As a result, the present investigation assists to conclude that the mechanical property of the solder joints that are prepared by Sn–Ag–Cu solder alloy become inferior during harsh service condition. This material property degradation may minimize the life-time of advanced miniaturized electronic products.
References
B.L. Silva, A. Garcia, J.E. Spinelli, J. Alloys Compd. 691, 600 (2017)
A. Fawzy, S.A. Fayek, M. Sobhy, E. Nassr, M.M. Mousa, G. Saad, Mater. Sci. Eng. A 603, 1 (2014)
Z. Yang, W. Zhou, P. Wu, Mater. Sci. Eng. A 590, 295 (2014)
Y. Plevachuk, W. Hoyer, I. Kaban, M. Kohler, R. Novakovic, J. Mater. Sci. 45, 2051 (2010)
H.R. Kotadia, P.D. Howes, S.D. Mannan, Microelectron. Reliab. 54, 1253 (2014)
A.K. Gain, L. Zhang, J. Mater. Sci. 27, 781 (2016)
F. Gnecco, E. Ricci, S. Amore, D. Giuranno, G. Borzone, G. Zanicchi, R. Novakovic, Int. J. Adhes. Adhes. 27, 409 (2007)
A.K. Gain, L. Zhang, J. Mater. Sci. 27, 11273 (2016)
A.K. Gain, T. Fouzder, Y.C. Chan, W.K.C. Yung, J. Alloys Compd. 509, 3319 (2011)
L. Zhang, K.N. Tu, Mater. Sci. Eng. R 82, 1 (2014)
A.K. Gain, L. Zhang, J. Mater. Sci. 27, 7524 (2016)
G. Chen, H. Peng, V.V. Silberschmidt, Y.C. Chan, C. Liu, F. Wu, J. Alloys Compd. 685, 680 (2016)
A.K. Gain, L. Zhang, Y.C. Chan, J. Mater. Sci. 26, 7039 (2015)
A.K. Gain, T. Fouzder, Y.C. Chan, A. Sharif, N.B. Wong, W.K.C. Yung, J. Alloys Compd. 506, 216 (2010)
E.A. Eid, A.N. Fouda, M.E.-S. Duraia, Mater. Sci. Eng. A 657, 104 (2016)
S.H. Chang, S.K. Wu, Scripta Mater. 64, 757 (2011)
A.K. Gain, L. Zhang, J. Alloys Compd. 617, 779 (2014)
A.K. Gain, Y.C. Chan, Microelectron. Reliab. 54, 945 (2014)
ASTM International, Standard test method for dynamic Young’s modulus, shear Modulus, and Poisson’s ratio by impulse excitation of vibration. ASTM E1876- 09 (ASTM International, West Conshohocken, 2009)
A.K. Gain, L. Zhang, M.Z. Quadir, Mater. Sci. Eng. A 662, 258 (2016)
R. Novakovic, T. Lanata, S. Delsante, G. Borzone, Mater. Chem. Phys. 137, 458 (2012)
A.K. Gain, L. Zhang, M.Z. Quadir, Mater. Des. 110, 275 (2016)
K.D. Kim, D.D.L. Chung, J. Electron. Mater. 31(9), 933 (2002)
P. Babaghorbani, S.M.L. Nai, M. Gupta, J. Alloys Compd. 478, 458 (2009)
A.K. Gain, L. Zhang, J. Mater. Sci. 27, 3982 (2016)
Y. Sutou, T. Omori, N. Koeda, R. Kainuma, K. Ishida, Mater. Sci. Eng. A 438–440, 743 (2006)
Acknowledgements
The authors acknowledge the financial support provided by The University of New South Wales (UNSW) through the project InfoEd Ref: RG124326. The authors would also like to thank Mr. Tit Wah Chan, Department of Physics and Materials Science, City University of Hong Kong, for helping in evaluating the damping properties.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gain, A.K., Zhang, L. Effect of isothermal aging on microstructure, electrical resistivity and damping properties of Sn–Ag–Cu solder. J Mater Sci: Mater Electron 28, 9363–9370 (2017). https://doi.org/10.1007/s10854-017-6675-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10854-017-6675-2