
Abstract
Precipitation evolution and strengthening effect of Al-15wt%Mg2Si-5wt%Cu alloy were studied by characterizing the change of morphology and tensile properties after ageing at 200 °C for various times. At the under-ageing condition (ageing for 0.5 h), metastable θ″, θ′, fine dots and σ phases are formed. After ageing for 1 h (peak-ageing condition), θ″ and θ′ are dominant phases, and the high number density of precipitates produces a significant improvement of the hardness (173 Hv) and ultimate tensile strength (356 MPa). As ageing time is prolonged (ageing for 24 h), plenty of σ phases are formed at the expense of θ"/θ′ phases and act as the main strengthening precipitates. The over-aged microstructure consequently causes a decrease in the hardness (134 Hv) and ultimate tensile strength (311 MPa) of the alloy.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The as-cast Al–Mg2Si alloys have high potential applications in the automotive industry due to the excellent physical properties of Mg2Si phase [1, 2]. For the solidification process of hypereutectic Al–Mg2Si alloys, the Al–Mg2Si binary eutectic structures are formed after the primary Mg2Si phases precipitate from the melt [3, 4]. The mechanical properties of Al–Mg2Si alloys at room temperature increase due to the transformation of Mg2Si from enormous dendrite to fine octahedron, by adding refiners or modifiers, such as Be, Sr, P, Ca, Gd, and Sb [4,5,6,7,8]. W. Jiang et al. found that fine Al4Sr in Al-10Sr alloy can refine the size of primary Mg2Si and promote the spheroidization of eutectic Mg2Si, which improves the mechanical properties of heat-treated Al–Mg2Si alloy. Wang et al. [6] also reported that after the complex modification of 1.0 wt% Ca and Sb, Mg2Si polygons precipitated from the melts instead of the dendrites, and the tensile strength of Al–Mg2Si alloy increased by 37%.
Besides modifying the morphology of Mg2Si, alloying is an effective way to strengthen as-cast Al–Mg2Si alloy by forming the eutectic strengthening phases [9,10,11,12,13,14]. Farahany et al. [9] found the formation of Cu-rich θ-Al2Cu phase and Q-Al5Cu2Mg8Si6 phase in Al–Mg2Si alloy after adding Cu. Emamy et al. [13] reported the effect of Cu on the properties of as-cast Al–Mg2Si alloy. The Cu-rich θ and Q phases can significantly improve the hardness and strength of the alloy with the increase of Cu content.
Further, solution-ageing treatment is a significant way to strengthen mechanical properties by forming metastable precipitates, and the types of precipitates are dependent on alloy composition [15,16,17,18,19,20,21]. For Al–Mg2Si alloys, the typical precipitates are β″ (Mg5Si6, C-centred monoclinic, a = 1.516 nm, b = 0.405 nm and c = 0.674 nm) and β′ (Mg9Si5, Hexagonal, a = 0.715 nm and c = 1.215 nm) [10, 14, 22, 23]. The addition of low Cu content promotes the formation of the GPB (Guinier–Preston–Bagaryasky) zones and S phases instead of β″ and β′ phases in Al–Mg2Si alloys [10, 24]. For Al–Cu–Mg wrought alloys, the dominant precipitates change from T and S (S″/S′) phases to θ″/θ′ phase with the increase of Cu/Mg ratios [16,17,18]. The addition of Cu in Al–Mg–Si wrought alloys decreases the precipitation of β″ and results in the formation of Q′ phase and its precursors during ageing [15, 25,26,27,28]. Various precipitates in Al alloys mentioned above play important roles in alloy strengthening, and the high strength of age-hardening Al alloy mainly results from hindering effect of precipitates on dislocation movement [29]. At present, a large number of researchers have focussed on the precipitates evolution and strengthening of 2xxx, 6xxx and 7xxx wrought Al alloys. As one of the alloy elements with good ageing strengthening effect, Cu alloying will bring unexpected effects to the ageing treatment of the alloy. High-Cu content can provide abundant solute atoms for the heat-treated alloy and significantly improve the ageing strengthening of the alloy. However, there are few studies on the precipitates characterization and strengthening effect of as-cast Al–Mg2Si alloy with high-Cu content after heat treatment.
In the present work, the evolution and strengthening effect of precipitates in Al-15wt%Mg2Si-5wt%Cu alloy were studied. The θ″, θ′, σ and Q′ precursors coexisted in the aged alloy and effectively improved the mechanical properties of the alloy. Moreover, the prolonged ageing time promoted the formation of the σ phase with the reduction of θ″/θ′ phase. The strength change of the alloy was estimated by combining the precipitation evolution and the precipitation strengthening contribution to the alloy. The work provides a reference value for strengthening Al–Mg2Si alloys by manipulating the microstructure and precipitation during the heat treatment process.
Materials and methods
The 99.7% commercial purity Al, 99.9% commercial purity crystalline Si and 99.8% purity Mg and Cu were used to control the chemical composition for the preparation of the alloy. The Al ingot was heated up to 780 °C in a clay-bonded graphite crucible heated by a 25 kW medium frequency induction furnace, and then, Si, Cu and Mg wrapped in aluminium foil were pressed into the melt. After remelting at 800 °C for 30 min, the melt was poured into a cast-iron mould (φ8 cm × 30 cm) that preheated at 200 °C and then cooled in air until room temperature. The actual chemical composition of the Al-15%Mg2Si-5%Cu (wt% in this work) alloy was analysed by inductively coupled plasma mass spectrometry, and the results are listed in Table 1.
The specimens (φ8 mm × 6 mm) were treated at 510 °C for 6 h followed by quenching in cold water and subsequently aged in an oil bath at 200 °C for various times.
Metallographic samples were polished with chromium dioxide powder suspension and magnesium oxide suspension after being ground through grit papers. The surface was observed by field emission scanning electron microscope (FESEM, JEOL, JEM-7800 F) equipped with an EDS (energy dispersive spectroscopy) detector. Twin-jet electropolishing 3-mm discs in a 30% nitric acid 70% methanol solution at − 30 °C were used to prepare thin foils for transmission electron microscopy (TEM). Conventional TEM and HRTEM (high-resolution TEM) were performed using an FEI Tecnai F30 microscope, operating at 120 and 200 kV. Tecnai T20 microscope with a heating holder was used for the in situ observation of precipitates. The sample was heated from 30 to 200 °C, and the heating rate is 5 °C/min. The competitive growth of σ and θ″/θ′ phase was observed during the isothermal ageing process.
ImageJ software was employed for estimating the size of precipitates, and more than 50 precipitates of each sample were measured. And these measured micrographs were taken with the electron beam oriented parallel to the < 100 > Al zone axis of the Al matrix. The number density (\({N}_{v}\)) can be introduced as Eq. (1):
where N is the number of the precipitates in the area in which the length and wide are l and w, respectively. t is the thickness of the observed area for counting the number of precipitates [30]. And in this paper, it is approximately considered that the θ″/θ′ and σ phases are disc- and cubic- like, respectively. Therefore, the volume fraction of the θ″/θ′ precipitate (\(f_{{\left( {\theta {^{\prime\prime}}/\theta {^{\prime}}} \right)}}\)) is Eq. (2):
where \(N_{{v\left( {\theta ^{\prime\prime}/\theta ^{\prime}} \right)}}\) is the number density of θ″/θ′ phase, \(\overline{T }\) is the average thickness, and \(\overline{D }\) is the average diameter.
And the volume fraction of the σ phase (\({f}_{\sigma }\)) is Eq. (3):
where \({N}_{v(\sigma )}\) is the number density of σ phase, and \(\overline{L }\) is the average length.
Hardness measurements were performed using a macro-Vickers hardness tester (ASTM E92-82) with 200 gf load and a dwell time of 5 s. Each reported hardness value (Hv) is the average of 8 individual measurements. The alloys were machined to dog-bone type specimens (the gauge length of 25 mm and the diameter of 5 mm). The tensile tests were performed using an INSTRON1342/H1314, with a crosshead speed of 0.11 mm/min. And three specimens were tested for each condition.
Results
Solution heat treatment
Figure 1 shows the microstructures of Al-15%Mg2Si-5%Cu alloy with or without solution treatment. The as-cast microstructure of the alloy is presented in Fig. 1a. The primary Mg2Si and binary eutectic structure (eutectic Mg2Si and Al matrix) are similar to that of the Al-15%Mg2Si alloys reported earlier [31,32,33].

BSE (backscattered electron) images of the Al-15%Mg2Si-5%Cu alloy: a as-cast and b after solution treatment at 510 °C for 6 h
The bright phases are distributed around the eutectic structure, and the corresponding EDS results are listed in Table 2. The composition of the bright block phase (area 1 in Fig. 1a) is about ~ 68.9 at% of Al and ~ 31.1 at% of Cu, near the stoichiometric proportion of θ phase. The honeycomb structure (area 2 in Fig. 1a) can be determined as Q phase by the combined analysis of EDS results (Table 2) and typical morphology [9, 11, 13]. Due to the existence of a small amount of Fe in the alloy, needle-like Fe-rich phases are formed (Fig. 1a).
After the alloy was solution treated at 510 °C for 6 h, the microstructure changed significantly (Fig. 1b). The eutectic Mg2Si phases were broken and showed spheroidal morphology, and the sharp corners of the Mg2Si disappeared. Most Cu-rich phases (θ and Q phases) were dissolved in the matrix. Only some undissolved Al7Cu2Fe phases (area 3 in Fig. 1b) remained, which commonly existed in Al alloys [34].
Age-hardening curve
After the water quench, the ageing treatment was performed various times at 200 °C. The hardness curve of the Al-15%Mg2Si-5%Cu alloy during ageing is provided in Fig. 2. The hardness of the alloy increases rapidly at the early ageing stage and reaches its peak (~ 173 Hv) after ageing for 1 h. With the increase in ageing time, the hardness value significantly declines to ~ 126 Hv (ageing for 144 h).

Hardness curve of Al-15%Mg2Si-5%Cu alloy during artificial ageing at 200 °C
Formation and evolution of precipitates
The change in hardness of the alloy implies the formation and evolution of the precipitates during the ageing process. Therefore, the alloys for different ageing times (under, peak and over ageing) are selected for characterizing precipitates.
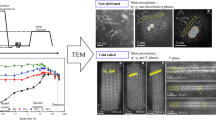
Figure 3b displays representative bright-field TEM images after ageing for 0.5 and 1 h. The fine dots, cubic phases and plate-like phases are formed in both alloys. Compared with that of under-ageing alloy (Fig. 3a), the number of precipitates increased significantly after ageing for 1 h (peak-ageing condition in Fig. 3b). Moreover, there is a slight increase in the size of these phases. The high total number density of precipitates also produced a significant age-hardening effect.

Bright-field TEM images with corresponding SAED (selected area electron diffraction) pattern recorded near < 100 > Al after ageing for a 0.5 h and b 1 h
The HRTEM images of these precipitates are exhibited in Fig. 4. The plate-like phases are proved to be θ″ (Al3Cu) and θ′ (Al2Cu) in Fig. 4a and 4b. The orientation relationship of the θ″ (a = 0.404 nm and c = 0.76 nm) and θ′ (a = 0.404 nm and c = 0.58 nm) phases with the Al matrix can be described as (010) θ″/θ′//(010)Al, [100] θ″/θ′//[100]Al, which is in good agreement with the frequently reported orientation relationship in Al wrought alloy [16, 35, 36]. The cubic phase is proved to be σ phase (Al5Cu6Mg2) which has a cubic crystal structure with a lattice parameter of 0.831 nm (Fig. 4c). The orientation relationship of the σ phase with the Al matrix is {100}Al//{100}σ and < 010 > Al// < 010 > σ, and the habit plane is the {100}Al. The appearance of the σ phase in Al-15%Mg2Si-5%Cu ageing alloy is related to the presence of high content of Cu and Mg and a trace amount of Si in local regions [37,38,39]. At the early ageing stage (ageing for 0.5 h), fine dots exhibit disordered clusters (HRTEM in Fig. 4d). After ageing for 1 h, some dot phases are transformed to fine-sized Q′ precursors (Fig. 4e). In this study, no attempt was made to differentiate among various Q′ precursors (QP, QC and so on) [15].

HRTEM images with corresponding FFT (fast Fourier transform) spectrums of Al-15%Mg2Si-5%Cu alloy recorded near < 100 > Al after ageing for 1 h: a θ″, b θ′, c σ, and e Q′ precursor, and ageing for 0.5 h: d dot phases
With the ageing time prolonging, the precipitates change obviously in Fig. 5 (ageing for 24 h). The number of cubic σ phases increases significantly, and plate-like θ″ and θ′ phases reduce with the size increasing. In addition, large-sized Q′ phases are formed due to the coarsening (Fig. 5b).

a Bright-field TEM images with corresponding SAED pattern recorded near < 100 > Al and b HRTEM images of dot phases with corresponding FFT spectrums after ageing for 24 h
Discussion
The evolution of precipitates
During the whole ageing process, the precipitates only change in quantity. In the early ageing stage, a large number of plate-like θ″ and θ′ phases are formed, and the high number density also reflects the peak hardness of the alloy. As ageing progresses, σ phases gradually become dominant. Statistical data related to the size distribution of θ″/θ′ and σ phases at different ageing times are shown in Table 3 and Fig. 6. And the data of the θ″ and θ′ phases were measured as a whole due to the similar morphology (plate-like).

The size distribution of a–c θ″/θ′ phase and d–f σ phase after ageing for 0.5 h, 1 h and 24 h, respectively
During the whole ageing process, all precipitates coarsened with the extension of ageing time. As shown in Fig. 6a–c, the \(\overline{D }\) of θ″/θ′ phases increases from 38.3 to 48.8 and 78.6 nm, and the \(\overline{T }\) increases from 2.1 to 3.8 and 4.6 nm. For σ phase (provided in Fig. 6d–f), the \(\overline{L }\) increases from 16.4 to 22.6 and 34.5 nm.
Due to the existence of enough Cu atoms for the nucleation and coarsening of precipitates, the \({N}_{v}\) of precipitate increased before the peak-hardness ageing (from 19.6 to 34.2 × 1020/m3 for θ″/θ′ phase and from 0.9 to 1.7 × 1020/m3 for σ phase, listed in Table 3). However, owing to the decreased Cu content in the matrix and the competition for Cu atoms, the \(N_{v\left( \sigma \right)}\) continues to increase with the \(N_{{v\left( {\theta {^{\prime\prime}}/\theta ^{\prime}} \right)}}\) reducing during the over-ageing stage, reflecting the competitive growth relationship between two kinds of precipitates. According to the Gibbs–Thomson effect [40, 41], a solute concentration gradient exists in the matrix between two particles of different sizes, which drives solute atoms to diffuse from small particles to large particles, thus promoting the coarsening of large-sized precipitates.
In order to clarify the competitive relationship between two phases, the evolution of precipitates (θ″/θ′ and σ phase) is characterized in Fig. 7 by in situ heating TEM during the over-ageing stage. As shown in Fig. 7a–e (yellow circle), with the ageing processing, σ phases continuously nucleate in the Al matrix. More interestingly, some formed σ phases further coarsen during the isothermal ageing process at the expense of surrounding small-sized θ"/θ′ (blue circle). The dissolutions of θ″/θ′ precipitates around σ phases are likely to provide solute atoms for the nucleation and coarsening of σ phase. According to the calculated data of J. LLorca [42], the σ phase with maximum formation energy is the most stable phase among these precipitates (− 0.08 eV/atom for θ", − 0.161 eV/atom for θ′ and − 0.230 eV/atom for σ). Therefore, the coarsening of σ phases is accompanied by the reduced quantity of θ″/θ′ phases with the extension of isothermal ageing.

Bright-field TEM images of the sample (peak condition) after heating to 200 °C and kept for a 90, b 100, c 125, d 145 and e 160 min
The strengthening effect of precipitates
The type and quantity of precipitates can significantly affect the mechanical properties of the alloy because the precipitates formed during ageing treatment can hinder dislocation movement and provide apparent strengthening [43, 44]. Therefore, the ultimate tensile strength (\({\sigma }_{\mathrm{UTS}}\)) and yield strength (\({\upsigma }_{\mathrm{YS}}\)) of the Al-15%Mg2Si-5%Cu alloy after ageing treatment changed with the evolution of precipitates (Table 4). For age-hardening alloy, yield strength can be predicted by many models [43, 45,46,47]. And the models of plate-like and cubic phases summarized by Starke Jr [47] and Schueller [39] are applied for calculation in this paper. Due to the synergistic strengthening effect, the calculated yield strength increment \(\Delta \sigma_{{{\text{CAL}}}}\) contributed by θ″/θ′ phases (\(\Delta \sigma_{{\left( {\theta ^{\prime\prime}/\theta ^{\prime}} \right)}}\)) and σ phase (\(\Delta \sigma_{\sigma }\)) at room temperature can be theoretically calculated by Eq. (4) [45, 46]:
For the {100}α plate-like θ″/θ′ precipitates, \(\Delta \sigma_{{\left( {\theta ^{\prime\prime}/\theta ^{\prime}} \right)}}\) can be estimated by Eq. (5) [47]:
where \(M\) is the Taylor factor (3.06), \(G\) is the shear modulus of Al matrix (28 GPa [45]), and \(b\) is the Burgers vector (0.286 nm [43]). \({r}_{0}\) is the inner cut-off radius for the calculation of dislocation line tension (0.572 nm [45]).
For the cubic σ phase, \(\Delta {\sigma }_{\sigma }\) can be estimated by Eq. (6) [39]:
where \(\nu\) is the Poisson’s ratio (0.34 [45]). To comparatively analyse the influence of precipitates on the yield strength, the solution treatment alloy with yield strength (\({\sigma }_{\mathrm{ST}}\)) of 181 MPa is used as the base alloy. The calculated yield strength (\({\sigma }_{\mathrm{CAL}}\)) with various ageing times is defined as the sum of the corresponding calculated yield strength increment (\(\Delta \sigma_{{{\text{CAL}}}}\)) and the yield strength of solution treatment alloy (\({\sigma }_{\mathrm{ST}}\)). Therefore, the \({\sigma }_{\mathrm{CAL}}\) can be calculated by Eq. (7):
The \(\Delta \sigma_{\sigma }\), \(\Delta \sigma_{{\left( {\theta^{\prime \prime } /\theta^{\prime } } \right)}}\), \(\Delta \sigma_{{{\text{CAL}}}}\) and \(\sigma_{{{\text{CAL}}}}\) are adopted to analyse the contribution of precipitates to yield strength of the alloys. As listed in Table 4, the calculated values of \({\sigma }_{CAL}\) are close to the experimental yield strength values \({\sigma }_{\mathrm{YS}}\) at various ageing stages. However, due to the approximation of the calculation model and precipitates statistics, there are acceptable deviations between the calculated and experimental values.
For the as-cast Al-15%Mg2Si alloy, the alloy exhibits low tensile strength (\({\sigma }_{\mathrm{UTS}}\) = 171 MPa and \({\sigma }_{\mathrm{YS}}\) = 84 MPa). After heat treatment, the Al-15%Mg2Si-5%Cu alloy is obviously strengthened by these Cu-containing nano-precipitates (θ″, θ′, σ and Q′ phases). For the age-hardening alloy, the quantity of precipitates is important for strengthening effect. The peak-ageing alloy with the highest total \({N}_{v}\) (3.6 × 1021 m−3) of precipitates shows maximum yield strength (290 MPa), compared to other age-hardening alloys (222 MPa for under-ageing and 268 MPa for over-ageing shown in Table 4).
Compared to the under-ageing alloy (ageing for 0.5 h), the increased \(N_{{v\left( {\theta {^{\prime\prime}}/\theta ^{\prime}} \right)}}\) (from 19.6 × 1020 to 34.2 × 1020 m−3 shown in Table 3) is mainly responsible for the significant increment of the yield strength of peak-ageing alloy (Fig. 8). In addition, after ageing for 24 h, there is a significant increase in \({f}_{\sigma }\) and \({N}_{v(\sigma )}\) (Table 3). So, a pronounced contribution increment of σ phase to the yield strength of the alloy is obtained (Fig. 8). But the coarsening and decreased total \({N}_{v}\) of precipitates resulted in the reduction of the yield strength of over-ageing alloy.

The number density and calculated yield strength contribution of θ″/θ′ and σ in the alloy with different ageing times
Conclusion
The solution (510 °C) and further ageing (200 °C) heat treatment can significantly influence the formation of precipitates and strengthening effect in Al-15%Mg2Si-5%Cu alloy.
During the ageing process, θ″, θ′, σ and Q′ precursors are formed due to the coexistence of Cu (high content), Mg and Si atoms in the Al matrix. Under the peak-ageing condition, the dominant θ″/θ′ precipitates combined with σ and Q′ phases are mainly responsible for peak hardness (173 Hv) and high strength (290 MPa for yield strength and 356 MPa for ultimate tensile strength) of the alloy.
For over-ageing alloy (ageing for 24 h), plenty of σ phases are formed at the expense of θ"/θ′ phases, resulting in the increased contribution of σ phase on yield strength. However, the reduced total number density and coarsening of nano-precipitates lead to the over-ageing alloy exhibiting decreased hardness and strength.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also form part of an ongoing study.
References
Li C, Wu YY, Li H, Liu XF (2011) Morphological evolution and growth mechanism of primary Mg2Si phase in Al–Mg2Si alloys. Acta Mater 59:1058–1067. https://doi.org/10.1016/j.actamat.2010.10.036
Zhang J, Fan Z, Wang YQ, Zhou BL (2000) Microstructure and mechanical properties of in situ Al–Mg2Si composites. Mater Sci Technol 16:913–918. https://doi.org/10.1179/026708300101508685
Liu TY, Zou X, Yang C, Pan Y, Ren YY, Li YM (2022) Investigation on morphology of primary Mg2Si in Al-20wt%Mg2Si composite with experiment and first-principle calculations. Mater Charact 187:111836. https://doi.org/10.1016/j.matchar.2022.111836
Azarbarmas M, Emamy M, Alipour M (2011) Study on fracture behaviour of Al-15%Mg2Si metal matrix composite with and without beryllium additions. J Mater Sci 46:6856–6862. https://doi.org/10.1007/s10853-011-5648-8
Jiang W, Xu X, Zhao Y, Wang Z, Wu C, Pan D, Meng Z (2018) Effect of the addition of Sr modifier in different conditions on microstructure and mechanical properties of T6 treated Al-Mg2Si in-situ composite. Mater Sci Eng A 721:263–273. https://doi.org/10.1016/j.msea.2018.02.100
Li C, Wang C, Yang ZZ, Ma PK, Ren MW, Wang HY (2021) Effect of complex modification of Ca and Sb on the microstructure and mechanical properties of hypoeutectic Al-11Mg2Si alloy. J Alloys Compd 869:159304. https://doi.org/10.1016/j.jallcom.2021.159304
Ghandvar H, Idris MH, Ahmad N, Emamy M (2018) Effect of gadolinium addition on microstructural evolution and solidification characteristics of Al-15%Mg2Si in-situ composite. Mater Charact 135:57–70. https://doi.org/10.1016/j.matchar.2017.10.018
Li Z, Li C, Gao Z, Liu Y, Liu X, Guo Q, Yu L, Li H (2015) Corrosion behavior of Al–Mg2Si alloys with/without addition of Al–P master alloy. Mater Charact 110:170–174. https://doi.org/10.1016/j.matchar.2015.10.028
Farahany S, Nordin NA, Ourdjini A, Abu Bakar T, Hamzah E, Idris MH, Hekmat-Ardakan A (2014) The sequence of intermetallic formation and solidification pathway of an Al-13Mg-7Si-2Cu in-situ composite. Mater Charact 98:119–129. https://doi.org/10.1016/j.matchar.2014.09.018
Li M, Sun Y, Li C, Dong J, Yu L, Liu Y (2020) Effect of Cu addition on precipitation and age-hardening response of an Al-15%Mg2Si alloy. Mater Charact 169:110611. https://doi.org/10.1016/j.matchar.2020.110611
Emamy M, Nemati N, Heidarzadeh A (2010) The influence of Cu rich intermetallic phases on the microstructure, hardness and tensile properties of Al-15% Mg2Si composite. Mater Sci Eng A 527:2998–3004. https://doi.org/10.1016/j.msea.2010.01.063
Hesami L, Taghiabadi R, Ghonche MH (2022) Study on the modification effect of copper on Al-15Mg2Si composite. Mater Chem Phys 276:125323. https://doi.org/10.1016/j.matchemphys.2021.125323
Emamy M, Emami AR, Tavighi K (2013) The effect of Cu addition and solution heat treatment on the microstructure, hardness and tensile properties of Al-15%Mg2Si-0.15%Li composite. Mater Sci Eng A 576:36–44. https://doi.org/10.1016/j.msea.2013.03.066
Yan F, Ji SX, Fan ZY (2014) Effect of Cu on the microstructure and mechanical properties of diecast Al–Mg2Si–Mg based alloy. Mater Sci Forum 794–796:172–177. https://doi.org/10.4028/www.scientific.net/msf.794-796.172
Ding L, Jia Z, Nie JF, Weng Y, Cao L, Chen H, Wu X, Liu Q (2018) The structural and compositional evolution of precipitates in Al–Mg–Si–Cu alloy. Acta Mater 145:437–450. https://doi.org/10.1016/j.actamat.2017.12.036
Li F, Chen S, Chen K, Huang L (2020) The role of Si on microstructure, mechanical and local corrosion behaviors of an Al–Cu–Mg–Si alloy with high Cu/Mg ratio. J Alloys Compd 819:152977. https://doi.org/10.1016/j.jallcom.2019.152977
Li J, Chen S, Li F, Chen K, Huang L (2019) Synergy effect of Si addition and pre-straining on microstructure and properties of Al–Cu–Mg alloys with a medium Cu/Mg ratio. Mater Sci Eng A 767:138429. https://doi.org/10.1016/j.msea.2019.138429
Liu L, Chen JH, Wang SB, Liu CH, Yang SS, Wu CL (2014) The effect of Si on precipitation in Al–Cu–Mg alloy with a high Cu/Mg ratio. Mater Sci Eng A 606:187–195. https://doi.org/10.1016/j.msea.2014.03.079
Zheng Y, Xiao W, Ge S, Zhao W, Hanada S, Ma C (2015) Effects of Cu content and Cu/Mg ratio on the microstructure and mechanical properties of Al–Si–Cu–Mg alloys. J Alloys Compd 649:291–296. https://doi.org/10.1016/j.jallcom.2015.07.090
Liu F, Liu Z, Jia P (2020) Effect of T-phase on microstructure of the hot rolled Al–Cu–Mg alloy. J Alloys Compd 825:154190. https://doi.org/10.1016/j.jallcom.2020.154190
He G, Liu Z, Liu F (2022) Effects of dislocation slip behaviour and second-phase particles on hot rolled texture of an Al–Cu–Mg alloy with a high Cu/Mg ratio. J Alloys Compd 911:165085. https://doi.org/10.1016/j.jallcom.2022.165085
Ikeno S, Matsuda K, Rengakuji S, Uetani Y (2001) Precipitation sequence in a SiC/Al–Mg2Si alloy composite material. J Mater Sci 36:1921–1929. https://doi.org/10.1023/a:1017589723605
Matsuda K, Sakaguchi Y, Miyata Y, Uetani Y, Sato T, Kamio A, Ikeno S (2000) Precipitation sequence of various kinds of metastable phases in Al-1.0mass% Mg2Si-0.4mass% Si alloy. J Mater Sci 35:179–189. https://doi.org/10.1023/a:1004769305736
Sun Y, Hu M, Li M, Li C, Zhu X, Xia X, Yu L, Liu Y (2022) The effect of solution temperature on the precipitates evolution and aging hardening response of Al-15%Mg2Si(-1%Cu) alloys. J Mater Res Technol 17:1330–1337. https://doi.org/10.1016/j.jmrt.2022.01.094
Chakrabarti DJ, Laughlin DE (2004) Phase relations and precipitation in Al–Mg–Si alloys with Cu additions. Prog Mater Sci 49:389–410. https://doi.org/10.1016/s0079-6425(03)00031-8
Yin D, Xiao Q, Chen Y, Liu H, Yi D, Wang B, Pan S (2016) Effect of natural ageing and pre-straining on the hardening behaviour and microstructural response during artificial ageing of an Al–Mg–Si–Cu alloy. Mater Des 95:329–339. https://doi.org/10.1016/j.matdes.2016.01.119
Eskin DG (2003) Decomposition of supersaturated solid solutions in Al–Cu–Mg–Si alloys. J Mater Sci 38:279–290. https://doi.org/10.1023/a:1021109514892
Guia-Tello JC, Garay-Reyes CG, Rodriguez-Cabriales G, Medrano-Prieto HM, Ruiz-Esparza-Rodriguez MA, Garcia Hernandez LJ, Mendoza-Duarte JM, Garcia-Aguirre KA, Estrada-Guel I, Gonzalez S, Martinez-Sanchez R (2022) Effect of plastic deformation on the precipitation sequence of 2024 aluminum alloy. J Mater Sci 57:2180–2193. https://doi.org/10.1007/s10853-021-06689-1
Nie JF, Muddle BC (2008) Strengthening of an Al–Cu–Sn alloy by deformation-resistant precipitate plates. Acta Mater 56:3490–3501. https://doi.org/10.1016/j.actamat.2008.03.028
Chen J, Deng Y, Guo X (2018) Revisit the stress-orienting effect of θ′ in Al–Cu single crystal during stress aging. Mater Charact 135:270–277. https://doi.org/10.1016/j.matchar.2017.11.053
Sun Y, Li C, Liu Y, Yu L, Li H (2018) Intermetallic phase evolution and strengthening effect in Al–Mg2Si alloys with different Cu/Ni ratios. Mater Lett 215:254–258. https://doi.org/10.1016/j.matlet.2017.12.067
Sun Y, Li C, Yu L, Gao Z, Xia X, Liu Y (2020) Corrosion behavior of Al-15%Mg2Si alloy with 1% Ni addition. Results Phys 17:103129. https://doi.org/10.1016/j.rinp.2020.103129
Sun Y, Li C, Liu Y, Ding R, Liu X, Kim SH, Yu L (2021) The contribution of aluminides to strength of Al–Mg2Si–Cu–Ni alloys at room and elevated temperatures. Mater Sci Eng A 817:141381. https://doi.org/10.1016/j.msea.2021.141381
She H, Shu D, Dong A, Wang J, Sun B, Lai H (2019) Relationship of particle stimulated nucleation, recrystallization and mechanical properties responding to Fe and Si contents in hot-extruded 7055 aluminum alloys. J Mater Sci Technol 35:2570–2581. https://doi.org/10.1016/j.jmst.2019.07.014
Ma P, Liu C, Ma Z, Zhan L, Huang M (2019) Formation of a new intermediate phase and its evolution toward θ′ during aging of pre-deformed Al–Cu alloys. J Mater Sci Technol 35:885–890. https://doi.org/10.1016/j.jmst.2018.11.022
Shen Z, Ding Q, Liu C, Wang J, Tian H, Li J, Zhang Z (2017) Atomic-scale mechanism of the θ″ →θ′ phase transformation in Al–Cu alloys. J Mater Sci Technol 33:1159–1164. https://doi.org/10.1016/j.jmst.2016.08.031
Barlow IC, Rainforth WM, Jones H (2000) The role of silicon in the formation of the (Al5Cu6Mg2) sigma phase in Al–Cu–Mg alloys. J Mater Sci 35:1413–1418. https://doi.org/10.1023/a:1004767131956
Schueller RD, Wawner FE, Sachdev AK (1994) Nucleation mechanism of the cubic σ phase in squeeze-cast aluminium matrix composites. J Mater Sci 29:424–435. https://doi.org/10.1007/BF01162502
Schueller RD, Wawner FE, Sachdev AK (1994) Strengthening potential of the cubic σ precipitate in Al–Cu–Mg–Si alloys. J Mater Sci 29:239–249. https://doi.org/10.1007/BF00356599
Bahl S, Xiong L, Allard LF, Michi RA, Poplawsky JD, Chuang AC, Singh D, Watkins TR, Shin D, Haynes JA, Shyam A (2021) Aging behavior and strengthening mechanisms of coarsening resistant metastable θ′ precipitates in an Al–Cu alloy. Mater Des 198:109378. https://doi.org/10.1016/j.matdes.2020.109378
Teixeira JDC, Cram DG, Bourgeois L, Bastow TJ, Hill AJ, Hutchinson CR (2008) On the strengthening response of aluminum alloys containing shear-resistant plate-shaped precipitates. Acta Mater 56:6109–6122. https://doi.org/10.1016/j.actamat.2008.08.023
Liu H, Papadimitriou I, Lin FX, Llorca J (2019) Precipitation during high temperature aging of Al–Cu alloys: a multiscale analysis based on first principles calculations. Acta Mater 167:121–135. https://doi.org/10.1016/j.actamat.2019.01.024
Liu G, Zhang GJ, Ding XD, Sun J, Chen KH (2003) Modeling the strengthening response to aging process of heat-treatable aluminum alloys containing plate/disc- or rod/needle-shaped precipitates. Mater Sci Eng A 344:113–124. https://doi.org/10.1016/s0921-5093(02)00398-2
Medjahed A, Henniche A, Derradji M, Yu T, Wang Y, Wu R, Hou L, Zhang J, Li X, Zhang M (2018) Effects of Cu/Mg ratio on the microstructure, mechanical and corrosion properties of Al–Li–Cu–Mg–X alloys. Mater Sci Eng A 718:241–249. https://doi.org/10.1016/j.msea.2018.01.118
Gao YH, Cao LF, Kuang J, Zhang JY, Liu G, Sun J (2020) Assembling dual precipitates to improve high-temperature resistance of multi-microalloyed Al–Cu alloys. J Alloys Compd 822:153629. https://doi.org/10.1016/j.jallcom.2019.153629
Yuan SP, Liu G, Wang RH, Pu X, Zhang GJ, Sun J, Chen KH (2007) Coupling effect of multiple precipitates on the ductile fracture of aged Al–Mg–Si alloys. Scr Mater 57:865–868. https://doi.org/10.1016/j.scriptamat.2007.06.063
Zhu AW, Starke EA (1999) Strengthening effect of unshearable particles of finite size: a computer experimental study. Acta Mater 47:3263–3269. https://doi.org/10.1016/s1359-6454(99)00179-2
Acknowledgements
This work was supported by a Grant from National Natural Science Foundation of China (No. 52122409) and Natural Science Foundation of Tianjin City (No. 20JCYBJC00950).
Author information
Authors and Affiliations
Contributions
YS was involved in methodology, investigation, writing—original Draft. ZZ and LY contributed to investigation. CL was involved in conceptualization, writing—review and editing, funding acquisition. YL contributed to supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interest or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Handling Editor: P. Nash.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Sun, Y., Zhou, Z., Li, C. et al. Precipitates evolution and strengthening of Al–Mg2Si alloys containing high-Cu contents during ageing process. J Mater Sci 57, 17828–17838 (2022). https://doi.org/10.1007/s10853-022-07750-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-07750-3