
Abstract
The objective of the present work was to compare the non-isothermal melt and cold crystallization behavior and kinetics of poly(ethylene 2,5-furandicarboxylate-co-ethylene terephthalate) (PEFT) copolyesters. First, the non-isothermal melt and cold crystallization behavior of PET and PEFT copolyesters were studied at a fixed cooling and heating rate with differential scanning calorimeter (DSC). Second, the non-isothermal melt and cold crystallization behavior of PET, PEFT5% and PEFT10% were studied at various cooling and heating rates, respectively. Third, the non-isothermal melt and cold crystallization kinetics of PET, PEFT5% and PEFT10% were analyzed with the crystallization half-time and Mo equation. It was found that with the increase in the FDCA content, the melt crystallization of PEFT gets gradually more difficult, and PEFT5%, PEFT10% and PEFT15% show cold crystallization behavior. The non-isothermal melt and cold crystallization rate of PET, PEFT5% and PEFT10% increases with the cooling and heating rate, respectively. At the same rate of cooling and heating, the cold crystallization rate is much larger than the melt crystallization rate. The copolymerization of FDCA units significantly hinders the melt crystallization rate of PEFT, while its effect on cold crystallization rate is not so prominent. The melt crystallization in PET during quenching significantly hinders its cold crystallization, thus leading to unexpectedly the cold crystallization rate of PEFT5% larger than that of PET. Based on this study, cold crystallization can be adapted as a feasible means for more efficiently adjusting the crystallization of PEFT copolyesters in practical processing.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Poly(ethylene terephthalate) (PET) is synthesized with fossil-based chemicals of ethylene glycol (EG) and terephthalic acid (PTA). It is a conventional aromatic thermoplastic polyester, known as one of the five popular engineering plastics. Owing to the symmetry and regularity in chain structure as well as the rigid benzene rings in the backbones, PET shows good mechanical strength, heat resistance, dimensional stability, optical clarity and barrier properties. These good properties allow PET to be widely used in optical films, synthetic fibers, beverage bottles, electrical appliances, transportation and wind power [1,2,3,4].
In the past decades, driven by the awareness of the gradual depletion of the fossil resources, the exploration and utilization of renewable energy have been called on for sustainable developments. Biomass resources are cheap and abundant in nature, and have been utilized to produce chemicals and subsequently bio-based polymers for the purpose of high-value-added materials [5, 6]. Poly(ethylene 2,5-furandicarboxylate) (PEF) is synthesized with EG and 2,5-furandicarboxylic acid (FDCA) [7,8,9,10,11]. EG can be produced from glycerol [7, 8] and FDCA from biomass resources such as sugar, cellulose and lignocellulose [12, 13]. Many routes have been reported for synthesis of FDCA, with furfural and hydroxymethylfurfural as starting chemicals being the most popular [7, 8, 10]. FDCA has similar aromatic structure as PTA does, and thereby, PEF has been considered as the potential bio-based alternative of petroleum-based PET. Hence, the synthesis, chain mobility, thermal behavior, barrier and mechanical properties of PEF, other FDCA-based polyesters and copolymers have aroused intense interest among both academic and industrial communities [7,8,9,10,11,12,13,14,15,16,17,18,19,20,21,22]. However, the high cost of FDCA has posed a big obstacle for large-scale production of PEF and its replacement of PET. Hence, partial substitution of PTA units in PET with FDCA to prepare poly(ethylene 2,5-furandicarboxylate-co-ethylene terephthalate) (PEFT) copolyesters is considered a practical pathway to realize gradual utilization of bio-based feedstocks and replacement of fossil resources.
It is well known that PET is widely used in films, fibers, bottles and foams, and crystallization behavior plays a key role in drawing, spinning, blowing and foaming. Therefore, the study on crystallization behavior of PEF and PEFT copolyesters is of great significance for optimizing the physical properties and consequently for expanding their applications. Till now, a few studies [9, 12,13,14, 23,24,25] have been found concerning the crystallization behavior of PEF and PEFT copolymers. Knoop et al. [9] and Burgess et al. [14] reported that the melting point of PEF is about 40 °C lower than that of PET. The crystallization of PEF is restricted by the hindered chain mobility due to the asymmetry and irregularity in structure as well as the strong macromolecular interaction owing to the permanent dipole. Papageorgiou et al. [23] compared the isothermal crystallization, the cold crystallization and the melt crystallization behavior of PEF with that of PET and poly(ethylene naphthalate) (PEN). van Berkel et al. [12] and Stoclet et al. [13] studied the isothermal crystallization behavior of PEF and interpreted the phenomenon of multiple melting peaks. Codou et al. [24] compared the crystalline structure of PEF crystallized from glass state and melt state, and similar unit cell structure supports similar crystallographic structure. Konstantopoulou et al. [25] studied the cocrystallization behavior of PEFT copolymers and found that the crystallization rate and the crystallinity both decrease with the comonomer content, and that only small amounts of comonomer units are able to incorporate into the crystals of the homopolymers. Since the crystallization of PEFT copolyester is somehow hindered by the comonomer units, how to efficiently and feasibly adjust its crystallization in practical processing poses an important question. However, based on the above literature summary, it is pretty clear that the crystallization behavior and kinetics of PEFT copolyesters have so far seldom been thoroughly studied.
It is known that polymer processing such as drawing, spinning, blowing and foaming as well as extrusion and injection molding generally involves non-isothermal crystallization. It is no doubt that non-isothermal crystallization behavior of polymers plays an important role in practical processing and hence significantly affects the physical properties of materials in end uses [26,27,28,29]. However, the non-isothermal crystallization behavior and kinetics of PEFT copolyesters have rarely been studied, and almost no direct non-isothermal crystallization data are available for theoretically supporting the practical processing for property enhancement.
The objective of the present work is to compare the non-isothermal melt and cold crystallization behavior and kinetics of PEFT copolyesters. The non-isothermal melt and cold crystallization behavior of PET and PEFT were comprehensively studied. The effect of FDCA comonomer content on the melt crystallization and cold crystallization behavior was systematically investigated. The crystallization half-time and Mo equation were applied to study the kinetics of non-isothermal melt and cold crystallization of PEFT copolyesters to reveal that it is the melt crystallization or the cold crystallization that is more efficient for adjusting the crystallization. Kissinger equation was used to calculate the activation energy of non-isothermal melt and cold crystallization.
Experimental
Materials
The PET and PEFT copolyesters were supplied by Bio-Based Polymer Materials Group from Ningbo Institute of Materials Technology and Engineering, Chinese Academy of Sciences. Two-step melt polycondensation including transesterification and polycondensation was carried out for synthesis of PET and PEFT copolyesters with dimethyl terephthalate (DMT), dimethyl 2,5-furandicarboxylate (DMFD) and EG as monomers and antimony trioxide as catalyst. The details of the synthesis process and the descriptions can be found in the previous publication [30]. The polyesters with FDCA and PTA units at a molar ratio of 0/100, 5/95, 10/90, 15/85, 20/80 and 30/70 were named as PET, PEFT5%, PEFT10%, PEFT15%, PEFT20% and PEFT30%, respectively.
Chemical structure characterization
A Bruker AVANCE III 400 MHz proton nuclear magnetic resonance (1H-NMR) spectrometer was employed to characterize the chemical structure of PET and PEFT copolyesters and hence to calculate the real FDCA contents in PEFT. The deuterated trifluoroacetic acid (DTFA) was used as solvent.
Non-isothermal melt and cold crystallization behavior during cooling and heating
The non-isothermal melt and cold crystallization behavior of PET and PEFT copolyesters were studied on a Mettler-Toledo TGA/DSC1 differential scanning calorimeter (DSC). The samples with weight of about 5–10 mg were placed in an aluminum pan, and the measurement was taken under nitrogen atmosphere. The samples were first heated from 30 to 300 °C at a heating rate of 10 °C/min and isothermally kept at 300 °C for 5 min to eliminate thermal history. Then the samples were cooled down to 30 °C at a cooling rate of 10 °C/min. After that, a second heating scan was performed from 30 to 300 °C at 10 °C/min. The cooling curve and the second heating curve were used to present the crystallization and melting behavior. The melt crystallization temperature (Tc) and melt crystallization enthalpy (ΔHc) were obtained from the cooling scan. The melting temperature (Tm), melting enthalpy (ΔHm), cold crystallization temperature (Tcc) and cold crystallization enthalpy (ΔHcc) were obtained from the second heating scan.
Crystalline structure investigation
PET and PEFT copolyester sheets with a thickness of 2 mm were prepared with a compression molding machine (Huzhou Shuangli Automation Technology, XLB50-D) at 290 °C for 10 min under a pressure of 10 MPa followed by slow cooling at room temperature. Wide-angle X-ray diffraction (WAXD) analysis was carried out with the sheet samples using an X-ray diffractometer (Bruker AXS, D8 ADVANCE DAVINCI). The wavelength of X-ray is about 0.154 nm from the source of CuKα. The samples were scanned in a 2θ angle rang from 5o to 60° within 15 min.
Non-isothermal melt and cold crystallization behavior and kinetics at various cooling and heating rates
The non-isothermal melt and cold crystallization behavior and kinetics of PET and PEFT copolyesters were comprehensively studied at various cooling and heating rates, respectively. First, PET, PEFT5% and PEFT10% samples were cooled down from 300 to 30 °C at cooling rates of 2.5, 5, 10, 15 and 20 °C/min, respectively, after being isothermally kept at 300 °C for 5 min under nitrogen atmosphere using DSC. In parallel, the quenched PET, PEFT5% and PEFT10% samples were heating from 30 to 300 °C at heating rates of 2.5, 5, 10, 15 and 20 °C/min, respectively. The preparation process of the quenched samples was described as follows: PET, PEFT5% and PEFT10% samples were first melt compressed at 290 °C under a pressure of 10 MPa for 5 min using an XLB50-D compression molding machine and then were quickly quenched into cold water. The cooling and the heating curves of various samples were recorded to show the dependence of the melt and the cold crystallization behavior on the cooling rate and the heating rate, respectively. Second, the cooling and the heating curves were converted into those of the relative crystallinity as a function of time, and subsequently, the non-isothermal melt and cold crystallization kinetics were studied and the relevant activation energy was calculated.
Results and discussion
Characterization of FDCA contents in PEFT copolyesters
The 1H-NMR spectra and the chemical structure of PET and PEFT copolyesters are shown in Fig. 1a and b. The protons of the benzene ring and the ethylene diol part of PET were located at about 8.2 ppm (a protons) and 4.9 ppm (b protons), respectively. It can be seen that besides these two peaks, PEFT copolyesters also exhibited the resonance peak at 7.4 ppm (c protons) of the protons of the furan ring. The protons of the ethylene diol part in PEFT copolyesters displayed four small split peaks (d, e, f and g protons) at about 4.9 ppm, as shown in Fig. 1c. Based on previous studies [15, 25, 30], the real FDCA content in PEFT copolyesters was calculated with the intensity of the four peaks and was 4.5%, 10.8%, 14.3%, 21.2% and 28.9% in PEFT5%, PEFT10%, PEFT15%, PEFT20% and PEFT30%, respectively.

Chemical structure characterization of PET and PEFT copolyesters: a 1H-NMR spectra, b chemical structure and c magnification of PEFT30% highlighted in a red dotted box
Non-isothermal melt and cold crystallization behavior of PEFT copolyesters at cooling and heating processes
The non-isothermal melt and cold crystallization behavior of PET and PEFT copolymers were studied with DSC. The cooling and the heating curves are shown in Fig. 2, and the relevant melt and cold crystallization and melting data are presented in Table 1. The cooling curves (Fig. 2a) showed that only PET, PEFT5% and PEFT10% had melt crystallization peaks. With the increase in the comonomer content of FDCA, the crystallization temperature gradually decreased to lower temperatures, at 198.3, 177.8 and 157.6 °C, respectively. The melt crystallization enthalpy was reducing in value as well. With more FDCA comonomers, PEFT15%, PEFT20% and PEFT30% were not able to crystallize at the cooling rate of 10 °C/min set in this procedure. The heating curves (Fig. 2b) showed that PET, PEFT5%, PEFT10% and PEFT15% displayed melting peaks, with the melting temperature at 258.1, 243.9, 234.1 and 217.8 °C, respectively. With the increase in the comonomer content, the melting temperature gradually decreased and the melting enthalpy also turned smaller. For PEFT20% and PEFT30%, no melting peaks were even observed. These results indicated that the copolymerization of FDCA units significantly hindered the melt crystallization of the copolyesters. Konstantopoulou et al. [25] and Sousa et al. [31] also found that the crystallization behavior of PEFT copolymers was closely related to FDCA comonomer content.

DSC curves of PET and PEFT copolyesters: a the cooling scan (cooling rate: 10 °C/min) and b the second heating scan (heating rate:10 °C/min)
Figure 2b shows that during the heating scan, PET did not show cold crystallization peak, while PEFT5%, PEFT10% and PEFT15% showed cold crystallization peaks. With the increase in the FDCA comonomer content, the cold crystallization temperature gradually moved to higher temperature direction, i.e., 144.5, 151.9 and 178.7 oC, respectively. Based on the previous studies [5, 6, 23, 32], the cold crystallization occurs due to the fact that the chain mobility is too weak for the melt crystallization to occur during the cooling process, whereas the macromolecular chains are mobilized during the next heating process and hence can be able to crystallize. The polymers like PET and poly(lactic acid) (PLA) generally show cold crystallization due to the slow melt crystallization characteristics [5, 6, 23, 32]. Konstantopoulou et al. [25] also reported that PEFT copolyesters with FDCA mole content of 5%-15% displayed cold crystallization behavior. The above results indicated that on the one hand, the melt crystallization of PET was easier than that of PEFT copolyester, and hence, cold crystallization did not occur in the heating scan for the former but did for the later, and that on the other, with the increase in the FDCA comonomer content, the cold crystallization of PEFT copolyesters gradually became more difficult. In addition, some other interesting findings can be obtained with careful examination and comparison of the cold crystallization enthalpy of the PEFT copolyesters in Table 1. The cold crystallization enthalpy of PEFT5%, PEFT10% and PEFT15% was 5.8, 24.7 and 9.9 J/g, respectively. First, the cold crystallization enthalpy is the lowest for PEFT5%. It is considered that with a lower comonomer content of 5% FDCA, although the melt crystallization of PEFT5% is more difficult than that of PET, it is still much more prominent than that of PEFT10%. Hence, its cold crystallization is less prominent than that of PEFT10%. Second, the cold crystallization enthalpy is the largest for PEFT10%. It is considered that with a relatively high comonomer content, the melt crystallization of PEFT10% turned weak, and inversely, the cold crystallization became very remarkable. Third, the cold crystallization of PEFT15% occurred in a broad temperature range, and the relevant enthalpy turned smaller compared with that of PEFT10%. This was attributed to the relatively high comonomer content leading to not only the melt crystallization not happening, but also the cold crystallization becoming very difficult. Stronger evidence can be supported by PEFT20% and PEFT30%, for which, neither melt crystallization nor cold crystallization was even observed due to a larger FDCA comonomer content. Moreover, more interesting findings can be obtained with a careful and comprehensive comparison between the cold crystallization enthalpy and the melting enthalpy of the PEFT copolyesters in Table 1. In specific, the cold crystallization enthalpy was much smaller than the melting enthalpy for PEFT5%, the difference became much smaller for PEFT10%, while the two were similar in value for PEFT15%. These phenomena were considered being closely related to the contribution to the melting enthalpy, more by melting of the crystals formed during the melt crystallization, or more by melting of the crystals formed during the cold crystallization. From PEFT5% to PEFT10%, the melt crystallization weakened, while the cold crystallization became more remarkable, resulting in the crystals formed during the cold crystallization instead of melt crystallization contributing more to the melting enthalpy. For PEFT15%, the melt crystallization hardly occurred, and thereby, the crystals melted in the melting range were generally formed during the cold crystallization. In summary, the copolymerization of FDCA exerts a significant effect on the melt and cold crystallization behavior of PEFT copolyester, and the comonomer content really matters in determining the crystallization behavior. In addition, for PEFT copolyesters with hindered melt crystallization behavior, it is considered that cold crystallization can be utilized as a feasible means to adjust the crystallinity. This would be very meaningful for practical processing.
Crystalline structure of PEFT copolyesters
X-ray diffraction is a powerful and useful means to study the crystalline structure of semicrystalline systems. The WAXD patterns of PET and PEFT copolyesters are presented in Fig. 3. The main characteristic peaks observed for PET were located at 15.9°, 17.6°, 21.6°, 23.2° and 26.7°, respectively, consistent with the previous studies [33, 34]. The diffraction peaks of PEFT5%, PEFT10%, PEFT15% and PEFT20% appeared at almost the same positions. The previous publications [13, 24, 35] also reported that PEF and PET have similar crystalline structure of triclinic unit cell. It indicates that the copolymerization of FDCA does not change the crystallographic structure of PEFT relative to PET. However, with the increase in the comonomer content, the diffraction intensity decreased. It means that the hindered chain mobility with copolymerization of FDCA units restricts the crystallization of PEFT. It was observed that PEFT30% was not able to crystallize even under the slow cooling conditions, proving again the hindered crystallization of PEFT with a higher content of FDCA comonomer. Sousa et al. [31] reported that the diffraction pattern of PEFT copolyester with FDCA mole content of 50% showed no crystallization.

XRD diffraction of PET and PEFT copolyesters
Non-isothermal melt and cold crystallization behavior of PEFT copolyesters at various cooling and heating rates
The melt crystallization during the cooling scan at a rate of 10 °C/min almost did not happen for PEFT15%, PEFT20% and PEFT30% (Fig. 2a), and hence, PET, PEFT5% and PEFT10% were chosen in the following work to study the non-isothermal melt and cold crystallization behavior and kinetics.
The non-isothermal melt and cold crystallization of PET, PEFT5% and PEFT10% were studied at various cooling and heating rates of 2.5, 5, 10, 15 and 20 °C/min, respectively. The cooling and the heating curves are shown in Fig. 4, and the corresponding melt and cold crystallization temperature and the width of crystallization peak are presented in Fig. 5a and Fig. 5b, respectively. The following three observations are worthy being mentioned. First, with the increase in the cooling rate, the melt crystallization temperature decreased to lower temperatures (Fig. 4a1-4c1 and Fig. 5a). This is attributed to the movement of the macromolecular chains not being able to catch up with the higher cooling rate, thus leading to melt crystallization occurring at lower temperatures. This phenomenon of thermal lag has been reported elsewhere in non-isothermal crystallization [23, 36,37,38]. For the similar reason, with the increase in the heating rate, the cold crystallization temperature increased to higher temperatures (Fig. 4a1-4c1 and Fig. 5a) [23]. Second, with the increase in the cooling or the heating rate, both the melt and the cold crystallization peaks of PET and PEFT copolyesters turned wider (Fig. 4 and Fig. 5b). The width of the crystallization peak is usually applied to evaluate the perfection of the crystals [39]. The wider the crystallization peak is, the less perfect the crystals are. Hence, it is obvious that, with the increase in the cooling or the heating rate, the crystals of PET and PEFT copolymers became more imperfect. Third, for a certain cooling rate, with the increase in the FDCA comonomer content, the melt crystallization temperature decreased to lower temperatures, and the width of the crystallization peak increased (Fig. 5a and b). It appears that the increase in FDCA units led to decrease in symmetry and regularity and hence restriction in movement of the PEFT macromolecular chains. Generally, a larger degree of supercooling is required for the macromolecular chains of lower mobility to crystallize, forming crystallization peak very wide [38]. Particularly, it can be seen that the crystallization peak of PEFT10% at the cooling rate of 20 °C/min was very weak and wide (Fig. 4c1). In parallel, for a certain heating rate, with the increase in the FDCA comonomer content, the cold crystallization temperature increased to higher temperatures. It can also be observed that the width of the crystallization peak of PEFT10% was larger in value than that of PEFT5% (Fig. 5b). Based on the above three observations, a more interesting finding is also observed that, no matter with increase in the cooling or heating rate, or with increase in the FDCA content, the change in crystallization temperature or in width of crystallization peak is more prominent for melt crystallization than for cold crystallization.

Non-isothermal melt (a1-c1) and cold (a2-c2) crystallization curves of (a1, a2) PET, (b1, b2) PEFT5% and (c1, c2) PEFT10% at various cooling/heating rates

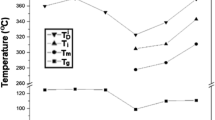
a Crystallization temperature, b width of crystallization peak, c glass transition temperature (Tg) and d temperature difference between cold crystallization and glass transition (Tcc-Tg) of PET, PEFT5% and PEFT10% for non-isothermal melt and cold crystallization at various cooling/heating rates
The glass transition temperature (Tg) of PET, PEFT5% and PEFT10% at various heating rates is obtained from Fig. 4a2-4c2 and is presented in Fig. 5c. It is understandable that Tg of all three samples increased with the heating rate [5]. However, it is out of expectation that Tg of PET was higher than that of PEFT5%. Through a careful comparison of the cold crystallization enthalpy and the melting enthalpy of PET, PEFT5% and PEFT10% at each heating rate, it is found that the melting enthalpy was larger than the cold crystallization enthalpy. Hence, it is deduced that melt crystallization still happened for all three samples during quenching. Through calculation, the crystallinity for quenched PET, PEFT5% and PEFT10%, for example, at a heating rate of 10 °C/min (Fig. 4a2-4c2), was 16.9%, 10.1% and 4.5%, respectively. Since PET had the largest crystallinity after quenching, it is believed that crystalline regions in PET restricted very prominently the movement of the macromolecular chains in amorphous regions [33]. Further, the temperature difference (Tcc-Tg) between cold crystallization temperature and glass transition temperature of PET, PEFT5% and PEFT10% at various heating rates is shown in Fig. 5d. Three interesting findings are observed. First, Tcc-Tg increased with the heating rate for all three samples. This is believed to be attributed to the fact that the cold crystallization is more difficult than the movement of chain segments. Second, Tcc-Tg of PET was much lower than that of PEFT5% and PEFT10%, probably due to its more prominently increased Tg after quenching. Third, Tcc-Tg of PEFT10% was the largest among three samples at each heating rate. It is understandable that the hindered chain movement due to a higher comonomer content led to the occurrence of cold crystallization at a higher temperature.
Kinetics of non-isothermal melt and cold crystallization of PEFT copolyesters
Crystallization half-time
The relative crystallinity of PET, PEFT5% and PEFT10% during non-isothermal melt and cold crystallization at various cooling and heating rates versus crystallization time is shown in Fig. 6. With the increase in the cooling rate or the heating rate, the curves turned gradually narrowed. The increased slope indicates the shortened crystallization time and hence the increased crystallization rate [38].

Plots of Xt versus t of (a1, a2) PET, (b1, b2) PEFT5% and (c1, c2) PEFT10% for non-isothermal (a1-c1) melt and (a2-c2) cold crystallization at various cooling/heating rates
The crystallization half-time (t1/2) is defined as the crystallization time for the relative crystallinity to amount to 50% [40, 41] and is usually used to evaluate the crystallization rate. The smaller the value of t1/2 is, the higher the crystallization rate is. The t1/2 of PET, PEFT5% and PEFT10% for various cooling rates is shown in Fig. 7. First, with the increase in the cooling or heating rate, t1/2 gradually decreased, indicating that the melt and the cold crystallization rate were faster under larger cooling and heating rate, respectively [41]. Second, t1/2 was smaller for cold crystallization than melt crystallization, indicating the crystallization was much faster for the former. Third, for a certain cooling rate, t1/2 was the smallest for PET and gradually increased for PEFT5% and PEFT10%, meaning that the melt crystallization rate was the largest for PET, followed by PEFT5% and PEFT10%. The results indicated that the copolymerization of FDCA significantly reduced the melt crystallization rate of PEFT. In comparison, for the cold crystallization, the effect of copolymerization of FDCA on the crystallization rate was not so prominent as for melt crystallization. It is observed that PEFT5% showed the largest cold crystallization rate.

Crystallization half-time of PET, PEFT5% and PEFT10% for non-isothermal melt and cold crystallization at various cooling/heating rates
Analysis with Mo equation
Mo equation was proposed for describing the non-isothermal crystallization kinetics via combination of the Avrami equation and the Ozawa equation, and it is the relation of cooling or heating rate and crystallization time at a fixed relative crystallinity, shown in Eq. 1 [36,37,38].
where \(\phi\) is the cooling or heating rate and a is the ratio of Avrami exponent n to Ozawa exponent m (\(a = n/m\)). F(T) is the cooling or heating rate that is required in unit crystallization time to amount to a certain crystallinity. A higher F(T) value means a lower crystallization rate, and vice versa.
In this study, the fixed relative crystallinity was chosen as 20%, 40%, 60% and 80%, and the fitting curves of \(\log \phi\) as a function of \(\log t\) of PET, PEFT5% and PEFT10% showed good linearity (not shown here), indicating that Mo equation was very practical in describing the non-isothermal crystallization kinetics. Based on Eq. 1, \(\log F(T)\) and a can be obtained as the intercept and the slope, respectively. The values of F(T) are presented in Fig. 8. First, F(T) value increased with the increase in the relative crystallinity, consistent with the previous studies [36,37,38]. Second, F(T) value was smaller for cold crystallization than melt crystallization, indicating the crystallization rate was higher for the former. Third, for the melt crystallization with a certain degree of crystallinity, F(T) value increased with the FDCA comonomer content, indicating a decreasing sequence in crystallization rate of PET, PEFT5% and PEFT10%. The result again indicated that the copolymerization of FDCA significantly restricted the melt crystallization of the copolyesters. In comparison, the effect of copolymerization of FDCA on the cold crystallization rate was not so remarkable. These findings about F(T) were consistent with those about t1/2.

F(T) versus relative crystallinity of PET, PEFT5% and PEFT10% for non-isothermal melt and cold crystallization at various cooling/heating rates
Activation energy of non-isothermal melt and cold crystallization of PEFT copolyesters.
The activation energy of non-isothermal melt and cold crystallization of PET and PEFT copolyesters can be calculated using Kissinger equation, as shown in Eq. 2 [41, 42].
where \(\phi\) is the cooling or heating rate, Tp is the peak crystallization temperature, R is the universal gas constant and ΔE is the crystallization activation energy.
\(\ln \left( {\frac{\phi }{{T_{p}^{2} }}} \right)\) as a function of 1/Tp is shown in Fig. 9. Based on Eq. 2, it is clear that with the slope of the curves, i.e., \(- \frac{\Delta E}{R}\), the crystallization activation energy can be calculated. For the non-isothermal melt crystallization, it was − 172.8, − 125.5 and − 112.1 kJ/mol for PET, PEFT5% and PEFT10%, respectively, while for the cold crystallization, it was 136.7, 171.6 and 111.8 kJ/mol, respectively. It has been discussed that in this study, for the melt crystallization, the crystallization rate was the fastest for PET, followed by PEFT5% and PEFT10%, and that for the cold crystallization, PEFT5% showed the fastest crystallization rate. Based on the previous studies [41, 42], a higher crystallization rate is usually accompanied unexpectedly with a higher absolute value of the slope of \(\ln \left( {\frac{\phi }{{T_{p}^{2} }}} \right)\) as a function of 1/Tp, i.e., a higher absolute value of activation energy. However, this is not unaccountable. Zhang et al. [33] reported that the heterogeneous nucleating agent induces a rapid crystallization rate, but the crystalline regions formed significantly hinder the movement of PET macromolecular chains, thus leading to an increase in the absolute value of the activation energy. Liu et al. [32] also found that although inorganic particles induces a large crystallization rate, the confinement effect of inorganic particles on PET macromolecular chains led to the increase in absolute value in activation energy. The seemingly contradictory phenomenon can be explained as follows. The function of nucleating agent is generally twofold: One is enhancing the nucleation, while the other is restricting the chain mobility. The crystallization basically involves nucleation and crystal growth, and nucleation is generally the controlling step of the crystallization rate [41]. However, the hindered chain movement leads to difficulty in crystal growth and hence results in increase in activation energy [42]. Thereby, a larger crystallization rate and a larger absolute value of activation energy can be obtained simultaneously, which is not contradictory.

Kissinger plots of PET, PEFT5% and PEFT10% for non-isothermal a melt crystallization and b cold crystallization
Conclusions
In the present work, the non-isothermal melt and cold crystallization behavior and kinetics of PEFT copolyesters were comprehensively compared. First, the non-isothermal melt and cold crystallization behavior of PET and PEFT at a fixed cooling and heating rate were studied with DSC, and the crystalline structure was studied with WAXD. It was found that with the increase in the FDCA comonomer content, the melt crystallization of PEFT copolyester turns more difficult, and PEFT5%, PEFT10% and PEFT15% show cold crystallization behavior. The copolymerization of FDCA does not change the crystallographic structure of PEFT, but decreases the crystallinity. Second, the non-isothermal melt and cold crystallization behavior of PET, PEFT5% and PEFT10% at various cooling and heating rates were studied, respectively. Third, the non-isothermal melt and cold crystallization kinetics of PET, PEFT5% and PEFT10% were analyzed with crystallization half-time and Mo equation, and the activation energy was calculated with Kissinger equation. It was found that with the increase in the cooling and the heating rate, both the non-isothermal melt and cold crystallization rate increase. At the same rate of cooling and heating, the cold crystallization proceeds faster than the melt crystallization. The copolymerization of the FDCA units in PEFT significantly restricts the melt crystallization, while its effect on the cold crystallization is not so prominent. PET shows the largest melt crystallization rate, followed by PEFT5% and PEFT10%. However, the melt crystallization in PET during quenching hinders its cold crystallization, thus leading to the cold crystallization rate of PET unexpectedly lower than that of PEFT5%. For both non-isothermal melt and cold crystallization, a larger crystallization rate induces rapid formation of crystalline regions and thus leads to a larger absolute value of activation energy. Through comprehensively comparing the non-isothermal melt and cold crystallization behavior and kinetics of PEFT copolyesters, the cold crystallization is proved more efficient for adjusting the crystallization. The findings in this study are very important for practical processing and properties enhancement.
References
Toda A, Taguchi K, Nozaki K, Guan X, Hu WB, Furushima Y, Schick C (2020) Crystallization and melting of poly(butylene terephthalate) and poly(ethylene terephthalate) investigated by fast-scan chip calorimetry and small angle X-ray scattering. Polymer 192:122303
Girard M, Combeaud C, Billon N (2021) Effects of annealing prior to stretching on strain induced crystallization of polyethylene terephthalate. Polymer 230:124078
Li Y, Makita Y, Zhang GQ, Rui GC, Li ZM, Zhong GJ, Miyoshi T, Huang HD, Zhu L (2020) Effects of rigid amorphous fraction and lamellar crystal orientation on electrical insulation of poly(ethylene terephthalate) films. Macromolecules 53:3967–3977
Xia T, Xi ZH, Liu T, Zhao L (2017) Solid state foaming of poly(ethylene terephthalate) based on periodical CO2-renewing sorption process. Chem Eng Sci 168:124–136
Girdthep S, Limwanich W, Punyodom W (2022) Non-isothermal cold crystallization, melting, and moisture barrier properties of silver-loaded kaolinite filled poly(lactic acid) films. Mater Chem Phys 276:125227
Shahnooshi M, Javadi A, Nazockdast H, Altstädt V (2020) Development of in situ nanofibrillar poly(lactic acid)/poly(butylene terephthalate) composites: non-isothermal crystallization and crystal morphology. Eur Polym J 125:109489
Gomes M, Gandini A, Silvestre AJD, Reis B (2011) Synthesis and characterization of poly(2,5-furan dicarboxylate)s based on a variety of diols. J Polym Sci Pol Chem 49:3759–3768
Gandini A, Silvestre AJD, Neto CP, Sousa AF, Gomes M (2009) The furan counterpart of poly(ethylene terephthalate): an alternative material based on renewable resources. J Polym Sci Pol Chem 47:295–298
Knoop RJI, Vogelzang W, van Haveren J, van Es DS (2013) High molecular weight poly(ethylene-2,5-furanoate): critical aspects in synthesis and mechanical property determination. J Polym Sci Pol Chem 51:4191–4199
Sousa AF, Vilela C, Fonseca AC, Matos M, Freire CSR, Gruter GJM, Coelhob JFJ, Silvestre AJD (2015) Biobased polyesters and other polymers from 2,5-furandicarboxylic acid: a tribute to furan excellency. Polym Chem 6:5961–5983
Fei X, Wang JG, Zhu J, Wang XZ, Liu XQ (2020) Biobased poly(ethylene 2,5-furancoate): no longer an alternative, but an irreplaceable polyester in the polymer industry. ACS Sustain Chem Eng 8:8471–8485
van Berkel JG, Guigo N, Kolstad JJ, Sipos L, Wang B, Dam MA, Sbirrazzuoli N (2015) Isothermal crystallization kinetics of poly(ethylene 2,5-furandicarboxylate). Macromol Mater Eng 300:466–474
Stoclet G, Gobius DSG, Yeniad B, de Vos S, Lefebvre JM (2015) Isothermal crystallization and structural characterization of poly(ethylene-2,5-furanoate). Polymer 72:165–176
Burgess SK, Leisen JE, Kraftschik BE, Mubarak CR, Kriegel RM, Koros WJ (2014) Chain mobility, thermal, and mechanical properties of poly(ethylene furanoate) compared to poly(ethylene terephthalate). Macromolecules 47:1383–1391
Wang P, Huang W, Zhang YJ, Lin JY, Chen P (2020) An evoluted bio-based 2,5-furandicarboxylate copolyester fiber from poly(ethylene terephthalate). J Polym Sci 58:320–329
Long LW, Ye BR, Wei J, Wu BH, Li YG, Wang ZB (2021) Structure and enhanced mechanical properties of biobased poly(ethylene 2,5-furandicarboxylate) by incorporating with low loadings of talc platelets. Polymer 237:124351
Joshi AS, Lawrence JG, Coleman MR (2019) Effect of biaxial orientation on microstructure and properties of renewable copolyesters of poly(ethylene terephthalate) with 2,5-furandicarboxylic acid for packaging application. ACS Appl Polym Mater 1:1798–1810
Zhou GN, Li L, Jiang M, Wang GQ, Wang R, Wu GF, Zhou GY (2021) Renewable poly(butene 2,5-furan dicarboxylate) nanocomposites constructed by TiO2 nanocubes: synthesis, crystallization, and properties. Polym Degrad Stabil 189:109591
Zhang HY, Jiang M, Wu YP, Li L, Wang ZP, Wang R, Zhou GY (2021) Development of completely furfural-based renewable polyesters with controllable properties. Green Chem 23:2437–2448
Zhu JH, Cai JL, Xie WC, Chen PH, Gazzano M, Scandola M, Gross RA (2013) Poly(butylene 2,5-furan dicarboxylate), a biobased alternative to PBT: synthesis, physical properties, and crystal structure. Macromolecules 46:796–804
Wang JG, Liu XQ, Zhang YJ, Liu F, Zhu J (2016) Modification of poly(ethylene 2,5-furandicarboxylate) with 1,4-cyclohexanedimethylene: Influence of composition on mechanical and barrier properties. Polymer 103:1–8
Shen A, Wang GH, Wang JG, Zhang XQ, Fei X, Fan L, Zhu J, Liu XQ (2021) Poly(1,4-butylene-co-1,4-cyclohexanedimethylene 2,5-furandicarboxylate) copolyester: Potential bio-based engineering plastic. Eur Polym J 147:110317
Papageorgiou GZ, Tsanaktsis V, Bikiaris DN (2014) Synthesis of poly(ethylene furandicarboxylate) polyester using monomers derived from renewable resources: thermal behavior comparison with PET and PEN. Phys Chem Chem Phys 16:7946–7958
Codou A, Guigo N, van Berkel J, de Jong E, Sbirrazzuoli N (2014) Non-isothermal crystallization kinetics of biobased poly(ethylene 2,5-furandicarboxylate) synthesized via the direct esterification process. Macromol Chem Phys 215:2065–2074
Konstantopoulou M, Terzopoulou Z, Nerantzaki M, Tsagkalias J, Achilias DS, Bikiaris DN, Exarhopoulos S, Papageorgiou DG, Papageorgiou GZ (2017) Poly(ethylene furanoate-co-ethylene terephthalate) biobased copolymers: synthesis, thermal properties and cocrystallization behavior. Eur Polym J 89:349–366
Kalapat D, Tang QY, Zhang XH, Hu WB (2017) Comparing crystallization kinetics among two G-resin samples and iPP via flash DSC measurement. J Therm Anal Calorim 128:1859–1866
Sangroniz L, Wang B, Su YL, Liu GM, Cavallo D, Wang DJ, Müller AJ (2021) Fractionated crystallization in semicrystalline polymers. Prog Polym Sci 115:101376
Pang YY, Dong X, Zhang XQ, Liu KP, Chen EQ, Han CC, Wang DJ (2008) Interplay between crystallization behaviors and extensional deformation of isotactic polypropylene and its blend with poly(ethylene-co-octene). Polymer 49:2568–2577
Wang ZJ, Wang JG, Pang YY, Zhu J, Zheng WG (2022) Dependence of the foaming window of poly(ethylene terephthalate-co-ethylene 2,5-furandicarboxylate) copolyesters on FDCA content. Polymer 254:125101
Sun LY, Zhang YJ, Wang JG, Liu F, Jia Z, Liu XQ, Zhu J (2019) 2,5-Furandicarboxylic acid as a sustainable alternative to isophthalic acid for synthesis of amorphous poly(ethylene terephthalate) copolyester with enhanced performance. J Appl Polym Sci 136:47186
Sousa AF, Matos M, Freire CSR, Silvestre AJD, Coelho JFJ (2013) New copolyesters derived from terephthalic and 2,5-furandicarboxylic acids: A step forward in the development of biobased polyesters. Polymer 54:513–519
Liu HC, Ma JH, Gong JH, Xu J (2015) The effect of pglass state on the non-isothermal cold and melt crystallization processes of PET matrix. Thermochim Acta 613:1–8
Zhang X, Zhao SC, Mohamed MG, Kuo SW, Xin Z (2020) Crystallization behaviors of poly(ethylene terephthalate) (PET) with monosilane isobutyl-polyhedral oligomeric silsesquioxanes (POSS). J Mater Sci 55:14642–14655
Han ZZ, Wang Y, Wang JX, Wang SC, Zhuang HW, Liu JX, Huang LJ, Wang YX, Wang W, Belfiore L, Tang JG (2018) Preparation of hybrid nanoparticle nucleating agents and their effects on the crystallization behavior of poly(ethylene terephthalate). Materials 11:587
Lotti N, Munari A, Gigli M, Gazzano M, Tsanaktsis V, Bikiaris DN, Papageorgiou GZ (2016) Thermal and structural response of in situ prepared biobased poly(ethylene 2,5-furan dicarboxylate) nanocomposites. Polymer 103:288–298
Liu TX, Mo ZS, Zhang HF (1998) Nonisothermal crystallization behavior of a novel poly(aryl ether ketone): PEDEKmK. J Appl Polym Sci 67:815–821
Liu TX, Mo ZS, Wang S, Zhang HF (1997) Nonisothermal melt and cold crystallization kinetics of poly(ary1 ether ether ketone ketone). Polym Eng Sci 37:568–575
Mondal A, Sohel MA, Mohammed Arif P, Thomas S, SenGupta A (2021) Effect of ABS on non-isothermal crystallization kinetics of polyamide 6. J Therm Anal Calorim 146:2489–2501
Ou CF (2002) Non-isothermal crystallization of poly(ethylene terephthalate) with poly(oxybenzoate-p-trimethylene terephthalate) copolymer. J Polym Res 9:151–155
Righetti MC, Marchese P, Vannini M, Celli A, Lorenzetti C, Cavallo D, Ocando C, Müller AJ, Androsch R (2020) Polymorphism and multiple melting behavior of bio-based poly(propylene 2,5-furandicarboxylate). Biomacromol 21:2622–2634
Zhao SC, Cai Z, Xin Z (2008) A highly active novel β-nucleating agent for isotactic polypropylene. Polymer 49:2745–2754
Cao LM, Zheng AX, Cao XW, Yuan DS, Xu CH, Chen YK (2017) Morphology and non-isothermal crystallization of dynamically vulcanized PP/EPDM blends in situ compatibilized via magnesium dimethacrylate. Polym Test 62:68–78
Acknowledgements
Financial supports from the Ningbo Science and Technology Innovation 2025 Major Special Project (2018B10013), the Provincial Key Research and Development Program of Zhejiang (2021C01005) and the National Key R&D Program of China (2021YFB3700300) are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Handling Editor: Gregory Rutledge.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Wang, Z., Wang, J., Pang, Y. et al. Comparing non-isothermal melt and cold crystallization behavior and kinetics of poly(ethylene 2,5-furandicarboxylate-co-ethylene terephthalate) copolyesters. J Mater Sci 57, 17503–17516 (2022). https://doi.org/10.1007/s10853-022-07710-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-07710-x