
Abstract
The components made out of hypereutectic high-chromium cast iron (HCCI), featured with high abrasion resistance and hardness, are usually subjected to destabilization treatment before use, to improve their hardness and wear resistance by destabilizing the retained austenite which transforms to martensite. This study investigates the effects of destabilization and tempering heat treatment on the microstructure and mechanical properties of an HCCI with and without modification of primary carbides. For the unmodified HCCI, the destabilization simultaneously increased both hardness and the transverse rupture strength (TRS). Increasing the destabilization temperature from 970 to 1090 °C led to a marginal decrease in hardness and slight increase in TRS. Destabilization at 1090 °C increased the transverse rupture strength (TRS) by 54% compared to the as-cast HCCI without reduction in wear resistance due to the coarsening of the secondary carbides. In addition, tempering within a temperature range from 200 to 280 °C after destabilization at 1090 °C led to a slight decrease in hardness, but an increase in TRS and wear resistance. Further increasing the tempering temperature to 310, 340 and 400 °C did not vary the properties. Tempering at 280 °C after destabilization at 1090 °C enabled more than 85% increase in TRS compared to the as-cast HCCI. The influence of destabilization temperature on the TiB2-modified HCCI is similar to the unmodified alloy. But, tempering after destabilization at 1090 °C decreased both hardness and TRS without significant variation of wear resistance even though a TRS peak was obtained at 310 °C tempering. Hence, to achieve the best performance an optimized heat treatment for the unmodified HCCI is destabilization at 1090 °C followed by tempering at 280 °C. For the TiB2-modified HCCI, tempering is not needed. Rationalizations of the mechanical properties are also discussed in terms of microstructure.
Graphical abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Hypereutectic high-chromium cast iron (HCCI) consists of primary and eutectic M7C3 carbides in the austenite/martensite matrix [1]. The combination of carbides and matrix governs the properties and leads to high hardness, abrasion resistance and toughness [2]. As a result, HCCIs are being used in a variety of industries. In the mineral sector, it is used to make cover and back liners of slurry pumps. The crushing equipment widely used in coal and limestone mines are also made up of HCCIs [3]. In spite of being so commonly used, as-cast HCCIs generally contain a large amount of retained austenite due to the high contents of carbon and chromium, which reduces hardness and wear resistance, HCCI components are usually subject to destabilization treatment to promote the transformation of austenite to martensite/bainite [4]. Destabilization treatment is usually done in a temperature range of 800–1100 °C for 1–6 h followed by air cooling or water or oil quenching [5, 6]. This heat treatment destabilizes the austenite and reduces its carbon and chromium contents through precipitation of secondary carbides, facilitating the transformation of austenite to martensite. The secondary carbides can further contribute to the wear resistance, [7]. The destabilization temperature is critical, and the optimized temperature varies with different HCCIs [8]. In the past years, many studies [9,10,11,12,13,14,15,16,17,18,19] have been conducted to investigate the effects of destabilization on the microstructure and properties of mostly hypoeutectic and eutectic HCCIs. Sare and Arnold [5] found destabilizing Cr27 alloy at 1150 °C allowed the precipitation of M23C6 carbides and increase in content of retained austenite in martensitic matrix which led to superior hardness and wear resistance. Zhang, Kelly and Gates [9] performed destabilization in the temperature range of 950–1200 °C on Fe-14.6Cr-1.89C HCCI and observed the precipitation of secondary M7C3 carbides and transformation of the matrix to martensite along with retained austenite with the latter being most stable at 1130 °C. They also reported that retained austenite content increases with an increase in destabilization temperature resulting in an increase in toughness [9, 20]. Tabrett, Sare and Ghomashchi [8] noticed that upon destabilization, secondary M23C6 and M7C3 carbides precipitate for chromium content > 25% and 15–20%, respectively. Karantzalis, Lekatou and Diavati [14] found an optimum destabilization temperature of 1000 °C upon heat treating Fe-18.22Cr-2.33C HCCI as it had the optimal amounts of secondary M7C3 carbides and matrix transformed to martensite resulting in maximum hardness. Gasan and Erturk [16] also found maximum hardness and wear resistance after destabilizing Fe-17.8Cr-2.6C HCCI at the optimum destabilization temperature of 1000 °C which causes transformation of the matrix to martensite and precipitation of secondary M7C3 carbides.
After destabilization, “fresh” high carbon martensite forms. Thus, to reduce the brittleness, tempering is necessary [21]. In addition to relieve internal residual stress, the tempering also leads to the formation of fine secondary carbides or decomposition of partial martensite. Microstructure and properties of HCCIs are closely related to the tempering temperature. Generally, tempering at high temperature causes coarsening of the secondary carbides, precipitation of new carbides and decrease in overall hardness and wear of the HCCI [20,21,22]. Al-Rubaie, Preti and Pohl [22] destabilized the Fe-21Cr-2.8C HCCI specimens at 980 °C and 1050 °C followed by tempering in the temperature range of 220–620 °C. In both specimens, tempering after destabilisation led to decrease in hardness and wear with significant decrease when the samples are tempered at 620 °C. The drastic drop in hardness and wear was attributed to overtempering of the sample leading to coarsening of precipitated carbides or decomposition of martensite to ferrite/carbide product [23]. Sare and Arnold [20] also found a decrease in hardness and wear when the Cr27 HCCI samples were austenitized at 1000 °C followed by tempering at temperatures higher than 500 °C. This is due to the overtempering that leads to coarsening of precipitates in the ferrite-carbide mix.
There has been much less work [13, 15, 24] on hypereutectic HCCIs. Yilmaz and Teker [24] noticed the precipitation of secondary carbides with improvement in hardness and toughness when Fe-17.2Cr-4.21C HCCI was heat-treated at 1000 °C for 1 and 2 h. The secondary carbides coarsened with increasing holding time. Zhi et al. [13] observed the precipitation of secondary M3C carbides in a granular pearlite matrix when Fe-18.4Cr-4.03C HCCI was heat-treated at 850 °C for 1 h. Increasing the destabilization temperature led to an increase in content of retained austenite and transformed secondary carbides from M3C to M7C3 type. Furthermore, the authors found 1000 °C to be the optimum destabilization temperature with peak hardness and toughness. Any increase in destabilization temperature decreased the hardness with no significant change in toughness. Liu et al. [15] destabilized Fe-17.4Cr-4C HCCI at 900–1050 °C for 2 and 6 h. They observed the precipitation of fine secondary M7C3 carbides in the martensite/austenite matrix when heat-treated at 900 °C for 2 h. Increasing the holding temperature and time simultaneously led to coarsening of carbides and an increase in content of martensite. Although the destabilization treatment and increased holding time significantly improve hardness and wear resistance, the increase in holding temperature decreases hardness and wear resistance due to coarsening of M7C3 carbides. Hinckley et al. [11] did not observe any secondary carbides when Fe-25Cr-5C HCCI was destabilized at 1200 °C for 1 h.
As the optimum tempering temperature is very alloy specific, optimization of tempering temperature is necessary for individual alloys. Depending on the composition and tempering temperature, there is huge variation in precipitation and type of secondary carbides, transformation of austenite matrix to martensite/ferrite/pearlite [25,26,27]. Guo et. al. [26] noticed the initial microstructural constituents of as-cast Fe-22Cr-2.16C HCCI were M7C3 carbide, M23C6 carbide in martensite and retained austenite matrix. Upon destabilization at 1020 °C, the M23C6 carbides either transformed to M7C3 carbides or dissolved in the austenite matrix. Further tempering at 500 °C led to slight precipitation of M7C3 and M23C6 carbides along with the matrix transforming from martensite to tempered martensite. Efremenko et al. [27] performed various heat treatments on Fe-14.55Cr-2.7C HCCI. They observed that only destabilization at 950 °C for 2 h and destabilization at 950 °C for 2 h followed by subsequent tempering at 650 and 725 °C for 6 and 15 h resulted in transformation of martensite/austenite to martensite/pearlite/austenite with precipitation of secondary carbides. Another set of heat treatments which included two-step annealing at 650 °C for 6 h followed by 725 °C for 25 h and destabilization at 950 °C for 2 h followed by tempering for 15 h. Both the heat treatments produce a ferritic matrix with granular carbides. Karantzalis et al. [25] tempered Fe-18.23Cr-2.35C HCCI in the temperature and time range of 350–850 °C and 30–2040 min. The authors did not notice any significant change on the matrix upon tempering till 550 °C, but there was slight precipitation of secondary carbides at 550 °C which slightly increased hardness. At 650 and 750 °C, the matrix transforms from austenite to pearlitic/ferritic phase along with precipitation of secondary carbides which coarsens with increase in tempering time leading to slight decrease in hardness. Tempering at 850 °C transforms the matric from austenite to martensite along with significant secondary carbide precipitation leading to drastic increase in hardness.
The majority of the previous work on destabilization and tempering followed by destabilization heat treatments of HCCIs is focused on hypoeutectic and eutectic HCCIs. Also, most of the studies were alloy specific with destabilization and tempering heat treatment conducted on a very specific temperature. The influence of heat treatments, including destabilization, tempering and the effect of combining destabilization with tempering, on microstructure and mechanical properties, toughness in particular, of hypereutectic HCCIs have not been studied in detail. In addition, the effect of variation of destabilization and tempering temperatures on mechanical properties of hypereutectic HCCI is yet to be explored. Furthermore, since hypereutectic HCCIs contain large, coarse needle-shaped primary carbides, which induce brittleness, [28, 29], carbide modification is usually employed to improve the toughness [30]. But there is lack of knowledge on whether carbide modification is indeed necessary along with destabilization or tempering heat treatment. In addition, it is still not clear how the carbide modification affects the optimization of heat treatment of the hypereutectic HCCIs. Furthermore, there is lack of correlation between the mechanical properties and the microstructure of hypereutectic HCCI obtained after heat treatment of both unmodified HCCI and HCCI after carbide modification. Hence, the present work aims to study, investigate, and understand the influences of the destabilization and tempering temperatures on microstructure and mechanical properties of a hypereutectic HCCI with and without carbide modification through addition of TiB2. Then, optimized heat treatment processes for both the modified and unmodified HCCI are proposed and discussed.
Experimental methods
Materials
The alloy used in this study was a hypereutectic high-chromium cast iron (HCCI), Fe-31.1Cr-4.31C in accordance with ISO 21988 Grade Cr35. 3 kg of HCCI was melted in an alumina silicate crucible in an Inductotherm induction furnace with argon as shielding gas. The melt temperature was checked using a thermometer connected to lance pipe which was fitted with R-type contact block on the other end. Once the melt reached the desired pouring temperature of 1470 °C, it was poured into CO2-silicate sand moulds. The dimensions of the as-cast samples were 55 mm \(\times\) 20 mm \(\times\) 10 mm. To add 0.03 wt.% TiB2 as a primary carbide modifier [31], a powder mixture consisting of TiB2 and pure Fe powder was compressed to pellets. The pellets were preheated at 600 °C for 1 h and then added into the HCCI melt, followed by electromagnetically stirring for 10 min prior to casting.
After casting, half of the ingots for each alloy with and without TiB2 modification were heat-treated at 970, 1000, 1030, 1060 and 1090 °C for 2 h followed by air cooling. This heat treatment is a commonly used destabilization process for this type of HCCIs [16, 24]. Another half of the ingots for both types of alloy were destabilized at 1090 °C and then tempered at 200, 250, 280, 310, 340 and 400 °C for 3 h followed by air cooling.
Microstructural characterization
Metallographic samples were cut from the centre of the as-cast and heat-treated ingots using Struers 66A25 cutting blades. After samples were hot mounted in polyfast resin, they were mechanically ground and polished and then etched with ferric chloride solution. Microstructural examination was done in a Hitachi SU 3500A scanning electron microscope.
FEI Scios Focussed Ion Beam (FIB)–Dual beam SEM system was used to prepare transmission electron microscopy (TEM) thin films, and the examination was done in a Hitachi HF5000 transmission electron microscope operated at an accelerating voltage of 200 kV. XRD was conducted using Bruker D8 Advance MKII with Cu as the radiation source. The 2θ angle was varied from 30° to 100° with time step of 1°/min and incremental step of 0.02°.
Mechanical property tests
The hardness of all HCCI samples was measured using Rockwell hardness tester. Wear tests were conducted on sand paper using a Taber Rotary Abraser 5135. Samples with cross-Sect. 10 mm \(\times\) 10 mm were cut from the as-cast and heat-treated ingots and ground to obtain a flat surface. The flat surfaces of samples were placed on a sandpaper disc of the abraser with a load of 1.5 kg. 120 grit SiC sand paper was used as abrasive material. The rotation speed of the disc was set at 72 rpm. After every 200 rotations, the sandpaper was replaced. The weight of sample being tested was recorded before and after 1000 and 3000 rotations to measure the weight loss. The variation of weight loss with the number of rotations was used to measure the wear resistance of the HCCI.
To evaluate the influence of the heat treatment on the fracture toughness of the HCCIs, transverse rupture strength (TRS) or bending strength was determined using three-point bend test samples with size of 10 mm \(\times\) 10 mm \(\times\) 50 mm. The samples were also cut from the as-cast and heat-treated ingots. The three-point bend test was done in an Instron 4505 machine along with Bluehill 2 software, according to the ASTM standard B528-16 [32]. The load was applied at a constant rate of 5 mm/min until fracture. The TRS value was calculated using the equation below.
where P is the force measured to fracture the specimen, L is the distance between the centres of the supporting rods, and T and W are the thickness and the width of the specimen, respectively. The value of L as per standard was fixed at 25.4 mm. The thickness and width of the specimen were 10 mm \(\times\) 10 mm. For each sample condition, four specimens were tested and the average of the four TRS values was used for the plotting.
Results and discussion
Microstructural characterization
As the primary carbide is a proeutectic phase, destabilization and tempering heat treatment generally do not remarkably affect the size, shape, and volume fraction of primary carbides [30]. Therefore, primary carbides are out of scope of this work. The discussions will focus on eutectic carbide and the matrix microstructure.
Destabilization treatment
Figure 1 shows typical SEM micrographs of the unmodified HCCI samples after destabilization treatment at different temperatures. For the as-cast HCCI sample, in addition to the primary M7C3 type of carbides, the microstructure contains a network of eutectic carbide in austenite matrix as shown in Fig. 1(a). Upon destabilization at 970 °C, fine secondary carbide precipitates in large numbers along with the transformation of majority of the matrix from austenite to martensite. With an increase in destabilization temperature, the secondary carbides are coarsened with the longest carbide length increasing from less than 1 µm to more than 2 µm after destabilization at 970 and 1090 °C, respectively. This is also accompanied with a decrease in number of secondary carbides as shown in Fig. 1(b–f), which may lead to the increase in the amount of retained austenite. Due to the high contents of carbon and chromium, the as-cast HCCI contains a large fraction of retained austenite at room temperature, which is C and Cr-supersaturated metastable phase. Destabilization treatment promotes the precipitation of secondary carbide, which increases the Ms temperature of the retained austenite as a result of reduction in both C and Cr content. Thus, more martensite forms during cooling from the destabilization temperature to room temperature. At higher destabilization temperatures, less secondary carbides precipitate because of the higher solid solubilities of C and Cr in the austenite. As a result, less martensite forms. Similar results were also reported in previous studies [16, 17, 33].

Typical SEM micrographs of the HCCI samples without primary carbide modification, after destabilization for 2 h at a as-cast, b 970 °C, c 1000 °C, d 1030 °C, e 1060 °C and f 1090 °C
Our previous work has shown that the addition of TiB2 effectively modifies the primary carbides [31]. To investigate and understand the influence of such modification on the destabilization the same heat treatment was conducted on the modified HCCI. Figure 2 shows typical SEM micrographs of the TiB2-modified HCCI after destabilization at different temperatures. Upon addition of TiB2 in the HCCI, regions much brighter in contrast can be observed near the edge of the eutectic carbides in the austenitic matrix in the as-cast sample as pointed by arrows in Fig. 2(a). The electron backscatter image of this region indicates the lower contents of C and/or Cr (Fe enriched). As a strong carbide former, Ti inhibits the diffusion of carbon and weakens the homogenisation of the matrix [34]. The formation of eutectic carbide consumed more C and Cr, depleting the C and Cr surrounding the carbides. If homogenisation could not be completed due to the effect of Ti, austenite near the eutectic carbides had higher Ms temperature which facilitated the formation of martensite. Powell and Bee [7] also reported that the simultaneous depletion of chromium and carbon led to decomposition of austenite to lath martensite in Fe-15Cr-3.1C HCCI.

Typical SEM micrographs of the HCCI samples with TiB2 addition, after destabilization for 2 h at a as-cast, b 970 °C, c 1000 °C, d 1030 °C, e 1060 °C and f 1090 °C
Upon destabilizing the TiB2-modified HCCI at 970 °C, the precipitated secondary carbides are coarser compared to secondary carbides in the unmodified HCCI as shown in Figs. 2(b) and 1(b). Increasing the destabilization temperature from 970 to 1060 °C reduced the size of the secondary carbides, indicating their instability at high temperatures as in Fig. 2(c–e). Further increase in destabilization temperature to 1090 °C fully dissolved all the secondary carbides, and a fully austenite matrix was obtained.
Figure 3 shows the XRD spectra which validate the phases present in HCCI samples with and without addition of TiB2, before and after destabilization. The spectrum for the as-cast unmodified HCCI in Fig. 3(a) shows peaks of primary and eutectic M7C3 carbides and austenite. Upon destabilization at 970 °C, in addition to martensite, peaks formed corresponding to the M23C6 carbide appear. This indicates that the secondary carbide precipitated during the destabilization treatment is the face centred cubic M23C6 carbide, which differs from the primary and eutectic carbides that are hexagonal M7C3 type. With increase in destabilization temperature, there is a reduction in intensities of martensite and secondary carbide peaks while the intensity of the austenite peak increases as shown in Fig. 3(a). At the highest destabilization temperature of 1090 °C, the martensite peaks are still associated with high intensities, suggesting a martensitic matrix of the sample with a large amount of retained austenite. This is consistent with the microstructures observed in Fig. 1.

XRD spectra of the as-cast and destabilization treated HCCI samples. a The unmodified HCCI, and b TiB2-modified HCCI
For the as-cast TiB2-modified HCCI, peaks of primary and eutectic M7C3 carbides and austenite appear in the XRD spectrum as shown in Fig. 3(b). Like the unmodified HCCI, destabilization at 970 °C led to the formation of martensite and secondary M23C6 carbide, which is verified by the XRD spectra in Fig. 3(b). Increasing the destabilization temperature weakens both the martensite peaks and the secondary carbide peaks due to the reduction in their fractions. But, unlike the unmodified alloy, on destabilization at 1090 °C, all martensite peaks and the M23C6 peaks disappear, only M7C3 carbide and austenite peaks remain. This is in line with the microstructures observed in Fig. 2.
Tempering
Both of the unmodified and TiB2-modified HCCI samples were destabilized at 1090 °C before tempering. Figure 4 shows typical SEM micrographs of the unmodified HCCI samples after tempering at different temperatures. Generally, tempering does not lead to significant changes in the morphology of microstructure. Tempering at 200 °C led to additional precipitation of fine carbides which were coarsened on increasing the tempering temperature as in Fig. 4. The microstructural evolution of the TiB2-modified HCCI with tempering temperature is very similar to the unmodified alloy. Tempering led to precipitation of very fine carbides which were slightly coarsened with increasing tempering temperature as shown in Fig. 5.

Typical SEM micrographs of the unmodified HCCI after, destabilization at 1090 °C followed by tempering for 3 h at a 200 °C, b 250 °C, c 280 °C, d 310 °C, e 340 °C and f 400 °C

Typical SEM micrographs of the TiB2-modified HCCI after destabilization at 1090 °C followed by tempering for 3 h at a 200 °C, b 250 °C, c 280 °C, d 310 °C, e 340 °C and f 400 °C
To further investigate the phase changes during tempering, all tempered samples were analysed with XRD. Figure 6 shows the XRD spectra for both modified and unmodified HCCI samples. Although very similar spectra were obtained in both alloys after tempering at different temperatures, indicating marginal changes in phase fractions, the intensities of the peaks for M23C6 are increased after tempering. This implies that the fine carbide precipitated during tempering is M23C6.

XRD spectra of a the unmodified HCCI, and b TiB2-modified HCCI samples for the as-cast, as-destabilized at 1090 °C and as-tempered at different tempering temperatures
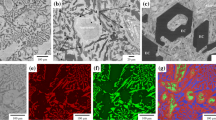
To further verify the phases in the heat-treated HCCI, the samples were further examined in transmission electron microscope (TEM). Figure 7(a) shows a typical TEM micrograph of the HCCI sample destabilized at 1000 °C containing eutectic carbides, secondary carbides, retained austenite and martensite. To reaffirm the phases found in XRD, selected area diffractions were done on these phases. Figure 7(b–e) shows the diffraction patterns of the eutectic carbides as Cr7C3, secondary carbides as M23C6, martensite and austenite. Several studies [5, 12, 14, 35,36,37,38] in the past have also observed the precipitation of secondary M23C6 carbides. Although many researchers [9, 13, 15,16,17, 21, 39] reported M3C or M7C3 or both secondary carbides [7, 10, 40, 41] in different HCCIs, only M23C6 secondary carbides were observed in the present HCCI.

a Typical TEM image of the unmodified HCCI sample destabilized at 1000 °C and selected area diffraction patterns of b eutectic Cr7C3 carbides, c secondary M23C6 carbides, d martensite and e retained austenite
Mechanical properties
The mechanical properties of hypereutectic HCCI are governed by primary M7C3 carbides and the eutectic matrix. In this section, the effects of the destabilization and tempering temperatures on hardness, wear resistance and TRS value of both unmodified and TiB2-modified HCCIs are discussed.
Destabilization treatment
Hardness and wear
Figure 8 shows the variation of hardness of both TiB2-modified and unmodified HCCIs with destabilization temperature. Destabilization heat treatment led to dramatic increase in hardness for both alloys due to the precipitation of secondary carbides and partial transformation of austenite to martensite. Further increasing the destabilization temperature from 970 to 1090 °C slightly decreased hardness of both alloys because of less secondary carbides and higher content of retained austenite as a result of higher solid solubility of C and Cr in austenite at higher temperatures. TiB2 addition has negligible effect on hardness of the HCCI at different destabilization temperatures. This is because the modification of primary carbides by TiB2 had little or no influence on the eutectic matrix.

Variation of hardness of HCCI samples a unmodified HCCI and b TiB2-modified HCCI with increasing destabilization temperature
Figure 9 shows the weight loss (wear resistance) of the unmodified and TiB2-modified HCCIs as-cast, as-destabilized at 1000 and 1090 °C after 1000 and 3000 cycles testing on sand paper. Taking the experimental error into consideration, neither the destabilization nor the TiB2 modification noticeably influences the wear performance of the current HCCI at this testing condition. As a hypereutectic HCCI, the M7C3-type primary carbide plays the predominant role in wear performance. Because the destabilization does not change the primary carbide, its influence on wear performance is insignificant. Although the TiB2 modification refines the primary carbide [31], it does not change the volume fraction of the carbide. Thus, its influence on wear resistance is also marginal.

Variation of weight loss of HCCI samples modified with a no addition and b TiB2 with increasing destabilization temperature
Similar hardness variations with destabilization temperature were reported in previous studies. Sare and Arnold [5] found an increase in hardness of Cr27 alloy that was destabilized at 1000 °C and the highest hardness was obtained at 1150 °C destabilization due to the substantial decrease in retained austenite. Other studies have observed the highest hardness was obtained after destabilization at 950 °C [42], 1000 °C [13, 14, 16, 37, 43], and 1050 °C [44]. The hardness of the destabilized alloy is governed by two major competing factors [5, 44]. First, increasing carbon content of martensite with increasing destabilization temperature leads to the dissolution of secondary carbides. Second, increasing the carbon content leads to a decrease in Ms temperature causing an increase in retained austenite content. While the former increases, the latter decreases the hardness of the alloy. Inthidech, Sricharoenchai and Matsubara [45] highlighted the role of alloying elements. They found hardness decreased with increase in Ni and Cu, while Mo increased the hardness. They also found that V could reduce hardness in HCCI’s with high Cr content. Lai et al. [17] found decrease in wear resistance when Fe-18.2Cr-2.8C HCCI was destabilized in the temperature range of 950–1050 °C but it slightly improved at destabilization temperatures above 1050 °C. They also attributed the loss in wear resistance to the variation in contents of retained austenite, martensite and volume fraction of secondary carbides with increasing destabilization temperatures.
Transverse rupture strength (TRS)
The fracture toughness of unmodified and TiB2-modified HCCI was evaluated through determining the transverse rupture strength (TRS) using the three-point bend test, in which load was applied on the sample until it fractured. The variation of TRS values of both types of HCCI with destabilization temperatures is shown in Fig. 10. In the case of unmodified HCCI, the TRS value drastically increases after destabilization at 970 °C compared with the as-cast alloy due to the precipitation of secondary carbides and transformation of matrix to martensite as shown in Fig. 10(a). Then, the variation of TRS with increasing the destabilization temperature is very marginal and even can be neglected when considering the large experimental errors associated with this test. But, destabilization at 1090 °C led to the maximum TRS as a result of increasing of the amount of retained austenite because more carbon and alloying elements are dissolved into the austenite at higher temperature. This is consistent with the XRD spectra as shown in Fig. 3(a), where strong (111) austenite peak was detected in the sample that was destabilized at 1090 °C.

Variation of transverse rupture strength (TRS) of a the unmodified HCCI b TiB2-modified HCCI with destabilization temperature
The TRS value of as-cast HCCI increases by more than 33% after modification with TiB2 as shown in Fig. 10. This indicates the effect of modification of primary carbides. The result is consistent with the previous work [31]. Destabilization very marginally improves the TRS as shown in Fig. 10(b). In light of the experimental error, it is reasonable to conclude that destabilization has no significant influence on the TRS of the TiB2-modified HCCI. Our previous work [31] indicated that primary carbide modification/refinement is effective in improving TRS. Thus, with refined primary carbide, the contribution of variation of the matrix to toughness of HCCIs may become subordinated. The present result offers a possibility to use the as-cast HCCI with TiB2 modification without destabilization treatment.
Previously reported work measured fracture toughness using different tests. Sare and Arnold [20] used double torsion bend test to determine KIC of a Cr27 alloy destabilized in the temperature range of 1000–1150 °C. Although they reported a substantial increase in fracture toughness upon destabilization, other studies [20, 46,47,48] have found uncertainties of the KIC measurement associated with this method. Zhi et al. [13] used the Charpy impact test with unnotched cast bars to measure the impact toughness of the Fe-18.4Cr-4.03C HCCI modified with 1.18Ti. They found an increase in toughness after destabilization compared with the as-cast alloy, but very minor change with an increase in destabilization temperature. Yilmaz and Teker [24] highlighted the role of primary carbide refinement combined with heat treatment and reported a result that is consistent with the present study shown in Fig. 10(b). Zum Gahr and Scholz [2] also reported that variation of the secondary carbide was more effective in varying the Charpy impact toughness than the matrix transformation. As a result, they observed little or no change in impact toughness upon increasing destabilization temperature.
Sare [48] studied the role of matrix in preventing the propagation of brittle cracks and found austenite to be more effective than martensite [2, 20]. This is very evident from the results depicted in Figs. 3 and 10 showing an increase in TRS with increase in retained austenite and vice-versa [45]. Inthidech, Sricharoenchai and Matsubara [45] found that retained austenite increased with increasing destabilization temperature [37]. Biner [47] developed a model to simulate the failure in 15Cr irons with varying Mo content. It was demonstrated that the crack propagation was governed by the stress at the crack tip which was impacted by the cleavage fracture of eutectic carbides. Even though voids were also observed near secondary carbides in the matrix, no cracking or necking was found. Biner [46] concluded that while fracture toughness is governed by uniform distribution and dispersion of secondary carbides, it is independent of eutectic carbide morphology.
Tempering heat treatment
Hardness and wear
Figure 11 shows the hardness of as-cast samples and variation in hardness of unmodified and TiB2-modified HCCI samples with tempering temperature after destabilization at 1090 °C. For the unmodified HCCI, although the hardness increased after destabilization at 1090 °C compared with the as-cast samples, tempering at 200 and 250 °C leads to decrease in hardness. Further increase in tempering temperature does not cause significant change in hardness of the HCCI. In addition, tempering at and above 250 °C dropped the hardness down to the level of as-cast HCCI. This is attributed to two major reasons. First, tempering relieves the internal stresses accumulated during destabilization heat treatment leading to a decrease in hardness [25]. Second, tempering changes the matrix to tempered martensite [12, 22, 26]. In case of TiB2-modified HCCI, the variation in hardness with tempering temperatures is very similar to that of the HCCI. However, the overall hardness achieved at tempering temperature of 250 °C and above is slightly higher than the as-cast modified HCCI as shown in Fig. 11(b). This can be attributed to the modification by TiB2 which leads to uniform distribution of primary carbides.

Hardness of as-cast sample and variation of hardness of HCCI samples modified with a no addition and b TiB2 for increasing tempering temperatures
The wear resistance of both unmodified and TiB2-modified HCCIs after tempering at different temperatures is shown in Fig. 12. Although tempering temperatures above 250 °C very slightly reduces the weight loss of the unmodified HCCI for both 1000 and 3000 cycles tests, tempering shows no influence on the wear performance of the TiB2-modified HCCI. This result shows that tempering of unmodified HCCIs can be beneficial in improving the wear resistance while for TiB2-modified HCCI, tempering is probably unnecessary. The slight increase in wear resistance of the unmodified HCCI is related to the precipitation of carbides during tempering. The Ti contained in the modified HCCI inhabited the precipitation, and thus, the wear performance did not vary significantly within the current tempering temperature range.

Variation of wear resistance of a unmodified and b TiB2-modified HCCIs with tempering temperature after destabilization at 1090 °C
Transverse rupture strength (TRS)
Figure 13 compares the TRS value of the as-cast HCCI to the variation of TRS with tempering temperatures after destabilization at 1090 °C for both unmodified and TiB2-modified HCCI. Tempering at 200 and 250 °C reduces the TRS values of the unmodified HCCI as shown in Fig. 13(a). But, tempering at 280 °C enables the highest TRS value with more than 85% and 19% increase relative to the TRS values of the as-cast and destabilized at 1090 °C. Further increase in tempering temperatures leads to decrease in TRS value. Tempering of TiB2-modified HCCI at and below 280 °C decreases TRS value as shown in Fig. 13(b), and the highest TRS is achieved at 310 °C followed by a roughly constant values when further increasing the tempering temperature.

Variation of transverse rupture strength (TRS) of a the unmodified HCCI and b TiB2-modified HCCI with tempering temperatures
The effect of tempering on fracture toughness (TRS) of the HCCI is defined by two competitive factors. Tempering relieves the internal residual stress introduced during destabilization and converts the “fresh” martensite into tempered martensite, which improves the fracture toughness. But, tempering also decomposes the retained austenite in the HCCI, leading to formation of secondary carbides and reducing the amount of retained austenite. This reduces the TRS value. At low temperature tempering of the unmodified HCCI, the stress relief and tempering of martensite are insufficient. Thus, the TRS reduces. At high temperature tempering above 310 °C, the decomposition of retained austenite reduces its amount and forms more carbide, and the fracture toughness is further reduced. But, tempering at 280 °C may correspond to the optimal stress relief and a decomposition of retained austenite, resulting in the highest value of TRS. As the results have been repeated, it is considered that such a conclusion is true. For the TiB2-modified HCCI, the Ti contained in the alloy inhabit the tempering as a strong carbide former. Hence, the peak of TRS is achieved at 310 °C.
Zum Gahr [49] found higher wear resistance (abrasion pin tests using SiC abrasives) at higher fracture toughness r. They reasoned that martensitic matrix can more effectively suppress the microcracking than primary and eutectic carbides, thus providing better support to the carbides. This agrees with the present work. As shown in Figs. 13(a) and 12(a), the maximum TRS obtained at 280 °C also corresponds to an increase in wear resistance. For the TiB2-modified HCCI, the maximum TRS obtained at 310 °C, is associated with lower wear resistance as shown in Figs. 13(b) and 12(b).
Correlation of microstructure with hardness, wear resistance and TRS
Destabilization heat treatment
The microstructure of both modified and unmodified as-cast hypereutectic HCCI consists of primary and eutectic carbides in soft austenitic matrix as shown in Figs. 1(a) and 2(a). Upon destabilization, the primary and eutectic carbides remain unaffected, but precipitation of secondary M23C6 carbides occurred along with transformation of matrix from austenite to martensite as shown in Figs. 1(b–f) and 2(b–f). As a result, a drastic increase in hardness and TRS is observed due to strengthening of the matrix as in Figs. 8 and 10. A marginal increase in wear resistance was observed as well as shown in Fig. 9. But, it is not significant because the wear behaviour of the HCCI is mainly governed by primary and eutectic carbides which were unaffected by heat treatment. With any further increase in destabilization temperature, there was no significant change in the microstructure of modified and unmodified HCCIs. Therefore, the change in hardness, TRS and wear resistance are very marginal and can be neglected when the experimental errors are considered.
Tempering heat treatment
Tempering was conducted on both modified and unmodified HCCIs after destabilization at 1090 °C. It did not affect the primary and eutectic carbides and secondary M23C6 carbides as shown in Figs. 4 and 5. However, the martensitic matrix transforms to tempered martensite. Although this leads to decrease in hardness, there is improvement in wear resistance and an increase in TRS at 280 °C in case of unmodified HCCI as shown in Figs. 11(a), 12(a) and 13(a). In the case of modified HCCI, destabilization at 1090 °C leads to austenitization of matrix. Tempering leads to fresh precipitation of fine secondary M23C6 carbide particles along with transformation of matrix to tempered martensite as shown in Fig. 5. This leads to decrease in hardness, wear resistance and TRS of the modified HCCI as in Figs. 11(b), 12(b) and 13(b).
Conclusion
-
1.
Destabilization heat treatment increases hardness, wear resistance and TRS but any increase in destabilization temperature has marginal effect on the properties of both unmodified and TiB2-modified HCCI.
-
2.
Tempering after destabilization lowers the overall hardness of the unmodified HCCI with marginal variation in wear resistance. Tempering at 280 °C can lead to more than 85% increase in TRS.
-
3.
If HCCI is modified with TiB2, it is not necessary to do the tempering. Further research might be needed with industrial scale specimens to confirm this result.
-
4.
Destabilization and tempering heat treatment leads to the precipitation of secondary M23C6 carbides and transformation of the matrix to martensite/tempered martensite and retained austenite which further results in improving the properties of HCCI.
References
Gahr KHZ, Doane DV (1980) Optimizing fracture toughness and abrasion resistance in white cast irons. Metall Trans A 11(4):613–620
Gahr KHZ, Scholz WG (1980) Fracture toughness of white cast irons. J Metals 32:38–44
Anon, (1978) Cast Iron- A review of recent developments, Eng Mater Des 22(3), 60–65
Bedolla-Jacuinde A, Correa R, Quezada JG, Maldonado C (2005) Effect of titanium on the as-cast microstructure of a 16%chromium white iron. Mater Sci Eng A 398(1–2):297–308
Sare BKAIR (1995) The effect of heat treatment on the gouging abrasion resistance of alloy white cast irons. Metall Mater Trans A 26A:357–370
Dogan GLIÖN, Hawk JA (1995) Abrasion resistance of the columnar zone in high Cr white cast irons. Wear 181–183:342–349
Powell JVBGLF (1996) Secondary carbide precipitation in an 18 wt %Cr-1 wt % Mo white iron. J Mater Sci 31:707–711. https://doi.org/10.1007/BF00367889
Tabrett IRSCP, Ghomashchi MR (1996) Microstructure-property relationships in high chromium white iron alloys. Int Mater Rev 41:59–82
Zhang MX, Kelly PM, Gates JD (2001) The effect of heat treatment on the toughness, hardness and microstructure of low carbon white cast irons. J Mater Sci 36:3865–3875
Wang J, Li C, Liu H, Yang H, Shen B, Gao S, Huang S (2006) The precipitation and transformation of secondary carbides in a high chromium cast iron. Mater Charact 56(1):73–78
Hinckley KFDB, Wuhrer R, Yeung W, Ray A (2008) SEM investigation of heat treated high-chromium cast irons. Mater Forum 32:55–71
Karantzalis AE, Lekatou A, Mavros H (2008) Microstructural modifications of as-cast high-chromium white iron by heat treatment. J Mater Eng Perform 18(2):174–181
Zhi X, Xing J, Gao Y, Fu H, Peng J, Xiao B (2008) Effect of heat treatment on microstructure and mechanical properties of a Ti-bearing hypereutectic high chromium white cast iron. Mater Sci Eng A 487(1–2):171–179
Karantzalis AE, Lekatou A, Diavati E (2009) Effect of destabilization heat treatments on the microstructure of high-chromium cast iron: a microscopy examination approach. J Mater Eng Perform 18(8):1078–1085
Liu Q, Hedström P, Zhang H, Wang Q, Jönsson P, Nakajima GK (2012) Effect of heat treatment on microstructure and mechanical properties of Ti-alloyed hypereutectic high chromium cast iron. ISIJ Int 52(12):2288–2294
Gasan H, Erturk F (2013) Effects of a destabilization heat treatment on the microstructure and abrasive wear behavior of high-chromium white cast iron investigated using different characterization techniques. Metall Mater Trans A 44(11):4993–5005
Lai JP, Pan QL, Wang ZB, Cui HR, Wang XD, Gao ZZ (2017) Effects of destabilization temperature on the microstructure and mechanical properties of high chromium cast iron. J Mater Eng Perform 26(10):4667–4675
Guitar MA, Suárez S, Prat O, Duarte Guigou M, Gari V, Pereira G, Mücklich F (2018) High chromium cast irons: destabilized-subcritical secondary carbide precipitation and its effect on hardness and wear properties. J Mater Eng Perform 27(8):3877–3885
Gelfi M, Pola A, Girelli L, Zacco A, Masotti M, La Vecchia GM (2019) Effect of heat treatment on microstructure and erosion resistance of white cast irons for slurry pumping applications. Wear 428–429:438–448
Sare IR, Arnold BK (1995) The influence of heat treatment on the high-stress abrasion resistance and fracture toughness of alloy white cast irons. Metall Mater Trans A 26:1785–1793
Abdel-Aziz K, El-Shennawy M, Omar AA (2017) Microstructural characteristics and mechanical properties of heat treated high-Cr white cast iron alloys. Int J Appl Eng Res 12:4675–4686
Al-Rubaie KS, Preti O, Pohl M (2016) On the abrasion of heat-treated 2.8 C21Cr1Mo white cast iron. Int J Mater Res 107:815–823
Liu H-H, Wang J, Yang H-S, Shen B-L, Gao S-J, Huang S-J (2006) Effect of cryogenic treatment on property of 14Cr2Mn2V high chromium cast iron subjected to subcritical treatment. J Iron Steel Res Int 13(6):43–48
Yilmaz SO, Teker T (2016) Effect of TiBAl inoculation and heat treatment on microstructure and mechanical properties of hypereutectic high chromium white cast iron. J Alloy Compd 672:324–331
Karantzalis AE, Lekatou A, Kapoglou A, Mavros H, Dracopoulos V (2011) Phase transformations and microstructural observations during subcritical heat treatments of a high-chromium cast iron. J Mater Eng Perform 21(6):1030–1039
Guo Z-H, Xiao F-R, Lu S-L, Li H-Y, Liao B (2016) Effects of heat-treatment on the microstructure and wear resistance of a high-chromium cast iron for rolls. Adv Mater Sci Eng 2016:1–7
Efremenko VG, Wu KM, Chabak YG, Shimizu K, Isayev OB, Kudin VV (2018) Alternative heat treatments for complex-alloyed high-Cr cast iron before machining. Metall Mater Trans A 49(8):3430–3440
Huang JXZ, Zhang A (2006) Investigation of microstructure and impact toughness of semisolid hypereutectic high chromium cast iron prepared by slope cooling body method. J Appl Sci 6:1635–1640
Fu H-G, Wu X-J, Li X-Y, Xing J-D, Lei Y-P, Zhi X-H (2009) Effect of TiC particle additions on structure and properties of hypereutectic high chromium cast iron. J Mater Eng Perform 18(8):1109–1115
Jain A-S, Chang H, Tang X, Hinckley B, Zhang M-X (2020) Refinement of primary carbides in hypereutectic high-chromium cast irons: a review. J Mater Sci 56(2):999–1038. https://doi.org/10.1007/s10853-020-05260-8
Jain AS, Chang H, Zhang MX (2021) Effect of TiB2 addition on microstructure and mechanical properties of a hypereutectic high chromium cast iron. J Mater Sci 56:19047–19059. https://doi.org/10.1007/s10853-021-06429-5
A. International, Standard Test Method for Transverse Rupture Strength of Powder Metallurgy (PM) Specimens, (2016)
Tabrett IRSCP (1998) Effect of high temperature and sub-ambient treatments on the matrix structure and abrasion resistance of a high-chromium white iron. Scripta Mater 38:1747–1753
Babu SS, Bhadeshia HKDH (1995) Diffusion of carbon in substitutionally alloyed austenite. J Mater Sci Lett 14:314–316
Wiengmoon TCA, Pearce JTH (2004) A microstructural study of destabilised 30wt%Cr–2.3wt%C high chromium cast iron. ISIJ Int 44:396–403
Wiengmoon A, Chairuangsri T, Poolthong N, Pearce JTH (2008) Electron microscopy and hardness study of a semi-solid processed 27wt%Cr cast iron. Mater Sci Eng A 480(1–2):333–341
Wang J, Xiong J, Fan H, Yang H-S, Liu H-H, Shen B-L (2009) Effects of high temperature and cryogenic treatment on the microstructure and abrasion resistance of a high chromium cast iron. J Mater Process Technol 209(7):3236–3240
Purba RH, Shimizu K, Kusumoto K, Gaqi Y, Todaka T (2022) Effect of boron addition on three-body abrasive wear characteristics of high chromium based multi-component white cast iron. Mater Chem Phys 275:125232
Pearce JTH (1983) Examination of M7C3 carbides in high chromium cast irons using thin foil transmission electron microscopy. J Mater Sci Lett 2:428–432
Higuera-Cobos FDDOF, Mesa-Grajales DH (2016) Improvement of abrasive wear resistance of the high chromium cast iron ASTM A-532 through thermal treatment cycles. Fac Ing 25:93–103
Guitar MA, Nayak UP, Britz D, Mücklich F (2020) The effect of thermal processing and chemical composition on secondary carbide precipitation and hardness in high-chromium cast irons. Int J Metalcast 14(3):755–765
Kopyciński EGD, Siekaniec D, Szczesny A (2014) Analysis of the high chromium cast iron microstructure after the heat treatment. Arch Foundry Eng 14:43–46
Ortega-Cubillos P, Nannetti-Bernardini PA, Celso-Fredel M, Antonio Campos R, (2015) Wear resistance of high chromium white cast iron for coal grinding rolls, Revista Facultad de Ingeniería Universidad de Antioquia (76)
Maratray F, Poulalion A (1982) Austenite retention in high-chromium white irons. (retroactive coverage). Trans Am Foundrymen’s Soc 90:795–804
Inthidech S, Sricharoenchai P, Matsubara Y (2006) Effect of alloying elements on heat treatment behavior of hypoeutectic high chromium cast iron. Mater Trans 47:72–81
Biner SB (1985) The role of eutectic carbide morphology on the fracture behaviour of high-chromium cast irons-ii. martensitic alloys. Can Metall Q 24:163–167
Biner SB (1985) The role of eutectic carbide morphology on the fracture behavior of high-chromium cast irons-i. austenitic alloys. Can Metall Q 24:155–162
Sare IR (1979) Abrasion resistance and fracture toughness of white cast irons. Metals Technol 6:412–419
Gahr KHZ (1987) Microstructure and wear of materials. Elsevier, Amsterdam
Acknowledgements
The authors are very grateful to Australia Research Council (ARC) Industrial Transformation Training Centre program (IC160100036) for funding support. The authors would also like to thank Australian Microscopy & Microanalysis Research Facility at the Centre for Microscopy and Microanalysis (CMM) at The University of Queensland for the scientific and technical assistance. Abhi-Shek Jain would like to acknowledge the financial support of UQ Research Training Scholarship.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there is no conflict of interest.
Additional information
Handling Editor: Catalin Croitoru.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Jain, AS., Mustafa, M.I., Sazili, M.I.I.M. et al. Effects of destabilization and tempering on microstructure and mechanical properties of a hypereutectic high-chromium cast iron. J Mater Sci 57, 15581–15597 (2022). https://doi.org/10.1007/s10853-022-07583-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-022-07583-0