
Abstract
This review explored recent developments in reinforced composite design and applications for improved radiation shielding and high percentage attenuation. Radiation energy moves as a wave. Thus unguarded exposure to high-energy radiation is inimical to the human tissue and the overall health standing of individuals which may result in cancer, tumour, skin burns and cardiovascular diseases. Radiation energy is conventionally contained using lead-based shields. However, recent literature has faulted the continued use of lead citing drawbacks such as high toxicity, poisoning, lack of chemical stability, heaviness and hazardous after life handling. Consequently, the trending research evidence has shown mass deviation towards the use of reinforced polymer composite as an alternative to lead due to their light weight, low cost, high resilience, good mechanical tenacity and interesting electrical properties. The present review therefore summarizes the criteria for ionizing radiation shielding material design, mechanism of radiation energy shielding, beam penetration in composite shielding materials, theoretical shielding parameters in the design of radiation protective materials, scheme of reinforced composite material selection for shielding purposes and various control variables in the design of composite for ionizing radiation shielding. In addition, an attempt was made to highlight gaps in research and draw future scope for further studies. It is expected that this review will give some guidance to the future exploration in the design and application of reinforced composite with respect to ionizing radiation shielding processes.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
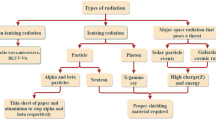
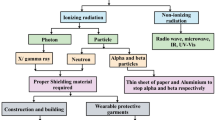
The improvements in medical, industrial, agricultural and research innovations have offered to ascend to a large number of engineering design undertakings in the electromagnetic radiation space. The higher frequencies of electromagnetic radiation, comprising x-rays and gamma beams, are sorts of ionizing radiation. Ionizing radiation is a kind of energy delivered by molecules that move as electromagnetic waves or particles. Unguarded ionizing radiation may cause substantially serious harm to the atoms in living cells by damaging their deoxyribonucleic acid, breaking bonds or eliminating electrons in biological particles, disturbing their structure, capacity and function [1]. In this regard, the design engineers are often anxious about the general considerations in the composition of an array of electromagnetic shields tailored for ionizing radiation shielding applications such as in the construction of shipping containers and storerooms for ionizing radiation sources, clinical radiation rooms, radioactive research equipment housing and facilities.
Generally, electromagnetic radiation proliferates as both electrical and magnetic waves moving in chunks of energy referred to as photons. Electromagnetic radiation occurs over a range from high-energy radiation (e.g., X-radiations or X-rays and gamma-rays) to extremely low energy radiation (e.g., radio waves and microwaves). The electromagnetic spectrum fluctuates to various extents and the adjustment of such ranges change depending on the requirement for ongoing applications [2]. The energy of electromagnetic radiation is measured in electron volt (eV). Attwood and Sakdinawat [3] classified electromagnetic spectrum into visible light (\(1eV-3.3 eV\)), ultraviolet light (\(3.3 eV-100eV\)), soft X-radiations (\(100eV-10keV\)), hard X-radiations (\(10keV-100keV\)) and gamma-rays (\(100keV-100MeV\)). The application of various spectrums depends on the amount of energy required. While X-ray crystallography and mammograph requires spectrum up to 10 keV, medical computerized tomography scan and airport security may require up to 100 keV. Hence, the penetration level certainly justifies the potential conditions for using a particular reinforced material to reduce the health hazards associated with accumulated radiation dosage.
Individuals can contact gamma-rays and X-rays from various origins such as radiological labs, radioactive elements in the earth, scholarly investigations that require radioactive isotope, atomic bomb research labs, manned spaceships, high power channel reactor and nuclear plants. In principle, ionizing radiation cannot be halted totally, but can only be attenuated using appropriate shielding materials [4]. Thus, the assurance of radiation protection for hardware and operators in these areas is a significant safety condition [5, 6]. Ott [7] noted that appropriate shielding materials for gamma and x-radiations must have a high magnetic permeability for them to take up the radiation fields adequately. Tishkevich et al., [8] showed that materials with huge atomic charge values have higher shielding efficiency against high-energy ions from the locus of direct ranges of particles.
Several other research breakthroughs have been published in the field of lead-free perspective shielding materials. Tishkevich et al., [9] achieved optimal shielding effectiveness using Bismuth shields having 2 g/cm2 reduced thickness and 156 attenuation coefficient under 1,6–1,8 meV electron radiation energy. Tishkevich et al., [10] correlated phase disengagement and attenuation characteristics of novel composite shields, authors found that the new lead-free shields provide absorbed dose reduction up to 6 times for outer space protons. Kadyrzhanov et al., [11] studied the shielding and radiation response of CuBi2O4 composite at varied film thickness from 5 μm to 10 μm; the study showed that synthesized composite film shields possess a significant degree of stability to irradiation. Despite interesting discoveries reported in these studies, a concise articulation of necessary design background in the development of new shielding materials is still needful.
Therefore, the objective of the current literature review is to assess the recent developments and most important conceptual issues in the design of reinforced composite materials for attenuation of ionizing radiation. It covers the existing theories and methods with their achievements and drawbacks. Furthermore, the scheme of reinforced composite material selection for shielding purposes and various control variables in the production of composite for radiation shielding was highlighted. Also, future research directions were addressed.
Criteria for ionizing radiation shielding and drawbacks of conventional lead-based shields
Gamma-rays are biologically unsafe for living organisms; hence it should be protected by the use of sufficiently dense shields. High-density and high-atomic number characteristics are alluring qualities for ionizing radiation shields. Scientists are persistently searching for sustainable and environment-friendly shields [12]. Few factors impact the robust selection process and utilization of radioactive protecting materials. Robust selection considers attenuation effectiveness, shielding efficiency, porosity, thermal properties and cost implications. Materials that retain their design properties after radiation absorption can also be considered. Thick and highly dense materials are appropriate for high energy radiation absorption design [13, 14]. Therefore, the decision regarding the appropriateness of shielding material is reliant upon many factors. Example are the expected attenuation levels, simplicity of heat dissipation, protection from radiation damage, dependable thickness-to-weight ratio, long-term usage, consistency of shielding ability and accessibility. The attenuation level is thus reliant upon the shield’s cross-section [15]. A potential shielding material ought to possess reasonably high thermal properties. Furthermore, it is expected that the attenuated radiation will have no fundamentally destructive impact on the shielding material properties. During the design of a potential shielding device, equilibrium should be made between the cost, accessibility, and simplicity of design and the impact of the shield size, weight and setup on the users. Large literary evidence [15,16,17] showed that tungsten and lead are tenacious in the attenuation of gamma radiation, while high thickness concrete and reinforced polyethylene are better materials for halting neutrons. The designer ought to likewise know about the material's scrap value and the adaptability of the materials. The thermal stability of the shield, moveability, environmental conditions, load-bearing, or non-load bearing are additionally essential to consider.
Although lead-based shields have been frequently utilized for radiation shielding purposes, lead is notorious for its substantial contamination and incredibly low degree of neutron ingestion [18], lack in chemical stability, heaviness, low flexibility, high toxicity and requires the processing of hazardous waste [19]. Lead can be hazardous because of its powder which can cause air pollution and may be coincidentally breathed in by users. User exposure to lead can initiate harmful consequences for haematological and cardiovascular systems. Lead-based shields used to protect specialists against radiation frequently cause the client back pain [20].
The high level of lead toxicity to human and the environment is well documented [21, 22]; therefore, light weight reinforced composites are generally considered [23]. Furthermore, carefully designed composite materials could exhibit rare properties such as sensible costs, reasonable adaptability, and great mechanical/electrical properties. El-Khatib et al. [24] found a promising 40 wt% nano cadmium oxide (CdO) reinforced composite shield as a replacement for lead-based shields (Fig. 1a). Soylu et al. [25] produced composite made from tungsten carbide/ethylenevinylacetate (EVA) polymer at 50, 60, and 70% volume fractions (Fig. 1b). They found that the composite material’s shielding efficiency was higher than lead (Pb) in a 137Cs gamma source.

Related results were also found using high-density polyethylene/wolfram and boron carbide [26], Zirconia nanoparticles/Polyvinylidene fluoride-tryfluorethylene copolymers [27], Boron carbide (B4C)/polyimide [28], polymethyl methacrylate/bismuth trioxide particles [29], Red mud/ Brine sludge/epoxy resin [30], epoxy/boron carbide (B4C)/lead (Pb)/graphene oxide [31], Tungsten-based material [15, 17] and Polyvinyl Pyrrolidone in Polyethylene and copper oxide nanoparticles [32]. These studies suggest that reinforced composites can reasonably replace lead as a robust shielding material.
Mechanism of radiation energy shielding
Managing radiant energy and keeping it from kindling physical damage to workers or the environment is a significant aspect of material selection concerns when designing facilities that transmit risky electromagnetic spectrum. As a result, ensuring the safety of personnel and equipment that might be undermined from ionizing radiation is of critical importance. One of the attributes of X-ray and gamma radiations that makes them very useful for various clinical, industrial, agricultural and research application is their permeating capacity. When they are coordinated into a material, a portion of the photons is either retained or dissipated, while others totally enter the material [33]. The permeation which is the inverse of attenuation can be designated as the portion of radiation going through the material. The measure of permeation relies upon the individual material photons, thickness (\(x\)), atomic number (\(Z\)) and density (\(\rho\)) as shown in Fig. 2.

Graphical display of radiation shielding process
The transmitted ray detector is the component that “receives” the invisible ray image coming through the material, known as the attenuated intensity. McAlister [34] reported a few regular sources of x-ray and gamma-ray as shown in Table 1. While making the choice of radiation shielding material, it is imperative to comprehend the mechanisms of radiation attenuation. Photoelectric absorption, compton scattering and pair production are the three most significant attenuation mechanisms for x-ray and gamma-ray [35].
The linear attenuation coefficient (Eq. 1) is the sum of the contributions due to the three individual interactions [36]:
where PE = photoelectric, C = Compton and PP = pair production. The way toward mitigating the impacts and level of entrance of electromagnetic radiation differs as per the kind of radiation source concerned and the type of shielding material involved. Diverse radiation protecting materials are more qualified to particular types of radiation than others, as dictated by the interaction between particles and the shielding material’s atomic structure.
Assessment of beam penetration in composite shielding materials
Polymer composite materials are broadly applied in different businesses of present-day mechanical assembling due to their low cost, low-specific gravity, light weight, high-shielding ratio, moderate tensile strength, ease of handling, and formation into different shapes. Researches are ongoing for the development of reinforced composite shields which can be customized for specific radiation shielding applications. Notwithstanding the attractive radiation shielding potentials of reinforced composite materials, this class of materials also possesses higher mechanical quality and thermal stability in contrast to a plain (unreinforced) polymer [37]. Another point of attraction in the use of reinforced composites for radiation shielding is the fact that resin and reinforcement is chosen in line with the specific area of application.
Nambiar and Yeow [38] explained that neutrons and gamma-quanta have high penetrating force, which behoves designers to structure radiation shielding materials with a thickness and density that relies upon the attributes of the materials used to attenuate them [37, 38]. Polymer composites can suitably suffice for these materials as a viable safeguards against radiations. Condruz, Puscasu, Voicu, Vintila, Paraschiv and Mirea [39] designed a carbon fibre-reinforced epoxy cyanate ester blend with various coating mechanisms. They found that the developed material provides ion beam shielding comparable to 2 mm thick aluminium shield.
In another study, Axtega et al. [40] examined the radiation shielding capabilities of carbon nanotubes/tungsten nano-particles reinforced composite using proton reproduction in the region of 1–100. In this way, they concluded that at lower energies, layers made from prepregs have equivalent impact on the particle energies similar to 50 µm of tungsten material. Similarly, Brander et al. [41] produced epoxy reinforced with carbon fibre and the new material showed comparable shielding capabilities similar to 2 mm of aluminium at same energy boundaries. Although Uosif [42] revealed that the alloys Ag–Cu-Sn provided similar protection as pure Lead (Pb) per unit mass, the weight and cost limitations of these materials have ignited the repeated search for tailored reinforced composites as a radiation shielding material.
Theoretical shielding parameters in the design of radiation protective materials
The three fundamental technique used to minimize the effects of ionizing radiation is by reduction of exposure time, increased distance, and by use of effective shielding material. Therefore, effective radiation protection approach requires the advancement of these three essential techniques. The time which is the measure of radiation accumulated by a human being is dependent upon the duration of exposure to the radiation field. The measure of radiation an individual gets will likewise rely upon how close the person is to the source. Be that as it may, when diminishing the time or expanding the distance may not be conceivable, one can pick a protecting material to lessen the ionizing radiation peril. Evaluating the suitability of different sorts of composites for ionizing radiation shielding requires recent information on significant shielding parameters. Accordingly, the information on essential radiological boundaries of novel composite materials proposed for radiation energy shielding applications are significant for the appraisal of conceivable radiation exposure [43].
The linear attenuation coefficient for high-energy radiation within a small interval is the likelihood per unit distance of movement that a molecule encounters an interaction in form of dissipation or assimilation. From this definition, it is effortlessly indicated that the likelihood of a molecule moving a distance x without interaction is defined by Eq. 2.
According to Wang et al. [44] some shielding parameters have to be evaluated to elicit attenuation capabilities of any potential radiation protective material. Such parameters include \(mass attenuation coefficient (\mu m), half-value layer (HVL),\) heaviness, \(effective atomic number\) (\({Z}_{eff})\) and effective electron density \({(N}_{E})\). At the point when a gamma-ray crosses a composite protective material, the source energy will be halted in line with Lambert–Beer's law shown in Eq. 3 and Fig. 3.
where \(I_{o}\) represents the incident (unattenuated) while \(I\) stands for transmitted (attenuated) energy, \(\mu\) (cm−1) is the linear attenuation coefficient, \(x\) (cm) is the linear thickness and \(x_{d}\) (g/cm2) is density thickness of shielding material; \(\mu_{m}\)(cm2/g) \(is the mass attenuation coefficient\), \(\mu = \rho \times \mu_{m} , x_{d} = \rho \times x\). Radiation protection efficiencies is usually estimated using Eq. 4

The relationship between gamma radiation intensity (I) and shield thickness (x)
A straight line can be acquired with thickness as the horizontal (x) axis and \(ln\frac{I}{{I_{o} }}\) as the vertical (y) axis; the gradient of the straight line is \(\mu\). The bigger the value of \(\mu\) is, the better the shielding efficiency of the material [45]. Therefore, the total mass attenuation coefficient \(\mu_{m}\) of the composite shield could be determined using Eq. 5:
When many reinforcers are combined in a hybrid composite shield, the volume fraction of each constituent reinforcement is related to the weight fraction in Eq. 7.
For a hybrid composite shield made from nth number of reinforcers, the density of the composite is given by Eq. 8.
where \({w}_{i}\), \({V}_{i}, {\rho }_{i}\) and \({\left(\frac{\mu }{\rho }\right)}_{i}\) represent the mass/weight fraction (%), the volume fraction (%), the density (kg/m3) and the mass attenuation coefficient of \({i}{th}\) component in the composite [46] and \({w}_{R}\) is the mass/weight fraction (%) of the resin and \({\rho }_{R}\) represents the density of the resin. The attenuation efficiency of the composite is improved at high values of\({\mu }_{m}\). The \(Shielding rate (\mathrm{SR})\) is also found from Eq. 9:
Again, the attenuation efficiency of the composite is improved at high values of \(\left( {SR} \right)\). Olukotun et al. [47] calculated the half-value layer (HVL) which is the necessary thickness for attenuation of 50% incident beam using Eq. 10.
In the same vein, Kaçal et al. [48] calculated tenth-value layer (TVL) which is the necessary thickness for effective attenuation of 10% incident beam using Eq. 11. The authors noted that a higher shielding efficiency is envisaged at lower values of HVL and TVL.
The reciprocal of linear attenuation coefficient \(\left(\frac{1 }{\mu }\right)\) is termed mean-free-path length (\(\uplambda )\) representing the normal length travelled by a beam just before it makes the first interaction with a shield. The energy \(\in\) conveyed over time within a given mass of a composite \((m)\) is comprised of all charged and un-charged ionizing molecules going into the composite minus all charged and un-charged ionizing molecules leaving the composite. Along these lines, the energy conveyed is engaged with the ionization and agitation of particles inside the composite and the related chemical changes [49]. The specific energy therefore is related to conveyed energy and mass in Eq. 12.
The absorbed dose \(D\) is therefore described in Eq. 13.
Although the absorbed dose is quantifiable; however, as a rule, it is hard to compute from the episode radiation intensity and material properties because such a computation would require comprehensive auditing of the energies of all particles leaving the shield. Therefore, the \(kinetic energy of radiation produced per unit mass in the matter \left( {kerma - K} \right)\) which is utilized only with indirectly ionizing (uncharged) radiation applies in Eq. 14.
where \(E_{tr}\) represents the amount of the underlying active energies of all the charged ionizing particles, \({\stackrel{-}{E}}_{tr}\) is the mean energy moved to the secondary charged particles in the mass m. For the computations of percentage heaviness, lead is often taken as standard and normalized 100%. Hence, the percentage heaviness of reinforced composite shields can be accessed from Eq. 15 [50].
The density ρ of the composite is estimated utilizing the Archimedes method [51] and determined utilizing Eq. (16).
where \({m}_{1}\), \({m}_{2}\) and \({m}_{3}\) are, respectively, the mass of sample, the mass sample in the air, and the mass of sample submerged in ethanol. While the density of the submersion fluid is denoted as \({\rho }_{l}\). The densities are frequently contrasted with the theoretical values, \(\rho_{c}\) (assuming that no void exists) in Eq. (17) [52].
where \(F, E, \rho_{f} and \rho_{R}\) denote the weight percentage of the reinforcer, weight percentage of the resin, density of the reinforcer and density of the resin, respectively. In the course of compounding and production, the density of composite materials can be influenced by the reinforcement particle packing and porosity. For example, Tishkevich et al., [53] showed that composite film shields made from Bismuth have a closely-packed microstructure. Consequently, bulk density (\({D}_{b}\)) accounts for air holes while true density (\({D}_{t}\)) takes care of the mass per unit volume of the composite, which considers the volume without air holes. The shielding effectiveness of the material is improved as the bulk density (\({D}_{b}\)) of the material increases. The porosity of the shielding material is therefore captured utilizing Eq. 18:
The \(D_{b}\) and \(D_{t}\) of the composite shield can be expressed by Eq. 19 and Eq. 20. They are directly related to the porosity.
where \(W_{{\text{p}}} , W_{m} , V_{P} , V and V_{air}\) represent the weight of the resin, weight of the shield, volume of shielding material, volume of the shield and the pore volume, respectively. Other important parameters according to Akman et al. [54] can be determined from Eq. 21 and Eq. 22.
where \(A_{i} = atomic weight\), \(f_{j} = fraction by mole\), \(Z_{j} = the atomic number\), \(N_{A} = Avogadro number\), \(A_{tot} = total atomic weight\) and \(n_{tot} = element number\)
Scheme of reinforced composite material selection for radiation shielding
Making a suitable and compelling shield against ionizing radiation requires an optimal selection of materials, distance, and thickness. Selecting the correct material for the design of radiation shielding devices and facilities thus demand trade-offs between weight, volume, cost, material properties, performance, manufacturability, design requirements, maintainability, reliability and environmental impact. In picking a shield material, the principal thought should be the viability and effectiveness of the shield. Unarguably, a great deal of variables should be investigated during material selection, which is the reason a material specialist is often included in any radiation shielding design group. The viability of the shield is dictated by the interactions between the episode radiation and the atoms of the material. According to Chen et al. [55], the design targets are fundamental factors in which case the decision is based on the initial engineering computations and general know-how of the experts involved. General performance requirements of the material often include many parameters which specify how composite shields ought to perform or the principles that they should follow in a particular situation.
The flow of material selection for ionizing radiation shielding using reinforced composite is articulated in Fig. 4. Given the material performance requirements, potential materials and prevailing standards, designers can choose the best shielding material. Hence in the choice of material, firstly, the designers settle on the material performance requirements and subsequently screen various factors that could influence material performance. Factor screening alludes to an exploratory arrangement that is expected to locate a couple of significant factors from a rundown of numerous likely ones. The basic role of factor screening is to pinpoint significant main effects. Factor screening which is also called screening design is utilized for screening an enormous number of design parameters to locate the most crucial parameters that will have a critical effect on the material shielding performance. Plackett–Burman designs permit the designer to appraise many factors in a minimum number of trials [56].

The flow of material selection for ionizing radiation shielding using reinforced composite
Secondly, potential materials that can be used in the shielding application are chosen using the Design of Experiment (DOE) strategy. DOE is a part of applied statistics that deals with arranging, leading, sectioning, and analysing controlled experiments to examine the factors that influence the process [57]. DOE gives room for multiple input factors to be controlled, determining their effect on the desired responses (\(RPE, {\mu }_{m,}\) Cost, Weight). By controlling numerous input factors at the same time, DOE can recognize important interaction, main effect and higher order effect of factors that could have been missed when using one-factor-at-a-time strategy [58]. When DOE is employed, all potential blends can be researched (full factorial) or just a segment of the potential mixes (partial factorial). Therefore, (DOE) is an orderly technique that can be used to find the connection between factors influencing composite material shielding performance. As such, it is deployed to find cause-and-effect ties necessary for effective management of shielding material composition inputs in order to optimize the output/responses.
Thirdly, all necessary improvements in the material properties are decided and ultimately, choices of materials are made which out of the potential materials best satisfies the performance requirements, Multi-objective Optimization (MOO) is a very useful multiple-criteria decision-making tool that is usually applied at this stage [59,60,61]. MOO is a decision tool deployed for solving mathematical optimization problems having more than one objective function to be optimized simultaneously. The result of MOO models is for the most part communicated as a bunch of Pareto optima, representing optimal tradeoffs between given design criteria.
Research evidence abounds on the preferred use of polymer resin in the production of composite materials for radiation shielding proposes, such resin include polyester [19], epoxy [62], polyvinyl acetate [63], non-isocyanate polyurethane [64], low-density polyethylene [65], bisphenol-A-vinylester [66], polystyrene [5], rubber[67], Polypropylene[68], Polypropylene [69], vinyl chloride and polyimide [70]. Also, various reinforcers as shown in Table 3 have been deployed for filling [40, 71, 72].
Ordinarily, the choice of resin and filler depends on the objective of material design, cost, and availability and focus properties. However, for radiation shielding purposes designers target reinforced polymer composite that is rich in hydrogen bonds, capable of providing neutron scattering and elimination of discharged heat [73, 74]. In industrial radiography maximum energy spectrum of the radiation is in the range up to 122 keV. Therefore, these composite materials are useful for radiation protection of the X-ray radiation. Table 2 compares the radiation shielding efficiency of lead with alternative materials for different radiation energy sources.
Control variables in the design of composite for ionizing radiation shielding
This section gives a clear picture of various issues relating to environmental conditions, nature of reinforcements, manufacturing conditions, polymerization strategies and design constraints as they affect the attenuation capabilities of polymeric composites reinforced with both natural and man-made reinforcers for ionizing radiation energy shielding. Figure 5 articulates the potential control variables affecting the radiation shielding capabilities of reinforced composites in a cause and effect (fish-bone) diagram.

Cause and effect (fish-bone) diagram showing potential control variables in the design of composite for ionizing radiation shielding
Effects of environmental conditions on the ionizing radiation shielding effectiveness of composites
The potential of hydrogen (pH)
Nambiar and Yeow [38] established different properties expected of a regular material for radiation protection to include high density, flexibility, hardness, high atomic number, the high attenuation coefficient of y-radiation, high amount of hydrogen bonds and cheapness. They proposed that the fillers must satisfy the condition of 8 > pH > 5 and the expected high density could be achieved by the addition of more mineral reinforcements. Barabash et al. [76] similarly concluded that mixing reinforcers and matrix at high difference in the potential of hydrogen will result in the release of gaseous products in the boundary layer. Haque et al. [77] used locally available heavy minerals with Ilmenite, Magnetite, Garnet, Rutile, Zirconium contents to fabricate the composite blocks for the gamma photons with energies 0.662 meV—1.25 meV. They found the shielding effectiveness of Ilmenite and Zirconium composites relatively good for 137Cs and 60Co radiation sources, respectively.
Temperature
Temperature has a compelling effect on the shielding, mechanical, and damage properties of composite. Cadieu et al. [78] detailed the damage mechanisms of reinforced composite indicating fibre pullout and inter laminar failure generation below 20°C. They reported plastic flow of the polymer matrix at 60°C and intra-laminar micro-cracking at a temperature above 90°C. Composite materials have shown a great potential for applications requiring high thermal stability and radiation shielding ability [28]. Wei et al. [79] upheld that the shielding effectiveness of composite such as grapheme/polymer-derived silicoboroncarbonitrides increased with temperature. Mu et al. [80], in their study on shielding properties of silicon carbide fibre-reinforced silicon carbide matrix composites reported that the complex permittivity and tan δ of reinforced composites have obvious temperature-dependent behaviour and increase with the increasing temperatures. The authors also observed that the total shielding effectiveness of the composites with titanium silicon carbide filler is enhanced with the temperature increase from 25 °C to 600 °C. Barani, et al. [81] reported the shielding and thermal properties of graphene fillers/epoxy composites at elevated temperatures. Their study suggests that such a blend of composites is promising for packaging applications where shielding is an important design consideration. Nikbin et al. [82] studied the effect of various temperatures at 25, 200, 400, and 600 °C, on the mechanical and gamma-ray shielding properties of heavy-weight concrete with various contents of Nano Bismuth Oxide at levels of 0, 2, 4 and 6%. Authors found improved mechanical and gamma-ray shielding properties of the heavy-weight concrete with the addition of Nano Bismuth Oxide particles. Also, these properties remained stable at elevated temperatures.
Moisture & humidity
Composite materials are known to debase when exposed to moisture and humidity. Thus, humidity confounds the difficulty of getting high shielding efficiency with composites. Airale et al. [83] reported that absorbed moisture decreases the properties of twill woven carbon fibre/epoxy composites. Zhang et al. [84] obtained similar results when they observed that the properties of flax/unsaturated polyester composite started to drop sharply at 70% relative humidity and ended up with a more than sixfold reduction at 90% relative humidity. Additionally, Alawsi et al. [85] studied the effect of high humidity (98%) on the durability of symmetric and anti-symmetric composite reinforced with E-glass fibre. Authors found that symmetric and anti-symmetric laminates lost about 54% and 27% of their properties, respectively. These results highlighted the importance of air conditioning and dehumidification in fibre composite fabrication facilities.
Density
As a rule, materials that are high in density are more successful than low-density materials for attenuation of ionizing radiation. Nonetheless, low-density materials can make up for the dissimilarity with expanded thickness, which is as critical as density in radiation shielding applications. Kim and Cho [86] noticed that when a polymer resin is utilized to make a radiation shield, the proportion of the shielding material is expanded to improve the shielding effectiveness.
As appeared in Fig. 6, Kim and Cho [86] saw that the linear attenuation coefficient of composites rise with increment in the wt% of the reinforcer which is because of the increase in the density of the composites and diminishes with increment in energy. Similar findings have also been reported by El-Khatib et al. [24]. They revealed that the composites filled with nano-CdO have better γ-radiation shielding ability than those filled with micro-CdO at the same weight fraction. This performance could be attributed to improved compaction and limited porosity resulting in higher probability of interaction between γ-rays and nanoparticles. Belgin and Aycik [87] also showed that the shielding performance of hematite–ilmenite reinforced composite increased as the filler particle size decreased.

Effect of density on linear attenuation coefficients and filler weight fraction in polymer composites [86]
Influence of design constraints on the shielding properties of composites
It is expected that staff should be protected against the ionizing radiation discharged from various sources within reasonable limits of cost, weight, space and thickness.
Cost
There are a few factors that impact the choice and utilization of composite shielding materials but cost proficiency can influence radiation attenuation from multiple points of view. The procurement costs, transportation costs, installation costs and ultimate scrap value of the materials are likewise significant points to consider when deciding what materials should be used [88]. Cost is an imperative to consider while choosing the proper radiation shielding material. This is because the choice of reinforced composite material for ionizing radiation shielding can become unattractive when the cost is outrageously high. Therefore, the cost of the resultant composite shield should be estimated and kept within the limit.
According to Shehab et al. [89], the cost of composites consists of the recurring cost and the non-recurring cost. The material cost, direct labour cost and energy cost are summed to get the recurring cost, while the indirect labour cost, equipment cost, tooling cost and facility cost contribute the non-recurring cost, as presented in Eqs. 23–36
According to Ma [90] the typical material scrap rate for a fibre-reinforced composite is 15% and the typical reject rate for hand lay-up is assumed to be 5%. The typical rate of support material cost to raw material cost for fibre-reinforced composite is 3%,
Where:
where
No. parts/mould = the quantity of parts in one mould.
Weight
Lighter weight is better in radiation shielding applications for various reasons. In the case of shields that people carry about, lighter weights can reduce fatigue. Traditionally, weight reduction can be achieved by using lower density materials. Unfortunately, radiation shielding materials require materials with high density and high atomic number. The designer is therefore tasked to find a common ground for the development of lightweight shields. In the recent past, researchers have vigorously pursued light-weighting targets in various radiation shielding applications. Steffens et al. [91] characterized novel multilayer lightweight radiation shielding materials as alternatives to the standard aluminium shielding for space applications using the Monte-Carlo simulations. Chen et al. [92] showed the potential of utilizing the light-weight composite metal foams as shielding material replacing current heavy materials used for attenuation of the low energy gamma-ray with additional advantages such as high energy absorption and excellent heat rejection capabilities. Li et al. [93] established the low cost, light weight, and structure conformability of bismuth nanoparticle–polymer composite tailored for personal radiation protection. Kim et al. [94] also confirmed the possibility of producing lightweight aprons that can be used for shielding low dose radiations.
Lightweight design is thus an interdisciplinary engineering approach that aims to develop a radiation shielding system of minimum weight that fulfils the desired function with optimal utilization of available resources. Requirements for lightweight shields are always extreme, always related to new materials, information and production technologies and solving specific problems. Nevertheless, the required ionizing radiation shielding effectiveness of the material can still be obtained by combining materials with specific properties in a composite system.
Nature of reinforcers
The reinforcement for composites intended for radiation shielding can be in the form of hybrid, particulate, strands or multi-layered laminate [95]. Hybrid composites may have imperfections due to fabrication mistakes, voids in the composite, frail bonding between matrix and reinforcement, insufficient curing time and contaminations; these defects could affect the overall shielding performance of the composite materials. Perhaps the most ideal approaches to defeat these defects involve the incorporation of nano-particles using the rule of hybrid mixture [96]. Hemath et al. [97] maintained that the hybrid nano-particles contribute to the viable dispersion of reinforcers within the matrix. Nanofillers are frequently added to improve electrical properties, radiation shielding capacities, thermal conductivity and overall functionality of the hybrid composites. Bertolini et al. [98] examined hybrid composites based on thermoplastic polyurethane with a mixture of carbon nanotubes and carbon black modified with polypyrrole for electromagnetic shielding purposes. Authors found that addition of carbon nanotubes and carbon black significantly improved the electrical conductivity, radiation shielding and rheological properties.
When contrasted with fibre-based composites, particulate composites have lower properties. However, particulate composites are preferred in areas where significant wear resistance levels are required [99]. Fan et al. [100] studied the effect of different sizes of Lead tungstate (PbWO4) particles on ethylene propylene dieneterpolymer (EPDM) composite for gamma-ray shielding. Their study showed that attenuation of gamma-rays for the sub-micro-PWO composite was substantially enhanced compared to micro-PWO reinforced composite. Similarly, Zhang et al. [101] introduced particles of micro-gadolinium oxide and nano-tungsten shells into an aluminium matrix for gamma-ray shielding applications. A significant improvement was observed due to the addition of core–shell particles. In a related study, Li et al. [102] studied the effect of particle size on gamma radiation protecting property of gadolinium oxide scattered epoxy gum lattice composite. Their results show that nano-Gd2O3 composites have a better ability to shield X and γ rays than micro-Gd2O3 composites, and an enhanced effect of ~ 28% is obtained with Gd2O3 content of around 5 wt.% at 59.5 keV. The explanation is ascribed to a higher likelihood of interaction between γ-beam and nanoparticles. Malekzadeh et al. [103] examined the impact of nano-sized and miniature estimated bismuth–silicon (Bi–Si) composites on X-beam associations were explored by calculating the mass attenuation coefficients in an analytic radiology energy scope of 60–150 keV utilizing the Monte Carlo (MC) code. Results of their study demonstrated that nano-composites had higher photon constriction properties (around 11–18%) than those of micro-sized samples for poly-energy X-rays. Along these lines, it was discovered that the shielding properties of composites were significantly improved by the addition of Bi nano-particles for lower energy photons.
A multilayer shield comprises at least two layers of various materials. In this arrangement, the incoming radiation will have more opportunities to be dissipated and absorbed by the shield [104]. Multilayer composite shields are useful for attenuating mixed radiation. This is because every one of the layers has diverse shielding properties that they can be blended and coordinated to tackle a specific radiation issue contingent upon the application. A multilayer radiation shield with an optimal blend of parameters can improve the shielding performance [105]. Kim et al. [106] examined strategies for multilayer structuring of non-leaded metal (BiSn)/polymer/tungsten composites for enhanced γ‐ray shielding. Authors reported that multilayer (BiSn/polymer)/W laminate offered both a sufficient thickness with flexibility and an effective shielding against γ‐rays to meet the requirements for protective clothing or protective equipment. This work demonstrates that (BiSn/polymer)/W laminates can be used as a reliable Pb‐substitution material to protect the human body from the high‐energy γ‐rays. In another related study, Park et al., [107] also found that multilayered tin, bismuth-tin (BiSn) alloy, and tungsten composites exhibit significantly enhanced shielding capabilities.
The thickness of shielding material
Atta et al. [67] prepared radiation shielding composites of varying thickness (0.05, 0.1, 0.15 and 0.2 cm) by mixing Styrene-Butadiene Rubber powder-1502 (SBR) and Montmorillonite with commercially available metal oxides. They found that the transmission of γ-ray through composite samples decrease as the sheet thickness increases.
In another study by Das and Maiti [108], thickness was reported to have played a major role in improving the shielding efficiency of single-walled carbon nano-tubes/ethylene vinyl acetate composites especially at frequencies above 12 GHz. Similarly, Wu et al. [109] observed that at gamma-ray shielding effect of a 3D-printed Poly-Ether-Ether-Ketone/Tungsten composites of 50%, 60% and 70% weight fractions increased with an increase in the thickness of shield for both low-energy 137Cs and high-energy 60Co radiation energy source as shown in Fig. 7.

Gamma-ray shielding characteristics of PEEK/tungsten composite materials at 50 wt.%, 60 wt.%, and 70 wt.% tungsten mass ratios [109]
Influence of Reinforcement characteristics on the shielding properties of composites
Fibre content
(weight fraction ( wt.%) /volume fraction (V.%)): The filler weight fraction has been widely reported to have effected the composites radiation shielding performance. Aycik and Belgin [66] considered composites as novel shielding materials using 5, 10, 15, 20 and 25% (wt) filler loading ratios. They found 20% filler loading value as optimum for bisphenol-A-vinylester-based composites. Fontainha et al. [110] produced radiation shielding Bi2O3 containing composites with concentrations of 2, 4 and 8% wt. of Yttrium stabilized zirconia and bismuth oxide. Fontainha et al. [27] prepared polymer-based nano-composites with 1, 2, 3, 5 and 10 wt% of ZrO2 nanoparticles using a sol–gel route with zirconium butoxide as the precursor for zirconium oxide nano-clusters. The radiation shielding characterization conducted using x-rays with an effective energy of 40 keV showed that composites with 10% of ZrO2, and only 1.0 mm thick, can attenuate 60% of the x-rays beam. Al-Sarray et al. [111] in a similar study, produced polymeric composite materials and measured their radiation shielding properties. Barite was used in different rates of 0%, 10%, 20%, 30%, 40%, and 50% as reinforcement in the epoxy composite. Their findings indicate that there is a linearly increasing relation between barite rate and the linear attenuation coefficients.
Mkhaiber and Dheyaa [112] also conducted an experimental examination of reinforced epoxy composites prepared for radiation protection applications at various reinforcing ratios 10 20 30 40 50% and found optimal values for linear attenuation coefficient, heaviness and half-value thickness at 50% reinforcing ratio. Soylu et al. [25] produced a new metal-polymer composite in the form of a disc and investigated shielding efficiencies against gamma radiation. A micro-compounder was used for the preparation of polymer blends containing 50, 60 and 70% filler ratio which were subsequently hot-pressed at 1200C to produce discs that have 1 and 2 mm thickness and 5 cm diameter. The best shielding efficiency against gamma source was obtained using 70% tungsten carbide contained composite. Barabash et al. [64] summarized the minerals considered as fillers for radiation purposes in Table 3.
Samkova et al. [113] prepared composites containing zirconia and bismuth oxide at 2, 4, 8%wt concentrations for use in high dose medical procedures. They found that electromagnetic shielding in reinforced composite grows with the increase of fibre content with a peak at 8%. A similar outcome was reported by Chang et al. [62] who found that radiation inhibition capabilities of tungsten powder reinforced epoxy composites with different weight percentages (30%, 50%, 70% and 80%) rises with the increase in tungsten filler loading. Kinsaraa et al. [114] considered lead balls and tungsten powder as fillers, a range of filler material thickness and different shell material thickness using design of experiment, their results showed that filler material thickness of the composite shield has the strongest impact on the shielding capability of the material produced. The use of other chemical elements such as Barium (Ba), Calcium (Ca) and Strontium (Sr) have also been reported [115]. However, continued increment in reinforcement content may lead to more and more chain scission, resulting in a decrease in mechanical properties [62, 116].
Filler particle size
Filler particle size is an important parameter that affects the radiation attenuation performance of composite shielding materials. Belgin and Aycik [87] used two mineral (hematite–ilmenite) with different particle sizes as fillers in a polymer-matrix composite to investigate the effects of particle size on shielding performance within a wide range of radiation energy (0–2000 keV). They found that as the filler particle size decreased the shielding performance increased. The highest shielding performance reached was 23% with particle sizes being between < 7 and < 74 µm. Buyuka et al. [13] studied titanium diboride-boron carbide composites which were produced from 0.02-1000 µm boron carbide particle sizes for searching for the behaviour against the gamma-ray. They found that decrease of particle size of boron carbide in boron carbide-titanium diboride composites causes higher linear and mass attenuation coefficient values.
Prohorenko et al. [5] modified composite materials for radiation protection using the powdered Aluminium particle of size 10–20 microns, 50–60 microns and Tungsten particles of sizes 30–40 microns, 200–210 microns in a polystyrene matrix, all samples produced to absorb the flux of gamma radiation fully in the energy range from 0 to 130 keV. Sabri and Mahdi [117] comparatively studied the shielding properties of lead oxide (PbO) composite using micro particle size with (5,10,15,20,30) wt.% and Nano particle size with (1,2,3,4,5) wt.% in gamma radiation. They found that the concentration (30) % of the micro shields and (5) % of Nano shields were of good attenuation, good mechanical specifications and more suitable to forming.
Kim et al. [118] found that nano-W composites increased attenuation up to 75% for 0.3 meV incident photons in contrast to the micro-structured composites. Scholarly evidence has shown that the nano-sized filler expands the capacity of composites to retain and dissipate photons since they scatter splendidly uniform inside the polymer framework when contrasted with smaller scale filled composites [118,119,120]. It could be comprehended that the reduction of boron carbide particle size in the composites results in higher linear and mass attenuation coefficient [13].
Fibre length
Samkova et al. [116] explored ways of improving the electromagnetic shielding ability of plaster-based composites using carbon fibres and found that fibres shorter than the critical length exhibit poor properties.
Fibre orientation
Various scholarly assessments of beam penetration in composite shielding materials suggest that aligned fibre-reinforced composite configurations possess better resistance to beam penetration than randomly oriented composites [121], similar result was collaborated by Vijaya and Dharma [2] who reported higher properties in aligned Carbon Nano Tubes/composites than randomly oriented configuration. Hence, it is important for designers of reinforced composites for the purpose of radiation shielding to adopt aligned fibre orientation where it is applicable.
Fibre treatment
After the ratting and extraction of natural fibres, it often contains undesirable celluloses, dust, and other foreign particles. Consequently, a pre-treatment is essential for every natural fibre. Fibre treatments therefore remove futile celluloses from the fibre, improve the strength and make it more appropriate for bonding with the resin [122, 123]. A typical chemical that is broadly utilized by specialists is sodium hydroxide (NaOH) and known to be an alkali treatment [124]. An investigation on mechanical properties of NaOH treated sisal and jute fibres revealed that the treatment upgraded the tensile strength of the composite by 20%, flexural strength by 25%, impact strength by 27.27% and hardness by 5% [125]. In another investigation, drumstick strands were pre-treated with alkali and was utilized alongside glass fibres. It was concluded that the alkali treatment to drumstick strands raised the impact strength of the composite to a greater extent [126]. Close to alkali treatment is maleic anhydride which is chiefly used for composites made from polyethylene or polypropylene. Thus, it is affirmed that the chemical treatment improves the holding between the fibre and matrix [127]. Aside from alkali and maleic anhydride, there are a few different chemicals utilized by scientists for fibre treatment purposes. Some of them are potassium hydroxide, hydrogen peroxide, benzoyl chloride, silanes, esters, and so on [127].
Influence of manufacturing conditions on the shielding properties of composites
A better understanding of how processing parameters may affect properties of composites would lead to a better quality control of the resultant composite materials particularly where optimum mechanical and radiation shielding characteristics are expected [128]. This is because problems arising during the compounding process may affect the thickness, strength, and flexibility of the material, resulting in mass-production problems [129]. Therefore, suitable processing techniques and parameters must be carefully selected in order to yield the optimum composite products.
Temperature
Megat-Yussof, Abdul and Ramli [128] investigated the effect of holding pressure and injection temperature on oil palm empty fruit bunch + HDPE, (EFB)-HDPE. Samples were produced at various injection temperatures, namely 150, 170,190 and 210 while holding pressure was fixed at 80 bars. Injection temperatures have been shown to influence the composites tensile and fracture strength although with less impact on the flexural strength. Utilizing high injection temperature has resulted in heat-induced degradation of the fibre [68]. They concluded that, in order to obtain a composite with good properties, injection temperature should be properly monitored. Panigrahi, Li and Tabil [130] investigated the mechanical behaviour of Flax fibre and HDPE bio-composite, while fibre content, injection temperature and injection pressure were modified. Their study showed that the material properties are significantly dependent on fibre content and injection temperature.
Melt temperature is one of the most significant factors in the processing of reinforced composites materials. In the event that the melt temperature is excessively low, the resin probably will not melt completely and may be too clingy to flowing. On the other hand, if the melt temperature is excessively high, the resin could debase. Melt temperature is thus impacted by Barrel temperature, Screw speed, Screw backpressure, and injection time. Generally, dissolving of the resin takes place on account of the frictional heat from the screw pivot inside the barrel. In a study by Fetecau et al. [131], the effects of melt temperature, mould temperature, holding pressure and injection speed on properties of low-density polyethylene reinforced with 2.5 wt% multi-walled carbon nanotubes were assessed. The study showed melt temperature as the most significant factor affecting elastic modulus. In a study by Tissandier et al. [132], the temperatures of both parts of the mould were independently controlled and the results showed that increasing mould temperature increases skin thickness and the degree of asymmetry of samples produced.
Panigrahi et al. [130] investigated the influence of injection temperature (166- 200 °C), fibre content (10- 30% wt) and injection pressure (4.8—6.9 MPa) on properties of flax fibre-reinforced polyethylene bio-composites. The study found tensile strength significantly dependent on injection temperature and fibre content.
Pressure
As soon as 95 percent of the molten plastic has been injected, the machine will drop into hold pressure which is about ½ of injection pressure. Holding pressure is utilized in compacting the molecules in an organized manner. Hold pressure is required until the door freezes off, regularly in 3 to 4 s. When that occurs, hold pressure has no more impact on the atoms on the opposite side of the entry way [133]. Megat-Yusoff et al. [128] investigated the effect of varying levels of holding pressure (60, 70, 80, and 90 bars) and injection temperature (150, 170,190 and 210 °C) on oil palm empty fruit bunch high-density polyethylene composites. The results indicated that holding pressure significantly affected the composites tensile and fracture strength as an increase in holding pressure increased the molecular position of the matrix [134]. However, increasing holding pressure beyond it optimal level resulted in reduced crystallinity leading to compromised material properties [135].
The essence of clamp pressure is to ensure that the mould did not open suddenly when the injection pressure is applied. Therefore, the extent of clamp pressure required depends on the material being formed. The simpler stream materials require less injection pressure; in this manner they require little clamp pressure. Injection pressure is the basic pressure required to inject up to 95 percent of the molten resin into the sample mould. Usually, the peak pressure and quickest fill rate are the best conditions. Be that as it may, high injection pressure can result to an increment in moulded-in stress. On the other hand, backpressure arises during the return activity of the screw subsequent to the material injection process. Backpressure is utilized for better blending of the plastic, evacuating limited quantities of entrapped air, and controlling the heaviness of the shot by keeping up an exact thickness of a given volume of molten mixture. The greatest setting is required in the light of the fact that anything over that will cause an excess of distribution of the plastic and result in a thermally debased product.
Time
Shafka et al. [136] prepared lead-polymer nano-composite for nuclear shielding applications with process controlled using milling time of 30, 60 and 90 min. They found that the optimum milling time to reach finer size is 60 min with an average crystallite size ~ 68 nm.
Injection speed
The injection speed is the propelling speed of the screw during the injection process. The injection speed ought to be diminished at the finishing stage of injection to guard against blazing toward the finish of the stroke, and to upgrade the development of homogenous weld lines after a separated stream [137]
Gaps in the Research and Future Scope
Obviously, reinforced polymer composites were widely researched by several authors and have shown the promise of acceptable ionizing radiation shielding properties. Due to the addition of high density, elements of high atomic number and highly conductive nano fillers, the resultant composite exhibits better radiation attenuation and electrical conductivity compared to lead-based shields. However, there is still a gigantic degree of lacuna in the correlation between porosity and shielding efficiency in addition to composite shielding efficiency and internal materials structure evolvement.
Majority of the researches relating to reinforced composite for radiation shielding applications mainly focused on the assessment of shielding efficiency, attenuation properties, shielding parameters for composite shields, physical and structural features of assorted types of reinforced polymer composites. Apart from few studies that considered Monte Carlo simulation [44, 91, 103, 138] and some other modern approaches, the application of machine learning methods which can enhance the predictive inquest and optimization of shielding capabilities of reinforced composites is missing in the literature.
This review shows that there is an earnest need to discover alternative radiation shields to supplant lead-based ones. Lead has been broadly utilized in different medical and home grown settings because of its physical and synthetic properties. That notwithstanding, lead has been delegated a conceivable human cancer-causing agent by the Nigerian Cancer Society (NCS). These days, a large portion of research centres on lead-free, low weight, low cost reinforced composite shields that can be utilized for ionizing radiation shielding. As clarified in the literature, achieving an optimal combination of reinforcement and matrix in particulate, hybrid and multilayer composite to obtain higher shielding efficiency is a difficult assignment. Also, adequate dispersion of reinforcements and assurance of proper wetting of resin with reinforcement in low thickness composites may require a custom made manufacturing system. Nevertheless, authors opine that the effective use of classical methods such as the rule of hybrid rule mixtures, interface mechanics, interface de-bond criterion and surface treatment protocols could be the icing on the cake.
Future research efforts could deploy potential material and machine-based control variables in the design of ionizing radiation shielding composite as identified in the current review at the appropriate range to secure optimal shielding efficiency for reinforced lead-free polymer composite materials. It is worthy to additionally research the hybridization of regular biodegradable materials with high-density elements such as Bismuth (III) oxide, Baryte, Boron Carbide, Rubber, Tungsten, Barium and Cadmium oxide. These will likely improve mechanical properties, stiffness, shielding efficiency and ultimately lower cost and weight.
Conclusions
The new advancements in reinforced composite design for ionizing radiation shielding applications were reviewed. The review provides a definite understanding of the criteria for ionizing radiation shielding material design, mechanism of radiation energy shielding, beam penetration in composite shielding materials, theoretical shielding parameters in the design of radiation protective materials, scheme of reinforced composite material selection for shielding purposes and various control variables in the design of composite for ionizing radiation shielding. Till now scientists have undertaken endeavours to combine distinctive assortment of constituent materials to manufacture composites. Furthermore, analysts have improved the content percentage (w%/V%) and other control factors to develop a better composite to achieve the highest shielding efficiency.
With the growth of electronic, medical and nuclear industries, light weighting is an extra specialized prerequisite in addition to high shielding efficiency. Consequently reinforced composite materials have been considered by experts as a suitable alternative to concrete and lead based shields. In addition, literature has shown that reinforced polymeric materials can be adequately optimized for efficient radiation shielding application. Radiation shield optimization is concerned with using a statistical formulation involving linear attenuation coefficient, radiation protection efficiencies, cost and weight to support selection of the optimal shielding material among many alternatives. In view of the recently published research findings, authorities have confirmed that fibre-reinforced polymer composites are preferable shielding materials when compared with the polymer alone.
A few focuses can be summed up from the literature, for example, polymers with low atomic number are not adequate for ionizing radiation shielding applications. However, one of the popular arrangements is the reinforcing the polymeric material with non-lead elements of high atomic numbers. This approach creates new composites that would be lighter and multi-functional. The future of reinforced composite materials is bright because of the broad utilization of these novel materials in numerous fields, hence, there is a need to sort out accepted procedures to improve the properties and shielding efficiency of reinforced composite materials to enhance their utilization in radiation shielding process.
Towards accomplishing the greatest and highest shielding efficiency, experts have evolved many advanced manufacturing techniques to overcome the time deferral and intricacy of regular methods. Overall, the review showed that the shielding of ionizing radiation can be accomplished by utilizing a wide scope of high density and high atomic number materials. Nevertheless, understanding the basic principles associated with ionizing radiation interactions with matter that results in attenuation can help in the selection of shields for a given application. This understanding combined with the knowledge of other material design constraints will guide the deployment and utilization of assets to develop the most efficient ionizing radiation shields. Additionally, before commercializing any novel composite tailored for ionizing radiation application, a complete exploratory examination and testing of such composite shield are highly recommended.
References
Prohorenko EM, Klepikov VF, Lytvynenko VV, Skrypnik AI, Zaharchenko AA, Hazhmuratov MA (2013) Improving of characteristics of composite materials for radiation biological protection. Prob Atomic Sci Technol 6(88):240–243
Vijaya SD, Dharma RC (2017) Light weight metallic coating over carbon nano tubes polymer composite shielding for electromagnetic radiation. Asian J Sci Res 10(4):259–270
D. Attwood, A. Sakdinawat, X-Rays and Extreme Ultraviolet Radiation: Principles and Applications. Cambridge University Press, USA., 652. 2017
P., Flowers, K., Theopold, R., Langley, & W. R. Robinson, Chemistry, OpenStax, 2018.
Prohorenko EM, Klepikov VF, Lytvynenko VV, Zaharchenko AA, Hazhmuradov MA (2015) Modification of composite materials used for radiation protection. Int J Eng Innov Technol (IJEIT) 4(9):62–67
Gulbin VN (2011) Development of the composite materials modified by nano powders, for radiation protection in atomic engineering. Nucl Phys Eng 2(3):272–286
Ott HW (2009) Electromagnetic Compatibility Engineering. John Wiley & Sons, Hoboken, NJ, USA
Tishkevich DI, Grabchikov SS, Grabchikova EA, Vasin DS, Lastovskiy SB, Yakushevich AS, Vinnik DA, Zubar TI, Kalagin IV, Mitrofanov SV, Yakimchuk DV (2020) Modeling of paths and energy losses of high-energy ions in single-layered and multilayered materials. InIOP Conf Seri Mater Sci Eng 848(1):012089
Tishkevich DI, Grabchikov SS, Lastovskii SB, Trukhanov SV, Zubar TI, Vasin DS, Trukhanov AV, Kozlovskiy AL, Zdorovets MM (2018) Effect of the synthesis conditions and microstructure for highly effective electron shields production based on Bi coatings. ACS Appl Energy Mat 1(4):1695–1702
Tishkevich DI, Grabchikov SS, Lastovskii SB, Trukhanov SV, Vasin DS, Zubar TI, Kozlovskiy AL, Zdorovets MV, Sivakov VA, Muradyan TR, Trukhanov AV (2019) Function composites materials for shielding applications: correlation between phase separation and attenuation properties. JAlloys Comp. 771:238–245
Kadyrzhanov KK, Shlimas DI, Kozlovskiy AL, Zdorovets MV (2020 Jul) Research of the shielding effect and radiation resistance of composite CuBi 2 O 4 films as well as their practical applications. J Mater Sci: Mater Electron 31:11729–11740
Mann HS, Brar GS, Mudahar GS (2016) Gamma-ray shielding effectiveness of novel light-weight clay-flyash bricks. Radiat Phys Chem 127:97–101
B. Buyuka, A. B. Tugrula, S. Aktopb, & A. O. Addemirb, Investigation on the effects of boron carbide particle size on radiation shielding properties of boron carbide titanium diboride composites. proceedings of the 2nd international congress APMAS2012, April 26–29, 2012, Antalya, Turkey. 2013
Okonkwo UC, Ukachi P, Okafor CE (2018) Evaluation of Iroko and teak wood in comparison to lead and aluminium as gamma radiation shielding materials. Int Conf Organ Faculty Eng Unizik Book of Proc 2018:637–644
AbuAlRoos NJ, Azman MN, Amin NAB, Zainon R (2020) Tungsten-based material as promising new lead-free gamma radiation shielding material in nuclear medicine. Physical Medica 78:48–57
E.M. Prohorenko, V.F. Klepikov, V.V. Lytvynenko, A.A. Zaharchenko & M.A. Hazhmuratov, (2014) Metal containing composition materials for radiation protection,” Problems of atomic science and technology, no. 4/(92), pp. 125–129.
Ahmed B, Shah GB, Malik AH, Rizwan M (2020) Gamma-ray shielding characteristics of flexible silicone tungsten composites. Appl Radiat Isot 155:108901
R. Mirji, & B. Lobo, 2017 Radiation shielding materials: a brief review on methods, scope and significance.Proc. National Conference on ‘Advances in VLSI and Microelectronics’, 27th January 2017; P.C. Jabin Science College, Huballi, India; 96–100.
Ambika MR, Nagaiah N, Suman SK (2017) Role of bismuth oxide as a reinforcer on gamma shielding ability of unsaturated polyester based polymer composites. J Appl Polym Sci 134(13):1–7
AbuAlRoos NJ, Amin NAB, Zainon R (2019) Conventional and new lead-free radiation shielding materials for radiation protection in nuclear medicine: a review. Radiat Phys Chem 165:108439
Boudebbouz A, Boudalia S, Bousbia A, Habila S, Boussadia MI, Gueroui Y (2021) Heavy metals levels in raw cow milk and health risk assessment across the globe: a systematic review. Sci Total Environ 751(10):141830
Nkwunonwo UC, Odika PO, Onyia NI (2020) A review of the health implications of heavy metals in food chain in Nigeria. Sci World J. https://doi.org/10.1155/2020/6594109
Charkiewicz AE, Backstrand JR (2020) Lead Toxicity and Pollution in Poland. Int J Environ Res Public Health 17(12):4385
El-Khatib AM, Abbas MI, AbdElzaher M, Badawi MS, Alabsy MT, Alharshan GA, Aloraini DA (2019) Gamma attenuation coefficients of nano cadmium oxide/high density polyethylene composites. Sci Rep 9(1):1–11
Soylu HM, Lambrecht FY, Ersöz OA (2015) Gamma radiation shielding efficiency of a new lead-free composite material. J Radioanal Nucl Chem 305(2):529–534
Erol A, Pocan I, Yanbay E, Ersoz OA, Lambrecht FY (2016) Radiation shielding of polymer composite materials with wolfram carbide and boron carbide. Radiat Prot Environ 39(1):3
Fontainha CCP, BaptistaNeto AT, Santos AP, Faria LOD (2016) P (VDF-TrFE)/ZrO2 polymer-composites for x-ray shielding. Mater Res 19(2):426–433
Li X, Wu J, Tang C, He Z, Yuan P, Sun Y, Lau WM, Zhang K, Mei, and Huang, Y., (2019) High temperature resistant polyimide/boron carbide composites for neutron radiation shielding. Composit Part B: Eng 159:355–361
Cao D, Ge Y, Bourham M, Moneghan D (2020) Gamma radiation shielding properties of poly (methyl methacrylate)/Bi2O3 composites. Nucl Eng Technol. https://doi.org/10.1016/j.net.2020.04.026
Verma S, Mili M, Bajpai H, Hashmi S, Srivastava AK (2020) Advanced lead free, multi-constituent-based composite materials for shielding against diagnostic X-rays. Plastics, Rubber Compos. https://doi.org/10.1080/14658011.2020.1831264
Hu G, Shi G, Hu H, Yang Q, Yu B, Sun W (2020) Development of gradient composite shielding material for shielding neutrons and gamma-rays. Nucl Eng Technol. https://doi.org/10.1016/j.net.2020.03.029
Tommalieh MJ (2021) Gamma radiation assisted modification on electrical properties of polyvinyl pyrrolidone/polyethylene oxide blend doped by copper oxide nanoparticles. Radiat Phys Chem 179:109236
Jagatheesan K, Ramasamy A, Das A, Basu A (2014) Electromagnetic shielding behaviour of conductive filler composites and conductive fabrics–A review. Indian J Fibre Textile Res (IJFTR) 39(3):329–342
D. R. McAlister, 2012 Gamma-ray attenuation properties of common shielding materials. PG Research Foundation, University Lane Lisle, IL, 60532.
Buchtela K (2005) Radiochemical methods. Gamma-Ray Spectrometry Encyclopedia of Analytical Science. https://doi.org/10.1016/B0-12-369397-7/00525-2
Podgoršak EB (2014) Energy transfer and energy absorption in photon interaction with matter. Compendium Rad Phys Med Physicist. https://doi.org/10.1007/978-3-642-20186-8_8
Wozniak AI, Ivanov VS, Zhdanovich OA, Nazarov VI, Yegorov AS (2017) Modern approaches to polymer materials protecting from ionizing radiation. Orient J Chem 33(5):2148–2163
Nambiar S, Yeow JT (2012) Polymer-composite materials for radiation protection. ACS Appl Mater Interfaces 4(11):5717–5726
Condruz MR, Puscasu C, Voicu LR, Vintila IS, Paraschiv A, Mirea DA (2018) Fibre reinforced composite materials for proton radiation shielding. Materiale Plastice 55(1):5
G. Axtega, J. Marcos, A. Carapelle, Orava, 2012 R.-Radiation shielding of composite space enclosures, 63rd International Astronautical Congress, Italy,
T. Brander, G. Kristof, H. Katajisto, M. Wallin, 2005 CFRP electronics housing for a satellite, European Conference on Spacecraft Structures, Materials Mechanical Testing, The Netherlands,
Uosif MAM (2014) Properties of a some (Ag-Cu-Sn) alloys for shielding against gamma-rays. Int J Adv Sci Technol 63:35–46
Medhat ME (2009) Assessment of radiation hazards due to natural radioactivity in some building materials used in Egyptian dwellings. Radiat Prot Dosimetry 133(3):177–185
Wang Y, Wang G, Hu T, Wen S, Hu S, Liu L (2020) Enhanced photon shielding efficiency of a flexible and lightweight rare earth/polymer composite: a monte carlo simulation study. Nucl Eng Technol 52(7):1565–1570
Agar O, Sayyed MI, Akman F, Tekin HO, Kaçal MR (2019) An extensive investigation on gamma-ray shielding features of Pd/Ag-based alloys. Nucl Eng Technol 51(3):853–859
Sayyed MI, Tekin HO, Kılıcoglu O, Agar O, Zaid MHM (2018) Shielding features of concrete types containing sepiolite mineral: comprehensive study on experimental, XCOM and MCNPX results. Results in Physics 11:40–45
Olukotun SF, Gbenu ST, Ibitoye FI, Oladejo OF, Shittu HO, Fasasi MK, Balogun FA (2018) Investigation of gamma radiation shielding capability of two clay materials. Nucl Eng Technol 50(6):957–962
Kaçal MR, Akman F, Sayyed MI (2019) Evaluation of gamma-ray and neutron attenuation properties of some polymers. Nucl Eng Technol 51(3):818–824
J. K. Shultis, & R. E. Faw, 2010 Radiation shielding and radiological protection. In Handbook of nuclear engineering.
Al-Saadi AJ (2014) Variation of gamma-ray attenuation parameters for poly vinyl alcohol reinforced by lead acetate. J Kerbala Univ. 12(3):35–43
E. C. Okafor, C. C. Ihueze & S.C. Nwigbo, Optimization of Hardness Strengths Response of Plantain Fibres Reinforced Polyester Matrix Composites (PFRP) Applying Taguchi Robust Design. International Journal of Engineering (IJE). 2013, 26(1), 1–12. http://www.ije.ir/abstract/%7BVolume:26-Transactions:A- Number:1%7D/=1344
Harish V, Nagaiah N, Prabhu TN, Varughese KT (2009) Preparation and characterization of lead monoxide filled unsaturated polyester based polymer composites for gamma radiation shielding applications. J ApplPolymSci 112:1503–1508
Tishkevich DI, Grabchikov S, Zubar T, Vasin D, Trukhanov S, Vorobjova A, Yakimchuk D, Kozlovskiy A, Zdorovets M, Giniyatova S, Shimanovich D (2020) Early-stage growth mechanism and synthesis conditions-dependent morphology of nanocrystalline Bi films electrodeposited from perchlorate electrolyte. Nanomaterials 10(6):1245
Akman F, Ogul H, Kaçal MR, Polat H, Dilsiz K, Turhan MF (2020) Impact of lead (II) iodide on radiation shielding properties of polyester composites. Appl Phys A. https://doi.org/10.1007/s00339-020-03494-6
R.W. Chen, D. Navin-Chandra, T. Kurfess, F. Prinz, 1994 A systematic methodology of material selection with environmental considerations. IEEE International Symposium on Electronic and Environment. 252–257.
Vanaja K, Shobha Rani RH (2007) Design of experiments: concept and applications of PlackettBurman design. Clin Res Regulat Affairs 24(1):1–23
C. Yuangyai, H. B. Nembhard, 2010 Design of experiments: a key to innovation in nanotechnology. In Emerging nanotechnologies for manufacturing, 207–234. William Andrew Publishing,
Dickson ED, Hamby DM (2014) Experimental shielding evaluation of the radiation protection provided by the structurally significant components of residential structures. J Radiol Prot 34(1):201
Chen Z, Zhang Z, Xie J, Guo Q, Yu T, Zhao P, Liu Z, Xie C (2020) Multi-objective optimization strategies for radiation shielding design with genetic algorithm. Comput Phys Commun. https://doi.org/10.1016/j.cpc.2020.107267
Cai Y, Hao R, Yu S, Wang C, Hu G (2020) Comparison of two multi-objective optimization methods for composite radiation shielding materials. Appl Radiat Isotopes 159:109061
Ying D, Xiao F, Zhang H, Lv H, Tan Y, Liu J, Jing F, Tang S (2016) Study on optimization methods of nuclear reactor radiation shielding design using genetic algorithm. Nucl Power Eng 37(4):160–164
Chang L, Zhang Y, Liu Y, Fang J, Luan W, Yang X, Zhang W (2015) Preparation and characterization of tungsten/epoxy composites for γ-rays radiation shielding. Nucl Instrum Methods Phys Res, Sect B 356:88–93
Guo-hui W, Man-li H, Fan-chao C, Jun-dong F, Yao-dong D (2019) Enhancement of flame retardancy and radiation shielding properties of ethylene vinyl acetate based radiation shielding composites by EB irradiation. Prog Nucl Energy 112:225–232
DE Barabash, YA Borovlev, DA Kuznetsov,(2014) Radiation-resistant polymer concrete based on non-isocyanate polyurethanes. In: Anniversary International Conference, Dedicated to the 60-th Anniversary of Belgorod State Technical Universitym V.G. Shukhov (XXI Scientific Readings), vol. 1, pp. 3–10. High Technologies and Innovations, Belgorod.
Afshar M, Morshedian J, Ahmadi S (2019) Radiation attenuation capability and flow characteristics of HDPE composite loaded with W, MoS2, and B4C. Polym Compos 40(1):149–158
G A Aycik, E E Belgin, 2018 Effect of polymer matrix type on electromagnetic radiation shielding performances of PbO reinforced/polyethylene, isophytalic polyester and bisphenolAvinylester based composites. International Journal of Chemistry and Chemical Engineering Systems,3
Atta ER, Zakaria KM, Madbouly AM (2015) Study on polymer clay layered nanocomposites as shielding materials for ionizing radiation. Int J Recent Sci Res 6(5):4263–4269
Fung KL, Xing XS, Li RKY, Tjong SC, Mai YW (2003) An investigation on the processing of sisal fibre reinforced polypropylene composites. Compos Sci Technol 63(9):1255–1258
P. C. Lee, B. R. Kim, S. K. Jeoung, Y. K. Kim, Electromagnetic interference shielding effectiveness of polypropylene/conducting fibre composites. In AIP Conference Proceedings (Vol. 1713, No. 1, p. 120015).AIP Publishing LLC. 2016
Pavlenko VI, Cherkashina NI, Yastrebinsky RN (2019) Synthesis and radiation shielding properties of polyimide/Bi2O3 composites. Heliyon 5(5):e01703
I.V. Stefanenko, Radiation - modified materials and heat-resistant compositions using technogenic raw materials for protection from radiation and background radiation. Volgograd, 2012.
Pavlenko VI (2012) High-performance polymer composite materials for radiation protection. Int Sci Res J 9(40):71–75
GYu. Yurkov, VM Buznik, SV Kondrashov, MI Biryukova, MG Mikheev, VA Bogatov, LV. Chursova, 2013 Magnetic composite materials based ultradispersedpolytetrafluoroethylene and cobalt containing nanoparticles. In: Encyclopedic Reference with the Application “Comments on Standards, Specifications, Certificates”. Publishing House Science and Technology.
Soylu HM, Lambrecht Y (2015) Gamma radiation shielding efficiency of a new lead-free composite material. J Radioanal Nucl Chem 305(2):529–534
Warren-Forward H, Cardew P, Smith B, Clack L, McWhirter K, Johnson S, Wessel K (2007) A comparison of dose savings of lead and lightweight aprons for shielding of 99m-Technetium radiation. Radiat Prot Dosimetry 124(2):89–96
A Barabash, D Barabash, V Pertsev, D Panfilov, 2018 Polymer-composite materials for radiation protection. In Energy Management of Municipal Transportation Facilities and Transport (pp. 352–360).Springer, Cham.
Haque MM, Shamsuzzaman M, Uddin MB, Salahuddin AZM, Khan RA (2019) Fabrication and characterization of shielding properties of heavy mineral reinforced polymer composite materials for radiation protection. European J Eng Res Sci 4(3):15–20
Cadieu L, Kopp JB, Jumel J, Bega J, Froustey C (2020) Temperature effect on the mechanical properties and damage mechanisms of a glass/thermoplastic laminate. J Compos Mater 54(17):2271–2282
Wei Y, Yongsheng L, Mingxi Z, Fang Y, Laifei C (2019) Effect of heat treatment temperature on microstructure and electromagnetic shielding properties of graphene/SiBCN composites. J Mater Sci Technol 35(12):2897–2905
Mu Y, Zhou W, Wan F, Ding D, Hu Y, Luo F (2015) High-temperature dielectric and electromagnetic interference shielding properties of SiCf/SiC composites using Ti3SiC2 as inert filler. Compos A Appl Sci Manuf 77:195–203
Z. Barani, F. Kargar, A. Mohammadzadeh Naghibi, B., Rivera, & A. A. Balandin, High-Temperature Electromagnetic and Thermal Characteristics of Graphene Composites. arXiv preprint . 2020
Nikbin IM, Rafiee A, Dezhampanah S, Mehdipour S, Mohebbi R, Moghadam HH, Sadrmomtazi A (2020) Effect of high temperature on the radiation shielding properties of cementitious composites containing nano-Bi2O3. J Market Res 9(5):11135–11153
A. G. Airale, M. Carello, A. Ferraris, & L. Sisca, Moisture effect on mechanical properties of polymeric composite materials. In AIP Conference Proceedings (Vol. 1736, No. 1, p. 020020).AIP Publishing LLC. 2016
Zhang D, Milanovic NR, Zhang Y, Su F, Miao M (2014) Effects of humidity conditions at fabrication on the interfacial shear strength of flax/unsaturated polyester composites. Compos B Eng 60:186–192
Alawsi G, Aldajah S, Rahmaan SA (2009) Impact of humidity on the durability of E-glass/polymer composites. Mater Des 30(7):2506–2512
Kim SC, Cho SH (2019) Analysis of the correlation between shielding material blending characteristics and porosity for radiation shielding films. Appl Sci 9(9):1765
Belgin EE, Aycik GA (2017) Effect of particle size of mineral fillers on polymer-matrix composite shielding materials against ionizing electromagnetic radiation. J Radioanal Nucl Chem 311(3):1953–1961
Ihueze CC, Obiafudo OJ, Okafor CE (2017) Biofibres in polymer matrixes: an application for auto body fender. Int J Plast Technol 21(1):171–193
E Shehab, W Ma, A Wasim, 2013 Manufacturing cost modelling for aerospace composite applications. In Concurrent Engineering Approaches for Sustainable Product Development in a Multi-Disciplinary Environment (pp. 425–433).Springer, London.
W Ma, Cost modelling for manufacturing of aerospace composites. Thesis is submitted in partial fulfilment of the requirements for the degree of Master of Science. Cranfield University. 2011
Steffens M, Hepp F, Höffgen SK, Krzikalla P, Metzger S, Pellowski F, Santin G, Tiedemann L, Tighe A, Weinand U (2017) Characterization of novel lightweight radiation shielding materials for space applications. IEEE Trans Nucl Sci 64(8):2325–2332
Chen S, Bourham M, Rabiei A (2014) Novel light-weight materials for shielding gamma-ray. Radiat Phys Chem 96:27–37
Li Q, Wei Q, Zheng W, Zheng Y, Okosi N, Wang Z, Su M (2018) Enhanced radiation shielding with conformal light-weight nanoparticle-polymer composite. ACS Appl Mater Interfaces 10(41):35510–35515
Kim SC, Choi JR, Jeon BK (2016) Physical analysis of the shielding capacity for a lightweight apron designed for shielding low intensity scattering X-rays. Sci Rep 6(1):1–7
Rajak DK, Pagar DD, Kumar R, Pruncu CI (2019) Recent progress of reinforcement materials: a comprehensive overview of composite materials. J Market Res 8(6):6354–6374
Boccaccini AR, Erol M, Stark WJ, Mohn D, Hong Z, Mano JF (2010) Polymer/bioactive glass nanocomposites for biomedical applications: a review. Compos Sci Technol 70:1764–1776
Hemath M, MavinkereRangappa S, Kushvaha V, Dhakal HN, Siengchin S (2020) A comprehensive review on mechanical, electromagnetic radiation shielding, and thermal conductivity of fibres/inorganic fillers reinforced hybrid polymer composites. Polym Compos 41(10):3940–3965
Bertolini MC, Ramoa SD, Merlini C, Barra GM, Soares BG, Pegoretti A (2020) Hybrid composites based on thermoplastic polyurethane with a mixture of carbon nanotubes and carbon black modified with polypyrrole for electromagnetic shielding. Front Mater 7:174
Rezaei F, Yunus R, Ibrahim NA (2009) Effect of fibre length on thermomechanical properties of short carbon fibre reinforced polypropylene composites. Mater Des 30(2):260–263
Fan J, Wu J, Ma Y (2020) Effect of different size of PbWO4 particles on EPDM composite for gamma-ray shielding. Int J Mod Phys B 34(07):2050046
Zhang P, Jia C, Li J, Wang W (2020) Shielding composites for neutron and gamma-radiation with Gd2O3@ W core-shell structured particles. Mater Lett. https://doi.org/10.1016/j.matlet.2020.128082
Li R, Gu Y, Wang Y, Yang Z, Li M, Zhang Z (2017) Effect of particle size on gamma radiation shielding property of gadolinium oxide dispersed epoxy resin matrix composite. Mater Res Exp 4(3):035035
Malekzadeh R, Mehnati P, Sooteh MY, Mesbahi A (2019) Influence of the size of nano-and microparticles and photon energy on mass attenuation coefficients of bismuth–silicon shields in diagnostic radiology. Radiol Phys Technol 12(3):325–334
M A Sazali, N K A M Rashid, K Hamzah, 2019 A review on multilayer radiation shielding. In IOP Conference Series: Materials Science and Engineering (Vol. 555, No. 1, p. 012008). IOP Publishing
Hu G, Hu H, Yang Q, Yu B, Sun W (2020) Study on the design and experimental verification of multilayer radiation shield against mixed neutrons and γ-rays. Nucl Eng Technol 52(1):178–184
Kim H, Lim J, Kim J, Lee J, Seo Y (2020) Multilayer structuring of nonleaded metal (bisn)/polymer/tungsten composites for enhanced γ-ray shielding. Adv Eng Mat. https://doi.org/10.1002/adem.201901448
Park S, Kim H, Kim Y, Kim E, Seo Y (2018) Multilayer-structured non-leaded metal/polymer composites for enhanced x-ray shielding. MRS Advances 3(31):1789–1797
Das NC, Maiti S (2008) Electromagnetic interference shielding of carbon nanotube/ethylene vinyl acetate composites. J Mater Sci 43(6):1920–1925. https://doi.org/10.1007/s10853-008-2458-8
Wu Y, Cao Y, Wu Y, Li D (2020) Mechanical properties and gamma-ray shielding performance of 3d-printed poly-ether-ether-ketone/tungsten composites. Materials 13(20):4475
C C Fontainha, N Baptista, T Annibal, L O Faria, 2015 Radiation shielding with Bi 2 O 3 and ZrO 2: Y composites: preparation and characterization.
E Al-Sarray, I Akkurt, K Günoğlu, A Evcin, N Ç Bezir, 2017 Radiation shielding properties of some composite panel. Acta Physica Polonica A. https://doi.org/10.12693/APhysPolA.132.490
A. F. Mkhaiber, A. Dheyaa, 2018 Experimental study of some shielding parameters for composite shields. In Journal of Physics: Conference Series (Vol. 1003, No. 1, p. 012109). IOP Publishing.
A Samkova, P Kulhavy, M Pechociakova 2016 “Optimization parameters of plaster composites,” in Proceedings of the 54th International Conference on Experimental Stress Analysis, Pilsen, Czech Republic, International Nuclear Atlantic Conference - INAC 2015 São Paulo, SP, Brazil, October 4–9
Kinsaraa A, El-Gizawyab AS, Mab X (2016) Characterization of attenuating properties of novel composite radiation shields. J Nucl Med Radiation Therapy 7:316–317
Kozlovskiy AL, Kenzhina IE, Zdorovets MV, Saiymova M, Tishkevich DI, Trukhanov SV, Trukhanov AV (2019) Synthesis, phase composition and structural and conductive properties of ferroelectric microparticles based on ATiOx (A= Ba, Ca, Sr). Ceram Int 45(14):17236–17242
Samkova A, Kulhavy P, Tunakova V, Petru M (2018) Improving electromagnetic shielding ability of plaster-based composites by addition of carbon fibres. Adv Mat Sci Eng. https://doi.org/10.1155/2018/3758364
Sabri JH, Mahdi KH (2019) A comparative study for micro and nano shield of (PbO) composite for gamma radiation. Energy Procedia 157:802–814
Kim J, Seo D, Lee BC, Seo YS, Miller WH (2014) Nano-W dispersed gamma radiation shielding materials. Adv Eng Mater 16:1083–1089
Harish V, Nagaiah N, Kumar HGH (2012) Lead oxides filled isophthalic resin polymer composites for gamma radiation shielding applications. Indian J Pure Appl Phys 50:847–850
Azman NZN, Musa NFL, Razak NNANA, Ramli RM, Mustafa IS, Rahman AA, Yahay NZ (2016) Effect of Bi2O3 particle sizes and addition of starch into Bi2O3–PVA composites for X-ray shielding. Appl Phys A 122:818–827
Du JH, Bai J, Cheng HM (2007) The present status and key problems of carbon nanotube based polymer composites. Express Polym Lett 1:253–273
Vinayagamoorthy R (2017) Influence of fibre surface modifications on the mechanical behaviour of vetiveriazizanioides reinforced polymer composites. J Nat Fibres. https://doi.org/10.1080/15440478.2017.1410513
Anand P, Rajesh D, Senthil Kumar M, Saran Raj I (2018) Investigations on the performances of treated jute/kenaf hybrid natural fibre reinforced epoxy composite. J Polym Res 25:1–9
Vinayagamoorthy R, Rajmohan T (2018) Machining and its challenges on bio-fibre reinforced plastics: a critical review. J Reinf Plast Compos 37:1037–1050
Premnath AA (2018) Impact of surface treatment on the mechanical properties of sisal and jute reinforced with epoxy resin natural fibre hybrid composites. J Nat Fib. https://doi.org/10.1080/15440478.2018.1432002
Ashok Kumar M, Ramachandra Reddy G, RaghavendraRao H, Hemachandra Reddy K, Nanjunda Reddy BH (2012) Assessment of glass/drumstick fruit fibre (moringaoleifera) reinforced epoxy hybrid composites. Int J Polym Mat 61:759–767
Hong CK, Kim N, Kang SL, Nah C, Lee Y-S, Cho B-H, Ahn J-H (2008) Mechanical properties of maleic anhydride treated jute fibre/polypropylene composites. Plast, Rubber Compos 37:325–330
Megat-Yusoff PSM, Latif MA, Ramli MS (2011) Optimizing injection molding processing parameters for enhanced mechanical performance of oil palm empty fruit bunch high density polyethylene composites. J Appl Sci 11(9):1618–1623
Nambiar S, Osei E, Yeow JTW (2013) Polymer nanocomposite-based shielding against diagnostic X-rays. J Appl Polym Sci 127:4939–4946
S Panigrahi, X Li, L Tabil, 2008 Injection moulding processing of flax fibre-reinforced polyethylene biocomposites.In International Conference on Flax and Other Bast Plants, 399–407.
C Fetecau, F Stan, D Dobrea, C Birsan, (2011) Influence of injection molding parameters on mechanical properties of low density polyeyhylene filled with multiwalled carbon nanotubes, Proceedings of the ASME International Mechanical Engineering Congress & Exposition IMECE2011, P. 1–7.
Tissandier C, Fletes RCV, González-Núñez R, Rodrigue D (2012) Microcellular agave fibre-high density polyethylene composites produced by injection molding. J Mater Sci Eng 2(11A):677
Koffi A, Koffi D, Toubal L (2016) Injection molding parameters influence on pe composites parts. Inject Mold 12(10):29–39
Pantani R, Coccorullo I, Speranza V, Titomanlio G (2007) Morphology evolution during injection molding: effect of packing pressure. Polymer 48(9):2778–2790
Ota WN, Amico SC, Satyanarayana KG (2005) Studies on the combined effect of injection temperature and fibre content on the properties of polypropylene-glass fibre composites. Compos Sci Technol 65(6):873–881
Z M Shafka, A E Hannora, M M Sherif, Preparation of lead-polymer nano composite for nuclear shielding applications. Int J Res Appl Sci Engin Technol, 2015, 3.
C Harrison, E Burgett, N Hertel, E Grulke, Polyethylene/boron composites for radiation shielding applications.In AIP Conference Proceedings (Vol. 969, No. 1, pp. 484–491).AIP. 2008
Aygün B, Şakar E, Singh VP, Sayyed MI, Korkut T, Karabulut A (2020) Experimental and Monte Carlo simulation study on potential new composite materials to moderate neutron-gamma radiation. Prog Nucl Energy 130:103538
Author information
Authors and Affiliations
Corresponding author
Additional information
Handling Editor: Catalin Croitoru.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Okafor, C.E., Okonkwo, U.C. & Okokpujie, I.P. Trends in reinforced composite design for ionizing radiation shielding applications: a review. J Mater Sci 56, 11631–11655 (2021). https://doi.org/10.1007/s10853-021-06037-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-021-06037-3