
Abstract
The peritectic reactions, liquid + δ-(ferrite) → γ(austenite) and the related casting problems during fast manufacturing process remain a big challenge for the compositional design and commercial production of high-quality Fe–C–Mn–Si steels. The precise prediction of the peritectic range of composition in steel is important in order to avoid the failure of casting and rolling; however, the effects of alloying elements on the peritectic range are unclear not only due to the large compositional space in alloyed steels but also its occurrence at high-temperature ranges, > 1400 °C. A combination of experimental measurements and thermodynamic modeling was employed to study the effects of alloying elements on the peritectic range for the wide composition ranges of Fe–C–Mn–Si steels. The phase transformation sequences and temperatures of two model Fe–C–Mn–Si steels were evaluated by differential scanning calorimetry (DSC) and in-situ confocal laser scanning microscope (HT-CLSM) and compared with thermodynamic calculation with TCFE9 database. The total number of 1680 phase diagrams is calculated by varying Mn from 0.3 wt% to 3.0 wt%, Si 0.05 wt% to 2.95 wt% and with and without a 0.02 wt% Ti addition. Using linear regression analyses for the calculations, we have predicted the correlation between peritectic ranges and the compositional space of Fe–C–Mn–Si steels. These results are effectively represented by contour plots and linear regression equations to predict the future outcomes of casting practice with their testing accuracy. It is also revealed that the peritectic ranges are influenced by complex elemental interactions, rather than the single-element effects of Mn, Si or Ti.
Graphical abstract
The composition design of widely-applied Fe–C–Mn–Si steels is subject to a strict manufacturing restriction due to peritectic reaction and the related casting problems. This boundary condition is the topic of the current study.

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Fe–C–Mn–Si steels are the most important low-cost steel classes and are widely used in engineering, automotive and pipeline applications, because of their excellent mechanical properties and high formability, make them the most essential system for advanced high-strength steels (AHSS) [1,2,3,4,5,6,7,8,9]. Modification of heat-treatment régimes and thermomechanical processing enables the manufacture of mild steels, high-strength low-alloyed (HSLA) steels, dual-phase (DP) steels, transformation-induced plasticity (TRIP) steels, as well as quenching & partitioning (Q&P) steels, based on Fe–C–Mn–Si steels [1]. The effects of heat-treatment parameters and chemical compositions have been investigated intensively [2,3,4,5,6,7, 10] and efforts have been made to customize steel properties within the compositional space of Fe–C–Mn–Si steels [8, 9].
The challenges caused by scale-up and commercialized production of Fe–C–Mn–Si steels, even though widely discussed from the manufacturing perspective [11,12,13,14,15,16,17,18,19], have received less attention. One such challenge for scale-up is due to the thin-slab casting and direct rolling (TSDR) technology, which has been widely applied for hot strip production in the steel industry because of the fast manufacturing process and energy savings [20]. Compared to the conventional process, it offers energy savings of more than 40% by reducing thermomechanical processes and integrating the conventional blast furnace and converter processes [21,22,23]. Due to the fast solidification speed and a fine dendritic solidification structure, a small centerline segregation effect and uniform slab thickness can be obtained; the microstructural control during casting and the subsequent thermomechanical processes is still, however, challenging, especially for peritectic steel grades. The term peritectic steel grade refers to the steel composition with equivalent carbon concentration in, or close to, the range approximately between 0.09 and 0.17 wt% C, where the peritectic reaction, liquid plus δ-(ferrite) → γ(austenite), is possible during solidification [24]. If the peritectic reaction occurs, the large density difference between the δ- and γ-phases leads to a serious volume shrinkage, which results in the melt drifting away from the mold and forming irregular and uneven solidification shells [25]. These reactions cause many imperfections in steel slabs, such as hot tears, surface defects, depressions or even breakouts. As anticipated, these imperfections are more severe when the cooling rate during casting is increased, which is the case for the TSDR process.
To avoid the peritectic reaction during solidification, it is desirable to have the carbon concentration outside the peritectic range. Since carbon is the cheapest and most effective strengthening element in steels [26], it is of great practical importance to maintain as high a carbon concentration as is physically possible. This must be balanced as too high a carbon concentration can damage weldability [27] and/or introduce undesirable carbide phases in the steel, which affect adversely the mechanical properties [27]. Hence, it is of vital importance to evaluate accurately the peritectic composition range. The most direct and accurate method, albeit expensive, is mold-monitoring during a trail heat in a steel plant, where the casting behavior and subsequent slab surface quality can distinguish among the peritectic grades [13, 15, 28].
Differential scanning calorimetry (DSC), which measures the heat flow change during a heating or cooling process, is currently the most widely applied method for characterizing phase transformation temperatures. Phase transformations appear as thermal peaks or concavities in the DSC curves, thereby yielding the phase transformation temperatures. DSC is also applicable for the high-temperature range of the phase transformation in peritectic-grade steels [29]. All the same, additional knowledge is usually required to determine the phases involved in the corresponding phase transformations based on the peak features of the DSC curves [30]. In-situ observations on high-temperature phase transformations in steels, especially the peritectic transformations, were made possible recently by high-temperature confocal laser scanning microscopy (HT-CLSM) [31,32,33]. The successes to date, however, are mainly in simple systems including binary and ternary systems [33,34,35,36,37,38,39], because the field of observation of HT-CLSM is limited. The application of HT-CLSM to complex systems, like commercial steels, requires a careful regulation of the experimental parameters and relatively high experimental operational skills to identify unambiguously the phase transformations [34, 40,41,42,43]. Optical evidence of the phase transformation sequences is one of the most valuable results of HT-CLSM. Recent recommendations concern the best way to derive phase transformation sequences, and the propensity to peritectic-related surface problems involves employing a combination of DSC and HT-CLSM [28]. In this manner, the phase transformation sequences based on the peak intensity ratios and peak shapes from DSC curves [44] can be compared with results of HT-CLSM observations.
In parallel, a number of computational methods have been implemented to determine the peritectic composition range [28]. The most relevant approach is a linear regression analysis of the empirical equations of the thermodynamic properties, based on data from the calculations of phase diagrams (Calphad) approach [13, 15, 45]. These equations not only maintain the accuracy of the Calphad approach, but can also be applied to a large range of the compositions of steels for the purpose of steel composition designs. For the sake of simplicity, the empirical equations are usually based on calculated phase diagrams for the ternary Fe–C–X or quaternary Fe–C–X–Y systems (X and Y are alloying elements in steels), due to the large number of phase diagrams required for a typical steel’s compositional space [13,14,15, 46]. Unfortunately, this can lead to missing interactions between elements in a multicomponent steel [47]. Additionally, the accuracy is still dependent directly on the quality of the Calphad thermodynamic databases and the discrepancies between the Calphad results and the experimental data have been estimated to be as much as ~ 30% [44]. Recently, a re-optimization of the Fe–C–Mn–Si system, which was conducted by Zheng et al. [48], based on recent DSC measurements [28, 44, 49,50,51], which are included in the TCFE9 version of thermodynamic databases utilized with Thermo-Calc. The TCFE9 database works well in the high-temperature range of simplified systems [48], but its application to commercial steels still requires validation from the additional experimental results. The final arbiter of this problem is the high-quality experimental results.
Herein, we describe the study of the peritectic composition ranges of Fe–C–Mn–Si steels, where the phase diagrams of two commercials steels, calculated with Thermo-Calc (databases TCFE8 and TCFE9), are compared with the results of a combination of DSC experiments and HT-LCSM in-situ observations. The thermodynamic database, TCFE9, is then utilized to calculate the phase diagram for a range of elemental (Mn, Si and Ti) concentration values and to construct contour maps to illustrate the influence of each element. Linear regression equations are also derived to study the influence of each element quantitatively, and the results are related to casting practices.
Experimental and Modeling Methods
Materials and sample characterization
The nominal compositions of two commercial low-carbon Fe–C–Mn–Si steels are given in Table 1 and these elements are commonly found in other grades of Fe–C–Mn–Si steels. Both steels have the same base-composition, 0.07C-0.05P-0.5Si-0.035Al (wt. %) with the difference being in the Mn and Ti concentrations. For simplicity, the two steels are termed Steel A and Steel B, respectively, where Steel A has ~ 1.2 wt% Mn and 0.02 wt% Ti, while Steel B has ~ 0.6 wt% Mn and a residual level of Ti. The steels are hot-rolled and cold-rolled to a thickness of 1.2 mm by the TSDR processes at Nucor Steel Beckley. The as-rolled samples are sectioned, ground and polished with a 1-µm diamond suspension, according to a standard metallography procedure and then etched with a 2% Nital solution for 15 s, before being observed with an optical microscope – Nikon Eclipse MA200.
A LEAP4000X Si local-electrode atom-probe tomography (CAMECA, Madison, WI) was employed to analyze the compositions of atom-probe tomography (APT) nanotips to reveal the compositions of the secondary phases. Picosecond pulses from an ultraviolet laser (355 nm wavelength) at a pulse repetition rate of 500 kHz, a laser pulse energy of 20 pJ per pulse and an average detection rate of 0.01 ions per pulse, were utilized to activate field evaporation of individual atoms. The specimen stage was maintained at 30 K, and the gauge pressure was < 2.0 × 10−11 Torr. Data analyses and three-dimensional (3-D) reconstructions were performed employing the program IVAS 3.8.5 (Cameca, Madison, WI). Compositional information was obtained employing the proximity histogram (proxigram for short) concentration profile methodology for APT [52, 53].
The nanotips for APT experiments were prepared with our standard two-step electropolishing procedure [54]. An APT nanotip blank was first cut and ground to approximately 0.3 × 0.3 × 15 mm3. Initial polishing was performed with a solution of 10 vol% perchloric acid in acetic acid at 15 ~ 20 Vdc at room temperature. This was followed by a manually controlled pulsed final-polishing step using a solution of 2 vol% perchloric acid in butoxyethanol at 10 ~ 15 Vdc at room temperature, to produce a nanotip with a radius < 50 nm.
Differential Scanning Calorimeter (DSC) measurement
High-temperature DSC measurements were taken utilizing a Neztsch DSC model 404 F1 Pegasus with a platinum sensor and type-S thermocouples, at Neztsch Instruments Testing Laboratory (Netzsch Instruments N.A. LLC. Burlington, MA). The sample mass and crucible materials were varied to achieve good signal-to-noise ratios. Two different crucibles: (i) 190 µL Pt–Rh crucibles with an Al2O3 liner and Y2O3 coating with pierced lids and (ii) 85 µL Al2O3 crucible and two different sample weights, 100 mg and 50 mg, were tested and the combination of the 50 mg disk samples in the 85 µL Al2O3 crucible was selected.
The samples were cut from steel sheets and ground to a disk shape, before the sample weight was recorded and the sample was loaded into the high temperature DSC apparatus. The samples were then heated to 1250 °C at 50 °C/min and then to 1600 °C at a slower rate of 10 °C/min, to achieve optimal equilibrium conditions in the peritectic temperature range. All the measurements were taken under an argon protective atmosphere at a flow rate of 50 mL/min to avoid oxidation. The phase transformation temperatures, identified as the peak and onset temperatures, were determined using Proteus software (Neztsch).
High-temperature confocal laser scanning microscope (HT-CLSM) in-situ observations
The in-situ observations were achieved utilizing a Yonekura VL2000DX-SVF17SP HT-CSLM, which includes a confocal laser scanning microscope (CLSM) and an infrared (IR) image furnace. Confocal optics with a violet laser (wavelength = 405 nm) enables high resolution and a high magnification assessment of the moving images and high contrast without interference with the high-intensity radiant light due to IR radiation heating. The HT-CLSM system has been described in detail [30].
The specimen was machined into a cylindrical shape (7.8 mm diam) on steel sheets using electrical discharge machining (EDM) and then polished to a 1-µm diamond suspension and ultrasonically cleaned, before finally being loaded into the Al2O3 crucible (8 mm inner diam and 3.5 mm in depth). All the observations were performed using a protective atmosphere of high-purity argon gas. The specimen’s temperature was measured using a type-R thermocouple installed on the Pt-holder below the Al2O3 crucible, which recorded the temperature at the bottom of the crucible, instead of the specimen’s surface. Careful calibration with the melting points of pure metals, including pure iron and nickel, was conducted prior to the experiment to relate the measured temperature to the temperature at a specimen’s surface [30].
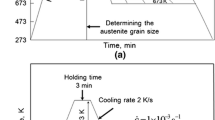
The thermal profiles for the HT-CSLM observation are as follows. The specimen was first pre-heated to 200 °C from room temperature at a heating rate of 40 °C/min, according to instrumental requirements. The specimen was then heated to 1300 °C at 150 °C/min from 200 °C to 1530 °C from 1300 °C at 10 °C/min to obtain complete melting. After maintaining the temperature at 1530 °C for 1.0 min, the specimen was cooled to 1300 °C at 10 °C/min and then to room temperature at 150 °C/min. The microstructural evolution was recorded in real time at 15 frames per second.
Thermodynamic modeling employing Thermo-Calc (TC) calculations
Thermo-Calc software was utilized with the TCFE8 and TCFE9 databases to calculate the phase diagrams [55]. The new database has been improved by the inclusion of the recently published experimental results of phase transformation temperatures in the high temperature range [48] instead of only ab initio calculations [28], although a new version of the database, TCFE10, was published by Thermo-Calc during the preparation of the current manuscript, which does not include any new information about thermodynamic data points in the high temperature range of steels [56].
We adapted the composition space of Fe–C–Mn–Si steels (with and without 0.02 wt% Ti microalloying additions) for the calculation of phase diagrams to derive the corresponding peritectic composition ranges. To cover the two steels investigated experimentally, we added 0.035 wt% Al and 0.05 wt% P, both of which are often added as alloying elements in Fe–C–Mn–Si steels. A total of 1680 septenary phase diagrams, Fe–C–xMn–ySi–0.035Al–0.05P–(0, 0.02)Ti, were calculated, with x, the Mn level, being varied from 0.3 wt% to 3.0 wt% and y, the Si concentration, was varied from 0.05 wt% to 2.95 wt%. Phase diagrams were calculated with the following temperature-concentration grids: 1227 °C (1500 K) and 1627 °C (1900 K) with a temperature interval 10 °C and a carbon concentration below 1.5 wt% with an increment of 0.02 wt%.
To assess the effects of the alloying elements, the key parameters from the phase diagrams were first plotted as contour maps, which were used as the input for the linear regression analysis’s equations. The program Minitab 19 (Minitab LLC) was adapted for multivariable linear regression analyses by analysis of variance (ANOVA) through quadratic terms and the cross-interactions.
Results and discussion
As-rolled microstructure of the model alloys
The as-rolled microstructures of the two steels, Fig. 1, are quite similar. The ferrite grains of both steels, white in the micrographs, are all elongated along the rolling direction and there are also black particles distributed as segmented lines along the same direction. The number density of particles in Fig. 1a is larger than that in Fig. 1b. Additionally, several yellow particles appear in the micrograph of Steel A, which are primary Ti(C,N) precipitates formed during TSDR, because they are of the order of micrometers in diameter.

Optical micrographs: (a) Steel A; and (b) Steel B. The rolling direction is from left-to-right. (c) One APT 3-D reconstruction of a nanotip from Steel A to show the cementite and Ti(C,N) precipitates in steel. An iso-concentration surface of 12.5 at.% C in red delineates the heterophase interface between ferrite and cementite. The Ti(C,N) precipitate is depicted by 2.5 at.% Ti iso-concentration surfaces in green. (d) the concentration profiles across the heterophase interface between ferrite and cementite
Thermodynamic equilibrium predicts the black particles to be cementite, which is the typical microstructure of cold-rolled steels [1]. To determine the exact composition of these particles, a nanotip was studied using APT, the reconstruction of which is presented in Fig. 1c, where the interface is delineated with 12.5 at.% carbon iso-concentration surface. The concentration profiles of Fe, C, Mn and Si atoms are displayed in Fig. 1d, utilizing the proximity histogram (proxigram) methodology [52, 53]. The concentration profiles exhibit small fluctuations even at a nanometer scale as the interface is close to thermodynamic equilibrium after long-time box annealing. The carbon-enriched phase on the right-hand side displays an obvious depletion of Si and a carbon concentration of ~ 22 at.%, where the difference from the stoichiometric ratio (Fe3C, 25 at.%) has been widely reported in the archival literature [57]. A Ti(C,N) precipitate appears at the lower-left edge of the nanotip, with a diameter of a few tens of nanometers, which should be a secondary precipitate and not the primary Ti(C,N) precipitate, Fig. 1a [58].
Phase transformations during heating process in the two model steels
DSC measurement during heating process
The DSC curves for Steel A and Steel B are presented in Fig. 2a, b, respectively. Both curves have two similar peaks: (a) a broad and hardly discernible one at ~ 1450 °C and (b) a sharp and strong peak at ~ 1520 °C. The sharp peaks at ~ 1520 °C correspond to the melting of the steels, and the peak temperature is slightly lower than the melting point of pure iron, 1538 °C. The broad peaks at ~ 1450 °C (magnified in the insets for a clearer view) correspond to the solid-state transformation (γ → δ). The peak range is about 100 °C. The location and intensity of the two peaks confirm that the carbon concentration in the two steels is slightly smaller than in the peritectic range and is categorized as a non-peritectic grade [44]. The phase transformation temperatures marked on the DSC curves confirm that both steels have the same phase transformation sequence, γ → γ plus δ → δ → δ plus L → L, upon heating. The transformation temperatures, Tγ→ γ+δ, Tγ+δ→ δ, TSolid and TLiquid, are labeled as 1402, 1452.9, 1483 and 1523.5 °C for Steel B; and 1412, 1464.2, 1479 and 1520 °C for Steel A, Fig. 2.

High temperature DSC measurement of: (a) Steel A; and (b) Steel B, where the corresponding transformation temperatures are marked with red dots. The small peak circled in black, (a), is due to sample movement at melting [29]
To better understand the effect of alloy composition on the phase transformation temperatures, a horizontal bar plot presented in Fig. 3a displays the starting and finishing points of the phase transformations. The colored blocks in this figure represent the temperature range of the corresponding phase(s). The results confirm that both steels have the same phase transformation sequence as described. The temperature range of the phase fields changes, however, as the composition varies. Comparing Steel A with Steel B, the liquid- and γ-phase boundaries shift to a lower temperature (γ → δ) and to a higher temperature (δ → L), respectively, with the δ-phase field shrinking as the Mn concentration increases. If one adapts the concept of an equivalent carbon concentration (Ceq), then a non-peritectic grade, Steel B, has a smaller Ceq value than Steel A.

(a) Horizontal bar plots indicating the differences in the phase transformation temperatures. The colored blocks represent the temperature range of the corresponding phase(s), with the edges either at the start or finish temperatures of the phase transformation. (b) Transformed molar fraction vs. function of temperature for γ → δ and δ → L transformations during heating
The transformed fraction, f, at the temperature, T, upon heating can be derived based on the integral of the DSC curve as follows:
where S(T) and Speak are the areas under the DSC curves, \({y}_{DSC}\), between the peak onset temperatures, TS and T and the total peak area, respectively. As displayed in Fig. 2b, the transformed fractions for δ → L of the two steels are almost identical, while there is an obvious difference for γ → δ. All the same, the transformed fraction curves for γ → δ display similar slopes, with the major difference being in the transformation temperatures. From the DSC curves, the effective activation energies of the two-phase transformations, γ → δ and δ → L, can be obtained by fitting them to the Johnson–Mehl–Avrami–Kolmogorov (JMAK) equation [59]
where k is a constant related to the transformation activation energy, Q, in an Arrhenius expression, t is time, and n is an exponent. As the equation was proposed for an isothermal process, the following equations were developed for a non-isothermal heating process with a constant heating rate [59]:
where C is a constant, β is the heating rate, R is the ideal gas constant and T is Kelvin. The function p(x) has the form \({\varvec{p}}\left(x\right)={\int }_{x}^{\infty }\frac{exp\left(-u\right)}{{u}^{2}}du\), whose logarithmic form in the region of interest exhibits a linear behavior: \(\text{ln}\left({\varvec{p}}\left(x\right)\right)\approx -5.2813-1.051\text{x}\) [60]. Next, taking the logarithm of Eq. (3) twice yields:
By linearly plotting \(ln\left[-ln\left(1-f\right)\right]\) as a function of the reciprocal temperature, (1/T), the activation energies, Q, for γ → δ are obtained to be 355.3 and 375.9 kJ/mol for Steel B and Steel A, respectively, and for δ → L, the Qs are 643.7 and 654.5 kJ/mol for Steel B and Steel A. The values for Q, the effective activation energy, consists of contributions from both nucleation and growth for the phase transformations [59,60,61,62]. The growth part, due to the nature of a diffusion-controlled phase transformation, should be similar to self-diffusion in pure iron (267 kJ/mol for γ and 259 kJ/mol for δ [63]). The large difference in the values of Q between the two transformations, γ → δ and δ → L, could be due to the difference in nucleation barriers. This agrees with a literature report of a higher nucleation barrier for δ → L than for the γ → δ transformation [30]. Additionally, the difference caused by levels of other alloying elements, e.g., Mn, Si and Ti, is not large for both transformations, which can be explained partly by the weak influence of alloying elements on the activation energy for self-diffusion [64].
In-situ observation by high-temperature laser scanning confocal microscopy (HT-LSCM)
For both steels, the samples reached a fully austenitic microstructure at 1300 °C, which will be considered the start of the following in-situ observations. The in-situ observations by HT-LSCM of phase transformations occurring during heating of Steel A are presented in Fig. 4. At 1421.1 °C, Fig. 4a, the δ-ferrite nucleation first appears simultaneously at grain boundaries and inclusions. These nucleation sites grow slowly as the temperature increases to 1426.2 °C, Fig. 4b, until 1430.1 °C, Fig. 4c, where more nucleation sites of the δ-ferrite phase appear. These δ-ferrite phases grow and coalesce as the temperature increases until large areas of δ-ferrite appear at 1448.9 °C, Fig. 4d. At 1456.5 °C, Fig. 4e, most of the samples have transformed to δ-ferrite, with only a small region of γ-austenite appearing in the lower-left-hand corner. In the meantime, clear grain boundaries are visible in the δ-phase.

In-situ observations of Steel A upon heating. The figures are in the temporal order from (a) to (h). The phases or interesting features are marked using blue letters (with arrows if necessary), and the heterophase boundaries are marked with red dashed lines. Blue dashed lines depict a GB of interest. The scale bar is 100 µm
To evaluate at which temperature the transformation to δ-ferrite is complete, we tracked all the grain boundaries of the γ-austenite phase. Since the δ-ferrite transformation is accompanied by the appearance of new grain boundaries in the same position as the old ones, the disappearance of all the austenite grain boundaries implies the termination of the transformation. Figure 4f, at 1481.1 °C, demonstrates that there are no longer detectable γ-austenite grain boundaries. Additionally, most of the grains display the typical features of δ-ferrite, where the angles between neighboring grain boundaries are ~ 120° [30, 34]. A δ-ferrite grain, marked by dashed blue lines, Fig. 4f. The same grain is displayed in Fig. 4g, h, with increasing temperature, where the movement of the grain boundaries is followed. The results demonstrate that this grain is continuously shrinking as the neighboring grains grow and it exists when the liquid phase appears at the surface. The hexagonal-shaped grain that appears in the center of Fig. 4g, at 1507.1 °C has been observed frequently in δ-ferrite phases [30]. The beginning of melting is, however, not clearly observed. Although the grain boundaries in Fig. 4h appear wider and darker upon heating, which suggests that melting may be occurring at the bottom of the sample [30]. Figure 4h establishes that the sample melted rapidly after the appearance of liquid phases at 1523.8 °C, which is the liquidus temperature of Steel A.
In-situ observations, using HT-LSCM, during heating of Steel B are displayed in Fig. 5. Unlike Steel A, Fig. 4, where δ-ferrite nucleates and grows at different sites almost concurrently, alternatively here the inclusion that serves as the nucleation site for δ-ferrite phase can be clearly distinguished, Fig. 5a. Nucleation commences at this inclusion at 1413.4 °C, Fig. 5b and then an increasing number of δ-ferrite nucleation sites appear at 1422.3 °C, Fig. 5c. The growth of these δ-ferrite phases is obvious when the material is heated to 1436.1 °C, Fig. 5d.

In-situ observations of Steel B upon heating. The figures are in the temporal order from (a) to (h). The phases or interesting features are marked using blue letters (with arrows if necessary) and the heterophase boundaries are indicated with dashed red lines. Blue dashed blue lines indicate a GB of interest. The scale bar is 100 µm
Once all the prior austenite grain boundaries disappear, the steel enters a completely δ-ferrite phase-field, Fig. 5e. Although traces of previous boundaries, including grain boundaries and heterophase boundaries, are still discernible, we only observe new boundaries of δ-ferrite, Fig. 5e at 1460.0 °C. With increasing temperature a hexagonal-shaped δ-ferrite grain appears at 1477.1 °C, Fig. 5f, which is analogous to the one observed in Fig. 4g for Steel A. The δ-ferrite grains grow and coalesce, until there are only a few large grains remaining, Fig. 5g, at 1511.2 °C. Almost all the grain boundaries exhibit angles of 120 °C, Fig. 5g. As the temperature increases to 1518.0 °C, Fig. 5h, liquid phases coexist with δ-ferrite phases, prior to the δ-ferrite phases disappearing, at what is the liquidus temperature for Steel B.
Thermodynamic calculations of the model alloys
Figure 6 displays a schematic illustration of the peritectic reaction in the Fe–C pseudo-binary phase diagram for multicomponent steels, together with the Fe–C binary phase diagram for comparison. The biggest difference in the phase diagrams lies in the three-phase region (L plus δ plus γ, blue shade) in the multicomponent systems, while the binary system displays only a horizontal line. The triple-phase points have the same physical significance for these two systems, concerning the peritectic range and the phase transformation sequences. The carbon concentration below CA (CA’) corresponds to the non-peritectic region, between CA (CA’) and CB (CB’) to the hypo-peritectic region and between CB (CB’) and CC (CC’) to the hyper-peritectic region. These regions have following transformation sequences upon cooling: L → L plus δ → δ → δ plus γ → γ, L → L plus δ → L plus δ plus γ → δ plus γ → γ and L → L plus δ → L plus δ plus γ → L plus γ → γ, respectively. The most critical carbon concentration during casting is the hypo-peritectic region as indicated between the vertical red dashed lines, Fig. 6. This is because the final stage of solidification transforms instantaneously from δ (body-centered cubic, b.c.c.) and γ (face-centered cubic, f.c.c.) phases at the expense of the liquid phases; the f.c.c. and b.c.c. phases have very different densities, which can cause serious imperfections during casting.

Schematic illustration of the peritectic region of the phase diagram in the Fe–C binary system (grey lines) and a multicomponent steel (blue lines). Three triple-phase points, A (A’), B (B’) and C(C’) are labeled, where the prime label is to indicate the changing direction of the triple-phase points from binary to multicomponent steel system. For simplicity, the coordinates of the triple-points, A, B and C, are denoted as (CA, TA), (CB, TB) and (CC, TC) for multicomponent steel system, where the variables C and T represent concentration of carbon and temperature, respectively
The Fe–C pseudo-binary phase diagrams for Steel A and Steel B were calculated employing Thermo-Calc using the thermodynamic databases TCFE8 and TCFE9; the results in Fig. 7, together with the phase transformation temperatures, are measured by DSC and HT-CLSM. As shown schematically in Fig. 6, the overall forms of the phase diagrams for the two steels have the similar features. Database accuracy is critical for phase diagram calculations [12, 14, 15, 48], and we found that TCFE9, Thermo-Calc [48], improves significantly the accuracy of the peritectic reaction calculations. In accord with the literature, the liquidus and solidus curves are almost identical between the databases, Fig. 7, and the differences are barely discernible [47], whereas there are significant differences between the phase boundaries involving the γ- and δ-phases. The two steels display the same shift in direction as indicated by the green arrows, Fig. 7a, b, while their difference lies in the magnitude. The composition with higher Mn and Ti concentrations, Steel A, displays a larger discrepancy between databases. Interestingly, concerning the peritectic grade, both the TCFE8 and TCFE9 databases predict it to be non-peritectic for Steel B, while for Steel A, TCFE8 predicts a hypo-peritectic and TCFE9 predicts a non-peritectic.

Fe–C pseudo-binary phase diagrams of: (a) Steel A and (b) Steel B, calculated using the TCFE9 (solid lines) and TCFE8 (dashed lines) thermodynamic databases. The concentration of alloy elements of Steel A and B other than carbon can be found in Table 1. The corresponding phase transformation temperatures were obtained using DSC measurements and HT-CSLM observations; they are displayed as red and blue markers, respectively, for the sake of comparison, where the same label types represent the same transformations. The green arrows indicate the discrepancy between databases
For comparison, the phase transformation temperatures, measured by DSC and HT-CSLM observations, are presented as red and blue markers, respectively, Fig. 7. Note that one-phase transformation temperature (TSolid, δ → L plus δ) is missing employing the HT-CSLM observations. Both experimental measurements exhibit good agreement with each other, while the differences between the experimental data points and the phase diagrams are acceptable, they suggest that the database could benefit from more experimental data [48]. The results show that the TCFE9 database is preferable and therefore this database should be employed for all further predictions of the peritectic ranges in Fe–C-Mn–Si steels.
The effects of alloying Mn, Si and Ti on the peritectic range using Thermo-Calc calculations
Since it was discovered that the effects of common alloying elements on the peritectic range could be estimated successfully by calculating Fe–C-X ternary systems [12], continuous efforts have been made to reveal the effect of individual alloying elements on the peritectic reaction ranges [13,14,15]. Most of the common elements in commercial steels are now well characterized with respect to the single-element effect on the peritectic ranges [12,13,14,15], but the interactions among elements or the synergistic effects of several elements have only recently been addressed [15]. As discussed, empirical equations often include contributions from different alloying elements based on linear addition rules; hence, a detailed understanding of the interactions of alloying elements within steel systems is critically needed.
We now discuss the effects of Mn, Si and Ti on peritectic ranges for multicomponent steels based on the TCFE9 thermodynamic database. A heatmap of the correlation matrix is presented in Fig. 8a. The variables considered are the concentrations of Mn, Si and Ti and their corresponding phase diagrams information about the triple-phase points for the carbon concentration (CA, CB and CC) and temperatures (TA, TB and TC), as schematically illustrated in Fig. 6. In Fig. 8a, the white colored squares indicate that there is a negligible correlation between the row and column variables and the intensities of the red and blue colors indicate strong positive and negative correlations, respectively. The correlation matrix exhibits a strong correlative behavior with the triple-phase temperatures and triple-phase concentrations.

(a) Heatmap of the correlation matrix omitting the zero terms and the intensities of the red and blue colors indicate strong positive and negative correlations, respectively; (b) the plot of TA, TB and TC as a function of the Si concentration (wt%). The circles are the calculated data and the solid lines come from the corresponding fitting for linear regression analysis. Refer to the figure for the color code and the results of fitting the data to straight lines
The correlations between triple-phase points and individual elements (Mn, Si or Ti) are displayed in the first three rows, respectively, and reveal differences in the behavior of the elements. Silicon displays a weak positive correlation with the triple-phase concentration, but a strong negative correlation with triple-phase temperature. In contrast, Mn has a strong negative correlation with the triple-phase concentration, but a negligible correlation with the triple-phase temperature and Ti shows a very weak negative correlation with the triple-phase temperature and a negligible correlation with the triple-phase concentration.
Figure 8b presents the triple-phase temperatures plotted as a function of Si concentration to illustrate the correlations for this element. TA, TB and TC all decrease as the Si concentration increases and yield good linear fittings, Fig. 8b. Considering the distribution of data points, the variation along the ordinate axis is small, which confirms the weak correlation between the triple-phase temperatures and the concentrations of Mn and Ti.
Figure 9 exhibits the two-dimensional (2-D) contour maps of CA to illustrate the effects of Mn and Si with (solid red lines) and without (blue dashed lines) the addition of 0.02 wt% Ti. The contour curves are similar with or without Ti. The higher CA values appear in the upper-left corner, while the smaller CA values appear on the right side. In general, the contour curves agree partially with the single-element effects [13,14,15]. The increase of Mn decreases CA monotonically [13,14,15]. The increase of Si initially increases CA values as noted in the literature; the further increase of Si, however, decreases the CA values [14]. This demonstrates the importance of concentration ranges when discussing the synergistic effects of Mn and Si. For a level of Si > 2 wt%, the contour curves display almost the same positive slopes, which indicates the independence between Mn increasing and Si decreasing CA. The contour curve behavior when Si < 2 wt% is interesting. When the Mn concentration increases, the contour curves change in a number of ways: (1) positive slopes for a Mn level < 0.5 wt%, indicating the same effect described for Si; (2) vertical lines with an infinite slopes for Mn ~ 1.5 wt%, which indicates a negligible effect of Si, and (3) a negative slope for Mn at ~ 2.5 wt. %. This demonstrates that the interactions between Mn and Si, in determining the CA value, are complex rather than simply linear.

Contour maps for the CA values (based on Thermo-Calc calculations with the TCFE9 database) for the Fe–C–0.05P–0.035Al–xMn–ySi steel with (solid red lines) and without (dotted blue lines) 0.02Ti. (b) The difference between 0 Ti and 0.02 Ti curves multiplied by 100. The lighter green curves are the minor contour lines
Although the contour curves generated with and without 0.02 wt% Ti overlap one another, subtle differences are discernible, Fig. 9a. The results in Fig. 9b are obtained by subtracting the values of the former (with 0.02 wt% Ti addition) from those of the later (without a 0.02 wt. % addition) and multiplying by them 100. The contour curves pass from the upper-left corner to the bottom-right corner and yet exhibit almost the same slopes. A semiquantitative relation is observed in Fig. 9b. At the bottom-left corner (~ 1.0Mn–0.3Si wt%), 0.02 wt% Ti decreases the CA values by 0.0012 wt% carbon, while the same amount of Ti results in an increase of 0.0008 wt% carbon in the upper-right corner (~ 2.8Mn–2.8Si wt%). Since the concentration of Ti in a steel is typically small (< 0.1 wt%), the difference caused by Ti is anticipated to contribute < 5 wt% to the total value of the peritectic ranges, which explains why it is considered to be an insignificant element with respect to the low-carbon side of the peritectic ranges [58].
The contour maps for CB values are displayed in Fig. 10. The effect of Mn and Si in Fig. 10a is similar to that displayed in Fig. 9a, with respect to the shapes of the contour curves, but there are differences in the corresponding absolute values. In contrast, the effect of Ti is dramatically different, Fig. 10b, with most of the contour curves being almost horizontal, suggesting weak interactions between Mn and Ti and a strong coupling between Si and Ti. The effect of Ti more than tripled from ~ 1.5 wt% Si (~ 0.0015 wt% C) to ~ 2.5 wt% Si (> 0.0045 wt% C).

Contour maps for the CB values (based on Thermo-Calc calculations with the TCFE9 database) for the Fe–C–0.05P–0.035Al–xMn–ySi steel with (solid red lines) and without (dotted blue lines) 0.02Ti. (b) The difference between 0 Ti and 0.02 Ti curves multiplied by 100. The lighter green curves are the minor contour curves
The contour maps for the CC values are displayed in Fig. 11. We observed a change in the slopes of the contour curves, which deviates from the results of CA and CB, Figs. 9, 10. In this case, within the range of concentrations tested, the addition of Si increases with Mn decreasing the CC values. This implies that the increase in CC achieved by adding Si is weakened by the addition of Mn. The general horizontal shape of the contour curves in Fig. 11b indicates that Ti is coupled strongly with Si rather than Mn.

Contour maps for the CC values (based on Thermo-Calc calculations with TCFE9 database) for the Fe–C-0.05P–0.035Al–xMn–ySi steel with (red solid-lines) and without (blue dotted-lines) 0.02Ti. (b) The difference between 0Ti and 0.02Ti multiplied by 100. The lighter green curves are the minor contour lines
All the data based on the TCFE9 database are utilized to fit linear regression equations for the triple-phase variables; the results are listed in Table 2 with the corresponding fit quality, (R2) and standard deviation (σ). The coefficient in front of the concentration confirms the corresponding correlations in a quantitative way. The linear regression equations display a very good fit, with R2 values close to 100% and a standard deviation of < 1%. These equations are valid for the concentrations of elements used in the current study, although caution is recommended if they are applied outside of this range. We note that the calculated data points and raw data can still be used to study the effects of alloying elements on the peritectic ranges in a larger compositional space if required.
Linkage with outcomes of casting practices
For casting practices, it is crucial to determine the temperature range at which the steel melt undergoes a peritectic reaction or the temperature bounds of the L plus δ plus γ three-phase regions. As displayed in Fig. 7, the three-phase regions on the phase diagrams have an approximate triangular shape. Herein, we assume that the three-phase regions are exactly triangular with the coordinates of the vertices being (CA, TA), (CB, TB) and (CC, TC). Based on this assumption, we take advantage of the linear regression equations in Sec. 3.3 to derive the phase boundaries for a given steel’s composition. This removes the necessity of performing tedious interpolations of the data points in the calculated phase diagrams. For Fe–C–Mn–Si steels with a composition in the established range, the start (Ts) and finish (Tf) temperatures of the peritectic reaction are estimated as follows:
where C is the carbon concentration and all the other variables can be calculated based on the linear regression equations, Sec. 3.3. We note that the equations are valid for thermodynamic equilibrium, where as an undercooling is as anticipated for real casting practices.
Although theoretically, non-peritectic steels with a carbon concentration < CA are not expected to undergo a peritectic reaction, they are still extremely vulnerable to casting imperfections, especially if the C concentration is close to CA [65]. One cause of casting problems of peritectic steel grades is thermal fluctuation during casting, which can be expressed by the temperature variation coefficient (TVC) [44]:
where Tstd is the standard deviation of the temperature and Tm is the melting temperature of a steel. Experimentally, thermal fluctuations have been shown to be a strong indication of the occurrence of a peritectic reaction and a TVC larger than 1.0 indicates that the steel is vulnerable to casting problems [44]. The δ-length, the temperature range of the δ-ferrite single-phase region, ~ 15 °C, is appropriate to avoid the coexistence of the three phases (liquid, δ-ferrite and γ-austenite). As shown in Fig. 3a, Steel A with a δ-length of ~ 15 °C, calculated from DSC measurements, requires more attention during casting than Steel B with a value of ~ 25 °C, which agrees with plant practices. We note that this is only a phenomenological correlation and more research will be required to make accurate predictions concerning casting behavior based on experiments and Calphad modeling.
Summary and conclusions
This study examined the phase transformation temperatures and sequences of two model Fe–C–Mn–Si alloys (Steel A and Steel B, Table 1) at high temperatures by differential scanning calorimeter (DSC), high-temperature confocal laser scanning microscopy (HT-CLSM) and thermodynamic modeling using Thermo-Calc. A detailed thermodynamic modeling study of the effects of alloying components on the peritectic composition range permits us to reach the following conclusions:
-
Optical microscopy (OM) and atom-probe tomography (APT) reveal that the as-rolled microstructures of model alloys are both ferrite and cementite.
-
DSC measurements demonstrate that both Steel A and Steel B belong to the non-peritectic steel grades with the transformation sequence given by γ → γ plus δ → δ → δ plus L → L, Fig. 2. The activation energies, for γ → δ, are 355.3 kJ/mol and 375.9 kJ/mol, with values for δ → L of 643.7 kJ/mol and 654.5 kJ/mol for Steel B and Steel A, respectively, Fig. 3.
-
HT-CLSM provides unique in-situ observations of the microstructural evolution and phase transformations at the peritectic ranges, Figs. 4, 5 and the results confirm visually the phase transformation sequences obtained by DSC.
-
A comparison of the phase transformation temperatures of the two model steels, A and B, obtained by DSC and HT-CLSM, with the phase diagrams from two thermodynamic databases, demonstrates a better agreement with TCFE9 than with TCFE8. Additionally, the TCFE9 database predicts that both steels are non-peritectic grade, while the TCFE8 database disappointed us, Fig. 7.
-
Contour maps based on phase diagram calculations are utilized to reveal the synergistic effects of Mn, Si and Ti. The results with small concentrations of the alloying elements confirm the single-element effect reported widely in the literature, although increasing the concentrations of the different elements leads to varied and somewhat contradictory effects, Figs. 9, 10, 11. We present derived linear regression models, which are applied easily to estimate the peritectic composition ranges over a large range of compositions.
-
Model predictions can be linked to casting practices by considering the start and finish temperatures of the peritectic reaction for hypo- and hyper-peritectic steel grades and by correlating these values with thermal fluctuations detected in non-peritectic grades. This should benefit the composition design and manufacture of Fe–C-Mn–Si steels.
References
Fonstein N (2015) Advanced high strength sheet steels: physical metallurgy, design, processing and properties. Springer International Publishing, Switzerland
Lee H, Koh HJ, Seo C-H, Kim NJ (2008) Scr Mater 59:83. https://doi.org/10.1016/j.scriptamat.2008.02.030
Dai Z, Ding R, Yang Z, Zhang C, Chen H (2018) Acta Mater 144:666. https://doi.org/10.1016/j.actamat.2017.11.025
Zhang Z-C, Zhu F-X, Li Y-M (2010) J Iron Steel Res Int 17:44. https://doi.org/10.1016/s1006-706x(10)60155-0
Zhu L-J, Wu D, Zhao X-M (2006) J Iron Steel Res Int 13:57. https://doi.org/10.1016/s1006-706x(06)60062-9
Mintz B, Qaban A, Naher S (2020). Mater Des. https://doi.org/10.1016/j.matdes.2020.108601
Navarro-López A, Hidalgo J, Sietsma J, Santofimia MJ (2020). Mater Des. https://doi.org/10.1016/j.matdes.2020.108484
Aslam I, Baskes MI, Dickel DE et al (2019) Materialia 8:100473. https://doi.org/10.1016/j.mtla.2019.100473
S-Y Li (2013) Mechanical EngineeringTexas A & M University,
Chbihi A, Barbier D, Germain L, Hazotte A, Gouné M (2014) J Mater Sci 49:3608. https://doi.org/10.1007/s10853-014-8029-2
Kerr HW, Kurz W (1996) Int Mater Rev 41:129. https://doi.org/10.1179/imr.1996.41.4.129
Kagawa A, Okamoto T (1986) Mater Sci Technol 2:997. https://doi.org/10.1179/mst.1986.2.10.997
Blazek KE, Lanzi O, Gano PL, Kellogg DL (2008) Iron & Steel Technology 5:80
Sarkar R, Sengupta A, Kumar V, Choudhary SK (2015) ISIJ Int 55:781. https://doi.org/10.2355/isijinternational.55.781
Shepherd R, Knopp I, Brass H-G (2015) Iron & Steel Technology 9:77
H Chen, M Long, W He, D Chen, H Duan, Y Huang (2018) Minerals, Metals and Materials Series,
Nassar H, Fredriksson H (2010) Metall Mater Trans A 41:2776. https://doi.org/10.1007/s11661-010-0289-0
Guo J, Wen G (2019) Metals 9:836. https://doi.org/10.3390/met9080836
Agarwal G, Kumar A, Richardson IM, Hermans MJM (2019). Mater Des. https://doi.org/10.1016/j.matdes.2019.108104
Rodriguez-Ibabe JM (2005) Mater Sci Forum 500–501:49. https://doi.org/10.4028/www.scientific.net/MSF.500-501.49
D Zhang (2015) School of Metallurgy and MaterialsUniversity of Birmingham,
Zou J, Tseng AA (1992) Metall Trans A 23:457. https://doi.org/10.1007/Bf02801163
Kaspar R (2003) Steel Res Int 74:318. https://doi.org/10.1002/srin.200300193
Campbell FC (2012) Phase diagrams: understanding the basics. ASM International, Materials Park, OH
Hiebler H, Bernhard C (1999) Steel Research 70:349. https://doi.org/10.1002/srin.199905652
FB Pickering (1975) Microalloying '75Union Carbide Corp., Washington, D.C.
Shome M, Tumuluru M (2015) Welding and joining of advanced high strength steels (AHSS). Woodhead Publishing Cambridge, UK
Presoly P, Pierer R, Bernhard C (2013) Metall Mater Trans A 44:5377. https://doi.org/10.1007/s11661-013-1671-5
Wielgosz E, Kargul T (2014) J Therm Anal Calorim 119:1547. https://doi.org/10.1007/s10973-014-4302-5
Liu T, Long M, Chen D et al (2019) Mater Charact 156:109870. https://doi.org/10.1016/j.matchar.2019.109870
Yin H, Shibata H, Emi T, Suzuki M (1997) ISIJ Int 37:936. https://doi.org/10.2355/isijinternational.37.936
Shibata H, Yin H, Yoshinaga S, Emi T, Suzuki M (1998) ISIJ Int 38:149
Shibata H, Arai Y, Suzuki M, Emi T (2000) Metallurgical and Materials Transactions B 31:981
Hechu K, Slater C, Santillana B, Clark S, Sridhar S (2017) Mater Charact 133:25. https://doi.org/10.1016/j.matchar.2017.09.013
Chikama H, Shibata H, Emi T, Suzuki M (1996) Materials Transactions. JIM 37:620
Arai Y, Emi T, Fredriksson H, Shibata H (2005) Metall Mater Trans A 36:3065
Phelan D, Reid M, Dippenaar R (2006) Metall Mater Trans A 37:985
Liu Z, Kobayashi Y, Yang J, Nagai K, Kuwabara M (2006) ISIJ Int 46:847. https://doi.org/10.2355/isijinternational.46.847
NJ McDonald, S SRIDHAR (2005) J. Mater. Sci. 40: 2411.
K Hechu (2018) University of Warwick,
Guo J, Wen G, Pu D, Tang P (2018) Materials (Basel) 11:571. https://doi.org/10.3390/ma11040571
Handoko W, Pahlevani F, Sahajwalla V (2019) J Mater Sci 54:13775. https://doi.org/10.1007/s10853-019-03859-0
Wan XL, Wei R, Cheng L, Enomoto M, Adachi Y (2013) J Mater Sci 48:4345. https://doi.org/10.1007/s10853-013-7250-8
Presoly P, Xia G, Reisinger P, Bernhard C (2014) BHM Berg- und Hüttenmännische Monatshefte 159:430. https://doi.org/10.1007/s00501-014-0306-5
Miettinen J, Howe AA (2000) Ironmaking Steelmaking 27:212. https://doi.org/10.1179/030192300677516
Bernhard C, Xia G (2006) Ironmaking Steelmaking 33:52. https://doi.org/10.1179/174328106X94717
Xu J, He S, Wu T, Long X, Wang Q (2012) ISIJ Int 52:1856. https://doi.org/10.2355/isijinternational.52.1856
Zheng W-S, Lu X-G, He Y-L, Li L (2017) J Iron Steel Res Int 24:190. https://doi.org/10.1016/s1006-706x(17)30027-4
Presoly P, Bernhard C (2016) IOP Conference Series: Materials Science and Engineering 143:012034. https://doi.org/10.1088/1757-899x/143/1/012034
Presoly P, Pierer R, Bernhard C (2012) IOP Conference Series: Materials Science and Engineering 33:012064. https://doi.org/10.1088/1757-899x/33/1/012064
Presoly P, Six J, Bernhard C (2016). IOP Conference Series: Materials Science and Engineering. https://doi.org/10.1088/1757-899x/119/1/012013
OC Hellman, JA Vandenbroucke, J Rusing, D Isheim, DN Seidman (2000) Microscopy and Microanalysis 6: 437. 10.1017.S1431927600000635
Hellman O, Vandenbroucke J, Rüsing J, Isheim D, Seidman DN (1999) Materials Research Society Symposium - Proceedings 578:395
Gault B, Moody MP, Cairney JM, Ringer SP (2012) Atom probe microscopy. Springer, New York, NY
Andersson JO, Helander T, Hoglund LH, Shi PF, Sundman B (2002) Calphad 26:273. https://doi.org/10.1016/S0364-5916(02)00037-8
Thermo-Calc software AB (2020),
Baik SI, Isheim D, Seidman DN (2018) Ultramicroscopy 184:284. https://doi.org/10.1016/j.ultramic.2017.10.007
Mao X (2019) Titanium microalloyed steels: fundamentals, technology and products. Springer Nature Singapore Pte Ltd, Singapore
Farjas J, Roura P (2006) Acta Mater 54:5573. https://doi.org/10.1016/j.actamat.2006.07.037
Starink MJ (2003) Thermochim Acta 404:163. https://doi.org/10.1016/s0040-6031(03)00144-8
Tomellini M (2013) Thermochim Acta 566:249. https://doi.org/10.1016/j.tca.2013.06.002
Woldt E (1992) J Phys Chem Solids 53:521. https://doi.org/10.1016/0022-3697(92)90096-v
Graham D, Tomlin DH (1963) Phil Mag 8:1581. https://doi.org/10.1080/14786436308207320
Vasilyev AA, Sokolov SF, Kolbasnikov NG, Sokolov DF (2011) Phys Solid State 53:2194. https://doi.org/10.1134/s1063783411110308
Sohn I, Dippenaar R (2016) Metallurgical and Materials Transactions B 47:2083. https://doi.org/10.1007/s11663-016-0675-0
Acknowledgements
This work is financially supported by AO Smith Corporation (Milwaukee, WI, USA). This research made use of the MatCI Facility, which receives support from the MRSEC Program (NSF DMR- 1720139) of the Materials Research Center at Northwestern University and the Northwestern University NUCAPT center, which received support from the NSF-MRI (DMR-0420532) and ONR-DURIP (N00014-0400798, N00014-0610539, N00014-0910781, N00014-1712870) programs and support from the MRSEC program (NSF DMR-1720139) at the Materials Research Center, the SHyNE Resource (NSF ECCS-1542205) and the Initiative for Sustainability and Energy (ISEN) at Northwestern University. QQR acknowledges Xinyi Zou and Prof. Mingfang Zhu at Southeast University for help with preparing samples for HT-CLSM studies and Prof. Weisen Zheng at Shanghai University for providing the Fe–C–Mn–Si thermodynamic databases. We are grateful for the guidance of Dr. P. Presoly from Montanuniversitaet Leoben on the DSC measurement settings. The technological support for the CLSM experiments from Shaanxi Wuhe Technology Co., Ltd., Xi'an, Shaanxi, China, is greatly appreciated.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: P. Nash.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Ren, QQ., Liu, T., Baik, SI. et al. The effects of alloying elements on the peritectic range of Fe–C–Mn–Si steels. J Mater Sci 56, 6448–6464 (2021). https://doi.org/10.1007/s10853-020-05602-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-020-05602-6