
Abstract
The rapid depletion of energy resources is the most serious challenge facing humanity today. Energy consumption by buildings is the largest component of energy consumption, and most of it is in the form of heat loss. Therefore, many buildings use rigid polyurethane foam (PUF) as thermal insulation material to effectively reduce heat loss. However, the greatest disadvantage of PUF is its high flammability. In this work, to reduce the risk of fire caused by PUF, melamine-based polyol containing phosphonate and alkynyl groups (MF3.5 and MB3F3) is synthesized and used to improve the flame retardancy of PUF by replacing common polyether polyol. The effects of MF3.5 and MB3F3 on the physical and mechanical properties, cell morphology, thermal stability and flame retardancy of PUF are systematically studied. The research results show that the flame-retardant polyols have no effect on the thermal insulation properties of PUF, but result in a slight decrease in compressive strength. Thermogravimetric analysis proves that MF3.5 and MB3F3 can increase the temperature of the maximum mass loss rate and reduce the maximum mass loss rate, and significantly increase the char yield at 800 °C. The limiting oxygen index (LOI) value is increased to 24.3%. Cone calorimetry experiments show that MB3F3 reduces the peak heat release rate and total heat release by 28.2% and 30.5%, respectively. Vertical combustion tests show that the average burning rate of the flame-retardant PUF is much slower, and melt-dripping behavior is eliminated. The flame retardancy of PUF is improved mainly through a condensed phase mechanism.
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The rate of global energy consumption is continuously increasing, which accelerates the depletion of energy and leads to supply shortages. Statistics [1] show that energy consumption by buildings, both residential and commercial, in developed countries has steadily increased, accounting for 20–40% of total energy consumption and representing the largest share of energy consumption globally [2,3,4]. Most of the energy consumed in buildings is in the form of heat loss [5], causing serious energy waste. The use of thermal insulation materials in residential and commercial buildings contributes significantly to reducing heat loss. Insulation materials used in buildings mainly include mineral wool, expanded polystyrene (EPS), extruded polystyrene (XPS), phenolic foam (PF) and rigid polyurethane foam (PUF). Among these organic insulation materials, PUF has become the most popular [6,7,8] due to its good performance attributes including excellent thermal insulation, low apparent density, chemical resistance and good mechanical properties. Two of the most widespread applications for PUF insulation are building exterior walls and cold storage. However, PUF is a very combustible material, with fast flame spread and high heat release rates [9,10,11,12,13], which can easily lead to serious fire situations. A number of major fires have occurred in China in recent years, including the Beijing Television Cultural Center (CCTV) fire in 2009 and the teachers’ high-rise apartment fire in Shanghai in 2010 [14], which were due to the highly flammable rigid PUF used in buildings. Thus, improving the flame retardancy of PUF is an essential factor in reducing fire risk [15].
Improving the fire resistance of polymer by chemical incorporation has the advantages of endowing the polymer with permanent flame retardancy, while having little influence on the physical properties and good compatibility with the matrix resin. The development of reactive polyether polyol with good flame retardancy is critical for obtaining PUF material with excellent comprehensive performance that meets fire safety requirements. Due to the advantages of halogen-free, low toxicity, non-corrosive, low smoke, heat and light stability, and good flame retardancy effects, melamine and its derivatives are the most important organic nitrides used as flame retardants [16,17,18]. Organic phosphate is a class of high-efficiency flame retardants widely used in polyurethane [19,20,21]. However, both melamine (or melamine derivatives) and phosphate are generally non-reactive and can only be applied by physical methods. The purpose of this work is to synthesize a flame-retardant polyol by the integration of melamine derivatives, phosphonate and alkynyl, and explore its mechanism and effect on the flame retardancy of PUF.
Experimental
Raw materials
Hexamethoxymethylmelamine (HMMM), which is a colorless, viscous and transparent liquid, was supplied by Jining Baichuan Chemical Co., Ltd. (Shandong, China). 2-Butyne-1,4-diol (BYD, 98%) was obtained from Aladdin Industrial Corporation (Shanghai, China). Diethyl bis(2-hydroxyethyl)aminomethylphosphonate (FRC-6), which is a brown viscous liquid, was received from Zhengzhou Keyulong Chemical Products Co., Ltd (Henan, China). The catalyst p-toluenesulfonic acid monohydrate (p-TsOH) was supplied by Tianjin Guangfu Fine Chemical Research Institute. Polyether polyol (YD-380) was purchased from Jining Baichuan Chemical Co., Ltd. (Shandong, China). Its main parameters were as follows: typical hydroxyl value, 380 ± 10 mg KOH g−1; water content, ≤ 0.15wt%; viscosity (25 °C), 11,500 ± 1000 mPa·s; pH, 5–8. Silicone (8804, stabilizer), 2,4,6-tris(dimethylaminomethyl)phenol (DMP-30, catalyst) and N,N-dimethylcyclohexylamine (PC-8, catalyst) were supplied by Yantai Shunda Polyurethane Co., Ltd. (Shandong, China). Blowing agent 1,1-dichloro-1-fluoroethane (HCFC-141b) was provided by Hangzhou Fushite Chemical Industry Co., Ltd. (Zhejiang, China). Polymethylene polyphenylene isocyanate (PM-200) with viscosity (25 °C) of 197 mPa·s was obtained from Yantai Wanhua Polyurethanes (Shandong, China). The proportion of the NCO group in PM-200 was 31.3 wt%.
The synthesis of flame-retardant polyol
The synthesis route of flame-retardant polyol is shown in Scheme 1, and raw material ratios of different polyol products are given in Table 1. The polyols can be synthesized by various methods. For example, polyol MB3F3 was obtained as follows: (1) 0.1 mol HMMM, 0.3 mol FRC-6 and 0.04 g p-TsOH were added to a three-necked flask equipped with manifold and mechanical stirring for reaction under a nitrogen atmosphere at 122 °C in an oil bath for 4 h; (2) mixture was cooled to 95 °C, and 0.3 mol BYD and 0.02 g p-TsOH were added to the flask and stirred for 12 h; (3) the residual methanol (volatile) was removed by reduced pressure distillation at ~ 70 °C for 1 h to obtain a brown viscous liquid product. Hydroxyl values: MB2.6, 401 mg KOH g−1; MF3.5, 222 mg KOH g−1; MB3F3, 364 mg KOH g−1.

Synthesis route of flame-retardant polyol
Herein, we assumed that the average functionalities of MF3.5 and MB3F3 were \(x\) and \(y\) \((x \in [0, 3.5];y \in [0, 6])\); the phosphorus content was \(P_{x}\) and \(P_{y}\), respectively. According to the relative molecular weights and molar ratios of the raw materials in Table 1, the \(P_{x}\) and \(P_{y}\) can be calculated, respectively:
The phosphorus content was lower in MB3F3 than in MF3.5. Similarly, it can be proved that the nitrogen content of MB3F3 was lower than that of MF3.5.
Preparation of rigid PUF
The rigid PUF was prepared by a one-pot method. According to the formulations in Table 2, the weighed polyols YD-380 and MF3B3 (or MF3.5), silicone (4 g), PC-8 (1.5 g), DMP-30 (1.5 g), HCFC-141b (32 g) and water (1 g) were added to a plastic cup of ~ 1 L and stirred with a high-speed shear mixer to obtain a homogeneous premix. The mixture was vigorously stirred again at ~ 3000 rpm for 10–15 s after adding PM-200 (150 g) to the premix, then rapidly poured into an open mold with dimensions of 200 mm × 150 mm × 300 mm to freely rise into a foam. The cream, gel and tack-free times of the samples are shown in Fig. 1, and they reveal that MB3F3 and MF3.5 had no evident influence on the reaction kinetics. After being kept for a few days, all foams were cut into specific shapes and dimensions according to different evaluation standards. MB3F3 or MF3.5 partially replaced YD-380 according to their hydroxyl values. The foam samples were labeled as Control-PUF for the non-flame-retardant polyol sample, 19.0%MF3.5-PUF for the sample containing 19.0 wt% MF3.5, and similarly for the other samples, as shown in Table 2.

The kinetic parameters for the production of PUF
Measurements and characterization
FTIR spectroscopy was performed in the range of 4000–400 cm−1 over 32 scans at a resolution of 4 cm−1, using a Nicolet 6700 spectrometer.
1H-NMR spectra were recorded using a Bruker AVANCE III 600 MHz instrument at room temperature using acetone-d6 as solvent.
The limiting oxygen index (LOI) was determined using a Motis COI oxygen index (Motis Fire Technology (China) Co., Ltd.) according to ISO standard 4589-2:2017. Sample dimensions were 10 mm × 10 mm × 100 mm.
Based on the ANSI/UL 94 standard, a vertical burning test was performed on samples with dimensions of 256 mm × 19 mm × 19 mm using a UL-94 horizontal-vertical burning instrument. Each sample was tested three times, and the results were averaged.
The combustion experiment was performed according to ISO 5660-1:2015 via an R-S/FTT0007 cone calorimeter device under a 35 kW m−2 heat flux. The foam size was 100 mm × 100 mm × 25 mm, and the results reported were the averages of two tests.
Smoke density was measured in accordance with ASTM D2843-2016 using a JCY-2 building material smoke density instrument (Nanjing Jiangning District Analytical Instrument Factory). Sample sizes were 25 mm × 25 mm × 10 mm. After the sample was ignited, the light absorption rate was recorded and plotted versus time, with maximum smoke density indicated by the highest point on the curve. The smoke density rating was calculated by dividing the area under the curve of light absorption rate versus time by the total graph area and multiplying the result by 100.
Apparent density was calculated according to ISO standard 845:2006, and the volumes of the specimens exceeded 100 cm3.
The compressive strength was tested using a CMT4101 electronic universal testing machine according to ISO 844:2014 with sheet sizes of 50 mm × 50 mm × 50 mm. The average value of three tests was reported.
The thermal conductivity of foam with dimensions of 30 mm × 30 mm × 2 mm was recorded at room temperature with a TC3200 hot wire universal thermal conductivity instrument (Xi’an Xiaxi Electronics Co., Ltd.). The results were reported as the average of five tests.
Thermogravimetric (TG) analysis was performed using a TG analyzer (NETZSCH TG 209 F1) at a heating rate of 10 °C min−1. Samples were heated from 40 °C to 800 °C under dynamic nitrogen flow of 50 mL min−1.
Sample micro-morphology was observed using an SU8020 scanning electron microscope (SEM) (Hitachi Co., Ltd., Japan) equipped with an energy-dispersive spectrometer (EDS). A conductive platinum coating was sprayed on samples before observation. The operation was conducted at accelerating voltage of 15 kV under a high vacuum at room temperature.
A PHI Quantera II SXM X-ray photoelectron spectroscope (XPS, Ulvac-PHI, Japan) with an Al-Kα excitation source was used to analyze the combustion residue and charge calibration with reference to Cls (284.6 eV).
Results and discussion
Flame-retardant polyol synthesis
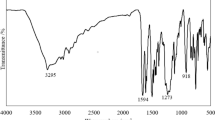
The 1H-NMR and FTIR spectra of the volatile compound collected in the synthesis process are shown in Fig. 2. There were only two signal peaks at 3.5 ppm and 3.3 ppm in 1H-NMR, and their area integral ratio was 1:2.99, which is consistent with the chemical structure of methanol (δ = 3.5 ppm, OH; δ = 3.3 ppm, CH3). Moreover, the FTIR spectrum was highly similar to the standard spectrum of methanol (3310 cm−1, OH stretching vibration; 2945 cm−1 and 2830 cm−1, C–H asymmetric and symmetrical stretching vibration; 1450 cm−1, C–H bending vibration; 1122 cm−1 and 1022 cm−1, C–O characteristic vibration). These results confirm that the volatile was methanol.

1H-NMR and FTIR spectra of volatile
Figure 3 shows the 1H-NMR results for the raw materials and products. A peak attributed to the proton in –NCH2O– (~ 5.1 ppm) is observed; however, it has obviously changed in peak shape and chemical shift. After reaction, the sharp resonance peak at 5.1 ppm of HMMM changed into two wide signal peaks of product MB2.6, so the polyols MF3.5 and MB3F3 also changed. The area integral ratio between the peaks at about 5.1 ppm and 3.3 ppm (attributed to –OCH3) reduced to 1:1 of MB2.6 and MF3.5 from 1:1.5 of HMMM (–NCH2O– and –OCH3). This indicates that the number of –OCH3 in the products decreased. In sum, Figs. 2 and 3 show that the raw material HMMM reacted with BYD or FRC-6 and formed flame-retardant polyol.

1H-NMR of different polyol products
Physical–mechanical properties
Good physical and mechanical properties are very important for application of PUF. The thermal conductivity, compressive strength and apparent density of the PUF materials containing MF3.5 or MB3F3 were tested and are shown in Table 3 and Fig. 4, respectively.

Compressive strength and apparent density of PUF
Table 3 shows the thermal conductivity of different PUF samples. Among all studied PUF foams, the fluctuation range of thermal conductivity did not exceed 2.6%; that is to say, there was no significant change in the thermal conductivity of any of the foams compared with the value of 2.73 × 10−2 W m−1 K−1 for the Control-PUF. Figure 4 shows that foam apparent density exhibited a slight fluctuation with the increase in MB3F3, with the 12.6%MB3F3-PUF sample having the highest apparent density of 30.2 kg m−3 and 17.9%MB3F3-PUF having the lowest apparent density of 26.4 kg m−3, 8.6% higher and 5.0% lower than the Control-PUF, respectively. The apparent density of the 19.0%MF3.5-PUF was 6.8% higher than that of the Control-PUF, which could be because the amount of polyol MF3.5 increased while the amount of the blowing agent was kept constant. Although the apparent density was greater, the compressive strength of 19.0%MF3.5-PUF decreased by 10% compared to 0.2 MPa for the Control-PUF. However, among the foams with MB3F3, the compressive strength of 12.6%MB3F3-PUF was increased to 0.25 MPa due to its higher apparent density. With the increase in MB3F3 in the foams, both 17.9%MB3F3-PUF and 23.2%MB3F3-PUF exhibited lower compressive strength than the Control-PUF. As shown by the 19.0%MF3.5-PUF, this result is attributed to the negative effect of FRC-6 on compressive strength. The synthesized flame-retardant polyol MF3.5 and MB3F3 showed no influence on the thermal isolation capability of PUF, based on the slight difference in the apparent density of the samples.
SEM images showing the cell micro-morphology for all studied foams are presented in Fig. 5, where it can be seen that the flame-retardant polyol improved the volume uniformity of the cells in comparison with the Control-PUF. This was because the foaming rate more closely matched the gelation time in the flame-retardant PUF. In addition, relatively small cell volumes resulted in higher foam density of 19.0%MF3.5-PUF and 12.6%MB3F3-PUF, whereas larger cells in 17.9%MB3F3-PUF resulted in lower apparent density. Apart from the slight difference in cell volume, no change in the micro-morphology of the foams was evident. As a result, the difference in thermal conductivity was negligible. In summary, the synthesized flame-retardant polyol resulted in a slight reduction in compressive strength and had no significant effect on the thermal isolation capability of PUF.

SEM images (×50) of different PUF samples
Thermal stability
The thermal stability and degradation of material was investigated by TG analysis. Figure 6 depicts the TG and differential TG (DTG) curves for all of the prepared PUF samples under a nitrogen atmosphere, and Table 4 shows the corresponding test data including the onset decomposition temperature, corresponding to 5% mass loss of sample (Tonset), the temperatures (Tmax1 and Tmax2) of the maximum mass loss rates (MLRmax1 and MLRmax2) in the first and second degradation stage, and the residual yield at 800 °C.

TG and DTG curves of different PUF
It can be seen from Table 4 that the Tonset for the flame-retardant PUF with MB3F3 gradually decreased from 156.3 °C for 7.2%MB3F3-PUF to 142.5 °C for 17.9%MB3F3-PUF, and the Tonset of 23.2%MB3F3-PUF was close to that of 17.9%MB3F3-PUF, which was lower than the Tonset of the Control-PUF. In particular, the Tonset of 19.0%MF3.5-PUF was 30 °C lower than that of the Control-PUF at 171.2 °C, which suggests that the phosphorous-containing composition of FRC-6 decreased the Tonset of PUF. The Tonset of the flame-retardant PUF gradually decreased with increasing MB3F3. The Tmax1 values for all flame-retardant PUF in the first degradation stage were higher than the 240.7 °C of the Control-PUF because of the thermally stable triazine ring structure from HMMM [22,23,24]. The MLRmax1 of 19.0%MF3.5-PUF was 7.14% min−1, slightly higher than the 5.74% min−1 of the Control-PUF, and the other samples showed no evident change in MLRmax1. In the second degradation stage, 12.6%MB3F3-PUF and 23.2%MB3F3-PUF had the highest Tmax2 of 394.7 °C and the lowest Tmax2 of 369.2 °C, respectively; the latter was ~ 14 °C lower than theTmax2 of the Control-PUF. As the loading of flame-retardant polyols increased, it is clear that the MLRmax2 progressively decreased, from 6.11% min−1 for the Control-PUF to 2.71% min−1 for the 23.2%MB3F3-PUF. The residual polymer yield at high temperature is closely related to flame retardant efficiency [25, 26]. Figure 6a reveals that the char yield at 800 °C increased with the increase in MB3F3 loading. The 23.2%MB3F3-PUF obtained the highest char yield of 21.7%. The data in Table 4 show that the Control-PUF had poor charring ability, producing the smallest char yield of 1.4%. These results indicate that the synthesized flame-retardant polyols effectively promoted the formation of a stable char layer by the PUF during combustion, which was attributed to the dehydration effect of phosphorus and the good thermal stability of the triazine ring. In conclusion, MB3F3 decreased the onset decomposition temperature due to the incorporated FRC-6 content, but improved the temperature at the maximum rate of mass loss and reduced the maximum mass loss rate, significantly increasing the char yield at high temperature.
Fire behavior
The combustion properties of the PUF materials containing MF3.5 and MB3F3 were investigated by LOI, cone calorimetry, smoke density and vertical burning tests. The main results of cone calorimetry were able to effectively simulate the burning behaviors of materials, and are listed in Table 5, and the curves of heat release rate (HRR) and total heat release (THR) are shown in Fig. 7. It can be confirmed that the HRR peak value (p-HRR) of the PUF with MF3.5 and MB3F3 was significantly lower than that of the Control-PUF, and p-HRR exhibited a gradual decreasing trend with the increase in flame-retardant polyol loading. Compared with the Control-PUF, the p-HRR of the 19.0%MF3.5-PUF was 257.8 kW m−2 lower than most PUF samples due to the good flame retardancy of MF3.5, and the THR was evidently reduced to 9.9 MJ m−2. The 23.2%MB3F3-PUF possessed the lowest p-HRR of 247.7 kW m−2, a decrease of 28.2%. The THR of 12.6%MB3F3-PUF was a bit higher than 13.1 MJ m−2 of the Control-PUF. When the loading of flame-retardant polyol was lower, the PUF in combustion could not form an adequate char layer. Combustion was hindered if an effective char layer covered the surface of the burning PUF at a more flame-retardant polyol loading. Therefore, the THR of 17.9%MB3F3-PUF and 23.2%MB3F3-PUF decreased to 10.5 MJ m−2 and 9.1 MJ m−2, respectively, with the latter decreasing by 30.5%. Moreover, Table 5 shows that the time to ignition (TTI) of all samples was hardly changed, but the time to flameout (TTF) of the flame-retardant PUF was shorter, indicating that the burning PUF was quickly extinguished. Smoke in fire has lethal effects. Samples 7.2%MB3F3-PUF and 12.6%MB3F3-PUF were not able to effectively form a residue layer due to the lower flame-retardant polyol, so their total smoke release (TSR) was higher than that of the Control-PUF. On the other hand, because the 19.0%MF3.5-PUF and 23.2%MB3F3-PUF formed intact and compact char, their TSR decreased from 649.7 m2 m−2 for the Control-PUF to 525.7 m2 m−2 and 506.8 m2 m−2, respectively. The good charring of the prepared PUF enabled effective smoke suppression.

Heat release curves of PUF
In addition to the reduction in p-HRR and THR, numerous intumescent char layers whose surfaces were increasingly intact with increasing flame-retardant polyol loading were observed, as shown in Fig. 8. The increasing amount of residue and intumescent char appearance implied that the MF3.5 and MB3F3 were beneficial for charring, which was corroborated by the high char yield of the TG. The effective combustion heat (THR/TML) of volatiles indicates whether the flame retardant acts in condensed phase or gas phase [27]. Table 5 shows that the THR/TML of the flame-retardant PUF was higher than that of the Control-PUF. The flame-retardant PUF was mainly achieved through a condensed phase mechanism as a result of the intumescent char layer and higher THR/TML. The intumescent char layer also acted to some extent as a barrier to prevent heat transmission to the material below, preventing further degradation [28,29,30]. The smoke density rating (SDR) and maximum smoke density (MSD) shown in Fig. 9 indicate that no increase in smoke release occurred for any samples except 7.2%MB3F3-PUF containing less flame-retardant polyol.

Digital photos of different PUF after cone calorimetry test

Smoke density of PUF
A vertical burning test was applied to better understand the combustion behaviors of the PUF materials. Figure 10 shows vertical burning test photos of all PUF with the same dimensions of 256 mm × 19 mm × 19 mm, illustrating the change in the flame with time. The Control-PUF was an extremely flammable sample; its combustion was accompanied by an exuberant flame and many droplets. When the content of MB3F3 was as low as 7.2%, less melt dripping (Fig. 10c) also appeared during the combustion process of PUF that was able to ignite the absorbent cotton below. In contrast, there was no melt dripping behavior except 7.2%MB3F3-PUF after all PUF were ignited. The average burning rates (Table 6) of the flame-retardant PUF samples were significantly slower than that of the Control-PUF of ~ 24.7 mm s−1. In particular, with the higher MB3F3 content, the 23.2%MB3F3-PUF had no precise average burning rate, as its flame spread only along the surface, leading to incomplete burning with much residue, and self-extinguished when ignited again. The 19.0%MF3.5-PUF remained in a rod-shaped residue after burning, and the residue was regularly altered from shapeless, breakable rod-shaped to rod-shaped (see Fig. 10) with increasing MB3FF3. Finally, an incompletely burning sample bar was obtained from the 23.2%MB3F3-PUF. Generally, PUF without flame retardancy produced molten oligomers because of its degradation, causing the melt drippings. When MF3.5 and MB3F3 were applied in the PUF, the thermostable triazine ring and excellent charring ability of the PUF promoted oligomers to form non-molten residue. As a result, melt dripping behavior was eliminated and a rod-shaped residue was formed.

Flame burning state during vertical burning test of the PUF. a Control-PUF; b 19.0%MF3.5-PUF; c 7.2%MB3F3-PUF; d 12.6%MB3F3-PUF; e 17.9%MB3F3-PUF; f 23.2%MB3F3-PUF
The photos of different PUF after the LOI test are shown in Fig. 11, which confirm that the flame-retardant PUF possessed excellent charring properties. The LOI data are given in Table 6, and show that the LOI values of various PUF samples changed in proportion to the increase in flame-retardant polyol, reaching 24.3% for the 17.9%MB3F3-PUF and 23.2%MB3F3-PUF, significantly higher than the Control-PUF, at 20.4%. It is clear that both 12.6%MB3F3-PUF and 17.9%MB3F3-PUF contained alkynyl groups, and had lower phosphorus and nitrogen content than 19.0%MF3.5-PUF, because the content of the two elements in MB3F3 was lower than that in MF3.5 (see the last paragraph in “The synthesis of flame-retardant polyol”). In particular, the LOI values of 12.6%MB3F3-PUF and 17.9%MB3F3-PUF were higher than that of 19.0%MF3.5-PUF, at 23.3%, which contained no alkynyl groups. Table 6 shows that the 12.6%MB3F3-PUF and 17.9%MB3F3-PUF samples exhibit vertical burning results comparable to that of 19.0%MF3.5-PUF, even though they contained less phosphorus and nitrogen. The BYD component showed a synergistic effect that significantly improved the flame retardancy of the PUF. When an alkynyl group was incorporated into the polyol structure, a cross-linking reaction took place with BYD during combustion.

Digital photos of different PUF samples after LOI test. a Control-PUF; b 19.0%MF3.5-PUF; c 7.2%MB3F3-PUF; d 12.6%MB3F3-PUF; e 17.9%MB3F3-PUF; f 23.2%MB3F3-PUF
Residue analysis
Combustion residues from cone calorimetry were observed by SEM (Fig. 12) to determine the condensed phase mechanism. The char surface of the 19.0%MF3.5-PUF was very uneven and had very few holes. Charring during foam combustion is a process of shrinking volume. When a small amount of residue formed during combustion is not enough to cover the entire combustion area, cracks or holes will appear on the residue surface, which thus cannot form an effective char barrier. The 7.2%MB3F3-PUF produced less residue, and formed a worse char surface. With increasing MB3F3 in the PUF samples, an increasing amount of residues with a certain strength covered the entire burning area, forming a smoother and thicker char surface and inhibiting burning. Ultimately, 23.2%MB3F3-PUF had the best residual barrier, which was very flat and had no obvious holes, in contrast to that of the Control-PUF. This smooth and dense char layer hindered gases that originated from degradation from diffusing into the air, resulting in a reduction in fuel. Thus, the values of p-HRR and THR decreased. Meanwhile, the char layer weakened the degradation reaction of the material, acting as a barrier against heat transmission to the material below to a certain degree [31, 32].

SEM images (×100) of char layer from cone calorimetry
Because phosphorus plays an important role in improving the flame retardancy of PUF, it is necessary to investigate the distribution and content of phosphorus in the residue. As shown in Fig. 13, the phosphorus mapping provided by EDS reveals that phosphorus was evenly distributed in the residue, with 19.0%MF3.5-PUF having similar content to 7.2%MB3F3-PUF, although the former contained significantly more phosphorus in the foam. This suggests that some phosphorus volatilized from the 19.0%MF3.5-PUF during combustion, while in the 7.2%MB3F3-PUF the phosphorus remained in the residue because of the better charring ability of MB3F3. Furthermore, phosphorus content of 10.48 wt% and 20.24 wt% was found in the external and internal char of the 23.2%MB3F3-PUF, respectively; thus the external char clearly had less phosphorus than the internal char. That is to say, the external char prevented further volatilization of phosphorus from the internal char.

Phosphorus element distribution in char (×300) of typical samples
The chemical states of carbon, nitrogen, oxygen and phosphorus in residues were analyzed by XPS for an in-depth study of the condensed phase mechanism. As shown in Fig. 14, carbon existed in three states, including C–C/CH/C=C (peak C1, graphitized carbonaceous materials), C–O–C/C-NH/C=N (peak C2) and O=C (peak C3). Focusing on the C1s results, it can be seen that the internal and external char of 7.2%MB3F3-PUF had only a small difference in the content of graphitized carbonaceous materials (46.3% and 50.0%), whereas differences in content were clear in both 19.0%MF3.5-PUF and 23.2%MB3F3-PUF (62.9% and 49.2%, 73.1% and 56.3%, respectively). In addition, all flame-retardant samples shared a common characteristic wherein the content of peak C3 in the internal char was significantly less than that in the external char. In particular, the peak C3 was not found in the internal char of the 19.0%MF3.5-PUF and 23.2%MB3F3-PUF even though it existed in the internal char of the 7.2%MB3F3-PUF. This was because only a few residues on the surface were weakly oxidized during combustion, while the internal residues were not oxidized due to the shielding effect of the surface char. Once the residue amount was too low to protect the material below, further oxidation was able to occur. Therefore, the peak C3 existed in the internal char of the 7.2%MB3F3-PUF. Among the PUF residues, no differences in the chemical state of nitrogen, oxygen or phosphorus elements were evident. The peak N1 and N2, which mainly came from HMMM and PM-200, belonged to imine (-N=) and amine (-NH-), respectively. The O1s spectrum confirmed the presence of carbon–oxygen (peak O2) and phosphorus-oxygen (O1) substances in residues, and phosphoric acid compounds (peak P1, PO43−; peak P2, H3-xPO3−x4 ) were observed in the P2p spectrum, which indicated that the flame-retardant PUF produced phosphoric acid as dehydrating agent during combustion, improving the charring ability.

XPS spectrum of PUF residues from combustion experiment
Conclusion
Melamine-based polyol containing phosphonate and alkynyl, MF3.5 and MB3F3, were synthesized and used to improve the flame retardancy of PUF by replacing common polyol. As a result, MF3.5 and MB3F3 were bound to the cross-linked network structure of PUF. The effects of MF3.5 and MB3F3 on the physical and mechanical properties, thermal stability and flame retardancy were studied in detail. The results show that the synthesized flame-retardant polyol improved the volume uniformity of cells relative to the Control-PUF. The fluctuation range of thermal conductivity did not exceed 2.6%, and the thermal insulation capability of the PUF exhibited no significant change, while a slight reduction in compressive strength was observed. MB3F3 decreased the onset decomposition temperature due to FRC-6 composition, but increased the temperature of the maximum mass loss rate and reduced the maximum mass loss rate, significantly increasing the char yield at high temperature, from 1.4% for the Control-PUF to 21.7% for the 23.2%MB3F3-PUF. This was because the flame-retardant PUF generated phosphoric acid as a dehydrating agent, promoting the formation of char. With the increase in MB3F3, because the good char layer acted as a barrier, 23.2%MB3F3-PUF demonstrated the lowest p-HRR of 247.7 kW m−2 and THR of 9.1 MJ m−2, which were 28.2% and 30.5% lower than those of the Control-PUF, respectively. A LOI value of 24.3% was obtained compared with the Control-PUF. Moreover, the flame-retardant polyol eliminated molten droplets and slowed the average burning rate of the PUF. Finally, residue analysis indicated that the PUF samples with high loading of flame-retardant polyol formed a smooth and dense char surface, and the internal residue contained more graphitized carbonaceous materials and less O=C structure than the external residue. The char layer was a good barrier and exerted an excellent protective effect on the foam matrix below. Consequently, the flame retardancy of PUF was improved mainly by a condensed phase mechanism.
References
Perez-Lombard L, Ortiz J, Pout C (2008) A review on buildings energy consumption information. Energy Build 40:394–398
Allouhi A, El Fouih Y, Kousksou T, Jamil A, Zeraouli Y, Mourad Y (2015) Energy consumption and efficiency in buildings: current status and future trends. J Clean Prod 109:118–130
Huberman N, Pearlmutter D (2008) A life-cycle energy analysis of building materials in the Negev desert. Energy Build 40:837–848
Cai WG, Wu Y, Zhong Y, Ren H (2009) China building energy consumption: situation, challenges and corresponding measures. Energy Policy 37:2054–2059
Al-Homoud MS (2005) Performance characteristics and practical applications of common building thermal insulation materials. Build Environ 40:353–366
Zhang C, Bhoyate S, Ionescu M, Kahol PK, Gupta RK (2018) Highly flame retardant and bio-based rigid polyurethane foams derived from orange peel oil. Polym Eng Sci 58:2078–2087
Xu ZB, Tang XL, Zheng JY (2008) Thermal stability and flame retardancy of rigid polyurethane foams/organoclay nanocomposites. Polym-Plast Technol Eng 47:1136–1141
Ding HY, Wang JF, Liu J, Xu YZ, Chen RQ, Wang CP, Chu FX (2015) Preparation and properties of a novel flame retardant polyurethane quasi-prepolymer for toughening phenolic foam. J Appl Polym Sci 132:42424
Visakh PM, Semkin AO, Rezaev IA, Fateev AV (2019) Review on soft polyurethane flame retardant. Constr Build Mater 227:116673
Bhoyate S, Ionescu M, Kahol PK, Chen J, Mishra SR, Gupta RK (2018) Highly flame-retardant polyurethane foam based on reactive phosphorus polyol and limonene-based polyol. J Appl Polym Sci 135:46224
Kirpluks M, Cabulis U, Zeltins V, Stiebra L, Avots A (2014) Rigid Polyurethane foam thermal insulation protected with mineral intumescent mat. Autex Res J 14:259–269
Thirumal M, Khastgir D, Nando GB, Naik YP, Singha NK (2010) Halogen-free flame retardant PUF: effect of melamine compounds on mechanical, thermal and flame retardant properties. Polym Degrad Stabil 95:1138–1145
Zhu H, Xu SA (2019) Synthesis and properties of rigid polyurethane foams synthesized from modified urea-formaldehyde resin. Constr Build Mater 202:718–726
Wang SP, Chen HX, Zhang LH (2014) Thermal decomposition kinetics of rigid polyurethane foam and ignition risk by a hot particle. J Appl Polym Sci 131:39359
Fournier D, De Geest BG, Du Prez FE (2009) On-demand click functionalization of polyurethane films and foams. Polymer 50:5362–5367
Chiu SH, Wang WK (1998) Dynamic flame retardancy of polypropylene filled with ammonium polyphosphate, pentaerythritol and melamine additives. Polymer 39:1951–1955
Chen MJ, Shao ZB, Wang XL, Chen L, Wang YZ (2012) Halogen-free flame-retardant flexible polyurethane foam with a novel nitrogen-phosphorus flame retardant. Ind Eng Chem Res 51:9769–9776
Horacek H, Grabner R (1996) Advantages of flame retardants based on nitrogen compounds. Polym Degrad Stabil 54:205–215
Saihi D, Vroman I, Giraud S, Bourbigot S (2005) Microencapsulation of ammonium phosphate with a polyurethane shell part 1: coacervation technique. React Funct Polym 64:127–138
Saihi D, Vroman I, Giraud S, Bourbigot S (2006) Microencapsulation of ammonium phosphate with a polyurethane shell. Part II. Interfacial polymerization technique. React Funct Polym 66:1118–1125
Lorenzetti A, Modesti M, Besco S, Hrelja D, Donadi S (2011) Influence of phosphorus valency on thermal behaviour of flame retarded polyurethane foams. Polym Degrad Stabil 96:1455–1461
Lubczak J, Chmiel-Bzukiewicz E, Duliban J, Glowacz-Czerwonka D, Lubczak R, Lukasiewicz B, Zarzyka I, Lodyga A, Tynski P, Koziol M, Majerczyk Z, Minda-Data D (2014) Polyurethane foams with 1,3,5-triazine ring of improved thermal stability. Przem Chem 93:1690–1697
Chmiel E, Lubczak J, Stagraczynski R (2017) Modification of polyurethane foams with 1,3,5-triazine ring and boron. Macromol Res 25:317–324
Lubczak J, Lukasiewicz B (2012) Oligoetherols and polyurethane foams with 1,3,5-triazine ring and boron atoms. Polymer 57:819–829
Wang C, Wu YC, Li YC, Shao Q, Yan XR, Han C, Wang Z, Liu Z, Guo ZH (2018) Flame-retardant rigid polyurethane foam with a phosphorus-nitrogen single intumescent flame retardant. Polym Adv Technol 29:668–676
Wu NJ, Li XT (2014) Flame retardancy and synergistic flame retardant mechanisms of acrylonitrile-butadiene-styrene composites based on aluminum hypophosphite. Polym Degrad Stabil 105:265–276
Brehme S, Schartel B, Goebbels J, Fischer O, Pospiech D, Bykov Y, Döring M (2011) Phosphorus polyester versus aluminium phosphinate in poly(butyleneterephthalate) (PBT): flame retardancy performance and mechanisms. Polym Degrad Stabil 96:875–884
Li JW, Zeng XD, Kong DZ, Xu H, Zhang LP, Zhong Y, Sui XF, Mao ZP (2018) Synergistic effects of a novel silicon-containing triazine charring agent on the flame-retardant properties of poly(ethylene terephthalate)/hexakis (4-phenoxy)cyclotriphosphazene composites. Polym Compos 39:858–868
Li B, Xu MJ (2006) Effect of a novel charring-foaming agent on flame retardancy and thermal degradation of intumescent flame retardant polypropylene. Polym Degrad Stabil 91:1380–1386
Shi L, Li ZM, Xie BH, Wang JH, Tian CR, Yang MB (2006) Flame retardancy of different-sized expandable graphite particles for high-density rigid polyurethane foams. Polym Int 55:862–871
Hu XM, Wang DM (2013) Enhanced fire behavior of rigid polyurethane foam by intumescent flame retardants. J Appl Polym Sci 129:238–246
Chen CK, Zhao XL, Shi CL, Chen J (2018) Synergistic effect between carbon nanoparticle and intumescent flame retardant on flammability and smoke suppression of copolymer thermoplastic polyurethane. J Mater Sci 53:6053–6064. https://doi.org/10.1007/s10853-017-1970-0
Funding
This research did not receive any specific grants from funding agencies in the public, commercial, or not-for-profit sectors.
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Handling Editor: Gregory Rutledge.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jia, D., Yang, J., He, J. et al. Melamine-based polyol containing phosphonate and alkynyl groups and its application in rigid polyurethane foam. J Mater Sci 56, 870–885 (2021). https://doi.org/10.1007/s10853-020-05266-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-020-05266-2