
Abstract
Nanoindentation measurements of polygonal ferrite (PF), bainitic ferrite (BF) lath, ferrite in granular bainite (GB) and retained austenite (RA) in a low-alloyed multi-phase transformation-induced plasticity steel were carried out in conjunction with electron backscattering diffraction and scanning transmission electron microscopy (STEM). PF returned the lowest hardness followed by ferrite in GB, BF lath and RA. Dislocation glide and austenite-to-martensite transformation can be correlated with the first and second pop-in observed in the load–displacement curve, respectively. The martensite transformation induced by nanoindentation was demonstrated via correlative STEM. Film RA generally shows a higher stability than blocky RA, associated with a larger average onset load for martensite transformation in the former. It is noted that some ferrite in GB had similar hardness to BF lath and some blocky RA grains in GB showed a similar stability to that of film RA between BF lath, which can be attributed to a higher carbon content in GB due to chemical inhomogeneity.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Low-alloyed multi-phase transformation-induced plasticity (TRIP) steel has received significant scientific and industrial interests due to its combination of high strength and formability [1, 2]. These unique mechanical properties result from its multi-phase microstructure and deformation-induced retained austenite (RA)-to-martensite transformation. The latter is responsible for excellent work hardening characteristics and is called the TRIP effect [1, 3]. Processing routes developed to improve the mechanical properties or to lower the cost include cold rolling followed by intercritical annealing [4], hot rolling/thermo-mechanical processing [5, 6], warm rolling [7], fast heating [8] or strip casting [9, 10]. Enhancing the mechanical properties can generally be achieved by microstructure refinement [11] and tuning the RA stability [3, 12]. It is well known that gradual transformation of RA to martensite during straining leads to the best combination of mechanical properties [3]. The factors affecting the stability of RA have been extensively studied, such as its grain size [13], morphology [14], carbon content [15], neighbouring phases [5, 16] and orientation [17].
A significant body of knowledge has been already acquired with respect to the relationships between mechanical properties and microstructures. However, for future design of microstructures and processing schedules, the development of a micromechanical model of multi-phase TRIP steels would be beneficial [18, 19]. For this, a knowledge of the flow behaviour of the constituent phases, namely polygonal ferrite (PF), ferrite in granular bainite (GB), bainitic ferrite (BF) lath and RA, is a prerequisite. It is challenging, however, to directly characterise the flow behaviour of each phase in a fine multi-phase microstructure. Alternatively, nanoindentation provides a direct measure of hardness, which can give an insight into the mechanical behaviour of each phase [20]. Through modelling, the flow behaviour of each phase could be deduced from nanoindentation response [21, 22].
In addition to the knowledge of flow behaviour of each phase, RA stability is also a key factor for developing micromechanical models. Sugimoto et al. [23] found an exponential decrease in RA fraction with an increase in strain using interrupted tensile testing at temperatures of 27–350 °C in a TRIP steel (Fe–0.4C–1.5Si–1.5Mn–0.036Al, wt%). This relationship between RA fraction and strain has been physically explained by the change in chemical free energy during austenite-to-ferrite transformation [24]. Although this relationship has been successfully applied during the simulation of the flow behaviour of TRIP steels [25, 26], it only gives an estimation of the overall stability of RA. On the other hand, nanoindentation can provide a direct indication of the relative stability of individual RA grains in terms of their morphology, grain size, orientation and neighbouring phases. Here, the indicator of RA stability is a pop-in in the load–displacement curve, which is correlated with the onset load of austenite-to-martensite transformation [20, 27,28,29,30].
In the present work, nanoindentation was carried out on the individual constituent phases (PF, ferrite in GB, BF lath and RA) of a low-alloyed TRIP steel combined with electron backscattering diffraction (EBSD). After nanoindentation, site-specific scanning transmission electron microscopy (STEM) was employed for microstructure characterisation under the indents. The hardness of each phase was evaluated and the relative stability of RA with respect to its morphology was analysed. To this end, it is highlighted that the present study is focused on the response of deformation-induced RA-to-martensite transformation, whereas our previous study [31] of the same TRIP steel investigated deformation-induced twinning during nanoindentation.
Experimental details
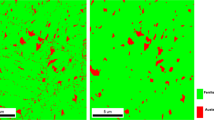
A low-alloyed multi-phase TRIP steel (0.172 C, 1.520 Si, 1.610 Mn, 0.0266 Al, 0.0153 Cu, 0.195 Cr and balance Fe, wt%) was produced using laboratory simulated strip casting technology. The microstructure (Fig. 1) consisted of 50 ± 3% PF, 4.5 ± 0.3% RA and a mixture of BF lath and ferrite in GB with traces of martensite and Widmanstätten ferrite. Different types of ferrite can be easily distinguished by their morphologies. As shown in Fig. 1, PF is large and polygonal; GB comprises blocky RA/martensite among irregular ferrite; BF is defined as film RA/martensite sandwiched by ferritic laths. The processing schedule (isothermal holding temperature was 400 °C) and colour etching procedure are detailed in Ref. [10].

Colour-etched microstructure of the studied TRIP steel. Polygonal ferrite (PF) and Widmanstätten ferrite (WF) are shown in grey/white, bainitic ferrite lath (BF) and ferrite in granular bainite (GB) in dark grey/bluish, retained austenite (RA) in grey/white and martensite (M) in brown
The sample for EBSD mapping and nanoindentation was mechanically polished and then electro-polished using an electrolyte of 330 ml methanol, 330 ml butoxyethanol and 40 ml perchloric acid at 50 V, ~ 1.0 mA and 17 °C for ~ 90 s. As reported in Ref. [20], the strain hardened surface layer resulting from mechanical polishing can be effectively removed by electro-polishing and thus the resulting surface has very low roughness, which improves the EBSD indexing rate and reduces errors during nanoindentation. After electro-polishing, the sample was slightly etched using 2 vol% Nital in order to distinguish the microstructure for further observation.
EBSD mapping was undertaken using a JEOL JSM-7001F field emission gun–scanning electron microscope (SEM) operating at an accelerating voltage of 15 kV, a probe current of ~ 5.1 nA, a working distance of 12 mm and a step size of 40 nm. It was not necessary to apply any post-processing clean-up routines to the EBSD maps as they returned a high indexing rate of ~ 98%, which ensures reliable identification of the microstructure constituents (as shown, for example, in the phase map in Fig. 2a).

EBSD phase maps (red = fcc and blue = bcc) overlaid by grain boundaries (low-angle grain boundaries = 2°–15° = white, high-angle grain boundaries ≥ 15° = black) a before and b after nanoindentation together with (c) corresponding SEM image. The indents are clearly distinguished in (b) by a concentration of unindexed points (white) resembling the shape of indent. The solid black lines indicate the locations of the focused ion beam cuts
The ultra-microindentation system (UMIS) with a Berkovich diamond indenter was employed for nanoindentation measurements. In order to study the deformation behaviour of RA, the peak load was chosen as 2 mN, as the stability of RA in the studied steel is relatively high due to its high carbon content (~ 6.0 at.% as characterised by atom probe tomography [16]). The load control includes a gradual increase up to the maximum value of 2 mN followed by unloading, namely square root mode. The resolutions for the load and displacement were 75 nN and 0.05 nm, respectively. The hardness was calculated based on the Oliver and Pharr method, which takes into account the elastic recovery of the surface during indentation [32].
EBSD mapping and nanoindentation were undertaken on two selected regions (BF in Fig. 2a and GB from Fig. 1 in Ref. [31]), including PF, GB and BF where RA exhibits blocky and film shapes, respectively. Based on the comparison of the phase maps before and after nanoindentation (Fig. 2a, b) together with SEM image of nanoindentation (Fig. 2c), two regions (marked by solid black lines and numbered as 1 and 2 in Fig. 2a, b) where RA had been present were selected for STEM characterisation. Since these two regions could not be indexed after nanoindentation (Fig. 2b), it is not possible to determine from EBSD whether RA transformed or not. Lamellae samples under the indents were prepared using a dual-beam focused ion beam (FIB)/SEM instrument (FEI Helios NanoLab G3 CX). Thereafter, STEM analysis was undertaken using a probe-corrected JEOL JEM-ARM200F operating at 200 kV.
Results
The load–displacement curve
Figure 2 provides an example for the microstructures before and after nanoindentation, while representative load–displacement curves for PF, ferrite in GB, BF lath and RA are plotted in Fig. 3. As can be clearly seen, each phase is characterised by a different load–displacement relationship. It is highlighted that the response of the RA grains was affected by neighbouring phases due to their small sizes and the relatively large indents (Fig. 2b). As a result, the shape of the load–displacement curve for stable, non-transformed RA was similar to ferrite in BF/GB (Fig. 3). This non-transformed RA was distinguished by the absence of second pop-in (c.f. Figs. 3 and 5a). The first pop-in indicated by an arrow in Fig. 3 was detected for all the nanoindentations on PF, BF lath, ferrite in GB and RA. This pop-in is probably associated with dislocation glide as reported in earlier studies [27,28,29].

Representative load–displacement curves for individual phases. PF is polygonal ferrite, GB is ferrite in granular bainite, BF is bainitic ferrite lath, and RA is retained austenite
In the elastic regime, the maximum shear stress (τm) is given as [33]:
where P is the applied load, R is the indenter tip radius (160 nm in the present study), and Er is the effective Young’s modulus of indentation. For an isotropic elastic material, the effective indentation modulus Er is calculated as:
where E is the Young’s modulus, v is the Poisson’s ratio, and the subscripts s and i represent the sample and indenter, respectively. For austenite, Es = 187 GPa and vs = 0.3 [18]; for ferrite, Es = 220 GPa and vs = 0.3 [18]; and for the indenter, Ei = 1141 GPa and vi = 0.07 [34]. The applied load at the onset of the first pop-in was fluctuated around 0.30 and 0.45 mN for retained austenite and ferrite, respectively (Fig. 3). The corresponding maximum shear stresses were calculated as 13.6 and ~ 15.1 GPa for austenite and ferrite, respectively. These maximum shear stresses are 17.8% and 17.2% of the room-temperature shear modulus of austenite (76.8 GPa) [35] and ferrite (88.0 GP) [36], respectively. They are within the theoretical range of yield strength values for a crystalline material [37]. Therefore, it is likely that the first pop-in resulted from dislocation glide as mentioned above [34, 38, 39].
The hardness of individual phases
The representative load–displacement curves in Fig. 3 show that the maximum penetration depth values for PF, ferrite in GB, BF lath and RA are 67, 45, 29 and 25 nm, respectively. Following the method proposed by Oliver and Pharr [32], the hardness of each phase was automatically calculated by the ultra-microindentation system. The average values are shown in Fig. 4. It can be seen that PF is the softest phase (H = 3.2 ± 0.6 GPa), while the hardest phase is RA (H = 9.0 ± 1.5 GPa). The BF lath (H = 7.0 ± 1.0 GPa) is relatively harder than ferrite in GB (H = 6.2 ± 1.0 GPa). It is reiterated here that the nanoindentation results for RA, ferrite in GB and BF lath were affected by the neighbouring phases. Nevertheless, the differences between the phases are noticeable. In addition, it is highlighted that the hardness of RA was calculated from the non-transformed RA grains.

Average hardness for each phase. PF is polygonal ferrite, GB is ferrite in granular bainite, BF is bainitic ferrite lath, and RA is retained austenite
The effect of nanoindentation on retained austenite
RA may transform to martensite upon straining depending on its stability. Figure 5a depicts the load–displacement curve for the indentation corresponding to position “1” in Fig. 2b. In addition to the first pop-in resulting from dislocation glide (as seen in Fig. 5a and similar to those shown in Fig. 3), a second pop-in corresponding to austenite-to-martensite transformation was observed in the load–displacement curve at an onset load of 1.17 mN. A similar phenomenon has been reported in Refs. [18, 27, 28]. As shown in Fig. 5b, an indentation-induced martensitic transformation was observed in a film RA between BF laths (corresponding to position “1” in Fig. 2b), where the martensite was distinguished by fast Fourier transform (Fig. 5d) from a lattice image (Fig. 5c). In addition, Fig. 5d, e shows the Nishiyama–Wassermann (N–W) orientation relationship ({110}bcc//{111}fcc, 〈001〉bcc//〈101〉fcc) between RA and martensite. Furthermore, using the second pop-in the onset loads for austenite-to-martensite transformation were estimated and are summarised in Table 1 for individual RA grains. Film and blocky RA return average onset loads of 1.24 ± 0.10 and 0.93 ± 0.21 mN, respectively. This indicates that film RA grains are generally more stable than the blocky ones.

a Load–displacement curve from indentation position “1” in Fig. 2b; b corresponding microstructure under the indent (the dark arrow indicates the direction of indentation) showing that film retained austenite between bainitic ferrite laths partly transformed to martensite; c high-angle angular dark-field image from white rectangle in (b); d, e fast Fourier transforms from white rectangle areas in (c), showing d martensite and e austenite at the zone axis of [001]α and [011]γ, respectively. BF is bainitic ferrite lath, RA is retained austenite, and M is martensite
Figure 6b–d shows another example of film RA between BF laths, which corresponds to position “2” in Fig. 2b. However, the high-resolution STEM characterisation did not detect any martensite formation. Accordingly, the second pop-in (associated with martensite transformation) was not observed in the corresponding load–displacement curve (Fig. 6a). It follows that this particular film RA did not transform to martensite during nanoindentation, indicating a higher stability compared to the film RA in position “1” (Figs. 2b and 5).

a Load–displacement curve from indentation position “2” in Fig. 2b; corresponding b bright image with the zone axis [011]γ of inset and c dark image from \( \left[ {\bar{1}1\bar{1}} \right]\gamma \). under the indentation (the dark arrow indicates the direction of indentation) showing film retained austenite between bainitic ferrite laths; d high-angle angular dark-field image from white rectangle in (b) with inset of fast Fourier transform showing austenite at the zone axis of [011]γ. BF is bainitic ferrite lath, and RA is retained austenite
Discussion
Hardness variation in the constituent phases
BF lath and ferrite in GB have higher hardness values than that of PF (Fig. 4). This is due to the higher dislocation density of ferrite in BF and GB (1014–1015 m−2 [15, 40]) compared to PF (5.1 ± 0.42 × 1013 m−2 [16]). Moreover, as characterised using atom probe tomography in a previous study [16], in comparison with PF which has a carbon content of 0.025 ± 0.003 at.%, BF lath and ferrite in GB have higher carbon contents of 0.32 ± 0.156 and 0.25 ± 0.181 at.%, respectively. It is well known that carbon contributes to solid solution strengthening [41].
BF lath (7.0 ± 1.0 GPa) has a slightly higher average hardness than the ferrite in GB (6.2 ± 1.0 GPa), due to the lower carbon content in the latter, along with its slightly lower dislocation density. This in turn can be linked to their sequence of formation as follows. In comparison with BF lath formation during holding at the isothermal bainite transformation (IBT) temperature, the ferrite in GB started to form during fast cooling to the IBT temperature. This resulted in a longer recovery time for ferrite in GB during holding at the IBT, hence its lower dislocation density [16].
Figure 7 shows the fluctuation of hardness for each phase. While such variation can partly be attributed to experimental errors, chemical inhomogeneity is also likely to play a role [16]. Additionally, it is noted that sometimes ferrite in GB has a higher hardness than that in the BF lath. As pointed out in our previous study, the carbon content of ferrite in GB is higher than that of BF lath when the fraction of the neighbouring PF is higher in the former [16]. Thus, the higher hardness of the ferrite in GB than that of BF lath is ascribed to the higher carbon content in the former.

Hardness distribution of different phases. PF is polygonal ferrite, GB is ferrite in granular bainite, BF is bainitic ferrite lath, and RA is retained austenite
RA has the highest hardness values. However, as mentioned above, since the RA hardness was calculated from non-transformed grains, it is probably an overestimate of the actual average value. It is well known that face-centred cubic crystals exhibit relatively low yield strength values. For example, Tomota et al. [42] reported a yield strength of 137 MPa in an austenitic stainless steel (Fe–0.003C–0.03Si–0.005Mn–17.03Ni–20.97Cr, wt%). The highest hardness of RA in the present study can be ascribed to two reasons. Firstly, due to carbon enrichment from PF and bainite formation, the carbon content of RA in the studied TRIP steel is much higher (~ 6.0 at.% [16]) than the one in austenitic steel. Carbon contributes to solution strengthening; Irvine et al. [43] reported a significant increase in yield strength of ~ 300–400 MPa with an increase in carbon content by 1 wt%. Secondly, the work hardening rate of austenite is relatively high [44]. For example, using microhardness measurements, ul-Haq et al. [45] found austenite to be significantly harder (533 HV) than ferrite (385 HV) in a deformed ferrite–austenite stainless steel.
The stability of retained austenite
The stability of RA plays an important role in the improvement of mechanical properties. As the nanoindentation data indicated, some load–displacement curves showed a second pop-in for the less stable RA grains that transformed to martensite on indentation (Fig. 5). At the same time, the curves for several other RA grains did not display second pop-in and they remained untransformed, as confirmed by our STEM analysis (Fig. 6). The film RA in Fig. 6 has a higher stability than the one in Fig. 5, which might be due not only to the difference in their carbon content, but also the smaller thickness of the former (position “2” in Fig. 2b) compared to the latter (position “1” in Fig. 2b). A similar phenomenon was previously reported in [13, 46].
Figure 8 represents the onset loads of austenite-to-martensite transformation in Table 1. Film RA displayed an average load of 1.24 ± 0.10 mN, which is larger than 0.93 ± 0.21 mN of blocky RA. This reflects the higher overall stability of film RA compared to blocky RA, as reported by many researches [3, 14, 17, 46]. However, some blocky RA grains (indicated by arrows in Fig. 8) show a similar onset load to film RA grains. This may be ascribed to a relatively high carbon content in these blocky RA grains. A previous study [16] demonstrated that blocky RA has a higher carbon content than film RA when the fraction of neighbouring PF was higher for the former one. Thus, the effect of neighbouring phases on the carbon enrichment in RA should be considered when tuning its microstructure.

The load for onset of austenite-to-martensite transformation. The size of symbol reflects the number of data points which is also given adjacent to the symbol. RA is retained austenite
Conclusion
Nanoindentation on PF, BF lath, ferrite in GB, film RA and blocky RA was carried out in conjunction with EBSD and STEM. RA has the largest average hardness, followed by BF lath, ferrite in GB and PF. Higher hardness of ferrite in GB than BF lath was occasionally observed and mainly ascribed to the higher carbon content in the former due to chemical inhomogeneity. Compared to the blocky RA, film RA displayed a higher average load for the onset of martensite transformation during indentation, indicating an overall higher stability. In addition, some blocky RA grains transformed to martensite at comparable or even higher onset loads than the film RA. This strongly suggests that the inhomogeneous distribution of carbon resulting from different neighbouring phases may play an important role in dictating the RA stability.
Data availability
All data included in this study are available upon request by contacting the corresponding author.
References
de Cooman B (2004) Structure–properties relationship in TRIP steels containing carbide-free bainite. Curr Opin Solid State Mater Sci 8:285–303
Bhargava M, Tewari A, Mishra SK (2015) Forming limit diagram of advanced high strength steels (AHSS) based on strain-path diagram. Mater Des 85:149–155
Pereloma EV, Gazder AA, Timokhina IB (2015) Retained austenite: transformation-induced plasticity. In: Totten GE, Colás R (eds) Encyclopedia of iron, steel, and their alloys. CRC Press, Boca Raton, pp 3088–3103
Emadoddin E, Akbarzadeh A, Daneshi G (2006) Effect of intercritical annealing on retained austenite characterization in textured TRIP-assisted steel sheet. Mater Charact 57:408–413
Timokhina IB, Miller MK, Beladi H, Hodgson PD (2016) The influence of fine ferrite formation on the γ/α interface, fine bainite and retained austenite in a thermomechanically-processed transformation induced plasticity steel. J Mater Res 31:806–818
Pereloma EV, Timokhina IB, Hodgson PD (1999) Transformation behaviour in thermomechanically processed C-Mn-Si TRIP steels with and without Nb. Mater Sci Eng, A 273–275:448–452
Godet S, Jacques PJ (2015) Beneficial influence of an intercritically rolled recovered ferritic matrix on the mechanical properties of TRIP-assisted multiphase steels. Mater Sci Eng, A 645:20–27
Xu D, Li J, Meng Q, Liu Y, Li P (2014) Effect of heating rate on microstructure and mechanical properties of TRIP-aided multiphase steel. J Alloys Compd 614:94–101
Xiong ZP, Kostryzhev AG, Stanford NE, Pereloma EV (2014) Effect of holding temperature and time on ferrite formation in dual phase steel produced by strip casting. Mater Forum 38:44–48
Xiong ZP, Kostryzhev AG, Saleh AA, Chen L, Pereloma EV (2016) Microstructures and mechanical properties of TRIP steel produced by strip casting simulated in the laboratory. Mater Sci Eng, A 664:26–42
Xie P, Han M, Wu CL, Yin YQ, Zhu K, Shen RH, Chen JH (2017) A high-performance TRIP steel enhanced by ultrafine grains and hardening precipitates. Mater Des 127:1–7
Timokhina IB, Hodgson PD, Pereloma EV (2004) Effect of microstructure on the stability of retained austenite in transformation-induced-plasticity steels. Metall Mater Trans A 35:2331–2341
Jimenez-Melero E, van Dijk N, Zhao L, Sietsma J, Offerman S, Wright J, van der Zwaag S (2007) Characterization of individual retained austenite grains and their stability in low-alloyed TRIP steels. Acta Mater 55:6713–6723
Caballero FG, GarcíA-Mateo C, Chao J, Santofimia MJ, Capdevila C, de Andres CG (2008) Effects of morphology and stability of retained austenite on the ductility of TRIP-aided bainitic steels. ISIJ Int 48:1256–1262
Timokhina IB, Beladi H, Xiong X, Adachi Y, Hodgson PD (2011) Nanoscale microstructural characterization of a nanobainitic steel. Acta Mater 59:5511–5522
Xiong ZP, Saleh AA, Marceau RKW, Taylor AS, Stanford NE, Kostryzhev AG, Pereloma EV (2017) Site-specific atomic-scale characterisation of retained austenite in a strip cast TRIP steel. Acta Mater 134:1–15
Kruijver S, Zhao L, Sietsma J, Offerman S, van Dijk N, Lauridsen E, Margulies L, Grigull S, Poulsen H, van der Zwaag S (2003) In situ observations on the mechanical stability of austenite in TRIP-steel. J Phys IV 104:499–502
Lani F, Furnémont Q, van Rompaey T, Delannay F, Jacques P, Pardoen T (2007) Multiscale mechanics of TRIP-assisted multiphase steels: II. Micromechanical modelling. Acta Mater 55:3695–3705
Takahashi M, Badeshia HKDH (1991) A model for the microstructure of some advanced bainitic steels. Mater Trans JIM 32:689–696
Furnémont Q, Kempf M, Jacques PJ, Göken M, Delannay F (2002) On the measurement of the nanohardness of the constitutive phases of TRIP-assisted multiphase steels. Mater Sci Eng, A 328:26–32
Cheng G, Zhang F, Ruimi A, Field DP, Sun X (2016) Quantifying the effects of tempering on individual phase properties of DP980 steel with nanoindentation. Mater Sci Eng, A 667:240–249
Iracheta O, Bennett CJ, Sun W (2016) Characterization of material property variation across an inertia friction welded CrMoV steel component using the inverse analysis of nanoindentation data. Int J Mech Sci 107:253–263
Sugimoto KI, Kobayashi M, Hashimoto SI (1992) Ductility and strain-induced transformation in a high-strength transformation-induced plasticity-aided dual-phase steel. Metall Mater Trans A 23:3085–3091
Olson GB, Cohen M (1972) A mechanism for the strain-induced nucleation of martensitic transformations. J Less Common Met 28:107–118
Shan TK, Li SH, Zhang WG, Xu ZG (2008) Prediction of martensitic transformation and deformation behavior in the TRIP steel sheet forming. Mater Des 29:1810–1816
Liu JY, Lu H, Chen JM, Jullien JF, Wu T (2008) Simulation of mechanical behavior of multiphase TRIP steel taking account of transformation-induced plasticity. Comput Mater Sci 43:646–654
Ahn TH, Oh CS, Kim D, Oh K, Bei H, George EP, Han H (2010) Investigation of strain-induced martensitic transformation in metastable austenite using nanoindentation. Scripta Mater 63:540–543
He B, Huang M, Liang Z, Ngan A, Luo H, Shi J, Cao W, Dong H (2013) Nanoindentation investigation on the mechanical stability of individual austenite grains in a medium-Mn transformation-induced plasticity steel. Scripta Mater 69:215–218
Sekido K, Ohmura T, Sawaguchi T, Koyama M, Park H, Tsuzaki K (2011) Nanoindentation/atomic force microscopy analyses of ε-martensitic transformation and shape memory effect in Fe–28Mn–6Si–5Cr alloy. Scripta Mater 65:942–945
Kim YH, Ahn TH, Suh DW, Han HN (2015) Variant selection during mechanically induced martensitic transformation of metastable austenite by nanoindentation. Scripta Mater 104:13–16
Xiong ZP, Casillas G, Saleh AA, Cui SG, Pereloma EV (2017) Observation of deformation twinning and martensitic transformation during nanoindentation of a transformation-induced plasticity steel. Sci Rep 7:17397
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mater Res 7:1564–1583
Johnson KL (1985) Contact mechanics. Cambridge University Press, Cambridge
Shim S, Bei H, George EP, Pharr GM (2008) A different type of indentation size effect. Scripta Mater 59:1095–1098
Oila A, Bull S (2009) Atomistic simulation of Fe–C austenite. Comput Mater Sci 45:235–239
Ghosh G, Olson GB (2002) The isotropic shear modulus of multicomponent Fe-base solid solutions. Acta Mater 50:2655–2675
Honeycombe RWK (1984) Plastic deformation of metals, 2nd edn. Edward Arnold, London
Bahr DF, Kramer D, Gerberich W (1998) Non-linear deformation mechanisms during nanoindentation. Acta Mater 46:3605–3617
Corcoran S, Colton R, Lilleodden E, Gerberich W (1997) Anomalous plastic deformation at surfaces: nanoindentation of gold single crystals. Phys Rev B 55:R16057–R16060
Caballero FG, Miller MK, Babu SS, Garcia-Mateo C (2007) Atomic scale observations of bainite transformation in a high carbon high silicon steel. Acta Mater 55:381–390
Kehoe M, Kelly P (1970) The role of carbon in the strength of ferrous martensite. Scripta Metall 4:473–476
Tomota Y, Kuroki K, Mori T, Tamura I (1976) Tensile deformation of two-ductile-phase alloys: flow curves of α–γ Fe–Cr–Ni alloys. Mater Sci Eng 24:85–94
Irvine KJ, Gladman T, Pickering FB (1969) The strength of austenitic steels. J Iron Steel Inst 207:1017–1028
Xiong ZP, Ren XP, Bao WP, Li SX, Qu HT (2011) Dynamic mechanical properties of the Fe–30Mn–3Si–4Al TWIP steel after different heat treatments. Mater Sci Eng, A 530:426–431
ul-Haq A, Weiland H, Bunge HJ (1994) Textures and microstructures in duplex stainless steel. Mater Sci Technol 10:289–298
Park HS, Han JC, Lim NS, Seol JB, Park CG (2015) Nano-scale observation on the transformation behavior and mechanical stability of individual retained austenite in CMnSiAl TRIP steels. Mater Sci Eng, A 627:262–269
Acknowledgements
ZPX is thankful to the “Beijing Institute of Technology Research Fund Program for Young Scholars” for financial support of his work. The FEI Helios NanoLab G3 CX, JEOL JSM-7001F FEG-SEM and JEOL JEM-ARM200F were funded by the Australian Research Council (LE160100063, LE0882613 and LE120100104, respectively). The authors thank Dr. Hongtao Zhu, University of Wollongong, for the access to ultra-microindentation system.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Xiong, Z., Saleh, A.A., Casillas, G. et al. Phase-specific properties in a low-alloyed TRIP steel investigated using correlative nanoindentation measurements and electron microscopy. J Mater Sci 55, 2578–2587 (2020). https://doi.org/10.1007/s10853-019-04077-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-019-04077-4