
Abstract
Electronic textiles (E-textiles) impart the conductive functionality in textiles without altering the intrinsic properties of textile materials. The growth of E-textiles requires the development of functional materials and the scaling-up of their production methods. Since textile is a porous, and anisotropic three-dimensional material, it is crucial to develop the scalable methods to apply these functional materials on textiles efficiently that can impart added functionality to the pristine textile materials. Organic carbon-based functional materials are being widely used for the comparative low-cost manufacturing process and the availability of their raw materials. Thus, the overview of the different carbonaceous conductive materials and their application methods on textiles is very important to understand and compare for utilizing these materials efficiently in numerous E-textile applications. This paper reviews the fabrication procedures of the common carbon-based electronic materials, the methods of formulating colloidal suspensions of different carbonaceous particles in the liquid solvent to develop conductive inks, the methods to apply the inks on textile substrates, and relevant use cases. A critical review has been discussed to compare and select appropriate materials and their application methods on textiles for the scalable manufacturing process and desired electrical characteristics.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Textile materials are the combined network structure of numerous natural or synthetic fibers. These textile materials are produced from a variety of fabrication techniques and generally are regarded as knitted, woven and non-woven. They are highly porous with the large surface area and have great flexibility and wearability. Due to these properties, textile materials have attracted great attention for producing textile-based wearable electronics in recent years. Flexible and wearable devices made from textile fabrics have the great potential as energy devices [1,2,3,4,5,6], flexible electronics [1, 7,8,9,10], supercapacitors and ultra-capacitors [5, 11,12,13,14,15,16], wearable heaters [17,18,19], wearable antennas [20,21,22,23], biomedical devices [23, 24] solar cells [26, 27] and so on. Due to the increased demand in electronic textiles, there are significant efforts to develop their manufacturing process in previous years. The advancement in the field of textiles technology, nanotechnology, electronic and materials engineering has altogether increased the growth potential of electronic textiles to go further in the commercialization pathway. Conductive particles are the most used functional materials to electrify the soft textiles. A considerable amount of literature has been published on the conductive materials which are used in the manufacturing of E-textile products and devices. Metal nanoparticles (NPs), conductive polymers, conductive carbonaceous materials are predominantly applied on the polymeric fibers to achieve conductive functionalization in textiles. However, there are some drawbacks in using conductive metal nanoparticles in such applications since the processing of metal NPs is very perplexed and involves toxic chemicals. Thus, researchers are growing more interest in using carbon-based functional materials from biological resources. Carbon-based conductive materials such as graphene, graphene oxide (GO), reduced graphene oxide (rGO), carbon nanotubes (CNTs), carbon black (CB), activated carbon (AC) are widely used over metallic particles due to their superior electrical property [25]. Usually, these materials are suspended in liquid solvents to form conductive ink, printing paste, [28, 29] and applied in textiles by a wide range of application processes.
The application processes are varied with different factors such as the purity of the materials, the morphology of the particles, ink viscosity, ink rheological properties, surface properties of textiles, and the process variables involved in the coating procedures. Spin coating, wet transfer monolayer, inkjet printing, vacuum filtration, brush coating, direct electrochemical deposition, kinetic trapping method, dip coating, screen printing methods are the widely used methods to apply carbon-based conductive materials in the regular textile substrates [30,31,32,33,34,35].
This article reviews an overview of the carbon-based materials used recently in producing E-textiles and compares methodologies to apply these materials on textiles and the recent application use cases. The first part of the paper introduces the readers with various carbonaceous materials along with a comparative analysis of their fabrication processes. The aim of this part is to identify the scalable production methods of carbonaceous materials from the existing literature. Additionally, this section also describes the procedure of dispersing the carbonaceous particles in liquid solvents to formulate functional inks and pastes. Later, the paper elaborately describes different fabrication technologies to apply conductive carbon-based inks on regular textile materials. We focus on the comparative analysis of conductivity of E-textiles and analyze different influential factors in the processing (coating, printing) methods. The fabrication processes, especially inkjet printing, dip coating, and screen printing are discussed and compared as methods for applying conductive materials on textiles. Last part of this paper reviews the widely used application areas of carbonaceous E-textiles, especially energy storage system, sensors, and wearable heating devices.
Carbon-based materials used for wearable E-textiles
Scalable fabrication of the functional materials is the primary consideration for the sustainable development of wearable electronic textiles. Researchers have been using several kinds of conductive materials in fabricating electronic textiles. In recent days, carbon-based conductive materials such as graphene, GO, rGO, CNTs, AC and CB have achieved great importance in E-textile applications due to their extraordinary mechanical stability and electrical performance. This section will review the recent updates and advances in the production methods of carbon-based materials and their suitable raw materials along with their production methods suitable for E-textile applications.
Graphene and its graphene oxides
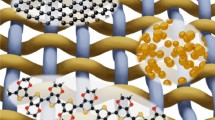
Graphene is a two-dimensional material, consisting of a single layer of carbon atoms connected in the hexagonal lattice structure. Over the last few years, graphene has attracted the vast attention because of their high intrinsic carrier mobility, electrical conductivity, superior mechanical properties, environmental stability, and the potential for production at low cost [34,35,36,37]. Single-layer and few-layer graphenes were first introduced by mechanical exfoliation (Scotch Tape) of graphite [38]. Although this process is not effective for bulk production of graphene, this revolutionary discovery has created a tremendous opportunity for different applications including E-textiles. Recently, several techniques are established for the successful production of graphene. Liquid-phase exfoliation (production rate ~ 5.3 g/h) [39, 40], wet stirred media milling in the presence of sodium dodecyl sulphate(SDS) (production rate ~ 1.5–2.5 g/h) [41] chemical exfoliation (production rate ~ 0.9 g/h) [42,43,44], chemical synthesis method [45], chemical vapor deposition from sodium ethoxide (production rate ~ 1 g/h) [46] are widely used methods for bulk scale production of graphene. One of the most well-established commercial methods of graphene production is the liquid-phase exfoliation that involves milling graphite into a powder and separating the particles into tiny flakes by applying mechanical shear forces in a liquid media (see Fig. 1a). Solvent, aqueous surfactants and polymer solutions are used as a liquid medium for exfoliation. Shear exfoliation in N-methyl-2-pyrrolidone (NMP) solvent produce graphene in a high production rate (5.3 g/h). The energy required to exfoliate graphene in NMP is very low because it has surface energy similar to graphene [39, 40]. However, NMP-based graphene ink for textile-based application is strongly discouraged because it requires post-treatment at high temperature to remove the solvent that affects the property of textiles severely. A better alternative is the use of an aqueous surfactant such as sodium cholate (SC). In this case, graphene is produced from graphite by sonicating the graphite-SC dispersion for 40 h [47]. It stabilizes graphene mostly because it is adsorbed on the graphene surface in liquid media and creates charges that prevent agglomeration by the electrostatic repulsion force among graphene layers. The liquid-phase exfoliation of graphite can also be achieved by using sonication [48] of the liquid suspension of graphite to produce graphene flakes, and later it is also proved that even a high-speed mixer (minimum shear rate 104 s−1) such as kitchen blender [49] can be used to create violent turbulent forces that pull graphene sheets apart without destroying them. The production rate and exfoliation efficiency of defect-free graphene production depend on initial concentration, mixing rpm and time of mixing. Shear exfoliation by the high-speed mixer is more efficient than sonication in terms of scalability and defects free [49]. In most of these cases, pure graphite is used as the raw material for graphene production because it is composed of layers of graphene. Literatures also suggest that polymers such as Poly(methyl methacrylate) (PMMA), polyethylene terephthalate (PET), Polyacrylonitrile (PAN), and methane gas are used as raw material for graphene production which involves high-temperature annealing methods [10, 41, 50]. There are also some other processes used to produce graphene depending on their applications and end uses. Chemical reduction of graphite oxide [51], ball mailing [52], pyrolysis of carbonaceous materials [53] are also used to prepare graphene according to desired properties. However, the production rate of these processes is very low compared to the liquid-phase exfoliation process of graphite.

a Schematic representation of liquid-phase exfoliation of graphene production from graphite with an SEM image of bare graphene in the inset. (Reprint with permission from Ref. [64] copyright 2018 Nature) b Schematic representation of the kinetic growth stage of SWCNTs, respectively, in CVD method with an SEM image of bare SWNT in the inset (Reprinted with permission from ref [65] copyright 2016 Frontiers in Materials) c Illustration of the CB production with SEM image in the inset. d Illustration of the AC production drawn from the description and SEM image of the AC in the inset
As graphene is expensive and relatively hard to disperse in the ink due to the absence of any functional group, GO has been used as the derivatives of graphene with laced oxygen-containing functional group. Grafting of oxide functional group to produce GO instead of graphene can resolve this problem. GO is considered easy to process since it is dispersible in water and other solvents. GO is generally synthesized from the graphite with different oxidation processes. Brodie method [54], Staudenmaier method [55], Hofmann method [56], Hummers method [55] and also their modified methods are used for the synthesis of GO. The recent trend of synthesis of GO is modified Hummers method due to its simplicity and absence of any toxic chemical (NO2 and N2O4) exhaustions. In this process, graphite is initially treated with KMnO4 and then a 9:1 mixture of concentrated H2SO4/H3PO4 for 12 h followed by centrifugation and filtration of the mixture [57]. These reactants break the interlayer bond and produces GO and further produce rGO as a result of the subsequent chemical, thermal or electrochemical reduction process. Although GO is miscible in water which improves the processability of the materials, GO is not electrically conductive. Thus, graphene oxide is required to be reduced to impart conductive property [58]. The performance of the rGO deposited textiles largely depends on the amount of reduction of the GO [9]. Generally, the ink of GO is reduced after being applied to the textile substrates, which is explained in the later part of this paper.
Numerous deposition methods, such as dip coating [59], electrospinning [60], inkjet printing, screen printing [3], vacuum filtration [48, 49, 61], wet transfer of monolayer [51], brush coating [9], direct electrochemical deposition [62] electrophoresis [63], are used for depositing graphene into textile substrates. Among these methods, screen printing and dip coating are the scalable and comparatively less complicated procedures to fabricate fabric-based electronic devices. However, these two methods cannot uniformly deposit graphene layer on the textile substrates like electrophoresis, electrochemical deposition process. Processes like electrophoresis, electrochemical deposition require sophisticated instrumental setup and consume long time and high energy. Moreover, the production rate is lower compared to screen printing and dip coating processes. Besides these methods, inkjet technology is also successfully used to deposit structured graphene layer on textiles for fabricating fabric-based electronic textiles.
Carbon nanotube
CNTs are the one-dimensional tubular form of carbon atom of one to several nanometers diameter and length of several nanometers to the micron [66]. CNTs can be constructed in two different basic structures such as single-walled nanotube (SWNT) and multi-walled nanotube (MWNT). SWNT is single-layer tubular graphene sheet, and MWNT is several layers of concentric tubular graphene sheet fitted inside one each other. The recent trend of using CNTs for fabricating electronic textiles is because of their high electrical conductivity, superior thermal stability (up to 4000 K), high tensile strength (63 GPa) and low density (1.3–1.4 g/cm3) [67]. Additionally, the high aspect ratio of CNTs helps to create conductive percolation network on rough textile substrates. CNTs are basically synthesized by arc discharge [68], laser ablation [69], chemical vapor deposition (CVD) [67, 70]. In arc discharge and laser ablation method, graphite is used as raw materials with metal catalysts [68], whereas CO, methane, and acetylene are used for CVD method [71, 72]. In recent days, CVD is more popular because it requires lower temperature (< 800 °C) comparing with other methods. In addition, the dimension of CNT such as length and the diameter can be controlled more precisely by using the CVD method (see Fig. 1b) [71]. However, scalability of CNTs synthesis by using above-mentioned methods is extremely low. Moreover, separation of the catalyst used during the synthesis process of CNTs and the prevention of produced CNTs from agglomeration is extremely difficult in further processing. Generally, acid-treated CNTs are dispersed in an aqueous medium by using anionic surfactant such as SDS, sodium dodecyl sulfonate (SDSA), sodium dodecyl benzenesulfonate (SDBS), sarkosyl. Surfactants are adsorbed on the surface of CNTs and formed hemicelles on the surface [73]. In order to disperse the CNTs, they are mixed with aqueous surfactant solution and sonicated for 1–2 h under high energy. Sonicating in high energy at a short period of time prevents the breakage of long CNT. The suspension is then centrifuged, as a result, agglomerated nanotubes sediment at the bottom and the suspension of individual nanotubes are separated [74]. The choice of surfactants depends on several factors like presence of benzene ring, and the length of tail and head of the surfactants. Benzene ring improves the binding and surface coverage of the surfactant on the CNTs, long tail and charged small head improve the packing density of surfactants to repulse strongly [75]. Under considering all this criteria SDBS is best suitable for CNT dispersion [75,76,77,78]. The suspension prepared by using SDBS has a high concentration of CNTs up to 20 mg/mL and can be stable for several months without re-agglomeration.
Deposition of CNTs on textile substrates is mostly accomplished by dip coating, flexographic printing, inkjet printing, and doctor’s blade technology because of their simplicity [29, 62,63,64]. In inkjet, flexographic, doctor blade method, there is a CNT deposited layer only on the surface of the fabric whereas, in dip coating method, the CNTs are wrapped around the fibers of the fabric [14, 80]. After deposition, CNT deposited cotton fabric is treated with acid to facilitate hydrogen bond formation with cotton by imparting acidic group [30]. This process can produce a conductive cotton fabric with high electrical conductivity (sheet resistance 1 Ω/□), flexibility and foldability [30]. These unique properties are achieved because of strong adhesion of CNTs with cotton textiles due to the high van der Waals force and hydrogen bond between cotton and acid treated CNTs [29]. Apart from the above-mentioned properties, CNTs-coated textiles also possess flame retardancy, UV absorption capability, and water repellency [81].
Carbon black (CB)
CB is another common carbon-based conductive material which is gaining popularity for fabricating E-textiles in recent days [19]. Production and fabrication of CB are easy and low-cost compared to the other carbon-based materials used in wearable electronics [82]. Commonly, pure graphite, dry wood, sawdust, coconut shell, seashell [69, 70, 83], high-density polyethylene (HDPE) [84,85,86], benzene [87] are used as the raw material for CB production. The quality and the particle size of the CB depend on the raw materials as well as on the preparation methods. Generally, combustion at high temperature, gasification, pyrolysis, thermal cracking is a widely used conventional method for producing CB [86]. From the last few years, thermal plasma method and liquid-phase plasma method are used to produce CB from high-density polyethylene pellets and benzene, respectively [68, 73].
The application method of CB is comparatively easy and accessible. In recent years, there has been an increasing interest in using conventional screen printing [82], knife coating [74, 75] for fabricating E-textiles using CB particles. The researchers have shown that screen printing of CB is more preferable than dip coating. CB particles can’t be adsorped into the fiber structure since it has a large particle size and porous structure. As a result, CB-coated textile exhibits very low conductivity. In addition, the large particle size of CB comparative to other carbon materials creates the problem of clogging the jet of the inkjet printer [82]. On the other hand, conductive textiles screen printed with CB exhibits good conductivity because inter-yarn spaces of the fabric are filled with CB particles. In the screen printing method, a thick layer of carbon black is deposited on the fabric surface that increases the electron mobility [5]. However, a major problem of CB-coated textile is the low wash durability compared to graphene, GO, rGO, CNTs-coated textiles. The difference in the mechanical properties of textile and screen-printed carbon black thick layer creates cracking and delamination of the conductive films under mechanical agitation like washing.
Activated carbon (AC)
AC is a form of carbon with a high surface area with low-volume pores on the surface. High surface area, pore structure, the magnitude and distribution of pore volume [89] are the parameters defining the quality of activated carbon for the adsorption of adsorbate. AC is produced from inexpensive and extensively available natural raw material including agricultural waste [90,91,92], municipals waste slurry, industrial waste slurry etc. [93]. These wastes are pre-activated using H3PO4, ZnCl2, KOH, H2O2, H2SO4 and then pyrolyzed in an inert environment with a constant flow of N2 gas at a temperature ranging from 600 to 900 °C for 2–4 h [70, 79, 80, 94]. The extent of time depends on the activation rate and the hardness of raw materials [89]. After annealing, they are crushed and grinded to convert into microparticles with low-volume pores on the surface. The volume and pore size distribution are important factors for application in specific process operations. The pore size and volume of the AC particles are significantly affected by the raw materials [95]. Some other factors such as activation process and carbonization techniques are also responsible for the distribution of the pore size and the volume of AC particles [96]. Fabric strain sensors and energy devices made by screen printing with AC show good potentiality in the E-textile application [97].
AC is applied to the textiles by traditional dip coating and screen-printing method to produce conductive textiles [97]. In this case, pine wood and coconut shell are used as raw material for the production of AC. Printable thick paste containing high loaded active materials with sufficient binders and surfactants is used for screen printing methods, whereas coating ink contains less percentage of active materials. Screen-printed textiles have better electrical properties than that of dip-coated textiles because large particle size (2–32 µm) of AC restricts sufficient penetration of particles into the fiber in case of dip coating. Direct conversion of textiles into AC by the carbothermic reaction has also been used in E-textile [98]. In carbothermic reaction, traditional pyrolysis converts organic [98] and inorganic compounds into gas, which creates the porous structure of AC.
Fabrication methods
Properties required for ink formulation
The carbonaceous materials are usually applied to textiles in the form of ink, as briefly described in the previous sections. A carbon-based conductive ink comprises of solvents, binders, surfactants and carbonaceous materials such as graphene, rGO, CNTs, CB, and AC as fillers. These components are included to impart the required ink rheology, suspend and stabilize the carbonaceous particles in the liquid solvent to improve processability. Some other components such as humectants, stabilizers are also added to the ink to tailor the ink properties [99]. Selection and amount of these components depend on the type of fabrication technology as well as on the type of substrates on which electronics are printed. A crucial component of the ink is solvent which facilitates the flow of ink and transfers conductive materials from ink to substrates. The selection of solvents depends on the binder, active carbon materials and fabricating methods. The ideal solvents for a specific binder and active materials are selected by its solubility parameter and the vapor pressure [99]. Generally, solvents with very low vapor pressure are suitable for screen printing technology due to its high stability. Screen-printed ink is required comparatively more time to be processed on the fabric surface than other processes. A solvent with high vapor pressure is not suitable due to its inclination to be evaporated in normal temperature. Water, ethylene glycol, methanol, isopropanol are widely used solvents for screen-printable ink formulation of carbon-based materials. On the other hand, volatile solvents with high vapor pressure are used for inkjet printing technology. Water as a solvent in inkjet printing of textile-based electronics shows better advantages over volatile solvents since it allows more time for penetrating active materials into the fiber bulk. Another key component of the ink is surfactants, which are used to uniformly disperse the active materials and prevent the agglomeration of the carbon particles by electrostatic repulsion or steric hindrance. However, surfactants decrease the electrical conductivity of the printed film because of increased contact resistance between carbon particles. SDS, SDBS, cetyldimethylethylammonium bromide (CDAB), sodium cholate (SC), poly (sodium 4-styrene sulfonate) (PSS) are mostly used surfactant for carbon-based conductive materials. The selection of the binders is also very crucial, and it depends on the solvents as well as the interaction of the substrates. It improves the rheological flow property and gives sufficient viscosity to ease the processability of the ink. Conductive polymers can also be used as binders to improve the electrical property of the printed electronics patterns [99]. However, binders are not required for dip coating of the suspension of CNTs and graphene, rGO, GO because these nanomaterials forms strong van der Waals force with textiles [12]. In case of inkjet printing, the required percentage of binder is much less than that of screen-printing technology because high viscous ink tends to clog the nozzle of the printing jet. Natural rubber latex, cellulose acetate, polyvinylpyrrolidone (PVP), polyvinyl alcohol (PVA), polyurethane (PU), carboxymethyl cellulose (CMC), LA-133 binders are used in the formulation of carbon-based ink for coating and printing technology (see Table 1). The homogeneous suspension of ink is prepared by the sonication and centrifugation processes in most of the fabrication systems.
Dip coating
In textiles technology, dip coating is the process of precession-controlled immersion and withdrawal of any textile fabric into the liquid chemical to apply a very thin layer on the fabric surface. Since ancient days, people had been using this technique to apply finishing chemicals or dyes on the surface of the textiles due to its higher scalability (see Fig. 2c). Dip coating process starts with the emersion of the textile substrate; a coherent liquid film is entrained on withdrawal of the substrate from the coating liquid which then consolidates by drying with moderate to high temperatures depending upon the textile materials. After dipping the substrate into the ink, the substrate is passed through pressure unit. Usually, this pressure unit consists of two or more pressure roller where pressure can be controlled pneumatically.

A large number of recent research works has been published regarding the manufacturing of E-textiles by using dip coating method and successfully characterized them for applications such as bend sensing and energy storage [5, 9]. There are varieties of factors that determine the performance of the final dip-coated E-textile. The properties and effectiveness of the E-textiles devices depend mostly on the coating cycles or mass load, immersion time, surface nature of substrates, chemical nature of fiber, characteristics of conductive materials. The strong van der Waals interaction of CNTs, graphene, rGO helps to wrap around fibers in dip coating process as shown in Fig. 3b, d [30]. Thus, the produced electronic textiles have enhanced flexibility and high stability to bending. On the other hand, dip-coated textiles fabricated by using CB and AC have less conductivity due to a large particle size which cannot penetrate into the fiber structures [5]. Usually, the electrical conductivity of dip-coated textiles is relatively low because the porous structure of the coated fabric resists electron mobility. Ink wastage is another disadvantage of the dip coating process which ultimately leads to significant cost when the process deals with expensive materials such as CNTs, graphene, and rGO.

a Optical image rGO dip-coated cotton textiles b SEM image of rGO dip-coated conductive cotton woven fabric (Reprinted with permission from [9] copyright 2017, American Chemical Society). c Optical image of SWNTs dip-coated cotton fabric d SEM of SWNT dip-coated conductive cotton sheet (Reprinted with permission from [30] copyright 2010, American Chemical Society)
Pristine cotton fabric dip-coated with SWNT shows lowest electrical sheet resistance [14, 30, 80], whereas pristine cotton fabric dip-coated with MWNT shows thousand times higher electrical sheet resistance [77]. This discrepancy among two types of CNTs is probably due to the high aspect ratio (length to diameter ratio) of SWNT which conformally wrap around cellulose fibers, purities of the CNTs, and the intrinsic conductivity of SWNT and MWNT, etc. [12, 101].
The electrical resistance of conductive textiles coated with pristine graphene and graphene oxide varies with respect to the flake thickness and lateral size of graphene, reduction processes, reducing agents, the concentration of the reducing agent and the reduction time [104, 105]. Previous literature reported that Na2S2O4 is the most efficient reducing agent for reducing GO compared to other reducing agents such as sodium borohydride (NaBH4) and diazene (N2H2) [102]. Na2S2O4 has low electrode potential that restores the π-conjugated structure of GO most effectively. Moreover, tensile strength and elongation percentage coated textiles were changed insignificantly during the reduction of GO by Na2S2O4 [102]. Recent literature reported on rGO dip-coated conductive cotton textiles [9] where the rGO ink (3.2 mg/ml) was prepared by the reduction of GO (1 mg/ml) using Na2SO4. The resultant rGO was dispersed by PSS under vigorous stirring for 12 h. A cotton woven fabric was then immersed into the final dispersion, padded through a padding mangle and then dried in order to achieve rGO-coated conductive E-textile. The resultant fabric has C/O ratio of 6.1 and sheet resistance of 37 kΩ/□. Another literature reported that GO-coated cotton E-textiles have a much lower sheet resistance (~ 560 Ω/□) when the GO-coated textile was reduced by NaBH4 [103]. Such lower resistance was achieved due to the high concentration (~ 0.5 mol/L) of NaBH4. This low sheet resistance indicates the high percentage of reduction of GO into rGO, and the C/O ratio is expected to be high. However, reduction of GO-coated textile for 12 h by NaBH4 (0.5 mol/L) reduced fabric tensile strength by 25% which is much higher than that of reduction process with Na2S2O4 (2.4%) [102]. The dip coating of fabric by using rGO ink has advantages over by using GO ink in terms of scalability, ease of production process. Dip coating of fabric with rGO ink eliminates higher reduction time and reduces the possibility of the intermediate fabric washing hazard. Since the ink is reduced before coating, it eliminates the high-temperature post-reduction of dip-coated textile. As a result, the conductive fabrics coated with rGO ink have remained its original tensile strength and drape.
Table 1 shows GO-coated polyamide nanofiber fabric reduced by hydrazine vapor [104] has a sheet resistance of 926 Ω/□ [104]. In this case, the resistance is the effect of two important factors, and these are the pores in nanofiber fabric that allowed ultra-high mass loading of GO and a high concentration of hydrazine (6 mol/L) that reduced GO at 150 °C for 5 h. On the other hand, textile fabrics (cotton, polyester microfiber fabric) dip-coated with activated carbon black directly show no significant higher conductivity because the large size of the particle (2–32 µm) restricts sufficient impregnation through the cotton fabric or polyester microfiber fabric [5].
Inkjet printing
Inkjet printing is an automated and controlled direct-deposition technique of ink over the large surface area of the textiles [62]. It can print high-resolution functional patterns on textiles without the need for masking or stencils. Inkjet printing is versatile and amenable for mass production and being now a well-established technique to print thin film of conductive carbon inks. It has successfully applied for printing of electronics over a large surface (see Fig. 2b). Wearable sensors, wearable antennas, conductive path, energy devices such as a battery, supercapacitors, ultra-capacitors, solar cells are being devised by using inkjet-printed conductive textiles [5, 15, 105,106,107]. Inkjet printing has precise control over the printed pattern, pattern geometry, film thickness, electrical conductivity. The film thickness is directly proportional to electrical conductivity; the resistance decreases with the increase in the thickness of active materials [15]. Ink viscosity, the surface tension of the ink, density and the diameter of the jet influences the ability of the inkjet nozzles. [108].
In inkjet printing, the ink is deposited in a drop on demand (DoD) fashion. DOD printers eject the materials only where it is required and forces the ink out of series of nozzles mounted on a print head. Furthermore, DOD is a more suitable technique for printing conductive ink [4] due to less wastage of the ink during printing. In the DoD mode inkjet printing, the ink droplets are created to continuously jet by piezoelectric actuation frequency of the nozzles. The efficient droplet formation depends on the ink viscosity, its surface tension, jetting frequency and the actuation voltage of the nozzles [108, 109].
When the ink droplets impinge on the substrate, the ink interacts with the substrate and this interaction depends on the surface tension of the ink, ink viscosity and the surface energy and the roughness of the surface. After spreading the ink on the substrate, the solvent evaporates, and ink solidifies upon subsequent annealing process. Solidification of ink depends on the degree of volatility, and the vapor pressure of solvent, viscosity, and surfactant used in the ink formulation [110].
Previous literature reported on inkjet printing of SWNT ink directly on textiles. The ink was prepared by adding SDS into highly concentrated SWNT suspension (0.2 mg/ml). SDS improves the dispersibility of SWNT by sidewall functionalization [15]. The ink doesn’t require any binder as the SWNTs are dispersed by the surfactant. This inkjet-printing process deposits 200-nm-thick conductive film that attributes to a sheet resistance of 815 Ω/□. Another work reported that the cotton textile fabric is first pretreated by inkjet printing of organic nanoparticle (hydroxyl functional polystyrene emulsion polymer) ink on the textile surface followed by the inkjet printing of graphene ink on top of the pretreated layer [110]. The hydrophobic organic nanoparticle pre-treatment helps to build up the graphene layer on top of the porous textile fabric. This ink was composed of GO (0.5 mg/ml) aqueous dispersion, PVA binder, and L-ascorbic acid. Here, PVA improves the ink rheology and L-ascorbic acid act as a reducing agent for GO ink. Thus, inkjet-printed conductive textiles achieved a sheet resistance of 2.1 kΩ/□ (see Fig. 4f), whereas the sheet resistance is achieved as 1090 kΩ/□ when the same graphene ink is printed on bare cotton textile (see Fig. 4c). Inkjet printing of CNT ink on textile achieved much lower resistance than that of the GO ink. The high aspect ratio of CNT creates a net or web-like structure on textiles (Fig. 4b) which increases the electrical percolation network. Another recent literature reports on the MWNT (AquaCyl) inkjet-printed conductive textiles on both cotton and cotton/polyester blend with and without a cross-linkable binder (Ebecryl 2002; a mixture of 10% aliphatic urethane acrylate, and 0.7% Esacure DP 250; emulsion of 2,4,6-trimethylbenzoyldiphenylphosphine oxide, α-hydroxyketones and benzophenone derivatives) [79] (see Fig. 4b, e). Cotton textiles show lower sheet resistance than that of cotton/polyester blend since the aqueous ink wetted the fibers more on cotton fabric. Conductive textiles printed by using MWNT ink without crosslinking agent show lower sheet resistance than that of the ink with crosslinking agent. However, ink comprised of the crosslinking agent provides enhanced wash durability of the textile although it reduces the conductivity.

a and d SEM image of SWNT inkjet-printed cloth fabric (Reprint with permission from [15] copyright 2010, Tsinghua University Press and Springer). b and e SEM image of MWNT inkjet-printed cotton woven fabric (Reprinted with permission from [79] copyright 2010, John Wiley and Sons) c SEM image rGO inkjet-printed bare cotton woven fabric f SEM image of rGO printed structure onto organic nanoparticle (NP1) printed cotton fabric (Published by the Royal Chemistry of Society) [110]
Screen printing
Screen printing is one of the most widely used techniques for creating functional patterns on textiles. The screen-printing process uses highly viscous ink, a screen mesh with a particular design and a rubber/metal squeegee. The ink is flooded on the screen and pressurized by the squeegee stroke to transfer the pattern on the fabric or substrate laid under the screen (see Fig. 2a). The printed textile is then dried, or heat-cured to fix active materials onto the substrates. The durability of screen-printed electronics depends on the ink viscosity, binder polymer used in the ink, mesh opening of the screen and the surface properties of the substrate such as surface roughness, porosity, and wettability [111]. Figure 5 shows that a firm and stable film are deposited on fabric surface by the screen-printing process, which fills all the pores of fabric and alters the drape and flexibility of E-textiles remarkably. Thus, the screen-printed E-textiles exhibit lower stability to folding and unfolding due to the high thickness of the deposited film. However, the printed conductive textile has higher electron mobility resulting in higher conductivity due to the high concentration of conductive particles in the viscous ink (Fig. 6).

SEM images of E-textiles. a and b Untreated cotton fabric and GO screen-printed cotton fabric, respectively. Reprinted with permission from [100] Copyright 2017, IOP Publishing LTD). c and f Untreated polyester microfiber twill fabric and AC screen-printed polyester fabric, respectively. d and g Untreated cotton lawn plain woven fabric and AC screen-printed cotton lawn plain woven fabric. (Reproduced from [5] with permission from the Royal Society of Chemistry). e and h Untreated cotton fabric and CB screen-printed cotton fabric, respectively (Reproduced from [82] with permission from the Royal Society of Chemistry)

a Optical image of MnO2 coated hollow carbon microsphere screen-printed conductive textile (Reprinted with permission from [113] copyright 2016 American Chemical Society) b Optical image of GO inkjet-printed cotton fabric (Published by The Royal Society of Chemistry [110] c Optical image of MWNT dip-coated cotton fabric (Reprinted with permission from [114] copyright 2011, ELSEVIER B.V) d Optical image of SWNT dip-coated cotton fabric (Reprinted with permission from [30] copyright 2010, American Chemical Society)
The electrical conductivity of screen-printed E-textiles depends on the thickness of the printed pattern. The thickness of the film is directly proportional to the concentration of the active materials and pick-up ratio [4]. The thick paste of CB ink is used in the screen-printing method to produce a conductive cotton woven fabric of sheet resistance of 60 Ω/□ [88]. This highly viscous ink comprises of a composite of natural rubber latex (NRL) and PVA as the binding polymer matrix and high amount of CB particles. In some cases, such conductivity is much better than graphene, CNTs and other conductive polymers. This high conductivity is achieved due to the high mass loading of CB (51.36% wt. in the ink), the high film thickness of 150 micron and low particle size of 30-40 nm. On the other hand, screen printing of graphene-CNT paste on cotton textile achieved the sheet resistance of ~ 237 Ω/□ with the low film thickness [112]. The resistance of the screen-printed fabric with less film thickness is achieved due to the lower particle size of the graphene and CNT.
The electrical conductivity is tunable in the screen printing process by altering the printed film thickness. In addition, the percentage of the binder has also a significant effect on the electrical conductivity and the electromechanical properties of the conductive textile. A higher percentage of binder in ink reduces the conductivity of printed pattern, but it improves the stability of the printed pattern while it undergoes folding and unfolding.
On the other hand, GO ink is used for screen-printed E-textiles, which achieves the sheet resistance of 110 kΩ/□ [100]. The printing paste is prepared from an aqueous dispersion of GO (5 mg/ml) with acrylate binder to adjust the viscosity. Then the GO printed E-textiles are electrochemically reduced using FeCl3 electrolyte at the 2 V electric potential for 180 min. The resultant conductive textile has C/O ratio of 8 suggesting a strong reduction of GO.
In summary, the conductivity of E-textiles depends mostly on the intrinsic properties of functional materials, their colloidal suspension in the form of ink, and the procedures used to apply the function materials of textiles. CNT is the most promising material to fabricate highly conductive textiles in any fabrication methods since the high aspect ratio of CNT can create a web-like network in the porous matrix of textiles. Such a web-like structure allows low penetration of the CNTs into the fibers and ensures high electron mobility by increasing the conductive percolation network. However, the scalability of CNTs production is very low, which makes the material expensive. On the other hand, graphene is also an excellent scalable and functional material for producing conductive E-textiles with high electrical conductivity and mechanical strength [115]. However, the superior electrical and mechanical properties of 2D graphene film are not possible yet to practically achieve on the rough surface like textiles. As describes, the graphene flakes are generally oxidized to formulate aqueous ink so that it can be applied on textiles, which then requires a subsequent reduction process of GO to achieve electrical conductivity. The conductivity of the graphene-coated textile largely depends on the efficiency of this reduction process. Additionally, the small form factor of graphene flakes deposited on porous anisotropic textile cannot create the ideal connected 2D film on the surface that would develop a superior conductive film. Thus, this paper finds that the graphene-coated E-textiles manufacturing processes are not yet very suitable for the expected electromechanical properties.
Apart from these two nanomaterials, AC and CB could also be promising material to fabricate E-textiles. However, limited work has been published in fabricating E-textiles by using AC and CB. We find these materials are very promising to formulate high filler loaded screen-printable conductive paste since these materials can be manufactured in large scale at a lower cost.
In processing, screen printing could be more suitable fabrication method for manufacturing highly conductive E-textiles because of high concentration of the functional material in the printed pattern. Additionally, the thick conductive paste can be deposited on the porous textiles as a film to create a connected electrical network. Although this process may alter the physical properties of the textile materials, the literature suggests that the electromechanical performance of the printed pattern can be improved by increasing the penetration of the thick ink in the fiber bulk of textile substrate [32]. Dip coating is suitable for the highly scalable production process. However, the achieved sheet resistance is higher than that of the conductive pattern deposited by the screen-printing method. The dip coating process can conformally coat both the back and face side of the fabric with conductive materials without altering the intrinsic mechanical properties of the pristine textiles. Inkjet printing is also a potential method for fabricating very thin structured layer on the fabric surface. However, the electrical conductivity achieved in inkjet-printed E-textiles with carbon-based conductive ink is very low compared to the other discussed methods. However, inkjet printing is highly automated and scalable for mass production and does not alter the properties of the textile. Inkjet process is very suitable for applications such as a textile-based chemical sensor and biosensors [116] where high-resolution printed patterns of functional materials with moderate electrical conductivity are required. Based on the overview of recent literature, the following table is compiled to compare the electrical conductivity achieved on textile substrates manufactured by different coating methods and carbon materials.
Application of carbon-based E-textiles
The low cost of carbon-based conductive materials, the unique comfort properties of textile substrates and the recent development of the manufacturing process of carbon-based conductive textiles have developed lots of interest to use these materials for different applications. The applications of E-textiles developed using carbonaceous materials depend on the electromechanical properties, durability and the comfort of the conductive fabric. Carbon-based E-textile applications include different types of wearable sensors, (i.e., pressure sensor, stress–strain sensor, chemical sensor) [59, 112] wearable and nonwearable heating pads [82, 118], textile-based health-care monitoring devices [31, 121] etc. Additionally, having very high specific capacitance carbonaceous materials is also very suitable for developing energy storage devices such as batteries and supercapacitors [5, 30, 119]. The following section of the paper presents the representative structures of textile fabric-based energy devices, heating devices, and sensors with a brief investigation of the material’s properties, fabrication methods and their corresponding electrical stability under different stimuli.
Fabric-based wearable heating devices
Carbon-based conductive materials are used as potential active materials for fabricating low-cost large area wearable heating pads. The temperature of a conductive fabric can go high following the principle of Joule heating as a voltage applied across the end of the conductive fabric. The performance of the Joule heating is proportional to I2R, where I is the current flow through the conductive textile (or heating pad) and R is the resistance of the heating pad. As the resistance of the heating pad decreases, the current flow increases by the squared factor. Therefore, the Joule heating performance of the heating pad is disproportionate to the resistance of the heating pad. CNTs-based dip-coated heating device was reported with satisfactory Joule heating performance [118]. Figure 7a, b illustrates the CNT-based cotton heater and the heating performance respective to the different voltage. The 3 × 4 cm size heater reaches at 50 °C within 200 s when the applied voltage is 40 V across the device. However, after 220 s of continuous heating, the heater loses the ability of heating.

a The illustration of CNT-based cotton fabric heater connected with circuits b heating performance of the heater to the time at a different applied voltage (10–40 V). (Reproduced from [120] with permission from The Royal Society of Chemistry) c Image of CB screen-printed polyester fabric heater in IR camera. d heating performance of single to several layer CB with and without PU coating at 20 V (Published by The Royal Chemistry of Society) [82]
Another recent literature reported CB screen-printed wearable heater [82]. The CB print paste was printed on (3 × 4 cm) polyester fabric by a screen printing method. The resistance of the heating pad decreases with the increase in printing layers, which helps to improve Joule heating performance. Addition of CB print layers on a polyester fabric slightly increased the generated heating temperature as suggested in Fig. 7c. However, CNT-based dip-coated fabric heater generated less heat with the same voltage as compared to the CB screen-printed polyester fabric heater. This is because of the difference of resistance since the Joule heating performance enhanced with the decrease in materials resistance and the increase in the current flow. The screen-printed CB paste formed a film on fabric that was highly dense with conductive materials which enhanced higher charge mobility than the dip-coated fabric heater. In addition, the screen-printed CB heater survived and exhibited repeated heating cycles until 60 min. The PU/CB/fabric system constructed in this study showed very high stability, repeatability, and quick response. Moreover, it has flexibility and stretchability due to the properties of the polyurethane matrix. Figure 7d demonstrates that PU/CB/fabric system is a promising candidate for low-cost wearable, flexible, and stretchable heaters. Thus, screen printing of thick carbon inks seems to be more suitable for heating pad applications than the other fabrication process.
Chemical sensor
Chemical sensors change its electrical properties due to the change of the chemical environment. Detection of toxic gases and chemicals is of importance in the workplace and as a safety measure in unknown environments. Although carbon particles have the inherent property of adsorbing gaseous molecule [121], carbon-based fabric sensors are less reported in the literature. Literature reports carbon-based fabric sensor characterized to detect the acetone and methane vapor [112]. This gas sensor was fabricated by a screen printing of the carbon ink composed of graphene pellets and 3% wt. aqueous dispersion of MWNT. The sensitivity of the sensor is examined by the relative resistance before and after exposure to acetone and methane vapor. The relative resistance changes with the concentration of the acetone and methane vapor. This is due to the fact that the gas particles adsorbed in the surface of the fabric which interrupts the uniform conductive path of MWNT. This sensor detects the methanol more easily than acetone because methanol has a lower dipole moment than acetone.
The carbon-based conductive electrode is more potential than the metal electrode in fabricating amperometric sensors since carbon materials are highly stable and are not as easily oxidized and reduced in chemical solution as metal electrodes. As a result, the carbon electrode shows potential usability as amperometric chemical sensors. A screen-printed amperometric chemical sensor is fabricated by using CB printing ink [119]. In that work, ten rectangular carbon electrodes are printed onto the inner side of the elastic band of the underwear by using carbon-based ink (E3449; Ercon, Wareham, MA). Figure 8a represents the linear-scan voltammograms for NADH solutions of increasing concentrations in 20 mM steps over the 20–100 mM range (b–f). Well-defined voltammetric peaks are observed for these micromolar NADH concentrations (Ep = 0.80 V), along with a low background current. Such voltammograms result in a well-defined linear calibration plot (shown in the inset), with a sensitivity of 0.07 mA mM−1. This sensor can detect the NADH, H2O2 and ferrocyanide level in wearer’s perspiration as well as it can survive under mechanical stress relevant to wearer’s daily activity. The screen-printing technique offers reliability, reproducibility, mass production with low cost. Furthermore, electrodes can be easily printed in different shapes, sizes and also modified with various kinds of biological elements and nanomaterials. The sensing properties of a chemical sensor are described in terms of the identification of chemicals and the determination of the concentration of the chemical. However, these two criteria are not still well defined in fabric-based chemical sensor [119].

a Optical image of a biosensor that fabricated by screen printing of carbon ink on undergarment (background) along with linear-scan voltammetric response for increasing NADH concentrations (left inset) and magnified top view of a single electrode of the biosensor (right inset) (Reproduced from [119] with permission from The Royal Society of Chemistry) b Demonstration of a rGO-coated textile bend sensor mounted on a wrist and showing change of electrical resistance with respect to upward and downward movements. (Reprinted with permission from [9] copyright 2017, American Chemical Society)
Heart rate monitoring electrode
Electrocardiography (ECG) is a well-established medical test to monitor the electrical activity of the heart and gain useful information about the heart condition [122]. The electrocardiogram is being recorded by using conventional electrode which has three main parts, a silver/silver-chloride (Ag/AgCl) sensing region, conductive gel, and an adhesive backing pad for effective attachment to skin [123]. Though a very limited number of literatures reports purely on the carbon-based textile electrode for ECG monitoring, conductive textiles have attracted attention as ECG electrode in recent days. A graphene-clad textile electrode for electrocardiogram monitoring sensor is fabricated by using a dip coating method [31]. In that work, nylon fabric is dipped into GO suspension and then the textile was reduced by hydrazine vapor. This conductive textile is used as electrodes to record an electrocardiogram of a human. Figure 9a, c represents the arrangement of the graphene-clad electrode to record the ECG signal. Figure 9b, d shows that ECG recordings from the textile electrodes display excellent correlation both in time and frequency domain to those from conventional Ag/AgCl electrodes (Fig. 10).

a The illustration of the graphene-clad electrode and its assembly during monitoring electrocardiography b ECG signal obtained from reference electrode c The image of ECG measurement setup showing the fabric electrode and commercial Ag/AgCl electrode. d ECG signal obtained from the graphene-clad electrode with the same condition. (Reprinted with permission from [123] copyright 2015, ELSEVIER B. V)

Though both electrodes have the similar noise immunity, the contact impedance of graphene-clad textiles electrode is higher than the Ag/AgCl electrode. But this discrepancy doesn’t significantly affect the signal fidelity. Moreover, graphene-clad textile ECG electrodes have advantages over conventional electrodes as they alleviate the need for gel, provide comfort, wearability, reusability and easy integration to personal clothing. Another very recent research reported about inkjet-printed rGO textile electrode to perform ECG [31]. This rGO printed cotton electrode is able to record high-quality ECG with the average signal-to-noise ratio maintained over 21 dB and compared to a reference heart rate monitor the estimated heart rate is accurate to within 2.1 beats per minute (bpm).
Stress sensor
Carbon-based conductive textiles are responsive to mechanical action such as bending and unbending, twisting and untwisting, stretching and relaxation [125]. They are capable of detecting human body movements such as wrist, elbow, and fingers. The literature reports the rGO dip-coated cotton bend sensor and the changes of resistance during bending-unbending in repeating and predicting manner [9]. Figure 8b illustrates the changes of resistance during bending and unbending of the sensor. As the figure illustrated that a repeatable response in forward (bending) and reverse (bending back) directions were observed [9, 124]. Similarly, for compression with concave upward position, the change in resistance of the rGO-coated cotton fabrics is repeatable in both the forward (compression) and reverse (compression back) directions. Since individual cotton fibers are uniformly coated with rGO during padding on both sides of the fabric maintaining same porosity of cotton woven fabric [125,126,, 126], the change of resistance is then dictated by the mechanical distortion of the three-dimensional conductive network of conductive fibers. The long-time performance of the sensors depends on the reliability of sensors under repetitive bending and unbending, twisting and untwisting.
Energy storing devices
Flexible, foldable, stretchable, non-toxic and safe energy storage has become a primary concern for the researcher with the continuous development of smart textiles. In this area, flexible supercapacitor, electrical double layer capacitor, and battery are widely used devices to store energy produced from energy harvester such as piezo-resistor, solar cell, fuel cell [4, 106]. Electrode, electrolyte, and separator are three basic components of these devices [1]. Scalable preparation of the flexible electrode is the core part to fabricate efficient energy storing devices. Consequently, many of current literatures pay attention on scalable production of flexible electrodes using carbon-based functional materials such as graphene, rGO, GO, CNTs, carbon onion and AC [5, 14, 30, 77, 80, 103, 104, 114, 117] since carbon materials have intrinsic specific capacitance and high surface area. Moreover, these carbon materials enhance the roughness of the porous structure of the textile substrate and increase the surface area of the electrode to accommodate more charge. This property of textile and carbon material makes them suitable for energy storage application.
Dip coating, screen printing inkjet, printing have been popular fabrication methods of applying carbonaceous functional materials on textiles [15, 100]. Some other studies report that cotton fabric treated with graphene, rGO, CNTs, and AC are further coated by some metallic active material such as MnO2 nanoflakes, RuO2, Co(OH)2 in order to enhance the specific capacitance [12, 14, 15, 80]. Very recent literature reports that screen printing of silk fabric by using MnO2-coated hollow carbon microspheres eliminates the requirement of additional coating [113]. Apart from manufacturing conductive electrodes, the choice of electrolyte is another critical stage of fabricating supercapacitor to enhance capacitance, physical properties. PVA gel electrolyte seems promising as they can be applied in a solidified glue form.
Literature also reports MWNT dip-coated supercapacitor where a cotton fabric is coated with MWNT ink. Then coated cotton fabric is further treated with CoCl2·6H2O solution at 100 °C which forms Co(OH)2 layer and encapsulated the MWNT-coated fabric. It shows a high specific capacitance (11220 mF/cm2 at 15 mA/cm2) of the coated material [114]. Moreover, it has good electrochemical stability of 4% capacity loss after 2000 cycles at high rates, which is of significance to its practical applications. Another recent research reported about inkjet-printed PVA gel/SWNT supercapacitor and RuO2 nanowire/SWNT nanostructured supercapacitor. The later supercapacitor displayed an enhanced device performance, in terms of Coulombic efficiency of > 99%, the specific capacitance of 138 F/g, the power density of 96 kW/kg, and energy density of 18.8 Wh/kg. This is due to the pseudo-capacitance contributed by the metal oxide nanowires. Very recent literature also reports supercapacitor prepared by screen printing of GO ink on cotton, followed by a reduction process of GO. The printed electrodes are coated with a hydrogel-polymer electrolyte, PVA doped with H2SO4 [100]. The obtained areal capacitance is 2.5 mF/cm2 and maintained 95.6% of these values when tested under bending conditions. The solid-state super device exhibits superior electrochemical stability and maintained 97% of its original capacitance after 10,000 cycles [100]. This is due to the mechanical stability of graphene in cotton textile and elasticity of solidified polymer gel electrolyte that prevents cracking of electrode. However, the capacitance depends on the mass loading of the active materials. But too high mass loading creates complexity in a uniform distribution of charge. Electrode materials used for energy storage are required to have a high specific surface area. Dip-coated conductive textiles have preferably favorable surface functionalities. It is a suitable combination of micropores and mesopores for fast ion mobility and good electrical conductivity. As functional active materials graphene and CNTs are the most promising materials. However, AC and CB also show potentiality as active materials for energy applications [32, 119].
Conclusion and outlook
In this critical review, we have gone through recent literature published on the synthesis process carbon-based functional materials, the process of formulating their ink suspension and the methods of applying these materials on textile for E-textile applications. The paper also covers the E-textile applications in producing energy storage devices and sensors, textile heater and ECG. The complete review of the carbon-based E-textiles shows the following concluding remarks.
Having nanometer size unique morphology, high intrinsic electrical conductivity [127, 128] and high surface area, CNT and graphene are the most effective materials for fabricating energy storage devices and wearable sensors. However, the large aspect ratio of CNT helps to increase the electrical percolation points in porous textile structure, which improves the conductivity. The production processes of CB and AC are scalable, and these materials are used for formulating screen-printable thick paste ink with densely loaded carbon particles. Therefore, the low-cost conductive thick paste ink from CB and AC is suitable for textile device with a large area such as a heating pad. Electrochemically stable carbon-based materials are promising for sensing toxic gases and biological fluids. Additionally, the intrinsic high specific capacitance of carbon materials and the high surface area of textile make carbon-coated textiles as the suitable structure of energy storage device. Although considerable performance in textile-based wearable electronic devices has already been achieved, further efforts to improve and scale up the processability of the carbon-based ink materials on textiles are required to enhance the commercial growth of this field. This review covers the most recent developments of carbon-based E-textiles and identifies the critical points that will help the researcher to understand and improve the state-of-the-art technologies of the field of carbon-based E-textiles.
References
Jost K, Dion G, Gogotsi Y (2014) Textile energy storage in perspective. J Mater Chem A 2(28):10776–10787
Liu N et al (2013) Cable-type supercapacitors of three-dimensional cotton thread based multi-grade nanostructures for wearable energy storage. Adv Mater 25(35):4925–4931
Jost K, Perez CR, Mcdonough JK, Presser V, Heon M, Diona G, Gogotsi Y (2011) Environmental science carbon coated textiles for flexible energy storage. Energy Environ Sci 4(12):5060
Lawes S, Riese A, Sun Q, Cheng N, Sun X (2015) Printing nanostructured carbon for energy storage and conversion applications. Carbon 92:150–176
Jost K et al (2011) Carbon coated textiles for flexible energy storage. Energy Environ Sci 4(12):5060–5067
Li F, Jiang X, Zhao J, Zhang S (2015) Graphene oxide: a promising nanomaterial for energy and environmental applications. Nano Energy 16:488–515
Jung S, Lee J, Hyeon T, Lee M, Kim DH (2014) Fabric-based integrated energy devices for wearable activity monitors. Adv Mater 26(36):6329–6334
Zeng W, Shu L, Li Q, Chen S, Wang F, Tao XM (2014) Fiber-based wearable electronics: a review of materials, fabrication, devices, and applications. Adv Mater 31:5310–5336
Karim N et al (2017) Scalable production of graphene-based wearable E-Textiles. ACS Nano 11(12):12266–12275
Ghahremani Honarvar M, Latifi M (2017) Overview of wearable electronics and smart textiles. J Text Inst 108(4):631–652
Bao L, Li X (2012) Towards textile energy storage from cotton T-shirts. Adv Mater 24(24):3246–3252
Hu L et al (2010) Stretchable, porous, and conductive energy textiles. Nano Lett 1:708–714
Arbab AA, Sun KC, Sahito IA, Qadir MB, Jeong SH (2015) Multiwalled carbon nanotube coated polyester fabric as textile based flexible counter electrode for dye sensitized solar cell. Phys Chem Chem Phys 17(19):12957–12969
Pasta M, La Mantia F, Hu L, Deshazer HD, Cui Y (2010) Aqueous supercapacitors on conductive cotton. Nano Res 3(6):452–458
Chen P, Chen H, Qiu J, Zhou C (2010) Inkjet printing of single-walled carbon nanotube/RuO2 nanowire supercapacitors on cloth fabrics and flexible substrates. Nano Res 3(8):594–603
Laqua D, Husar P, Bölecke L, Richter K (2017) Intelligent power management for textile energy harvesters supplying wearable sensors. In: Embedded world conference
Atwa Y, Maheshwari N, Goldthorpe IA (2015) Silver nanowire coated threads for electrically conductive textiles. J Mater Chem C 3(16):3908–3912
Hansora DP, Shimpi NG, Mishra S (2015) RSC advances performance of hybrid nanostructured conductive cotton materials as wearable devices: an overview of materials, fabrication, properties and applications. RSC Adv 5:107716–107770
Islam R, Khair N, Ahmed DM, Shahariar H (2018) Fabrication of low cost and scalable carbon-based conductive ink for E-textile applications. Mater Today Commun 19:32–38
Salvado R, Loss C, Gonçalves R, Pinho P (2012) Textile materials for the design of wearable antennas: a survey. Sensors 12(11):15841–15857
Scidà A et al (2018) Application of graphene-based flexible antennas in consumer electronic devices. Mater Today 12(11):15841–15857
Shahariar H, Soewardiman H, Muchler CA, Adams JJ, Jur JS (2018) Porous textile antenna designs for improved wearability. Smart Mater Struct 27(4):045008
Shahariar H, Soewardiman H, Jur JS (2017) Fabrication and packaging of flexible and breathable patch antennas on textiles. In: Conference proceedings—IEEE SOUTHEASTCON
Shim BS, Chen W, Doty C, Xu C, Kotov NA (2008) Smart electronic yarns and wearable fabrics for human biomonitoring made by carbon nanotube coating with polyelectrolytes. Nano Lett 8(12):4151–4157
Hansora DP, Shimpi NG, Mishra S (2015) Performance of hybrid nanostructured conductive cotton materials as wearable devices: an overview of materials, fabrication, properties and applications. RSC Adv 5(130):107716–107770
Pan S, Yang Z, Chen P, Deng J, Li H, Peng H (2014) Wearable solar cells by stacking textile electrodes. Angew Chemie Int Ed 126(24):6224–6228
Hou S et al (2012) Flexible conductive threads for wearable dye-sensitized solar cells. J Mater Chem 22(14):6549–6552
Weng W, Chen P, He S, Sun X, Peng H (2016) Smart electronic textiles. Angew Chemie Int Ed 55(21):6140–6169
Shahariar H (2017) Process engineering & materials characterization for printing flexible and durable passive electronic devices on nonwoven. https://repository.lib.ncsu.edu/handle/1840.20/34966
Hu L et al (2010) Stretchable, porous, and conductive energy textiles. Nano Lett 10(2):708–714
Yapici MK, Alkhidir T, Samad YA, Liao K (2015) Graphene-clad textile electrodes for electrocardiogram monitoring. Sens Actuators B Chem 221:1469–1474
Jost K et al (2013) Knitted and screen printed carbon-fiber supercapacitors for applications in wearable electronics. Energy Environ Sci 6(9):2698–2705
Majee S, Liu C, Wu B, Zhang SL, Zhang ZB (2017) Ink-jet printed highly conductive pristine graphene patterns achieved with water-based ink and aqueous doping processing. Carbon 114:77–83
Khan ZU, Kausar A, Ullah H, Badshah A, Khan WU (2016) A review of graphene oxide, graphene buckypaper, and polymer/graphene composites: properties and fabrication techniques. J Plast Film Sheeting 32(4):336–379
Kim I, Shahariar H, Ingram WF, Zhou Y, Jur JS (2018) Inkjet process for conductive patterning on textiles: maintaining inherent stretchability and breathability in knit structures. Adv Funct Mater 29(7):1807573
Cheng J. Amft O. Lukowicz P (2010) Active capacitive sensing: Exploring a new wearable sensing modality for activity recognition. In: Floréen P, Krüger A, Spasojevic M (eds) Pervasive computing. Pervasive 2010. Lecture notes in computer science, vol 6030. Springer, Berlin, Heidelberg
Morozov SV et al (2008) Giant intrinsic carrier mobilities in graphene and its bilayer. Phys Rev Lett 100(1):016602
Novoselov KS et al (2004) Electric field effect in atomically thin carbon films Science. 306(5696):666–669
Paton K, Varrla E, Backes C et al (2014) Scalable production of large quantities of defect-free few-layer graphene by shear exfoliation in liquids. Nat Mater 13(6):624–630
Bonaccorso F, Lombardo A, Hasan T, Sun Z, Colombo L, Ferrari AC (2012) Production and processing of graphene and 2d crystals. Mater Today 15(12):564–589
Viculis LM, Mack JJ, Mayer OM, Hahn HT, Kaner RB (2005) Intercalation and exfoliation routes to graphite nanoplatelets. J Mater Chem 15(9):974–978
Viculis LM, Mack JJ, Kaner RB (2003) A chemical route to carbon nanoscrolls. Science 299(5611):1361
Allen MJ, Tung VC, Kaner RB (2010) Honeycomb carbon: a review of graphene. Chem Rev 110(1):132–145
Jin Y et al (2016) Self-assembly of hydrofluorinated Janus graphene monolayer: a versatile route for designing novel Janus nanoscrolls. Sci Rep 6:26914
Park S, Ruoff RS (2009) Chemical methods for the production of graphenes. Nat Nanotechnol 4:45–47
Reina A et al (2009) Growth of large-area single- and bi-layer graphene by controlled carbon precipitation on polycrystalline Ni surfaces. Nano Res 2(6):509–516
Lotya M, King PJ, Khan U, De S, Coleman JN (2010) High-concentration, surfactant-stabilized graphene dispersions. ACS Nano 4(6):3155–3162
Hernandez Y et al (2008) High-yield production of graphene by liquid-phase exfoliation of graphite. Nat Nanotechnol 3(9):563–568
Paton KR et al (2014) Scalable production of large quantities of defect-free few-layer graphene by shear exfoliation in liquids. Nat Mater 13(6):624–630
Avouris P, Dimitrakopoulos C (2012) Graphene: synthesis and applications. Mater Today 15(3):86–97
Tao H, Zhang Y, Gao Y, Sun Z, Yan C, Texter J (2016) Scalable exfoliation and dispersion of two-dimensional materials—an update. Phys Chem Chem Phys 19:921–960
Shams SS, Zhang R, Zhu J (2015) Graphene synthesis: a review. Mater Sci Pol 33(3):566–578
Cheng H, Hu C, Zhao Y, Qu L (2014) Graphene fiber: a new material platform for unique applications. NPG Asia Mater 6(7):e113
Brodie BC (1859) On the Atomic Weight of Graphite. Phil Trans R Soc London 149:249–259
Staudenmaier L (1898) Verfahren zur Darstellung der Graphitsäure. Berichte der Dtsch Chem Gesellschaft 31(2):1481–1487
Hofmann U, König E (1937) Untersuchungen über Graphitoxyd. Zeitschrift für Anorg und Allg Chemie 234(4):311–336
Marcano DCD et al (2010) Improved synthesis of graphene oxide. ACS Nano 4(8):4806–4814
Khan ZU, Kausar A, Ullah H (2016) A review on composite papers of graphene oxide, carbon nanotube, polymer/GO, and polymer/CNT: processing strategies, properties, and relevance. Polym Plast Technol Eng 55(6):559–581
Castano LM, Flatau AB (2014) Smart fabric sensors and e-textile technologies: a review. Smart Mater Struct 23(5):053001
Pan Q, Shim E, Pourdeyhimi B, Gao W (2017) Nylon-graphene composite nonwovens as monolithic conductive or capacitive fabrics. ACS Appl Mater Interfaces 9(9):8308–8316
Tang B, Zhang L, Li R, Wu J, Hedhili MN, Wang P (2016) Are vacuum-filtrated reduced graphene oxide membranes symmetric? Nanoscale 8(2):1108–1116
Loffredo F et al (2009) Ink-jet printing technique in polymer/carbon black sensing device fabrication. Sens Actuators B Chem 143(1):421–429
Besra L, Liu M (2007) A review on fundamentals and applications of electrophoretic deposition (EPD). Progress Mater Sci 52:1–61
Bøggild P (2018) The war on fake graphene. Nature
Geng J, Motta M, Engels V, Luo J, Johnson BFG (2016) Temperature threshold and water role in CVD growth of single-walled carbon nanotubes. Front Mater 3:1–7
Iijima S, Ichihashi T (1993) Single-shell carbon nanotubes of 1-nm diameter. Nature 363(6430):603–605
Purohit R, Purohit K, Rana S, Rana RS, Patel V (2014) Carbon nanotubes and their growth methods. Procedia Mater Sci 6:716–728
Shi Z et al (2000) Large scale synthesis of single-wall carbon nanotubes by arc-discharge method. J Phys Chem Solids 61(7):1031–1036
Bolshakov AP et al (2002) A novel CW laser-powder method of carbon single-wall nanotubes production Diam Relat Mater 11(3–6):927–930
Che G, Lakshmi BB, Martin CR, Fisher ER, Ruoff RS (1998) Chemical vapor deposition based synthesis of carbon nanotubes and nanofibers using a template method. Chem Mater 10(1):260–267
Prasek J et al (2011) Methods for carbon nanotubes synthesis—review. J Mater Chem 21(40):15872–15884
Marchiori R, Braga WF, Mantelli MBH, Lago A (2010) Analytical solution to predict laser ablation rate in a graphitic target. J Mater Sci 45(6):1495–1502. https://doi.org/10.1007/s10853-009-4112-5
Hertel T, Walkup RE, Avouris P (1998) Deformation of carbon nanotubes by surface van der Waals forces. Phys Rev 58(20):870–873
O’Connell MJ et al (2002) Band gap fluorescence from individual single-walled carbon nanotubes. Science 297(5581):5593–5596
Islam MF, Rojas E, Bergey DM, Johnson AT, Yodh AG (2003) High weight fraction surfactant solubilization of single-wall carbon nanotubes in water. Nano Lett 3(2):269–273
Moore VC et al (2003) Individually suspended single-walled carbon nanotubes in various surfactants. Nano Lett 3(10):1379–1382
Jiang Y et al (2015) Flexible of multiwalled carbon nanotubes/manganese dioxide nanoflake textiles for high-performance electrochemical capacitors. Electrochim Acta 153:246–253
Wusiman K, Jeong H, Tulugan K, Afrianto H, Chung H (2013) Thermal performance of multi-walled carbon nanotubes (MWCNTs) in aqueous suspensions with surfactants SDBS and SDS ☆. Int Commun Heat Mass Transf 41:28–33
Guo C, Zhou L, Lv J (2013) Effects of expandable graphite and modified ammonium polyphosphate on the flame-retardant and mechanical properties of wood flour-polypropylene composites. Polym Polym Compos 21(7):449–456
Hu L et al (2011) Symmetrical MnO 2 –carbon nanotube-textile nanostructures for wearable pseudocapacitors with high mass loading. ACS Nano 5(11):8904–8913
Liu Y, Wang X, Qi K, Xin JH (2008) Functionalization of cotton with carbon nanotubes. J Mater Chem 18(29):3454–3460
Pahalagedara LR, Siriwardane IW, Tissera ND, Wijesena RN, De Silva KMN (2017) Carbon black functionalized stretchable conductive fabrics for wearable heating applications. RSC Adv 7:19174–19180
Negru D, Buda C-T, Avram D, Asachi G (2012) Electrical conductivity of woven fabrics coated with carbon black particles. FIBRES Text East Eur 20(90):1–53
Azim SS, Satheesh A, Ramu KK, Ramu S, Venkatachari G (2006) Studies on graphite based conductive paint coatings. Prog Org Coatings 55(1):1–4
Phillips C, Al-Ahmadi A, Potts SJ, Claypole T, Deganello D (2017) The effect of graphite and carbon black ratios on conductive ink performance. J Mater Sci 52(16):9520–9530. https://doi.org/10.1007/s10853-017-1114-6
Fabry F, Fulcheri L (2016) Synthesis of carbon blacks and fullerenes from carbonaceous wastes by 3-phase AC thermal plasma To cite this version: HAL Id: hal-01328472
Panomsuwan G, Chokradjaroen C, Rujiravanit R, Ueno T, Saito N (2018) In vitro cytotoxicity of carbon black nanoparticles synthesized from solution plasma on human lung fibroblast cells. Jpn J Appl Phys 57(1):0102BG
Das D, Chaki TK, Chattopadhyay S (2017) Macro-structured carbon clusters for developing waterproof, breathable conductive cotton fabric. Carbon 116:1–14
Ahmedna M, Marshall W, Rao R (2000) Production of granular activated carbons from select agricultural by-products and evaluation of their physical, chemical and adsorption properties1Louisiana Agricultural Experiment Station manuscript 99-21-0066.1. Bioresour Technol 71:113–123
Kalderis D, Bethanis S, Paraskeva P, Diamadopoulos E (2008) Production of activated carbon from bagasse and rice husk by a single-stage chemical activation method at low retention times. Bioresour Technol 99(15):6809–6816
Ioannidou O, Zabaniotou A (2007) Agricultural residues as precursors for activated carbon production-A review. Renew Sustain Energy Rev 11(9):1966–2005
Aygün A, Yenisoy-Karakaş S, Duman I (2003) Production of granular activated carbon from fruit stones and nutshells and evaluation of their physical, chemical and adsorption properties. Microporous Mesoporous Mater 66(2–3):189–195
Dias JM, Alvim-Ferraz MCM, Almeida MF, Rivera-Utrilla J, Sánchez-Polo M (2007) Waste materials for activated carbon preparation and its use in aqueous-phase treatment: a review. J Environ Manag 85(4):833–846
Khalili NR, Campbell M, Sandi G, Golaś J (2000) Production of micro- and mesoporous activated carbon from paper mill sludge. I. Effect of zinc chloride activation. Carbon 38(14):1905–1915
Kyotani T (2000) Control of pore structure in carbon. Carbon 38(2):269–286
Laine J, Yunes S (1992) Effect of the preparation method on the pore size distribution of activated carbon from coconut shell. Carbon 30(4):601–604
Zeng W, Shu L, Li Q, Chen S, Wang F, Tao X (2014) Fiber-based wearable electronics: a review of materials, fabrication, devices, and applications. Adv Mater 26(31):5310–5336
Van Lam D, Jo K, Kim CH, Kim JH, Lee HJ, Lee SM (2016) Activated carbon textile via chemistry of metal extraction for supercapacitors. ACS Nano 10(12):11351–11359
Kim J, Kumar R, Bandodkar AJ, Wang J (2017) Advanced materials for printed wearable electrochemical devices: a review. Adv Electron Mater 3(1):1–15
Abdelkader AM, Karim N, Vallés C, Afroj S, Novoselov KS, Yeates SG (2017) Ultraflexible and robust graphene supercapacitors printed on textiles for wearable electronics applications. 2D Mater 4(3):035016
Moisala A, Li Q, Kinloch IA, Windle AH (2006) Thermal and electrical conductivity of single- and multi-walled carbon nanotube-epoxy composites. Compos Sci Technol 66(10):1285–1288
Shateri-khalilabad M, Yazdanshenas ME (2013) Fabricating electroconductive cotton textiles using graphene. Carbohydr Polym 96(1):190–195
Xu LL, Guo MX, Liu S, Bian SW (2015) Graphene/cotton composite fabrics as flexible electrode materials for electrochemical capacitors. RSC Adv 5(32):25244–25249
Wang YS et al (2014) Integration of tailored reduced graphene oxide nanosheets and electrospun polyamide-66 nanofabrics for a flexible supercapacitor with high-volume- and high-area-specific capacitance. Carbon 73:87–98
Xu Y et al (2014) Inkjet-printed energy storage device using graphene/polyaniline inks. J Power Sources 248:483–488
Pu X et al (2016) Wearable self-charging power textile based on flexible yarn supercapacitors and fabric nanogenerators. Adv Mater 28(1):98–105
Dong K et al (2017) A highly stretchable and washable all-yarn-based self-charging knitting power textile composed of fiber triboelectric nanogenerators and supercapacitors. ACS Nano 11(9):9490–9499
Torrisi F et al (2012) Inkjet-printed Graphene electronics. ACS Nano 6(4):2992–3006
Glavan AC, Walker SB, Lewis JA, Whitesides GM, Link C (2018) Inkjet printing of conductive inks with high lateral resolution on omniphobic ‘R F paper’ for paper-based electronics and MEMS The Harvard community has made this article openly available. Please share how this access benefits you. Your story matters
Karim N et al (2017) All inkjet-printed graphene-based conductive patterns for wearable e-textile applications. J Mater Chem C 5(44):11640–11648
Maksud MI, Yusof MS, Embong Z, Nodin MN, Rejab NA (2014) An investigation on printability of carbon nanotube (CNTs) Inks by flexographic onto various substrates. Int J Mater Sci Eng 2(1):49–55. https://doi.org/10.12720/ijmse.2.1.49-55
Skrzetuska E, Sciences C, Metrology T (2014) Chemically driven printed textile sensors based on Graphene and carbon nanotubes. Sensors 14(9):16816–16828
Zhang H, Qiao Y, Lu Z (2016) Fully printed ultraflexible supercapacitor supported by a single-textile substrate. ACS Appl Mater Interfaces 8(47):32317–32323
Yuan C, Hou L, Li D, Shen L, Zhang F, Zhang X (2011) Synthesis of flexible and porous cobalt hydroxide/conductive cotton textile sheet and its application in electrochemical capacitors. Electrochim Acta 56(19):6683–6687
Stoppa M, Chiolerio A (2014) Wearable electronics and smart textiles: a critical review. Sensors 14(7):11957–11992
Yan M, Zang D, Ge S, Ge L, Yu J (2012) A disposable electrochemical immunosensor based on carbon screen-printed electrodes for the detection of prostate specific antigen. Biosens Bioelectron 38(1):355–361
Yu G et al (2011) Solution-processed graphene/MnO 2 nanostructured textiles for high-performance electrochemical capacitors. Nano Lett 11(7):2905–2911
Ilanchezhiyan P et al (2015) Highly efficient CNT functionalized cotton fabrics for flexible/wearable heating applications. RSC Adv 5(14):10697–10702
Zhai S et al (2016) Textile energy storage structural design concepts, material selection and future perspectives. Energy Storage Mater 3:123–139
Yang YL, Chuang MC, Lou SL, Wang J (2010) Thick-film textile-based amperometric sensors and biosensors. Analyst 135(6):1230
Sato S, Yoshihara K, Moriyama K, Machida M, Tatsumoto H (2007) Influence of activated carbon surface acidity on adsorption of heavy metal ions and aromatics from aqueous solution. Appl Surf Sci 253(20):8554–8559
Rai P (2013) Hybrid nanostructured textile bioelectrode for unobtrusive health monitoring
Park C, Chou PH, Bai Y, Matthews R, Hibbs A (2006) An ultra-wearable, wireless, low power ECG monitoring system. In: IEEE 2006 biomedical circuits and systems conference healthcare technology, BioCAS 2006
Cheng Y, Wang R, Sun J, Gao L (2015) A stretchable and highly sensitive graphene-based fiber for sensing tensile strain, bending, and torsion. Adv Mater 27(45):7365–7371
Ren J et al (2017) Environmentally-friendly conductive cotton fabric as flexible strain sensor based on hot press reduced graphene oxide. Carbon 111:622–630
Liao X, Liao Q, Yan X, Liang Q, Si H, Li M (2015) Flexible and highly sensitive strain sensors fabricated by pencil drawn for wearable monitor. Adv Funct Monit 25(16):1–7
Fischer T, Wetzold N, Elsner H, Kroll L, Hübler AC (2011) Carbon nanotube areas—printed on textile and paper substrates. Nanomater Nanotechnol 1(1):3
Soldano C, Mahmood A, Dujardin E (2010) Production, properties and potential of graphene. Carbon 48(8):2127–2150
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Nipa Khair and Rashedul Islam contributed equally to this work.
Rights and permissions
About this article

Cite this article
Khair, N., Islam, R. & Shahariar, H. Carbon-based electronic textiles: materials, fabrication processes and applications. J Mater Sci 54, 10079–10101 (2019). https://doi.org/10.1007/s10853-019-03464-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-019-03464-1