
Abstract
Nickel alloy powders with additions of Gd2O3 and Ti were mechanically alloyed (MA) using a high-energy ball mill. The formation behaviors of nanoparticles in nickel-based MA powders were investigated using in situ characterization methods, including high-temperature X-ray diffraction and in situ transmission electron microscope (TEM). The added Gd2O3 particles were dissolved into the matrix during MA process. Recrystallization of the MA powders occurred between 810 and 880 °C, followed by grain growth. Precipitation of nanoparticles was observed after grain growth using in situ TEM and was attributed to the reduced dislocations and grain boundary area. More importantly, these nanoparticles were dissolved into matrix after the specimen was reheated to a higher temperature of 1014 °C. During subsequent cooling, Gd2TiO5 particles were re-precipitated in a more uniform way, including smaller average size of 6.8 nm and reduced interparticle spacing of 26.9 nm.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Oxide dispersion strengthened (ODS) alloys are considered promising candidate materials for nuclear applications because of their good high-temperature creep property and excellent irradiation resistance [1,2,3]. The superior properties of ODS alloys are attributed to the fact that the dispersed nanoparticles can serve as obstacles to dislocation movement [4,5,6] and also as effective sinks for irradiation-induced defects [7, 8]. Therefore, it is important to understand the formation behaviors of nanoparticles in order to tailor the microstructure and optimize the properties of ODS alloys.
Regarding the formation behaviors of nanoparticles in ODS alloys, the dissolution of added oxide particles during mechanical alloying (MA) process and the re-precipitation of nanoparticles during subsequent consolidation are widely accepted [1]. Okuda et al. [9] confirmed this mechanism firstly by studying the behavior of Fe–13Cr–3Ti–3Y2O3 (wt%, unless noted otherwise) using X-ray diffraction (XRD). They reported that the MA powders displayed no Y2O3 peaks, whereas Y2TiO5 and Y2Ti2O7 peaks were identified after annealing at 1000 °C for 1 h. Alinger et al. [10, 11] reported that Y2O3 dissolved in Fe–14Cr-based MA powders, and that nanoparticles precipitated after hot isostatic pressing (HIP) at 850 °C using small-angle neutron scattering (SANS). By using neutron diffraction, Zhang et al. [12] found that 10% of Y2O3 was dissolved into ferrite matrix following MA process, and that Y2O3 precipitated after annealing at 900 °C. Similar results are also reported using atom probe tomography (APT) and transmission electron microscope (TEM) [13,14,15,16]. However, other researchers did not observe any change in the lattice parameters of the matrix and hence concluded that the added oxides did not dissolve into the matrix during MA process [17, 18]. This is also supported by the existence of a Y–O bond in MA powders composed of Fe–9Cr–15Y2O3 [19], as well as the identification of amorphous Y2O3 in milled Fe–25Y2O3 powders [20]. Based on these results, an alternative theory is proposed, involving fragmentation of the initial oxide particles into amorphous or nanocrystalline.
Although much progress has been achieved in understanding the formation behaviors of nanoparticles in ODS alloys using various techniques, some uncertainties and limitations still remain. Firstly, previous studies mostly employed ex situ characterization, and therefore information on the early stage and the sequential events that lead to formation of nanoparticles were not covered. Furthermore, very high fractions of oxides (10–25%) were used, especially in studies that claimed formation of amorphous phase. This may lead to some misunderstanding, since the solubility of oxide-forming elements in ferrite is very low.
In this study, the formation behaviors of nanoparticles in nickel-based MA powders were investigated using high-temperature XRD and in situ TEM. As lanthanide oxides are suggested as an effective dispersion source for nickel alloys based on density functional calculation [21], Gd2O3 was added to nickel alloy powders in this study. The high-temperature XRD analysis gave statistical data on the bulky powder sample, and in situ TEM observation revealed the sequential events that led to the formation of nanoparticles.
Materials and methods
Pre-alloyed Ni–Cr–Fe powders with average size of 45 μm were used as the base material. Gd2O3 powders with sizes of 15–30 nm and Ti powders with average size of 45 μm were blended with the pre-alloyed powders. The nominal composition was Ni–30Cr–11Fe–0.50Ti–1.36Gd2O3 (wt%). MA was carried out using a horizontal ball mill (Zoz Simoloyer CM08™) under argon atmosphere. The capacity of the processing chamber was 8 L, and the total load of raw powders was 1000 g. 100Cr6 steel balls with diameter of 5 mm were used as grinding media, and the ball-to-powder weight ratio was 10:1. In order to avoid overheating, the MA process was performed in a cyclic mode, comprising 5 min at 50 rpm, 40 min at 200 rpm, 10 min at 20 rpm and 5 min pause. Sixty cycles were carried out in this study, giving a total milling time of 40 h at 200 rpm.
High-temperature XRD was performed using a PANalytical Empyrean diffractometer (Cu Kα radiation, λ = 1.54056 Å) at 45 kV and 40 mA with a step size of 0.0131°. XRD measurements were taken at room temperature (RT), and then at high temperatures between 600 and 1000 °C in vacuum (10−4 to 10−3 Pa). Rietveld analysis was carried out on the whole XRD patterns using FullProf program. The broadening of peaks for matrix was estimated using a pseudo-Voigt function, and then the crystallite size and strain were obtained [22, 23].
Microstructure evolution was investigated using in situ TEM (JEOL-ARM 200F) with an in situ sample holder (Aduro 500). The TEM specimen was prepared from the MA powders using a dual focused ion beam (FIB, Nova 200). The evolution of the microstructure was recorded in real time during the heating and cooling processes. When a significant change in microstructure was observed, the heating process was stopped and the specimen was cooled to RT to allow detailed examination. Afterward, the specimen was heated again to a higher temperature, and the microstructure evolution of the same area was recorded. The real-time temperature of the specimen was measured across the viewing area by Protochips’ Clarity™ software with a tolerance of 1.3%. The heating and cooling rate was both 1 °C s−1.
Results
High-temperature X-ray diffraction
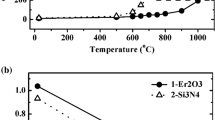
Figure 1 shows XRD patterns of the nickel-based MA powders at different temperatures. The as-MA powders only exhibited diffraction peaks of nickel alloy, which were somewhat broad due to the fine crystallite size and strain introduced during the MA process. With increasing temperature, the matrix peaks increased in height and turned to be sharper. Also, faint Cr2O3 peaks began to appear at 650 °C, and they became more obvious with increasing temperature. Rietveld refinement was performed on the whole XRD patterns, and Fig. 2 shows the evolution of crystallite size and strain of the matrix phase with temperature. The as-MA powders exhibited a fine crystallite size of approximately 12.5 nm and a large strain of 1.1%. The strain was gradually relieved with increasing temperature. The crystallite size remained around 50 nm up to 800 °C and then started to increase significantly above 800 °C.

XRD patterns of nickel-based MA powders at different temperatures

Evolution of crystallite size and strain of nickel alloy phase with temperature
In situ microstructure observation
Figure 3 presents bright-field (BF) TEM images showing the overall microstructure evolution of MA powders after heating to different temperatures, such as 750 °C, 890 °C and 1014 °C (Fig. 3b–d). The area marked by a square in Fig. 3a was chosen for in situ observation, and the microstructure characterization was focused on this area.

BF-TEM images of MA powders after heating to different temperatures. a As-MA powder, b after 750 °C, c after 890 °C, d after 1014 °C
Characterization of as-MA powders
Figure 4 shows TEM micrographs of the as-MA powders. The different contrasts shown in the BF-TEM image (Fig. 4a) were due to strain accumulation during the MA process. The EDS mapping results show that all the alloying elements were uniformly distributed, except for several Ti–rich regions (~ 20 nm) as indicated by the arrows in Fig. 4b. The size of Ti–rich regions was much smaller than that of the originally added Ti powders (~ 45 μm); therefore, these Ti–rich regions may be remnants of Ti powders during the MA process. Figure 4c shows a larger amplification of Fig. 4a and was selected for in situ observation. Its selected area electron diffraction pattern (SADP) corresponded to nickel alloy phase, as shown in Fig. 4d. Based on the EDS mapping and SADP results, it is concluded that the added Gd2O3 was dissolved into matrix during the MA process.

TEM results of as-MA powders. a BF-TEM image, b EDS mapping results of the region within the rectangle in (a), c BF-TEM image of in situ observing area, d SADP corresponding to (c)
Microstructure evolution of MA powders during heating and cooling
Figure 5 shows snapshots of the MA powders during heating to 750 °C, and after cooling to RT. Cr2O3 phase appeared to form when the specimen was heated to around 700 °C (indicated by the arrows in Fig. 5b), and its content increased with increasing temperature (Fig. 5c). The TEM results of Cr2O3 phase were consistent with the XRD results shown in Fig. 1. The Cr2O3 phase was between 50 and 150 nm in size. The formation of Cr2O3 was due to the high content of Cr (~ 30 wt%) in the matrix and its great affinity for oxygen. Williams et al. [24] also reported the formation of Cr2O3 in Fe–14Cr–2 W-based ODS alloy after annealing at 800 °C.

Snapshots of MA powders during heating to 750 °C. a RT, b heating to 700 °C, c heating to 750 °C, d cooling down to RT
Figure 6 shows snapshots of the MA powders during reheating from RT to 890 °C. Recrystallization appeared to start at around 810 °C (Fig. 6b). The contrast became clearer as the strain was relieved. Recrystallization seemed to finish at around 880 °C, and the grain size was between 60 and 100 nm, as shown in Fig. 6c. The XRD results (Fig. 2) show that the crystallite sizes at 800 °C and 900 °C were 53 and 83 nm, respectively, which matched well with the TEM results. The grains then coarsened through grain boundary migration, and the open arrow in Fig. 6e indicates the migration direction of a grain boundary. Precipitates appeared after grain coarsening (Fig. 6f). The heating process was stopped after reaching 890 °C, and the specimen was cooled to RT in order to examine the precipitates.

Snapshots of MA powders during reheating to 890 °C. a RT, b heating to 810 °C, c heating to 880 °C, d heating to 885 °C, e heating to 888 °C, f heating to 890 °C
Figure 7a is a BF-TEM image showing many particles distributed in the grain interior. Figure 7b is a high-angle annular dark field (HAADF) STEM image showing a clear Z-contrast. According to the EDS mapping results (Fig. 7c), the gray particles were rich in Ti (indicated by the arrows in Fig. 7c), while the bright particles were rich in Gd (indicated by the circles in Fig. 7c). The Ti–rich particles were approximately 20 nm in size, which was similar to that of the Ti–rich regions in as-MA powders (Fig. 4b). It seems that the Ti–rich regions did not change during reheating to 890 °C. As shown in Fig. 8, particles of Gd2O3 (cubic, #98-002-7996) and Gd2TiO5 (orthorhombic, 98-016-2128) were identified, respectively, based on the HR-TEM analysis. Figure 7d shows that these particles had a relatively broad size distribution. The average particle size and interparticle spacing were 13.5 and 71.9 nm, respectively.

TEM results of MA powders after reheating to 890 °C. a BF-TEM image, b HAADF-STEM image, c EDS mapping results corresponding to the rectangular region in (b), d particle size distribution

TEM characterization of particles in MA powders after reheating to 890 °C. a HR image of particles, b inverse FFT image of rectangle area in (a), c HR image of particles, d FFT image of rectangle area in (c)
The MA powders were then reheated to 1014 °C and the resulting microstructure evolution is shown in Fig. 9. Small particles were dissolved first when reaching 920 °C (Fig. 9b), and most particles were dissolved after annealing at 920 °C for 70 s (Fig. 9c). The white-contrast features, indicated by the arrows in Fig. 9c, were voids, which will be analyzed later. The circle in Fig. 9c indicates a large Cr2O3 particle, which was dissolved at around 1000 °C. The matrix was kind of defect-free after the specimen was reheated to 1014 °C, and then the specimen was cooled to RT. Particles were re-precipitated during subsequent cooling, mainly between 900 and 800 °C (Fig. 9e, f).

Snapshots of MA powders during reheating to 1014 °C. a RT, b heating to 920 °C, c annealing at 920 °C for 70 s, d heating to 1014 °C, e cooling to 900 °C, f cooling to 800 °C
Figure 10a is an underfocus BF-TEM image. Voids exhibit dark Fresnel fringe at underfocused condition [25]; therefore, the features indicated by the arrows in Fig. 10a were identified as voids. These voids showed black contrast in the HAADF-STEM image, with average size of 13.2 ± 3.8 nm. It should be noted that the majority of the particles in Fig. 10b exhibited bright contrast and were identified as Gd2TiO5 based on HR-TEM analysis (Fig. 10c, d). These particles exhibited a much narrower size distribution, with smaller average size of 6.8 nm and reduced interparticle spacing of 26.9 nm (Fig. 10f).

TEM characterization of particles in MA powders after reheating to 1014 °C. a Underfocused BF-STEM image, b HAADF-TEM image showing distribution of particles, c HR image of particles, d inverse FFT image of the rectangle area in (c), f particle size distribution
Discussion
Analysis of as-MA powders
The crystallite size and strain of as-MA powders were 12.5 nm and 1.1%, respectively. Nanostructure and large strain are typical features of MA powders, since the blended powders are repeatedly flattened, cold welded, fractured, and rewelded during MA process [26,27,28,29]. Shear bands containing high density of dislocations are introduced by the heavy deformation and develop into subgrains that are separated by low-angle grain boundaries. On further milling, these low-angle grain boundaries will be replaced by high-angle grain boundaries to reduce the lattice strain, resulting in refinement of grain size. At the same time, other crystal defects such as vacancies and dislocations are introduced, which can be explained by the large strain within as-MA powders. The increased grain boundaries and dislocations contribute to extend the solubility of oxide-forming elements in the matrix. In this study, the TEM results indicated that the added Gd2O3 particles were dissolved into matrix during MA process. Then, the as-MA powders became supersaturated solid solution with oxide-forming elements and oxygen atoms.
Precipitation behaviors of nanoparticles in MA powders
Different particles were observed and identified after reheating to 890 °C, comprising Ti (~ 20 nm), Gd2O3 (~ 15 nm) and Gd2TiO5 (~ 8 nm). The Ti particles may be the Ti–rich regions in the as-MA powders considering their similar size, while the particles of Gd2O3 and Gd2TiO5 were precipitated from the matrix. The precipitation of nanoparticles was related to strain recovery and grain coarsening. As shown in Fig. 2, the strain recovered gradually with increasing temperature, indicating that the crystal defects were annealed and annihilated. Moreover, grains coarsened after recrystallization at around 880 °C (Fig. 6c–f), thereby decreasing the grain boundary area. As a result, the solubility of decomposed atoms in matrix would be reduced due to the decrease in crystal defects, resulting in precipitation of nanoparticles. In the present study, in situ TEM observations provide direct experimental evidence for nanoparticle precipitation.
The precipitated particles were successively dissolved into matrix during reheating from 920 to 1014 °C (Fig. 9b–d), and then finer particles were re-precipitated from the supersaturated matrix during subsequent cooling, mainly between 900 and 800 °C (Fig. 9e, f). These particles were identified as Gd2TiO5 (Fig. 10). Voids were observed during reheating to 1014 °C, with average size of about 13.2 nm. Void formation has been widely reported in other ODS materials and is usually attributed to the absorbed gas from milling atmosphere during MA process [30,31,32]. Voids were also found in the Al–Al2O3 nanocomposites and were ascribed to the compressibility behavior of the materials during MA process [33, 34].
Only Gd2TiO5 particles were observed after reheating to 1014 °C, whereas three kinds of particles (Ti, Gd2O3 and Gd2TiO5) were observed after reheating to 890 °C. The designed atomic ratio of Gd:Ti was 2:3. However, some Ti–rich regions were present in the as-MA powders, indicating that some of the Ti powders were not fully dissolved into the matrix during MA process. Although quantitative analysis is not simple for this case, it could be assumed that the dissolved Ti atoms were relatively deficient and consequently resulted in the formation of Gd2O3 and Gd2TiO5. Nevertheless, all the preexisting and precipitated particles were dissolved into matrix during reheating to 1014 °C and were then re-precipitated in the form of Gd2TiO5 during subsequent cooling.
Improved uniformity of nanoparticle distribution
Compared with reheating to 890 °C (Fig. 7d), the nanoparticles were distributed more uniformly after reheating to 1014 °C (Fig. 10f). The average particle size and interparticle spacing after reheating to 1014 °C were 6.8 and 26.9 nm, respectively, compared with 13.5 and 71.9 nm after reheating to 890 °C. The more uniform distribution of finer precipitates may be associated with the microstructure change of supersaturated matrix. As discussed in “Precipitation behaviors of nanoparticles in MA powders” section, the precipitation of particles during reheating to 890 °C was related to strain recovery and grain coarsening. The high-temperature XRD results (Fig. 2) show that approximately 66% of the strain was relieved at 800 °C, indicating that a great number of crystal defects were annealed and annihilated. Some precipitates would be developed first, as the solubility of decomposed atoms in matrix was reduced due to the decreased defects. On further heating, the grain boundary area was decreased due to grain coarsening after recrystallization at 880 °C (Fig. 6d–f), and the solubility of decomposed atoms was reduced further, resulting in more precipitates. The particles that precipitated first, as a result of strain recovery at relatively low temperature, would experience growth during the continuous heating process. Therefore, particles were precipitated at different stages during heating to 890 °C, resulting in a broad size distribution of particles with larger average size of 13.5 nm (Fig. 7d).
After reaching 1014 °C, all the precipitates were successively dissolved into matrix, and the matrix became supersaturated again. The high-temperature XRD results indicate that strain was relieved to a very low level at 1000 °C (Fig. 2). That is to say, the dissolution of oxide particles is not due to dislocations or grain boundaries, which can extend the solubility of oxide-forming elements in matrix. The dissolution of precipitates between 920 and 1014 °C may be related to the extended solubility arising from higher temperature. As the solubility declined during subsequent cooling, nanoparticles were re-precipitated from the supersaturated matrix, mainly between 900 and 800 °C, resulting in more uniformly distributed precipitates.
Conclusions
Nickel alloy powders with practical additions of Gd2O3 and Ti were mechanically alloyed using a high-energy ball mill. The formation behaviors of nanoparticles were investigated using high-temperature XRD and in situ TEM. The following conclusions can be drawn:
-
(1)
The as-MA powders exhibited fine grain structure (12.5 nm) and large strain of 1.1% associated with crystal defects, both of which attributed to extend the solubility of oxide-forming elements in matrix.
-
(2)
Two kinds of nanoparticle precipitation processes were observed directly by in situ TEM. Precipitation during reheating to 890 °C was closely related to strain recovery and grain growth, which reduced the solubility of decomposed atoms in matrix. Precipitation of nanoparticles was also observed during cooling from 1014 °C to RT, mainly between 900 and 800 °C. This was because the solubility of decomposed atoms in the matrix declined with decreasing temperature.
-
(3)
More uniform distribution of Gd2TiO5 particles, with smaller size of 6.8 nm and reduced interparticle spacing of 26.9 nm, was achieved after the specimen was reheated to 1014 °C. The more uniform distribution of precipitates may be associated with the different microstructures of the supersaturated matrix. This suggests that appropriate heat treatment of MA powders could produce ODS alloys with more uniform distribution of finer particles.
References
Ukai S, Fujiwara M (2002) Perspective of ODS alloys application in nuclear environments. J Nucl Mater 307:749–757
Murty K, Charit I (2008) Structural materials for Gen-IV nuclear reactors: challenges and opportunities. J Nucl Mater 383(1–2):189–195
Zinkle SJ, Was G (2013) Materials challenges in nuclear energy. Acta Mater 61(3):735–758
Herrick R, Weertman J, Petkovic-Luton R, Luton M (1988) Dislocation/particle interactions in an oxide dispersion strengthened alloy. Scr Metall 22(12):1879–1884
Zakine C, Prioul C, Francois D (1996) Creep behaviour of ODS steels. Mater Sci Eng, A 219(1–2):102–108
Nganbe M, Heilmaier M (2004) Modelling of particle strengthening in the γ’ and oxide dispersion strengthened nickel-base superalloy PM3030. Mater Sci Eng A 387:609–612
Oono N, Ukai S, Kondo S, Hashitomi O, Kimura A (2015) Irradiation effects in oxide dispersion strengthened (ODS) Ni-base alloys for Gen. IV nuclear reactors. J Nucl Mater 465:835–839
Zinkle S, Boutard J, Hoelzer D, Kimura A, Lindau R, Odette G, Rieth M, Tan L, Tanigawa H (2017) Development of next generation tempered and ODS reduced activation ferritic/martensitic steels for fusion energy applications. Nucl Fusion 57(9):092005
Okuda T, Fujiwara M (1995) Dispersion behaviour of oxide particles in mechanically alloyed ODS steel. J Mater Sci Lett 14(22):1600–1603
Alinger M, Odette G, Hoelzer D (2004) The development and stability of Y–Ti–O nanoclusters in mechanically alloyed Fe–Cr based ferritic alloys. J Nucl Mater 329:382–386
Alinger M, Odette G, Hoelzer D (2009) On the role of alloy composition and processing parameters in nanocluster formation and dispersion strengthening in nanostuctured ferritic alloys. Acta Mater 57(2):392–406
Zhang H, Gorley MJ, Chong KB, Fitzpatrick ME, Roberts SG, Grant PS (2014) An in situ powder neutron diffraction study of nano-precipitate formation during processing of oxide-dispersion-strengthened ferritic steels. J Alloys Compd 582:769–773
Zhang L, Ukai S, Hoshino T, Hayashi S, Qu X (2009) Y2O3 evolution and dispersion refinement in Co-base ODS alloys. Acta Mater 57(12):3671–3682
Laurent-Brocq M, Legendre F, Mathon M-H, Mascaro A, Poissonnet S, Radiguet B, Pareige P, Loyer M, Leseigneur O (2012) Influence of ball-milling and annealing conditions on nanocluster characteristics in oxide dispersion strengthened steels. Acta Mater 60(20):7150–7159
Saber M, Xu W, Li L, Zhu Y, Koch CC, Scattergood RO (2014) Size effect of primary Y2O3 additions on the characteristics of the nanostructured ferritic ODS alloys: comparing as-milled and as-milled/annealed alloys using S/TEM. J Nucl Mater 452(1):223–229
He P, Gao P, Tian Q, Lv J, Yao W (2017) An in situ SANS study of nanoparticles formation in 9Cr ODS steel powders. Mater Lett 209:535–538
Toualbi L, Ratti M, André G, Onimus F, De Carlan Y (2011) Use of neutron and X-ray diffraction to study the precipitation mechanisms of oxides in ODS materials. J Nucl Mater 417(1):225–228
Hilger I, Tegel M, Gorley M, Grant P, Weißgärber T, Kieback B (2014) The structural changes of Y2O3 in ferritic ODS alloys during milling. J Nucl Mater 447(1):242–247
Dai L, Liu Y, Dong Z (2012) Size and structure evolution of yttria in ODS ferritic alloy powder during mechanical milling and subsequent annealing. Powder Technol 217:281–287
Liu T, Shen H, Wang C, Chou W (2013) Structure evolution of Y2O3 nanoparticle/Fe composite during mechanical milling and annealing. Prog Nat Sci Mater Int 23(4):434–439
Hong K-H, Kim JH, Chang K, Kwon J (2016) Prediction of potential candidates for dispersion strengthening materials in Ni based alloys. Comput Mater Sci 117:215–220
Rodríguez-Carvajal J (2003) Study of micro-structural effects by powder diffraction using the program FULLPROF. Laboratoire Léon Brillouin (CEA-CNRS), CEA/Saclay 91191
Rietveld H (1969) A profile refinement method for nuclear and magnetic structures. J Appl Crystallogr 2(2):65–71
Williams CA, Unifantowicz P, Baluc N, Smith GD, Marquis EA (2013) The formation and evolution of oxide particles in oxide-dispersion-strengthened ferritic steels during processing. Acta Mater 61(6):2219–2235
Williams DB, Carter CB (1996) The transmission electron microscope. In: Transmission electron microscopy. Springer, Boston, pp 3–17
Suryanarayana C (2001) Mechanical alloying and milling. Prog Mater Sci 46(1):1–184
Fathy A, Wagih A, El-Hamid MA, Hassan A (2013) Effect of mechanical milling on the morphology and structural evaluation of Al–Al2O3 nanocomposite powders. Int J Eng Trans A Basics 27(4):625
Wagih A (2015) Mechanical properties of Al–Mg/Al2O3 nanocomposite powder produced by mechanical alloying. Adv Powder Technol 26(1):253–258
Wagih A (2016) Synthesis of nanocrystalline Al2O3 reinforced Al nanocomposites by high-energy mechanical alloying: microstructural evolution and mechanical properties. Trans Indian Inst Met 69(4):851–857
Chen Y, Jones A, Miller U (2002) Origin of porosity in oxide-dispersion-strengthened alloys produced by mechanical alloying. Metall Mater Trans A 33(8):2713–2718
Ortega Y, Monge M, De Castro V, Muñoz A, Leguey T, Pareja R (2009) Void formation in ODS EUROFER produced by hot isostatic pressing. J Nucl Mater 386:462–465
Capdevila C, Miller MK, Toda I, Chao J (2010) Influence of the α–α′ phase separation on the tensile properties of Fe-base ODS PM 2000 alloy. Mater Sci Eng A 527(29):7931–7938
Wagih A, Fathy A (2018) Improving compressibility and thermal properties of Al–Al2O3 nanocomposites using Mg particles. J Mater Sci. https://doi.org/10.1007/s10853-018-2422-1
Wagih A, Fathy A, Sebaey TA (2016) Experimental investigation on the compressibility of Al/Al2O3 nanocomposites. Int J Mater Prod Technol 52(3–4):312–332
Acknowledgements
This study was supported by the Institute’s R&D Program of Korea Atomic Energy Research Institute (KAERI). H.N. Han was supported by the National Research Foundation of Korea (NRF) granted by the Korea government (MSIT) (No. NRF-2015R1A5A1037627). The authors would like to thank Dr. Ki-Myung Song and Dr. Seongsu Lee of Neutron Science Center of KAERI for carrying out the high-temperature XRD experiment and valuable discussion on the results.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors certify that we have no affiliations with or involvement in any organization or entity with any financial interest or non-financial interest in the subject matter or materials discussed in this manuscript.
Rights and permissions
About this article

Cite this article
Wang, M., Han, H.N., Chung, HS. et al. In situ observation of nanoparticle formation in nickel-based mechanical alloyed powders. J Mater Sci 53, 16110–16121 (2018). https://doi.org/10.1007/s10853-018-2761-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-018-2761-y