
Abstract
To investigate the mechanical behavior of AZ61 alloy in a mushy state, uniaxial tensile tests of as-extruded AZ61 alloy have been implemented at temperatures of 475–575 °C at a strain rate of 3 s−1. Experimental results show that zero strength and zero ductility emerged at 575 and 525 °C, respectively. Abnormal coarse grains with sugar-like morphology and molten Mg17Al12 phases were observed in the brittle temperature range. The grain boundaries and surface were gradually covered partially or completely by a liquefied microstructure as temperatures increased. Small micropores developed into short cracks at temperatures above 525 °C and then to large cracks throughout the grain boundaries at 575 °C. It is therefore suggested that crack propagation was controlled by the quantity and distribution of molten phase in the mushy zone. Three types of interfacial wedge cracks are applied to explicate the fracture behavior of the alloy at elevated temperatures.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Magnesium alloys have attracted considerable attention as a lightweight structural material in recent years. Exceptional advantages, such as superior castability, good machinability, and acceptable mechanical properties, have promoted their development in automotive and aerospace applications [1,2,3,4]. However, because the hexagonal close-packing structure only provides limited slip systems, magnesium alloys exhibit poor formability at room temperature. Warm deformation has thus been utilized to activate non-basal slip systems when preparing magnesium alloy products [5,6,7,8]. To reduce production costs and improve productivity, the forming technology of magnesium alloy has been modified from conventional warm deformation to semi-solid metal processing [9,10,11].
The deformation behavior of polycrystalline alloys at high temperatures, especially near the solidus, is closely related to solidification characteristics and plastic properties [12,13,14]. Alloys in a semi-solid state suffer from solidification defects and poor mechanical properties, resulting in decreased quality. Previous reports on aluminum alloys and steels [15,16,17,18] have demonstrated that solidification defects, especially hot tearing, are more likely to occur in the brittleness temperature range (ΔT), while ΔT is decided by the difference in zero-strength temperature (TZS) and zero-ductility temperature (TZD). TZD and TZS are important factors in evaluating the mechanical properties and deformation behavior of magnesium alloys at high temperatures. When the temperature is between TZD and TZS, materials have a certain strength, but they cannot withstand plastic deformation. Significant increases in strength and plasticity occur only at temperatures below TZD.
Commercial-grade AZ-series alloys are among the most commonly used magnesium alloys in industry. An earlier work [19] by our team revealed the microstructure characteristics of an AZ31 alloy at Tzs (600 °C) and TZD (575 °C). However, given the narrow solidification range and high temperature of TZS and TZD, the microstructure evolution between TZS and TZD has not been investigated for an AZ31 alloy. Furthermore, due to the paucity of research on the failure behavior of magnesium alloys in a mushy state, it is essential to explore crack nucleation and propagation during ΔT.
Because of its wide solidification range, AZ61 alloy demonstrates more complex deformation behavior in a semi-solid state, unlike the AZ31 alloy. Solidification defects such as hot tearing, segregation, and porosity in the AZ61 alloy are difficult to avoid [20,21,22,23]. Moreover, the high casting speed for AZ61 ingots results in a high defect concentration during continuous casting or semi-solid formation; the large strain rate increases stress and strain while simultaneously decreasing feeding ability in the final solidification stages. In addition, previous studies on AZ61 wrought alloys have focused on mechanical properties at 150–450 °C and 0.001–1 s−1 for the purpose of optimizing the hot work process and preparation of a high-quality semi-solid billet [24,25,26]. To the best of our knowledge, an investigation on the mechanical behavior of AZ61 alloy at temperatures exceeding 450 °C has yet to be conducted.
In this work, we performed a high-temperature tensile test on deformed AZ61 magnesium alloy at temperatures of 475–575 °C to experimentally determine TZS and TZD of the studied alloy. Microstructure characteristics in the mushy zone and associated fracture mechanisms, especially crack nucleation and propagation, are discussed accordingly.
Experimental procedures
The material used in this study was the as-extruded AZ61 alloy with a composition of 8.7 Al, 0.2 Zn, 0.28 wt% Mn, and balance Mg. Rods measuring 10 mm in diameter and 50 mm in length were prepared according to the ASTM E8 M-04 standard for tensile tests. All tests were performed on a Gleeble 1500D thermal simulator under the protection of an argon atmosphere at temperatures of 475–575 °C at a strain rate of 3 s−1. To obtain accurate tensile results, three samples were prepared for each testing temperature. Samples were heated to the pre-set temperature at a rate of 10 °C/s and held at the testing temperature for 4 min to ensure uniform temperature distribution. The tensile load was subsequently applied until the sample failed. Then, the sample was cooled immediately by a flux of argon gas. In addition, thermal analysis was conducted on a STA 449C thermal analyzer at a heating or cooling rate of 10 °C/min.
Small sample blocks were cut from the middle of the tested AZ61 alloy rods near the fracture in longitudinal and transverse directions, respectively. The microstructure near the fracture surface of sample was examined via optical microscopy (OM), scanning electron microscopy (SEM; TESCAN VEGA), and energy dispersive spectrum (EDS). The average grain size at the center of each sample was measured using the linear intercept method. Fracture morphology was examined using SEM at 20 kV. X-ray diffraction (XRD; Rigaku D/max 2500PC) was adopted to identify phases that were formed during subsequent cooling. In these tests, selected specimens were examined using Cu Kα radiation with a scanning angle ranging from 20° to 90° at a scanning speed of 2°/min.
Results
High-temperature tensile behavior of AZ61 alloys
Figure 1 illustrates the stress–strain curves of AZ61 alloys at various temperatures at a strain rate of 3 s−1. The variation tendencies of these curves are very similar: A significant strain hardening was observed between yielding and the peak of flow stress (tensile strength) at temperatures below 500 °C. However, when the testing temperature exceeded 525 °C, the flow stress increased without obvious strain hardening to the point of tensile strength, which was below 10 MPa.

Stress–strain curves of AZ61 alloys at temperatures of 475–575 °C and a strain rate of 3 s−1
Variations in tensile strength and elongation of the as-extruded AZ61 alloys, as a function of test temperature, are plotted in Fig. 2. The tensile strength decreased rapidly with a temperature increase from 475 to 525 °C and then decreased gradually at temperatures above 525 °C. Elongation decreased sharply from 475 to 525 °C and plateaued (~ 0) above 525 °C. Thus, the zero-strength temperature (TZS) and zero-ductility temperature (TZD) were 575 and 525 °C, respectively. The corresponding ΔT was calculated to be 50 °C for the AZ61 alloy. Figure 3 shows the heating curve; a decalescence peak appeared at about 609 °C, and the exothermic peak emerged at about 557 °C. As seen in the differential scanning calorimeter (DSC) curve, the solidus and liquidus temperatures of the AZ61 alloy were 557 and 609 °C, respectively. Therefore, zero strength of the alloy appeared in a mushy state coexisting solid and liquid, while zero ductility appeared in a solid state.

Variations of tensile strength and elongation of AZ61 alloys at different temperatures

The DSC curve of the AZ61 magnesium alloy
Microstructural observations
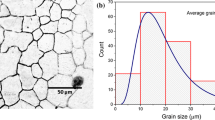
Figure 4 shows the microstructures taken from the areas near fracture surfaces of AZ61 alloys tested at different temperatures. Many small concaves appeared on the fracture surface of samples at 475 and 500 °C. These concaves increased in size due to grain growth at elevated temperatures. Corresponding changes in grain size against the testing temperature are plotted in Fig. 5. The grains were fine at 475–500 °C and became substantially coarser at 525 °C. However, the grains stopped growing as the temperature continued to increase, and some partially separated boundaries emerged at 575 °C. Another interesting phenomenon was linked to the microstructure at temperatures above 525 °C: Dark-colored pits were observed that gradually merged with the adjacent ones either at the grain boundaries or within grains as the temperature increased. Many small micropores and cracks appeared at 550 °C (above TZD) and developed into large cracks throughout the grain boundaries at TZS.

Microstructures along the longitudinal section near the fracture surface of AZ61 alloys deformed at a 475 °C, b 500 °C, c 525 °C, d 550 °C, and e 575 °C at a strain rate of 3 s−1

Variations in grain size of AZ61 alloys at different temperatures
Figure 6 presents the SEM image for the as-extruded AZ61 alloy, tested at 550 °C in ΔT. The chemical composition was measured by EDS, as indicated in Table 1. The boundary-distributed aluminum content in this phase was 4–5 × higher than in the nominal chemical composition of the alloy, which can be attributed to severe solute segregation. Meanwhile, the zinc element, an important factor in reducing the melting point of alloy, was concentrated near the secondary phase at about 13 × the nominal zinc content of the alloy. The phases displaying white particle morphology in Fig. 6 were identified via XRD analysis as an Mg17Al12 intermediate compound (β phase); see Fig. 7. The number of β phases increased with increasing temperature in ΔT. In addition, many recesses appeared as a result of lost white parts during the sample preparation process.

SEM micrograph of microstructure near the fracture surface at 550 °C

XRD spectra of the deformed AZ61 alloy at temperatures of 500–575 °C
Fracture surface morphology
Figure 8 shows the fracture surface morphologies of all samples tested at 475–575 °C. A few dimples and torn ridges were observed in the sample tested at 475 °C. When the temperature increased to 500 °C, these dimples were replaced by a large number of torn ridges and cleavage facets, accompanied by many secondary cracks in the deep fracture surface. When the temperature was further increased to ΔT, a crystal sugar-like morphology and fusion trace were observed along with the remaining β phases demonstrating white particle morphology on the grain surface. Grain boundaries and the surface were gradually covered by a liquefied microstructure, derived from the low-melting composite of the β phase and magnesium matrix in ΔT. Furthermore, secondary cracks were clearly observed in the grain boundaries at TZS, while the white particles disappeared completely.

SEM micrographs of fracture morphology at a 475 °C, b 500 °C, c 525 °C, d 550 °C, and e 575 °C
Discussion
The eutectic temperature of the Mg–Al system is 437 °C. Under such high test temperatures above 475 °C, the β phase of the AZ61 alloy, Mg17Al12, will dissolve into the liquid phase. Moreover, the alloy can dissolve at a low temperature close to the eutectic temperature when the β phase coexists with the magnesium matrix. Therefore, the Mg17Al12 phase identified by XRD in Fig. 7 was formed during subsequent cooling, and the amount of this phase reflects the melt content to a certain extent. According to the microstructure observations in Fig. 4, dark-colored pits corresponded to alloy fusion traces. Accordingly, the liquid fractions of 0.16, 0.19, and 0.27 were obtained by measuring the fusion trace area at 525, 550, and 575 °C, respectively. The liquid fraction of AZ61 alloys at any temperature in the brittleness temperature range, ΔT, was much higher than at the eutectic temperature of equilibrium solidification. Thus, a solidification forefront must exist during tensile testing, and the liquid fraction appears to decide the mechanical behavior of mushy materials.
As stated above, AZ61 alloy possesses high ductility at lower testing temperatures due to the fine grain structure. Once the temperature increased to 525 °C, mechanical properties deteriorated significantly with the formation of large grains as adjacent small grains merged. Meanwhile, a small number of β-phase particles appeared near the fracture surface, which formed from partially molten alloy undergoing rapid cooling. When the AZ61 alloys were tested at ΔT, deformation occurred in a mushy state. Strength and ductility each decreased, even declining to zero as the temperature increased. An obvious fusion phenomenon was observed at some molten boundaries and partial zones inside the grains at 575 °C, which can be primarily ascribed to the coexistence of low-melting compounds and serious elemental segregation. The fusion of the low-melting composite of the β phase and magnesium matrix greatly weakened the grain boundary strength of the alloy in ΔT. Thus, the high-temperature failure of AZ61 alloy resulted from the fusion behavior of low-melting phases and the coarsening of grains at high temperatures.
To further understand fracture behavior at high temperatures, secondary cracks near the fracture surface (from the transverse section) of the AZ61 alloy tested at 575 °C are depicted in Fig. 9a. Some cracks show triangular morphology, while others exhibit strip morphology. Triangular cracks were either isolated or surrounded by banded cracks. Based on morphological observations, three types of wedge cracks in triangular grain boundaries are plotted in Fig. 9b. Cracks nucleated and propagated along the direction of tensile force, which tended to separate adjacent grains. In actual production processes, Type II and Type III are more common than Type I because the samples are deformed through mutual coordination of many adjacent grains.

Interfacial wedge cracks a images of optical microstructure from transverse section near the fracture surface at 575 °C and b schematic nucleation
Interfacial wedge cracks nucleate easily at high temperatures. In AZ61 alloy, this can be attributed to two factors: the β-phase concentration at grain boundaries and the zinc segregation in α-Mg and β. Their combined effect accelerates the fusion of low-melting composite of the β-phase and magnesium matrix at boundaries, thereby deteriorating the high-temperature mechanical properties of the alloy. When the testing temperature was below TZD, the stress concentration on the triangular boundaries aggravated low-melting-point phase liquid film adhesion between grains with continuous deformation. Fractures appeared only when the stress concentration exceeded grain boundary cohesion. However, when the testing temperature was above TZD, grain boundary cohesion decreased given the large number of low-melting-point phases, and less dislocation occurred during deformation. In this condition, stress concentration is difficult to alleviate, promoting crack generation. Because ductility is a major factor in preventing crack propagation, cracks nucleated and propagated much more easily due to the near-zero ductility and strength of the alloy at temperatures above TZS. Thus, the cracks at the fracture surface propagated in a transgranular way at relatively low temperatures of 475 and 500 °C, in a mixed way (transgranular and intergranular) at 525 °C, and in an intergranular way at high temperatures of 550 and 575 °C.
Conclusions
In the present work, the high-temperature mechanical properties of an as-extruded AZ61 alloy have been studied at a strain rate of 3 s−1. Results show that the ductility and tensile strength of the alloy decreased significantly in succession due to grain growth and grain coarsening from 475 to 575 °C. Zero strength of the AZ61 alloy emerged at 575 °C in a mushy state; zero ductility appeared at 525 °C, just below the solidus temperature.
Abnormally coarse grains with sugar-like morphology were observed in the brittleness temperature range, and the grain boundaries and surface were covered partially or completely by a liquefied microstructure owing to the fusion of the low-melting composite of the β-Mg17Al12 phase and magnesium matrix. Three types of interfacial wedge cracks appeared in the mushy zone, and propagation was controlled by the quantity and distribution of molten phase. These results are useful for designing and optimizing continuous casting and semi-solid forming processes.
References
Luo AA (2013) Applications: aerospace, automotive and other structural applications of magnesium. In: Pekguleryuz MO, Kainer KU, Kaya AA (eds) Fundamentals of magnesium alloy metallurgy. Woodhead, Cambridge, pp 266–316
Mordike BL (2001) Development of highly creep resistant magnesium alloys. J Mater Process Tech 117:391–394
Stjohn DH, Easton MA, Qian M, Taylor JA (2013) Grain refinement of magnesium alloys: a review of recent research, theoretical developments, and their application. Metall Mater Trans A 44:2935–2949
Luo A, Pekguleryuz MO (1994) Cast magnesium alloys for elevated temperature applications. J Mater Sci 29:5259–5271. https://doi.org/10.1007/BF01171534
Yu Y, Arai K, Itoh S, Kamado S, Kojima Y (2005) Realization of high strength and high ductility for AZ61 magnesium alloy by severe warm working. Sci Technol Adv Mater 6:185–194
Koh Y, Kim D, Seok DY, Bak J, Kim SW, Lee YS, Chung K (2015) Characterization of mechanical property of magnesium az31 alloy sheets for warm temperature forming. Int J Mech Sci 93:204–217
Chino Y, Kimura K, Mabuchi M (2008) Twinning behavior and deformation mechanisms of extruded AZ31 mg alloy. Mater Sci Eng A 486:481–488
Zhu SQ, Yan HG, Xia WJ, Liu JZ, Jiang JF (2009) Influence of different deformation processing on the AZ31 magnesium alloy sheets. J Mater Sci 44:3800–3806. https://doi.org/10.1007/s10853-009-3513-9
Li L, Zheng M (2015) Theoretical research on rheological behavior of semisolid slurry of magnesium alloy AZ91D. Comput Mater Sci 102:202–207
Meng Y, Fukushima S, Sugiyama S, Yanagimoto J (2015) Cold formability of AZ31 wrought magnesium alloy undergoing semisolid spheroidization treatment. Mater Sci Eng A 624:148–156
Kleiner S, Ogris E, Beffort O, Uggowitzer PJ (2010) Semi-solid metal processing of aluminum alloy A356 and magnesium alloy AZ91: comparison based on metallurgical consideration. Adv Eng Mater 5:653–658
Flemings MC (1991) Behavior of metal alloys in the semisolid state. Metall Trans A 22:269–293
Dahle AK, Suéry M (2010) Deformation Behavior of Aluminum Alloys during Solidification. Mater Sci Forum 649:337–342
Rauh H, Hippsley CA, Bullough R (1989) The effect of mixed-mode loading on stress-driven solute segregation during high-temperature brittle intergranular fracture. Acta Metall 37:269–279
Sinha S, Kim DI, Fleury E, Suwas S (2015) Effect of grain boundary engineering on the microstructure and mechanical properties of copper containing austenitic stainless steel. Mater Sci Eng A 626:175–185
Nesterova EV, Bouvier S, Bacroix B (2015) Microstructure evolution and mechanical behavior of a high strength dual-phase steel under monotonic loading. Mater Charact 100:152–162
Hippsley CA (2013) Brittle intergranular fracture at elevated temperatures in low-alloy steel. Mater Sci Tech 1:475–479
Molina R, Aluminum Amalberto P, Rosso-Politecnico M, Di T (2011) Mechanical characterization of aluminium alloys for high temperature applications part1: Al–Si–Cu alloys. Metall Sci Tecn 14:1650–1656
Jiang B, Liu WJ, Chen SQ, Yang QS, Pan FS (2011) Mechanical properties and microstructure of as-extruded AZ31 mg alloy at high temperatures. Mater Sci Eng A 530:51–56
Li M, Tamura T, Omura N, Miwa K (2010) The solidification behavior of the AZ61 magnesium alloy during electromagnetic vibration processing. J Alloys Compd 494:116–122
Olguín-González ML, Hernández-Silva D, García-Bernal MA, Sauce-Rangel VM (2014) Hot deformation behavior of hot-rolled AZ31 and AZ61 magnesium alloys. Mater Sci Eng A 597:82–88
Yan H, Zhou B (2006) Thixotropic deformation behavior of semi-solid AZ61 magnesium alloy during compression process. Mater Sci Eng B 132:179–182
Anaraki MT, Sanjari M, Akbarzadeh A (2008) Modeling of high temperature rheological behavior of AZ61 mg-alloy using inverse method and ANN. Mater Des 29:1701–1706
Xu Y, Hu L, Sun Y (2013) Deformation behaviour and dynamic recrystallization of AZ61 magnesium alloy. J Alloys Compd 580:262–269
Tsao LC, Chen CH, Wu RW, Chang SY, Chen RS (2015) Plastic flow behavior, microstructure, and corrosion behavior of AZ61 mg alloy during hot compression deformation. J Manuf Processes 18:167–174
Liao C, Wu H, Wu C, Zhu F, Lee S (2014) Hot deformation behavior and flow stress modeling of annealed az61 mg alloys. Prog Nat Sci: Mater Int 24:253–265
Acknowledgements
The authors are grateful for the financial supports from the Chongqing Science and Technology Commission (cstc2013jcyjC60001, cstc2014jcyjjq0041, cstc2014jcyjjq50002, and cstc2013jcyjA50030); the National Natural Science Foundation of China (51701035, 51531002, 51171212, and 51474043); and the National Science and Technology Program of China (2013CB632200).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Liu, W., Jiang, B., Luo, S. et al. Mechanical properties and failure behavior of AZ61 magnesium alloy at high temperatures. J Mater Sci 53, 8536–8544 (2018). https://doi.org/10.1007/s10853-018-2125-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-018-2125-7