
Abstract
In the present review, the recent progress in describing the intricacies of mechanical and thermal properties of all types of graphene- and modified graphene-based polymer nanocomposites has been comprehensively examined. The effectiveness of microscopy bouquet for the intrinsic characterization of graphene family and their composites was clearly demonstrated in this research. Furthermore, the utility of the dynamic mechanical analysis and thermo-gravimetric analysis employed for thermal characterization that has been reported by various researchers was exhaustively analyzed in this paper. This research primarily focused on the analyses of several good articles concerned with hybrid graphene composites and the synergetic effect of graphene with other nanofiller to assess its effect on the mechanical properties of its corresponding composites. Such systematic analysis of previous literatures imparted a direction to the researchers about the solution of improved interfacial properties as well as the enhanced dispersion into the vicinity of the matrix. This current research has suggested that the presence of the graphene filler even at very low loadings has shown considerable improvement in the overall mechanical properties of graphene. Further studies to optimize the value of the filler need to be addressed in order to gain complete understanding of the properties of graphene. The potential applications, current challenges, and future perspectives pertaining to these nanocomposites were elaborately discussed in the current study with regard to the multi-scale capabilities and promising developments of the graphene-family-based nanocomposites materials.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
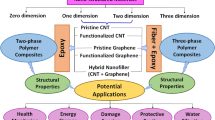
The discovery and research of carbon nanofillers has been an attractive area of interest to most researchers in the field of composites. The critical aspects of the progress and commercialization of these particles with respect to the production of nanocomposite technology were closely related to the properties of the element and its processing of the reinforcing elements. The researchers have worked endlessly to efficiently categorize materials based on their specific dimensions. After the discovery of fullerene and carbon nanotube (CNT), which is zero- and one-dimensional carbon nanofillers, respectively, many researchers have focused their work on the manufacturing of 1D nanoribbon from 2D crystals, as depicted in Fig. 1.

Among various nanofillers, graphene has been used widely and frequently by many researchers due to its exceptional properties in various application fields such as polymer nanocomposite manufacturing, biomedical, optical, and tissue engineering. Recently, an increasing number of researchers have devoted themselves to the study of graphene and its reinforced nanocomposite molecules. Graphene is a 2D and a single-layered nanosheet of sp2-hybridized carbon atoms [4, 5], which has been significantly employed for increasing the mechanical and thermal properties of graphene/epoxy composites [6,7,8]. The detention of interfacial interactions between graphene and epoxy plays an important role in the designing of nanocomposites, especially for providing a significant improvement in the fracture strength. These properties of graphene have enabled it and its associated nanofillers to be considered almost the suitable nanofiller for a broad range of applications (Fig. 2). The applications of graphene and its nanofillers range from tissue engineering [9,10,11,12,13,14], cancer therapy [15, 16], production of antiviral materials [17, 18], medical imaging [19, 20], bio-sensing [21,22,23], and so on. Extensive literature survey pertaining to the graphene-family-based nanomaterials depicted that these were the thinnest of available materials which possess such exceptional mechanical [24,25,26], thermal [27, 28], optical [29], and electrical properties [30, 31].

Schematic overview of properties, structure and applications of graphene-based nanomaterials [32]
Two-phase polymer nanocomposites are composite materials in which the matrix material is reinforced by one or more separate and diverse nanomaterials to improve their overall performance. The most common material used as a matrix in the nanocomposites production is polymers such as epoxy, nylon, poly-epoxide, polyetherimide, ceramics including alumina, glass or porcelain, and metals such as iron, titanium, magnesium. The outstanding mechanical, thermal and electrical properties of graphene typically increase its application in the spectrum of nanocomposites.
Structural nanocomposites, in particular, are prepared with an aim to take advantage of the extraordinary properties of graphene including its mechanical strength, high surface area, and high aspect ratios [33]. The importance of the bonds present between graphene and the matrices for the application of effective load transfer without slipping of contact surfaces has been widely recognized. While preparing them, it is indeed desirable that a large fraction of the load applied to the composites has been efficiently transferred to graphene. This transfer can be effortlessly facilitated through the interaction or bond formation between the surface of graphene and the surrounding polymer matrix. It is a widely accepted notion that larger area of interfaces formed between matrix and nanofillers optimizes the overall tensile strength [34]. Evidently, it is clear that graphene is the best substance for bulk manufacturing of nanocomposites. In spite of this, the improved dispersion rates of this manufacturing process still possess as a challenge.
The strategy of hybrid reinforcement of the nanofillers with different dimensions and aspect ratios has revealed that to ensure effectiveness in achieving improved mechanical and thermal properties of composites [35, 36]. Figure 3 highlights the important factors of graphene like its dimension, orientation, interaction, dispersion, which play an essential role in the fabrication of its polymer nanocomposites. On the other hand, the reinforcement of the graphene family is still a challenge and the problem lies in the fabrication of multi-scale hybrids with optimized weight fraction based on bulk composites. The current research reviews many fabrication processes that were previously reported.

Factors affecting the development of graphene-reinforced polymer nanocomposites during processing
An update on the research pertaining to graphene-reinforced polymer nanocomposites, dealing extensively with the mechanical and thermal properties of graphene composites, is discussed in this study. The first section of the study mainly focuses on the fundamental properties of graphene family and its diverse properties including strength, stiffness, thermal conductivity, and coefficient of thermal expansion. Furthermore, authors have summarized research outcomes of recent experimental studies conducted on graphene- and modified graphene-reinforced nanocomposites for the evaluation of mechanical and thermal properties. The above-mentioned properties of hybrid nanocomposites (with graphene as a common filler) have also been consolidated and discussed in brief. Research gaps have been well identified, and directions for future work are also provided. Potential structural applications have been identified and summarized at the end of the review. Concluding tables are presented in this research to illustrate the fabrication processes of graphene composites in a variety of polymer matrices, thermal properties, and overall properties of hybrid nanocomposites.
Scope of review
Numerous studies on graphene- and modified graphene-reinforced composites have already been conducted by various researchers. Several reviews allied to different properties of nanocomposites have also been depicted with graphene possessing a pivotal role [37,38,39]. In this progress review, a holistic approach of the different fabrication processes in addition to the mechanical and thermal characterization of graphene- and modified graphene-based polymer nanocomposites has been discussed elaborately.
The first section of the review will discuss the mechanical and thermal properties of graphene and its related nanofillers. The second section contains detailed description of the different intricacies involved in the fabrication processes of polymer nanocomposites, along with a note on the mechanical and thermal characterization of the mentioned nanocomposites. The third section of this research will comprehensively discuss the mechanical and thermal properties of hybrid nanocomposites with graphene as common filler. The concluding part of the current progress review enlists a few macro-level potential structural applications of graphene polymer nanocomposites as well as hybrid nanocomposites. The conclusion and future challenges pertaining to graphene will also be briefly presented in this research.
Graphene
Graphene, a monolayer sheet of graphite, is considered as a material composed of carbon structures of all other dimensionalities as depicted in Fig. 1. Graphene-based nanostructured materials have been classified based on the presence of number of layers of the sheet, the orientation, surface modifications, or their total oxygen content (Fig. 4). Graphene has been identified as a latest member of the carbon-based nano materials when compared to fullerene and CNTs. Comparison of graphene to CNTs demonstrated that the use of graphene is more advantageous than CNTs, because of its larger surface area and ability to be easily modifiable by different molecules. Different properties of graphene that were experimentally evaluated by several researchers in the last decade are summarized in Table 1.

Characterization of the structure of graphite, a monolayer of GO, and monolayer of rGO using a, b SEM, c TEM [40]
Tensile strength and Young’s modulus
Single-layer graphene has been evidently found to be superior nanofiller that was ever tested. The strength of the 2D material can vary considerably due to the presence of Stone–Wales and vacancy defects embedded in it. The breakage strength of graphene was measured by the atomic force microscopy (AFM) and was found to be 130 GPa [41]. Lee et al. [41] depicted the presence of brittle fractures of graphene that tend to occur at critical intrinsic strength value of 130 GPa. It has also been revealed that graphene can be easily bent, which meant that it can be exploited further for structural modifications and other applications. Use of AFM nanoindentation for identifying the nonlinear elastic response of intrinsic breaking strength was estimated to be 98 GPa. It has also been reported that graphene under shear loading develops wrinkles inside it which leads to a failure strength of 60 GPa. However, the shear strength deformation of graphene is approximately 97 GPa [42]. Zandiatashbar et al. [43] experimentally demonstrated the effect of the topological defects on the strength of graphene. Breaking strength of 100 GPa has been estimated for pristine graphene, while 80 GPa [44] and 75 GPa [45] values were reported for armchair and zigzag-type graphene, respectively. This variation was primarily observed due to the mechanics of critical covalent bonds that periodically distributed along the grain boundary due to which the bonds weakened led to an overall decrease in the strength of graphene. Rasool et al. [46] measured the fracture strength of graphene membranes and found it to be 94 GPa at a fracture force of 6.8 µN when applied on the strongest single crystal membrane of graphene. AFM has been widely used for estimating the breaking strength of graphene revealing that the formation of out-of-plane ripples effectively mitigated graphene in-plane stress [47]. It was found that 100 GPa was the breaking strength, in spite of that the upper bound was reported as 35 GPa. This difference was observed due to the weakening effect of grain boundaries. Clear distinction of these structures can be seen through AFM images only. Rasin Grantab et al. [44] suggested that graphene is one of the stiffest (Young’s modulus 1 TPa) and strongest (strength 100 GPa) materials, which can be further applicable in the field of nano-electromechanical systems (NEMS) as pressure barriers. Wei et al. [45] depicted the detailed arrangement of defects and eventually revealed its effect on the strength and stiffness of graphene. It was found that the maximum tensile stress and stiffness was a function of the tilt angle for both armchair and zigzag with 110 GPa and 0.980 TPa, respectively. This was found to be due to the pentagon-heptagon ring disinclination dipoles which are exactly opposite to the grain the boundary strength. Song Z et al. [48] performed a series of tensile tests on single crystalline graphene membranes to reveal an extremely high Young’s modulus at 1 TPa, while tensile strength remained as 130 GPa. The exceptional plane structures and geometries of the single-layer graphene were examined for their stiffness and breaking strength, and it was found to be 1.1 TPa and 125 GPa, respectively [49, 50].
Single-layered graphene has still been considered as one of the strongest fillers; however, further modification of graphene in terms of covalent modification can be a viable solution for enhancing the strong interaction between graphene and the polymer of interest. Graphene can be modified by using covalent and non-covalent methods. Non-covalent methods have weak interactions between functionalities and the graphene surface, and thus these methods are not generally preferred over covalent functionalization techniques. Covalent bond entangled graphene molecule has been widely used in providing the strong interactions between graphene surfaces and the functionalized groups. However, the originality of graphene typically gets distorted which leads to a big compromise of the thermal and mechanical properties of graphene. Suk et al. [51] used AFM to measure the Young’s modulus and the tensile strength of rGO platelets and estimated it as 207.6 ± 23.4 GPa and 39.7–76.8 MPa, respectively. These experimentally measured values were found to have a lower effective mechanical property, which was attributed to the poor cross-linking bonds between graphene surfaces and the modifier. Gong et al. [52] performed a series of tensile and bulge tests on rGO graphene papers with the thickness in the range of 0.5 to 100 µm. These were high when compared to pristine graphene (0.335 nm). The researchers observed a decline in the Young’s modulus and the fracture strength ranging from 44.6 to 8.5 GPa and from 170.2 to 40 MPa, respectively. A number of studies have shown a relative decline in the mechanical properties of GO paper with varying thicknesses of 2.5–25 µm [53] and 50–60 nm [54]. However, Park et al. [55] performed the mechanical characterization of one, two, and three overlapped layers of GO platelets using AFM. In another work, the DMA results showed that the adhesive characteristic of pDop significantly improves the tensile strength and elongation of pDop-rGO paper by 35 and 70%, respectively [56]. Lee along with their co-authors prepared ethylenediamine and 1,4-butadinol-modified GO (GO-N-GO and GO-O-GO, respectively) using chemical interlinking of GO papers. The mean strength of GO-N-GO and GO-O-GO papers improved by 36 and 10%, respectively, when compared to GO paper [57].
Thermal properties
Graphene possesses not only mechanical properties, as discussed in the proceeding section, but also thermal properties, especially thermal conductivity, which is valuable for thermal management in mechanical and microelectronics devices. Graphene acquires unique thermal properties due to the repetitive structure, robust, and anisotropic bonding, and the low mass of the carbon atoms [28]. The thermal conductivity of graphene was measured in the range of 2000–5000 W m−1 K−1 at room temperature by using a Raman method for both heating and temperature sensing [27, 58,59,60]. Baladin et al. [27] measured thermal conductivity of single-layered suspended graphene in the range of 4800–5300 W m−1 K−1, which is much higher than 2310 W m−1 K−1 for natural diamond [61], 3000 W m−1 K−1 for MWCNT [62], and 3500 W m−1 K−1 for SWCNT [63]. At this point of time, the values of graphene discussed above were approximately ten times of values set for conventional materials such as copper. Jang et al. [64] measured the thermal conductivity of single- and multilayer (ultrathin 7–10 layers) graphene. The researchers observed that for single-layer graphene, the thermal conductivity increases with the increase in the number of layers while showing suppression below 160 W m−1 K−1 at room temperature. Cai et al. [60] used CVD method for determining the thermal conductivity of single-layer graphene at 3000 W m−1 K−1, which was lower than that of other cited researches. This may be due to the lower suspension of graphene on substrate roughness.
The coefficient of thermal expansion (CTE) of CVD-grown graphene was estimated by Shaina et al. [65] by using temperature-dependent Raman spectroscopy. They obtained negative value of CTE of graphene (− 3.75 × 10−6 K−1) for all the temperature ranges within 90 to 300 K. The value reached zero when the temperature was recorded to be at less than 150 K. Storch et al. [66] studied 2D Young’s modulus and CTE of tensioned graphene membranes through the static displacement of membrane. The experiments were conducted by using laser interferometry, and it was found that the modulus eminently declines with increasing temperature. This results into a positive temperature-dependent thermal expansion.
The physical mechanism behind the improvement in mechanical and thermal properties of these advanced composites is sp2 hybridization of graphene molecules so as to permit the bond rotation which finally provides the sufficient rigidity and stability to their subsequent molecule ions. At the same time, the enhancement in thermal conductivity is due to obstacle-free traveling of phonons at any point along the surface; this may be attributed to the regular and repetitive structure of graphene. The above discussion can also be justified through the experimentally obtained in-plane conductivity of a single-layered graphene sheet as 3000–5000 W m−1 K−1 while the cross-plane conductivity obtained as low as 6 W m−1 K−1 which may be due to the weak inter-plane vdW forces.
Properties of graphene-/modified graphene-reinforced composites
Mechanical properties
As mentioned above, graphene and modified graphene have excellent mechanical properties concerned with high elastic modulus, high tensile strength, fracture toughness, etc. These exceptional properties of graphene contributed to the development of inexpensive and high quality of nanocomposites. Most of the researches conducted on graphene-based epoxy nanocomposites are aimed at exploiting the remarkable mechanical strength.
Yazdi et al. [80] investigated mechanical properties of layered graphene/polyoxymethylene nanocomposites prepared by the spray method. The results of the study revealed that the addition of graphene up to 2.4 wt% increased Young’s modulus and tensile strength by 103 and 64%, respectively. Another study administered by Ma et al. [81] obtained the tensile strength of GO/PI (GO-reinforced polyimide (PI) composites developed with different loadings of GO using in situ polymerization and solution blending methods) with 3.0 wt% GO loading to be as 137.8 MPa. This value is 75.5% higher than that of a pure PI. It is inferred from the experiment that in situ polymerization accelerates a better dispersion of GO in the polymer matrix. Bortz et al. [82] monitored the effect of epoxide cure kinetics by keeping the cross-linking mechanism under observations through the use of DSC. An enhancement of 28–111% in fracture toughness and up to 1580% in uniaxial tensile fatigue life was witnessed when a small amount (≤ 1 wt%) of GO was added to the epoxy system. Kashyap et al. [83] performed a series of tensile tests on rGO-reinforced nanocomposites and observed an increment of 150% in elastic modulus and tensile strength of 0.3 wt% rGO/PVA nanocomposites. This is due to homogeneous distribution of fillers and improved load transfer capability between hydrogen bond contained by modifier and matrix. Mo et al. [84] performed the mechanical characterization on GO/PVA nanocomposites and found a tensile strength of 280 MPa and Young’s modulus as 13.5 GPa with 50% loading of modifiers. Another study utilized sulfonated poly(ether-ether-ketone) as a non-covalent surface modifier in the fabrication of non-covalent functionalized reduced graphene oxide (NFrGO)/cellulose acetate (CA) nanocomposites by using solution mixing technique [85]. Enhancements of about 102% (106.87 ± 2 MPa) and 143% (1.32 ± 0.3 GPa-3.21 ± 0.2 GPa) in tensile strength and modulus of NFrGO/CA, respectively, were observed for 1.5 wt% loading of NFrGO when compared with those of pure CA. This improvement is attributed to the good molecular-level dispersion of NFrGO sheets in the matrix of CA. Sainsbury et al. [86] used bisphenol-functionalized graphene nanosheets (f-GNS) to fabricate PBE/GO-based nanocomposites to facilitate the enhancement of 26 and 63% in Young’s modulus and ultimate tensile strength with regard to a filler loading of 0.25 wt%. Vlassiouk et al. [87] produced layered flat graphene laminates (type 1) and fibers (type 2) with the application of layer-by-layer assembly approach along with a systematic progression of layered structures, respectively, as shown in Fig. 5. The resulting composite structures indicated that the strength of graphene/PMMA laminates is double when compared to pure PMMA with only 0.13% load of graphene. However, mechanical properties of pure graphene scrolls (fibers) are less impressive (2.2 GPa strength and 0.3 TPa modulus) but offer a competitive edge in comparison with carbon fibers (CFs). An improvement in interfacial and tensile properties of CF/epoxy composites reinforced with single-layer GO sheets (5.0 wt%) was reported by Zhang et al. [88]. Alexopoulos et al. [89] evaluated the effect of the size of GNPs on the properties of epoxy/GNPs nanocomposites. The results revealed an increment of 15 and 12% in UTS and fracture toughness, respectively, at low filler concentrations (< 0.25 wt% GNPs) while 35 and 30% enhancement in Young’s modulus of nanocomposites with the addition of GO with particle size of 130 and 1200 μm, respectively [90]. The researchers further noticed a decline in mechanical properties with the incorporation of higher filler concentration (> 5 wt% GNPs) due to the particles agglomeration.

a Scheme of laminates and fibers/scrolls, b 2D and G bands shift, and c Raman spectra of (Graphene/PMMA)16 sample [87]
Recently, Chhetri et al. [91] reported a dispersion of 0.25 wt% of GNS in the epoxy matrix improves its fracture toughness, flexural strength, and flexural modulus by ~ 91, 46, and 71%, respectively, when compared to pure epoxy. However the tensile yield strength and Young’s modulus were obtained to be 66 MPa and 4.92 GPa, respectively, when PVA nanocomposites contained 1.0 wt% of GO [92]. Also, an improvement by 39 and 127% in the UTS and tensile toughness of poly(styrenesulfonate)–polyaniline (PSS)/rGO at a loading of 0.5 wt% was measured by Lin et al. [93]. Chen et al. [94] prepared a high-performance polymer composite by using a core–shell structured hybrid (SiO2-GO) as a new filler into the epoxy polymer matrix. Ultrathin GO shells-coated silica surfaces facilitated this enhancement. However, the functionalized GO (FGO) showed a homogeneous dispersion in the nanocomposites with high-density polyethylene (HDPE), where the stress and strain at the break of HDPE nanocomposites increased by 28.7 and 130%, respectively, with the incorporation of only 0.2 wt% FGO loading [95]. The improvements by 10.11 and 14.67% in the flexural modulus and strength of GO epoxy nanocomposites with the addition of 1.0 wt% of GO were henceforth witnessed [96]. Ni et al. [97] fabricated epoxy-based composites reinforced by 3D graphene skeleton (3DGS) by RTM method to avoid difficulty in dispersion and orientation of graphene sheets. The researchers implemented the direct mixing method and found that 3DGS/epoxy composites have superior mechanical properties and thermal stability as compared to EG/epoxy composites (Fig. 6).

Mechanical properties of composites with different filler loadings: a tensile strength, b tensile stress–strain curve, c compressive strength, and d flexural strength and modulus [97]
The degree of dispersion can be defined as the ratio of wt% of nanofillers to the total wt% of epoxy matrix, which affects directly or indirectly the performance of nanocomposites. Moreover, an optimize sonication time, power, and temperature are the factors responsible for homogeneous dispersion of graphene in epoxy pool [98, 99]. Wei et al. [99] reported that with the incorporation of 0.3 wt% graphene, the tensile strength and storage modulus of nanocomposites increased from 57.2 to 64.4 MPa and 1.66 to 2.16 GPa, respectively. However, the Tg value of nanocomposites uplifted from 93.37 to 99.08 °C (for 0.3 wt% of graphene loading). The results showed that the dispersion state depended on the function of sonication time and temperature. Further, a significant reinforcement effect of graphene on epoxy was observed. Apart from this, the orientation of reinforcing element in epoxy matrix also plays an important role in enhancing the overall properties of composites. Li et al. [100] reported about the level of spatial orientation of GO flakes in nanocomposites as shown in Fig. 7. They noticed an improvement in Young’s modulus of nanocomposites reinforced with fully aligned graphene, while an expected fall by 50% was seen with an inclusion of randomly oriented graphene. Li et al. [101] studied the impact of dopamine-rGO (pDop-rGO) on the mechanical properties of epoxy-based composites. pDop-rGO was prepared through simultaneous functionalization and reduction of GO via polydopamine coating. The effective modulus and strength of GO and pDop-rGO at different contents in epoxy composites are shown in Fig. 8.

a Schematic illustration of the Cartesian coordinate system with the sample geometries used in the Raman spectroscopic analysis in the three directions, b view with the laser beam along the Z axis, and c view with the laser beam along the X and Y axes [100]

a Tensile and b flexural properties of epoxy composites with various contents of GO or pDop-rGO [101]
Wu et al. [102] noticed up to 900% improvement in mode-I fracture toughness of GNPs/epoxy nanocomposites with ~ 0.8 vol% of transversely aligned GNPs. This improvement was attributed to multiple extrinsic and intrinsic toughening mechanisms including pinning, micro-cracking, deflection, rupture, and pull-out of the GNPs as shown in Fig. 9. Atif et al. [103] conducted an experiment to maximize the mechanical properties at 0.1 wt% of multilayered graphene. They found that whereas flexural and tensile strength were enhanced by 49% at 74–111 MPa and 43% at 46–65 MPa, respectively, an increment in flexural and Young’s modulus by 23% at 598.3–732.8 MPa and 26% at 610–766 MPa, respectively, was obtained. A study used 4, 4’-Methylene diphenyldiisocyanate (MDI) as a chemical modifier to modify graphene, fabricated epoxy/graphene, and epoxy/modified graphene nanocomposites. The results showed an increase in Young’s modulus of neat epoxy from 0.675 to 8.0 GPa with the addition of 0.5 wt% of modified graphene, i.e., 25% more than the unmodified graphene [104]. Bora et al. [105] reported an improvement in tensile strength and Young’s modulus of composites by 123 and 87%, respectively, with the addition of 3.0 wt% of rGO in epoxy. However, the flexural modulus of GNP/epoxy composites increased by 160% when 4.0 wt% of GNP of aspect ratio 300–1000 and thicknesses of 5–17 nm is added into epoxy [106]. Table 2 lists the details of mechanical properties at different filler contents of graphene- and modified graphene-reinforced polymer nanocomposites.

SEM images a–d of an epoxy nanocomposites containing 1.08 vol% of GNPs transversely aligned to the direction of crack growth showing: a tortuous crack path; b micro-cracks at the crack tip; c micro-cracks inducing crack deflection and branching; d crack bridging and graphene pull-out. (Note b and c are magnified SEM images taken from the circular and rectangular regions in (a), respectively); e effects of vol% and alignment of GNP on the mode-I fracture energy of the epoxy nanocomposites [102]
Thermal properties
Numerous studies on thermal properties of different polymer nanocomposites have already been conducted in the last decade but investigations on melting temperature, glass transition temperature, thermal conductivity, and thermal expansion coefficient of the nanocomposites were found to be most pivotal.
Glass transition temperature
The glass transition temperature (Tg) is one of the significant viscoelastic properties of the epoxy and its composites, which is usually defined by a point. This point signifies the behavior of the polymer from brittle to glassy to a rubbery state. The Tg can also be understood more precisely by considering the amount of free energy required by the atoms to escape from their original lattice positions to other significant positions, which typically result in a glassy to rubbery state. Once the rubbery state of the molecule has been achieved by these atoms, they become stiffer, more brittle, and highly inflexible. Therefore, it is absolutely necessary to calculate the Tg either by conducting experiments or by performing graded simulations [134]. The processing of the polymers depends on the temperature range, which is determined by Tg. There are numerous experimental methods to evaluate the Tg, such as dynamic mechanical analysis (DMA), differential thermal analysis (DTA), thermo-mechanical analysis (TMA), and differential scanning calorimetric (DSC). In addition to these, there are three common theoretical approaches that are used for calculating Tg by MD simulations, namely (a) the energy-temperature method, (b) the mean squared displacement, and (c) the property temperature method.
Ribeiro et al. [135] investigated the Tg of GO- and GO-TEPA (tetraethylenepentamine)-reinforced epoxy composites using the DMA tests. They estimated that the Tg values increase from 15 to 20 °C (0.5 wt%) for GO and GO-TEPA epoxy composites, respectively, in comparison with pure polymer. Li et al. [136] incorporated GO into epoxy matrix to observe that the Tg of nanocomposites enhanced by 33.05 °C with the 1.0 wt% fraction of filler. However, for GO/epoxy nanocomposites, Tg shifted to a lower temperature range as compared to the neat resin, i.e., from 164.8 to 157.1 °C [137]. Pour et al. [138] determined the Tg of PVI-g-GO-reinforced epoxy from the DSC scan. The Tg value of neat epoxy increased from 101 ± 3.0 to 108 ± 4.1 °C with the insertion of 0.25 wt% loading of PVI-g-GO.
Zaman et al. [139] synthesized two types of epoxy nanocomposites reinforced with GNP and surface-modified GNP. They found that the interface modifications had improved the Tg of neat epoxy from 94.7 to 108.6 °C, depicting a 14.7% increment (Fig. 10). However, the incorporation of 0.041 vol% (0.1 wt%) of graphene sheet into polypropylele (PP) enhanced the Tg of the nanocomposites by approximately 2.5 °C [140]. An unprecedented shift in the value of Tg to over 40 °C for poly(acrylonitrile) and 30 °C for PMMA was obtained at 1.0 and 0.05 wt% of the f-GNSs [141]. Layek et al. [142] also reported that the increase in the Tg from loss of modulus data was not significant. However, while performing estimations using the tanδ plot, it was observed that there was a 21 °C improvement in Tg and higher effects of damping in the 5.0% of PMMA-functionalized graphene (FG)-reinforced nanocomposites. In spite of this, the pure epoxy resins (EPs) showed a Tg value of 153.9 °C. An insertion of thermally reduced GNPs and FG into epoxy increased the Tg to 167.6 and 169.8 °C, respectively [143]. Chen et al. [94] observed that the Tg increase occurred at 197 °C for pure EP, whereas it was considerably shifted to lower temperatures (194.4 °C) for nanocomposites loaded with 0.1 wt% of GO. The Tg of epoxy-based (~ 81.5 °C) nanocomposites with the incorporation of 1.0 wt% of GO of particle size of 300 and 1200 μm was calculated as 87.8 and 90.7 °C, respectively [90]. Hence, after reviewing the pieces of literature, it is concluded that the Tg values of the epoxy nanocomposites depend on the curing extent, cross-linking density, content and type of filler, and the interfacial bonding between the filler and matrix [93, 97, 128, 129].

Damping behavior of nanocomposites a epoxy/GP and b epoxy/m-GP [139]
Thermal conductivity
The thermal conductivity of the epoxy nanocomposites was enhanced by the addition of carbon nanofillers [144]. However, the increment in the thermal conductivity can be more effectively done by the addition of 2D graphene nanosheets except 1D rod-like CNT [145]. According to the Kaptiza resistance, the lattice vibrations and free electron interactions between the two or more contacted surface were found to be responsible to carry out the transfer of the thermal energy. Therefore, the weak interactions at nanofiller or epoxy interfaces remarkably affected the thermal resistance [146]. Hence, a strong nanofiller or epoxy interfaces was required to achieve reasonable thermal conductivity [147]. The thermal conductivity determined by considering the orientation and properties of fillers, the morphology of the polymer nanocomposites, and their interaction with the fillers and the epoxy matrices is depicted in Fig. 11.

Thermal conductivity of composites depends on multiple factors that need to be considered when designing new materials [148]
Kostagiannakopoulou et al. [149] investigated the effect of MWCNTs and GNPs on thermal conductivity of nanoreinforced polymers and nanomodified CPRFs. They revealed that the addition of 15 wt% of GNPs to the epoxy improves the thermal conductivity of nanoreinforced polymers and nanomodified CPRFs by 176 and 48%, respectively. Xiao et al. [150] prepared poly(vinylidene fluoride) PVDF/CNT/GNP and PVDF/GNP/CNT composites by adding GNPs into the PVDF/CNT and CNTs into PVDF/GNP composites. It was found that the addition of 1.0 and 20 wt% of GNPs in the PVDF/CNT enhanced the overall thermal conductivity of the PVDF/CNT/GNP up to 0.31 and 1.92 W m−1 K−1, respectively. The results of this study demonstrated that the PVDF/CNT/GNP composites exhibit a higher thermal conductivity compared to PVDF/GNP, PVDF/CNT, and PVDF/GNP/CNT composites. This may be attributed to the improved 3D network made in between solid particles and polymer matrix, which further leads to a higher percolation threshold for nanocomposites. Gu et al. [151] fabricated the GNPs and f-GNPs/E-51 nanocomposites using the casting method. They found that the thermal conductivities of f-GNPs/E-51 nanocomposites were found to be increased with the increasing f-GNPs content and also higher than the GNPs/E-51 nanocomposites, whereas thermal conductive coefficient of f-GNPs/E-51 incorporated with 30 wt% of f-GNPs was 8 times higher than the pristine E-51. Teng et al. [152] formulated the localized pyrene groups on poly(glycidyl methacrylate) (Py-PGMA) to make an effective covalent bonding and cross-linked structure in Py-PGMA-GNS/epoxy composites. This research revealed that 16.4% increment of the thermal conductivity of 1.0 phr Py-PGMA-GNS/epoxy composites compared to 1.0 phr pristine GNS/epoxy composites. Kim et al. [153] suggested that the addition of GO and Al(OH)3-coated graphene (Al-GO) enhanced the thermal conductivity of epoxy composites. The thermal conductivity of pure DGEBA EP was found to be 0.188 W m−1 K−1. Figure 12 depicts a comparison between the thermal conductivities of GO/epoxy and Al-GO/epoxy composites prepared with 0.0, 1.0, and 3.0 wt% fillers at room temperature. Shan et al. [154] formulated GO-reinforced epoxy nanocomposites. The researchers examined that with the addition of 0.5 wt% of GO, the thermal conductivity was found to be enhanced from 54.63 × 10−3 to 136.01 × 10−3 W m−1 K−1 with the increase in the temperature from 6 to 16 K, respectively. Aradhana et al. [155] reported that the incorporation of 0.5 wt% of GO in the epoxy adhesive resulted in a thermal conductivity of 0.56–0.63 W m−1 K−1, i.e., enhancement of 211 and 174% at temperatures 30 and 90 °C, respectively.

Thermal conductivities of epoxy composites of neat epoxy, graphene oxide, and Al(OH)3-FG [153]
Olowojoba et al. [133] reported that the thermal conductivity of thermally rGO/epoxy composites and 2.0 wt% insertion of rGO resulted in a maximum thermal conductivity (0.264 W m−1 K−1) at 60 °C. Zhao et al. [156] introduced the graphene foam into poly-dimethylsiloxane (PDMS) and reported that the thermal conductivity was found to be increased by 88% for graphene foam/PDMS composites as compared to pure PDMS. Wu et al. [102] measured the effect of the alignment directions of the GNPs both parallel and transverse on the thermal conductivities of epoxy nanocomposites. They also suggested that the increment in the thermal conductivity by approximately 60% in the case of transverse alignment of GNPs, as compared to unmodified epoxy polymers (Fig. 13). Zhang et al. [157] designed and fabricated vertical and horizontal graphene film-reinforced epoxy nanocomposites. With the incorporation of 44 vol% of graphene into epoxy, thermal conductivity of horizontal graphene film/epoxy nanocomposites was found to be increased to 0.81 W m−1 K−1. However, the corresponding values were noticed as 384.9 W m−1 K−1 for vertical nanocomposites, which was observed at two orders of the magnitude higher than that of the horizontal nanocomposites.

Effects of the volume content and alignment of the GNPs on the thermal conductivities of the epoxy nanocomposites [102]
Coefficient of thermal expansion
A low CTE and good stability were among the critical factors that a composite needs to possess, specially designed for such climatic situations where the temperature changes dramatically. This may be used to strengthen by laying the composite coatings on the surfaces of aircrafts, aerospace craft, and buildings [158].
Chang [159] prepared hexadecylamine and 4-amino-N-hexadecylbenzamide f-GNS-based PI nanocomposites. The results of this research depicted that the CTEs values for PI and PI hybrids decrease with an increase in the graphene loading (0–10 wt%) over a temperature range of 50–200 °C. Wang et al. [160] observed that the CTE for neat EP was estimated around 8.2 × 10−5/°C. However, an inclusion of 1.0 wt% GO or SWNTs in EPs did not show an obvious reduction. Figure 14 shows the CTE of the EP, graphite/epoxy, GO/epoxy, and SWNT/epoxy composites at ramp rate 10 °C/min.

Thermal expansion of graphene composites [160]
Kim et al. [161] investigated the dynamic mechanical behavior of exfoliated graphite nanoplatelets (xGnP)–linear low-density polyethylene (LLDPE) nanocomposites. The results of the study indicated that TE and the CTE of xGnP-loaded composites were much lower than those of the control LLDPE in the ranges of 45–80 °C (299.8 × 10−6/°C) and 85–100 °C (365.3 × 10−6/°C). Wu et al. [162] added few GNPs to polyetherimide (PEId) thermoplastic polymers and measured the coefficient of linear thermal expansion (LTE) in three directions, i.e., 0º, 90º and Z direction. This study observed that the LTE in 0° and 90° direction decreases with an increase of substantial GNP loading. However, it was inferred that the LTE remains the same at concentrations lower than 3.0 wt% GNP loadings. The various factors pertaining to thermal properties at different filler contents of graphene- and modified graphene-reinforced epoxy nanocomposites are listed in Table 3. Finally, on the basis of literature discussed in previous sections, an optimized fabrication strategy with different ranges (numerical values) for each step of fabrication have been proposed as shown in Fig. 15.

Fabrication strategy of graphene-reinforced polymer nanocomposites
Properties of graphene-/modified graphene-reinforced hybrid composites
The previous section explored the mechanical and thermal properties of surface-modified-graphene-reinforced nanocomposites. While there have been several reports published on CNT and graphene as individual fillers, a scarcity of literature on the fabrication of nanocomposites with CNT and graphene as co-applicants, which changed their category from nanocomposites to hybrid nanocomposites, was noticed. However, the studies reviewed reported better mechanical and thermal properties of hybrid nanocomposites as compared to general nanocomposites. Furthermore, hybridization process leads to certain disadvantages concerned with the composition, degree of functionalization and interestingly the mixing of the two fillers in the polymer matrix.
Graphene/fiber hybrid composites
The performance of carbon fiber-reinforced composites (CFRP) is typically dependent on the properties of the fiber-matrix interface. To improve the interfacial properties in CF/epoxy composites, direct introduction of graphene or f-GNS dispersed in the fiber sizing onto the surface of the individual CFs has been performed. During interface improvements, single-layer and double-layer graphene sheets were observed in randomly selected regions. The interface-modified nanocomposites demonstrated completely different surface fractographs to the unmodified peers, corresponding to higher improvements in the resistance of the solvent absorption resistance and fracture toughness. CFRP composites have been evidently depicted themselves as light weight, high tensile strength and modulus materials significantly reducing the weight of the structures. These may be further improved by reinforcing the matrix material with an optimized wt% of nanofiller.
Han et al. [174] fabricated a hybrid GO/CF-reinforced epoxy composites in two steps: First, the GO was added with EP, and then the modified EP was brushed onto plies of CF fabrics, later stacked by a hot-pressing machine (Fig. 16). The results of this study indicated that the incorporation of 0.10 wt% of GO into EP enhanced the ILSS by 8.05%, with an increase in Tg by 5 °C. Hallad et al. [175] investigated the behavior of a polymer beam reinforced with graphene and CF at nano- and micro-level both individually and combined form reinforcements, respectively. The researchers performed a three-point load test on the beams to estimate the flexural strength. An improvement by 35% was observed as compared to plain control beams when graphene was used as reinforcement fillers in the polymer matrix.

Fabrication process of GO/CFs-reinforced epoxy composites [174]
Hu et al. [176] also fabricated FGO/regenerated silk fibroin (RSF) hybrid composites fibers with improved mechanical properties using brittle and weak RSF by performing the wet spinning method. The results of this experiment indicated a 58.7% improvement in the breakage force of the hybrid fiber composites when compared to the pure RSF silk fibers. Mahmood et al. [177] theorized the concept of inducing a piezo-resistive response of epoxy/glass composites through an engineered interphase. They procured E-glass fibers coated with GO by electrophoretic deposition (EPD) and rGO-coated fibers by subsequent chemical reduction reactions. They also performed three-point bending tests on the unidirectional composites with uncoated, GO-coated and rGO-coated GF. The results of this study revealed that the flexural modulus and flexural strength were increased by 19 and 9% for GO- and rGO-coated GF, respectively, when compared to the neat composites. Another research by Hua et al. [178] marked the preparation of GO/CNT hybrid-coated glass fiber (GF)/epoxy composites. It was found that the interfacial bond strength of the hybrid-coated fiber increased 128% as compared to the calculated value in terms of the rule of the mixtures from the results of a single GO and CNT coating. The SEM, TEM, and HRTEM images of GO/CNT hybrid coating of GF surfaces are depicted elaborately in Fig. 17.

SEM image GO/CNT hybrid coating layer on GF surfaces b TEM image of CNT/GO hybrid coating on one GF surface by CNT implantation into GO, c magnified TEM image of (b), d HRTEM image of the GO/CNT hybrid coating layer on GF surfaces and e transverse tensile strength of GF/epoxy composites [178]
Pathak et al. [179] reported that the inclusion of 0.3 wt% of GO in the CF-reinforced polymer hybrid composites improved the flexural modulus and flexural strength by 72 and 66%, respectively. Idumah et al. [180] prepared a GNP kenaf fiber hybrid PP composite. The researchers recorded that about 70 and 98% enhancement was observed in flexural strength and flexural modulus, respectively, while the thermal conductivity value increased by approximately 88% at 3.0 phr loading of the GNPs. Papageorgiou et al. [181] studied the effect of the GFs, GNPs and the hybrid fillers on the properties of PP. They performed tensile testing analysis on PP-GNP, PP-GF, and PP-GF-GNP composites and concluded that the addition of hybrid filler improved the Young’s modulus of these composites. The fractured images and mechanical properties of each of the composites are presented in Fig. 18.

SEM images of fractured samples a–c: a PP-GNP20, b GFs in the PP-GF sample, c GFs coated with PP and GNPs in the PP-GF16-GNP20 specimen, d tensile modulus, and e fracture stress of the PP and the composites samples [181]
Kwon et al. [182] examined the effect of thermally rGO/CNT hybrid coating on the CF-reinforced epoxy composites. The results of these experiments revealed that an enhancement of over 10% in the short-beam strength as compared to uncoated CF composites, whereas IFSS of the GO-coated fiber/PTFE composite rose from 49.45 to 71.91 MPa (44.4%) as compared to the untreated CF [183]. In another work, CF was coated with partially rGO by an anodic EDP. The result showed an improvement of 14% in ILSS of composites. This enhancement revealed the better interfacial adhesion and wettability between coated CFs and epoxy [184].
Kostagiannakopoulou et al. [185] used GNPs and MWCNTs hybrid nanofillers to develop carbon fiber-reinforced polymers (CFRPs). The hybrid doped CFRPs were prepared by using 0.5 wt% of GNPs with varying wt% of MWCNTs (i.e., 0.5 and 1.0 wt%). This study concluded that the fracture toughness was enhanced by 45 and 31% for unequal and equal amounts of GNPs and MWCNTs, respectively. Menbari et al. [171] used three different diamines, namely ethylenediamine (EDA), p-phenylenediamine (PPD) and 4,4′-diaminodiphenyl sulfone (DDS), for FGO and incorporated them into an epoxy/GF composite laminate. It was revealed that the 0.5 wt% of GO to the EP/GF composite enhanced the in mode-I fracture toughness by 27 and 21% for initiation and propagation stages, respectively. However, the inter-laminar fracture toughness of the PPD-FGO, the DDS-FGO, and the EDA-FGO was found to be increased by 69.5, 70, and 93%, respectively, when compared to the unmodified EP/GF composites.
Graphene/nanofiller hybrid composites
The chemical compatibility between the fillers plays an important function in enhancing the overall properties of hybrid epoxy nanocomposites. Recently, a number of experiments have been performed to assess the increment of the interphase between fillers and the matrix. Chemical functionalization and specific contact area based techniques have been employed to assess the reduction in the size of the particle fillers. The high aspect ratio and van der Walls interactions of graphene and its agglomerates have been used widely so that decoration of graphene with other nanofillers can be deployed in order to avoid this phenomenon. These steps typically come at cost but provide an ease in the fabrication process as compared to the functionalization of graphene for its improved interaction with other nanofillers to help expand the reactive sites of graphene and lead to the formation of fewer covalent bonds between the matrix and hybrid filler.
Min et al. [186] constructed GO nanosheet/carboxyl-functionalized MWCNTs (GO/MWCNTs) hybrid reinforced PI nanocomposites (Fig. 19). The tensile strength was found to be increased by 25.1% at 3:1 ratio of GO/MWCNTs as compared to the pure PI due to the homogeneous dispersion patterns and strong interfacial covalent bonds that are formed between GO/MWCNTs and the PI matrix. Al-Saleh et al. [14] reported that the CNT/PP nanocomposite typically exhibit superior tensile strength and better thermal conductivity as compared to the GNP/CNT nanocomposites and GNP/CNT/PP hybrids. The addition of CNT volume fraction (up to 5 vol%) in the GNP/PP nanocomposites has shown an increase in the toughness and the tensile strength. Abdollahi et al. [187] synthesized a hydrogel nanocomposite based on poly(acrylic acid) grafted onto amylose (PAA-g-amylose) containing different loadings of the GO. They analyzed thermo-mechanical behaviors of the composites by employing TGA, DSC, and tensile testing assessments. The results of this study showed that 124 and 26% improvement in the tensile strength and elastic modulus of the hydrogel nanocomposites, respectively, with 3.0 wt% GO loading. However, thermal stability was also found to be improved by 67 °C and Tg shifted higher temperature by 53 °C at 5.0 wt% GO loading as compared to the pristine hydrogel matrix. The mechanical properties of the CNTs + GNPs or epoxy nanocomposites with 0.1, 0.2, 0.3 and 0.4 wt% of CNTs + GNPs (at mixing ration 1:1) were investigated by Moosa et al. [188]. The research revealed that the UTS increases by 36% and the modulus of elasticity was found to be doubled than that of the neat epoxy at 0.4% of CNTs + GNPs hybrid filler.

The flow diagram of the preparation of GO/CNT/PI films [186]
Hawkins et al. [189] examined the fracture toughness of carbon-graphene-epoxy hybrid nanocomposite using single-edge-notch bending specimens. The results of this study showed significant improvement in the fracture toughness of hybrid nanocomposite by 11.4%, as compared to a conventional carbon–epoxy composite. This study also observed an effective dispersion of graphene throughout the epoxy matrix in addition to a toughening mechanism such as a crack pinning, de-bonding, pull-out, crack deflection and fiber bridging through systematic SEM analysis. Chatterjee et al. [190] investigated the effect of CNT/GNP hybrid fillers on the properties of hybrid nanocomposite. They reported that the fracture toughness and fracture modulus of the epoxy-based hybrid nanocomposite had improved considerably by 77 and 17% with a CNT/GNP ratio of 9:1. However, the addition of GNP/MWCNT (0.1:0.4) hybrid filler to the epoxy had significantly increased the tensile strength and modulus of nanocomposite by 21 and ~ 17%, respectively, as compared to the unfilled epoxy [191]. Wang et al. [192] examined the mechanical properties of the cross-linked hybrid GO/CNT aromatic PI nanocomposite. The results of this research showed a dramatic increment in the strength, modulus, and fracture toughness by 118, 94, and 138%, respectively, as compared to neat PI. Sahu et al. [193] prepared HDPE polymer matrix reinforced with an alternate and possible combination of nanodiamonds (0D), MWCNTs (1D), and GNPs (2D). The results of the research depicted that the incorporation of hybrid filler as 0.1 wt% of GNP with 0.1 wt% of nanodiamond in HDPE considerably improved the Young’s modulus and the hardness by 25.17 and 83.33%, when compared to pure HDPE. Young oh et al. [194] also reported that the large scale of GO sheets prompted various isolated GO aggregation islands in the composite due to a strong π–π interaction between the layers. However, the small-scale GO sheet can provide high-density cross-linking reactions and can be homogeneously incorporated with SWCNT. Ribeiro et al. [195] introduced a 2D hybrid nanofiller by combining hexagonal boron nitride and graphene oxide (GO/h-BN). They observed a 140, 177, and 32% increment in tensile strength, ultimate strain and elastic modulus of the epoxy nanocomposites, respectively, with an incorporation of 0.5 wt% hybrid filler. However, thermal conductivity was found to be enhanced up to 142% with respect to the pure epoxy for 2.0 wt% of GO/h-BN.
The mechanical and the thermal properties of hybrid nanocomposites have been reviewed in this research. The improvement in these properties has shown the possibilities and capabilities of this new type of materials in several advanced structural and temperature-based engineering applications. It was also observed that the elastic modulus of hybrid nanocomposites increases with an increase in the filler contents, but breaking strength of the composite was found to be more sensitive to aggregation between the two corresponding fillers. Elaborate information of the mechanical properties at different filler content of the graphene-reinforced hybrid nanocomposite is enlisted in Table 4.
Potential applications
Major efforts for the development of polymer nanocomposites are focused on overall properties enhancement of polymer matrices. An optimized loadings of nanofillers in the polymer matrix pool are generally used for structural reinforcing applications, while low loading has been used for improving other properties such as thermal stability, viscoelastic and electrical conductivity.
Automotive applications
The high-speed racing cars require extraordinary properties like structural stiffness, compressive strength, heat resistant, and many more. Moreover, the development of lightweight materials especially for an automotive vehicle is the most highlighted area of today’s research. 10% reduction in weight can improve the fuel efficiency by 6–8%; this improvement certainly makes petrol, electrical and alternative vehicles more competitive. Toyota Motor Co. started the use nylon-6/clay polymer nanocomposites in 1991 when they manufactured timing belt covers as a part of the engine for their newly developed Camry cars [216]. At the same time, Japan developed nylon-6 polymer nanocomposites for engine covers used in Mitsubishi vehicles [217]. Recently, Ford motor company has announced to use graphene parts in their vehicles, starting with F-140 and Mustang by the end of 2018. Ford and their co-partners have exploited graphene for manufacturing the noisy components such as the pumps, fuel rail, chain driven gears or belt driven pulleys to be mounted on front engines [218].
Aerospace applications
Excellent structural strength and conductivity of graphene in polymer composites make them a potential candidate for aerospace applications. Graphene lighter but stronger than CF can be utilized to fabricate a material that can replace steel in the structure of aircraft by which the weight can be reduced and finally improvement in fuel efficiency may be achieved. On the contrary, the use of graphene-reinforced CFRP certainly leads to an increase in performance at lower mass which in turn improves the aircraft efficiency. Cui and their co-workers recently developed a high strength and tough TiAl nanocomposites from CF coated with graphene [219]. They also investigated that above-mentioned nanocomposites have high mechanical strength and low density which could be more helpful to meet out the typical requirements of aerospace industries. Furthermore, graphene-reinforced CFRP improves properties such as ILSS and damage tolerance followed in a decrease in delamination. As of now, the existing aerospace component manufacturing companies are aiming to develop different parts such as aircraft ribs, panels, fuselages, wings, fuel tanks and tail assemblies [220]. On the other hand, companies are more focused in developing the environment friendly nanocomposites so that the aircraft parts can be easily maintained or recycled.
Marine applications
In marine applications, the use of graphene-reinforced polymer nanocomposites protects them against corrosion and also provides an ease of fabrication with lightweight. Graphene-induced CFRP are used to design and fabricate different basic parts of a ship such as spars, hull, till, rudder, keels, masts, and a long upright and parallel (deck) poles. The overall structure, especially the chassis of high-power racing boats, is now made up of hybrid nanocomposites keeping in view of their high performance and safety. Fothergill Composites Inc., Bennington (UK) has modeled and designed a shell-type structure fabricated from nanoparticles reinforced CF with honeycomb aramid structure to save their drivers from any mishap [221].
Wind applications
Nanomaterials-based composites are increasingly used in manufacturing of windmill blades for their high structural strength with less weight properties. Wind turbine blades are the most important part to be exploited with regards to their material. Wind turbine blades are generally manufactured by using CF epoxy matrix composites which offered a significant resistance to fatigue failure occurred due to fatigue (cyclic) loading. However, nanomaterials are allowing for the enhancement of mechanical, fracture and fatigue properties of above-mentioned CF-based composites. The additives such as graphene, CNT, nanosilica for CF composites are under development for turbine blade application [222].
Conclusions and future outlook
The mechanical and thermal properties of graphene- and modified graphene-based nanocomposites have been reviewed thoroughly in the current study. The entire discussion of the properties of graphene has revealed that it plays an important role in the improvement in the overall properties of polymer nanocomposites which can be used in the different areas of applications. Various factors on which the quality of nanocomposites depends such as the purity level, surface area, filler content, cross-linking, degree of dispersion, number of layers, aspect ratio and the interaction between epoxy and fillers have been identified here. This review contains a critical analysis on the research investigations which have been exhaustively performed for assessing the mechanical and thermal properties of graphene and functionalized graphene-based nanocomposites in addition to the properties of hybrid nanocomposites with graphene as a common filler. Henceforth, this detailed study reveals the effect of almost all types of graphene on the thermo-mechanical performance of polymer matrix-based two-phase nanocomposites.
Furthermore, there are numerous challenges to be resolved before industry can go on with the mass production of such nanofiller-based nanocomposites. For example, the production of graphene with maximum purity is still a major issue because such impurities degrade the quality and finally properties of the composite materials. Based on the earlier discussion, the best quality of graphene can be measured in terms of their aspect ratio (X and Y dimension) and proper thickness among the graphene layers. In order to produce these advance composite materials, the designer has to ensure the homogenous dispersion of nanofillers in epoxy matrix, henceforth to minimize the cluster formations along with dislocation (failure) points during the testing procedures. Strong bonding between nanofillers and polymer matrix has also to be maintaining so as to maximize the load transfer. Surface functionalization of graphene may be a viable solution for the increase in interactions between nanofillers and corresponding matrix; however, dimensional difference between these two constituents may be another drawback to scale up the production. Despite these challenges, hybrid nanofillers (graphene and inorganic filler such as CNT) have now become very interesting and promising materials for counterbalancing some of the non-desirable properties of functionalized graphene in the composites. In spite of the different challenges involved with graphene, the manufacturing industries cannot ignore the use of graphene and modified graphene in commercial products such as helicopter rotor blades, fan blades, propellers, racing cars chassis, wheelhouse assemblies, engine covers, battery covers, tennis rackets, hockey sticks, and bicycles. As of now, the business impact of graphene-reinforced nanocomposites is expected to be increased in near future and it is also expected that it transforms from a fundamental material to an advanced engineering material which can offer the best solutions to industry and their consumers.
Abbreviations
- 0D:
-
Zero-dimensional
- 1D:
-
One-dimensional
- 2D:
-
Two-dimensional
- 3D:
-
Three-dimensional
- AFM:
-
Atomic force microscopy
- CF:
-
Carbon fiber
- GO:
-
Graphene oxide
- CNT:
-
Carbon nanotube
- PMMA:
-
Poly(methyl methacrylate)
- EP:
-
Epoxy resin
- GF:
-
Glass fiber
- DGEBA:
-
Diglycidyl ether of bisphenol A
- f-GNS:
-
Functionalized graphene nanosheet
- PVA:
-
Poly(vinyl alcohol)
- CRPFs:
-
Carbon fiber epoxy composites
- PVDF:
-
Poly(vinylidene fluoride)
- PI:
-
Polyimide
- UTS:
-
Ultimate tensile strength
- CFRPs:
-
Carbon fiber-reinforced polymer
- RSF:
-
Regenerated silk fibroin
- HDPE:
-
High-density polyethylene
- PES:
-
Poly(ether sulfone)
- NFrGO:
-
Non-covalent functionalized reduced graphene oxide
- FG:
-
Functionalized graphene
- DETDA:
-
Diethyl toluene diamine
- CVD:
-
Chemical vapor deposition
- PAA:
-
Poly(acrylic acid)
- CA:
-
Cellulose acetate
- CTE:
-
Coefficient of thermal expansion
- TEM:
-
Transmission electron microscopy
- rGO:
-
Reduced graphene oxide
- MWCNT:
-
Multi-walled carbon nanotube
- PDMS:
-
Poly-dimethylsiloxane
- DSC:
-
Differential scanning calorimetry
- SEM:
-
Scanning electron microscopy
- RTM:
-
Resin transfer molding
- WPU:
-
Waterborne polyurethane
- FGO:
-
Functionalized graphene oxide
- T g :
-
Glass transition temperature
- GNPs:
-
Graphene nanoplatelets
- f-GNPs:
-
Functionalized graphene nanoplatelets
- DMA:
-
Dynamic mechanical analysis
- PP:
-
Polypropylene
- ILSS:
-
Interlaminar shear strength
- IFSS:
-
Interfacial shear strength
- PU:
-
Polyurethane
- xGnPs:
-
Exfoliated graphite nanoplatelets
- PGMA:
-
Poly(glycidyl methacrylate)
- TGA:
-
Thermo-gravimetric analysis
References
Geim AK, Novoselov KS (2007) The rise of graphene. Nat Mater 6(3):183–191
Gupta A, Sakthivel T, Seal S (2015) Recent development in 2D materials beyond graphene. Prog Mater Sci 73:44–126
CeNeR Rao, AeK Sood, KeS Subrahmanyam, Graphene Govindaraj A (2009) the new two-dimensional nanomaterial. Angew Chem Int Ed 48(42):7752–7777
Novoselov KS, Geim AK, Morozov SV, Jiang D, Zhang Y, Dubonos SV et al (2004) Electric field effect in atomically thin carbon films. Science 306(5696):666–669
Allen MJ, Tung VC, Kaner RB (2009) Honeycomb carbon: a review of graphene. Chem Rev 110(1):132–145
Rahman R, Haque A (2013) Molecular modeling of crosslinked graphene–epoxy nanocomposites for characterization of elastic constants and interfacial properties. Compos B Eng 54:353–364
Nayebi P, Zaminpayma E (2016) A molecular dynamic simulation study of mechanical properties of graphene–polythiophene composite with Reax force field. Phys Lett A 380(4):628–633
King JA, Klimek DR, Miskioglu I, Odegard GM (2015) Mechanical properties of graphene nanoplatelet/epoxy composites. J Compos Mater 49(6):659–668
Akhavan O, Ghaderi E, Shahsavar M (2013) Graphene nanogrids for selective and fast osteogenic differentiation of human mesenchymal stem cells. Carbon 59:200–211
Akhavan O, Ghaderi E (2013) Flash photo stimulation of human neural stem cells on graphene/TiO2 heterojunction for differentiation into neurons. Nanoscale 5(21):10316–10326
Akhavan O, Ghaderi E (2013) Differentiation of human neural stem cells into neural networks on graphene nanogrids. J Mater Chem B 1(45):6291–6301
Akhavan O, Ghaderi E, Abouei E, Hatamie S, Ghasemi E (2014) Accelerated differentiation of neural stem cells into neurons on ginseng-reduced graphene oxide sheets. Carbon 66:395–406
Akhavan O, Ghaderi E (2014) The use of graphene in the self-organized differentiation of human neural stem cells into neurons under pulsed laser stimulation. J Mater Chem B 2(34):5602–5611
Akhavan O, Ghaderi E, Shirazian SA, Rahighi R (2016) Rolled graphene oxide foams as three-dimensional scaffolds for growth of neural fibers using electrical stimulation of stem cells. Carbon 97:71–77
Akhavan O, Ghaderi E, Rahimi K (2012) Adverse effects of graphene incorporated in TiO2 photocatalyst on minuscule animals under solar light irradiation. J Mater Chem 22(43):23260–23266
Akhavan O, Ghaderi E, Aghayee S, Fereydooni Y, Talebi A (2012) The use of a glucose-reduced graphene oxide suspension for photothermal cancer therapy. J Mater Chem 22(27):13773–13781
Akhavan O, Ghaderi E, Esfandiar A (2011) Wrapping bacteria by graphene nanosheets for isolation from environment, reactivation by sonication, and inactivation by near-infrared irradiation. J Phys Chem B 115(19):6279–6288
Akhavan O, Ghaderi E (2012) Escherichia coli bacteria reduce graphene oxide to bactericidal graphene in a self-limiting manner. Carbon 50(5):1853–1860
Moradi S, Akhavan O, Tayyebi A, Rahighi R, Mohammadzadeh M, Rad HS (2015) Magnetite/dextran-functionalized graphene oxide nanosheets for in vivo positive contrast magnetic resonance imaging. RSC Adv 5(59):47529–47537
Fazaeli Y, Akhavan O, Rahighi R, Aboudzadeh MR, Karimi E, Afarideh H (2014) In vivo SPECT imaging of tumors by 198,199 Au-labeled graphene oxide nanostructures. Mater Sci Eng, C 45:196–204
Akhavan O, Ghaderi E, Rahighi R (2012) Toward single-DNA electrochemical biosensing by graphene nanowalls. ACS Nano 6(4):2904–2916
Akhavan O, Ghaderi E, Rahighi R, Abdolahad M (2014) Spongy graphene electrode in electrochemical detection of leukemia at single-cell levels. Carbon 79:654–663
Akhavan O, Ghaderi E, Hashemi E, Rahighi R (2014) Ultra-sensitive detection of leukemia by graphene. Nanoscale 6(24):14810–14819
Liu Y, Xie B, Zhang Z, Zheng Q, Xu Z (2012) Mechanical properties of graphene papers. J Mech Phys Solids 60(4):591–605
Kordkheili SH, Moshrefzadeh-Sani H (2013) Mechanical properties of double-layered graphene sheets. Comput Mater Sci 69:335–343
Zhu Y, Murali S, Cai W, Li X, Suk JW, Potts JR et al (2010) Graphene and graphene oxide: synthesis, properties, and applications. Adv Mater 22(35):3906–3924
Balandin AA, Ghosh S, Bao W, Calizo I, Teweldebrhan D, Miao F et al (2008) Superior thermal conductivity of single-layer graphene. Nano Lett 8(3):902–907
Pop E, Varshney V, Roy AK (2012) Thermal properties of graphene: Fundamentals and applications. MRS Bull 37(12):1273–1281
Schöche S, Hong N, Khorasaninejad M, Ambrosio A, Orabona E, Maddalena P et al (2017) Optical properties of graphene oxide and reduced graphene oxide determined by spectroscopic ellipsometry. Appl Surf Sci 421:778–782
Kim K-W, Kim JH, Cho S, Shin K, Kim SH (2017) Scalable high-performance graphene paper with enhanced electrical and mechanical properties. Thin Solid Films 632:50–54
Mohan VB, Jayaraman K, Stamm M, Bhattacharyya D (2016) Physical and chemical mechanisms affecting electrical conductivity in reduced graphene oxide films. Thin Solid Films 616:172–182
Goenka S, Sant V, Sant S (2014) Graphene-based nanomaterials for drug delivery and tissue engineering. J Control Release 173:75–88
Jang BZ, Zhamu A (2008) Processing of nanographene platelets (NGPs) and NGP nanocomposites: a review. J Mater Sci 43:5092–5101. https://doi.org/10.1007/s10853-008-2755-2
Schadler L, Giannaris S, Ajayan P (1998) Load transfer in carbon nanotube epoxy composites. Appl Phys Lett 73(26):3842–3844
Naveh N, Shepelev O, Kenig S (2017) Enhancement of mechanical and electrical properties of continuous-fiber-reinforced epoxy composites with stacked graphene. Beilstein J Nanotechnol 8:1909–1918
Subha S, Singh D, Venkatanarayanan P (2018) Thermal, ablation and mechanical properties of carbon–phenolic composites reinforced with zirconia coated graphene nanoplatelets. Mater Res Express 5(1):014008. https://doi.org/10.1088/2053-1591/aaa3b8
Potts JR, Dreyer DR, Bielawski CW, Ruoff RS (2011) Graphene-based polymer nanocomposites. Polymer 52(1):5–25
Sadasivuni KK, Ponnamma D, Thomas S, Grohens Y (2014) Evolution from graphite to graphene elastomer composites. Prog Polym Sci 39(4):749–780
Punetha VD, Rana S, Yoo HJ, Chaurasia A, McLeskey JT Jr, Ramasamy MS et al (2017) Functionalization of carbon nanomaterials for advanced polymer nanocomposites: A comparison study between CNT and graphene. Prog Polym Sci 67:1–47
Tonelli FM, Goulart VA, Gomes KN, Ladeira MS, Santos AK, Lorençon E et al (2015) Graphene-based nanomaterials: biological and medical applications and toxicity. Nanomedicine 10(15):2423–2450
Lee C, Wei X, Kysar JW, Hone J (2008) Measurement of the elastic properties and intrinsic strength of monolayer graphene. Science 321(5887):385–388
Min K, Aluru N (2011) Mechanical properties of graphene under shear deformation. Appl Phys Lett 98(1):013113. https://doi.org/10.1063/1.3534787
Zandiatashbar A, Lee G-H, An SJ, Lee S, Mathew N, Terrones M et al (2014) Effect of defects on the intrinsic strength and stiffness of graphene. Nat Commun 5:3186. https://doi.org/10.1038/ncomms4186
Grantab R, Shenoy VB, Ruoff RS (2010) Anomalous strength characteristics of tilt grain boundaries in graphene. Science 330(6006):946–948
Wei Y, Wu J, Yin H, Shi X, Yang R, Dresselhaus M (2012) The nature of strength enhancement and weakening by pentagon–heptagon defects in graphene. Nat Mater 11(9):759–763
Rasool HI, Ophus C, Klug WS, Zettl A, Gimzewski JK (2013) Measurement of the intrinsic strength of crystalline and polycrystalline graphene. Nat Commun 4:2811. https://doi.org/10.1038/ncomms3811
Ruiz-Vargas CS, Zhuang HL, Huang PY, Van Der Zande AM, Garg S, McEuen PL et al (2011) Softened elastic response and unzipping in chemical vapor deposition graphene membranes. Nano Lett 11(6):2259–2263
Song Z, Artyukhov VI, Yakobson BI, Xu Z (2013) Pseudo Hall–Petch strength reduction in polycrystalline graphene. Nano Lett 13(4):1829–1833
Service RF (2009) Materials science: carbon sheets an atom thick give rise to graphene dreams. Science 324(5929):875–877
Pan Y, Sahoo NG, Li L (2012) The application of graphene oxide in drug delivery. Expert Opin Drug Deliv 9(11):1365–1376
Suk JW, Piner RD, An J, Ruoff RS (2010) Mechanical properties of monolayer graphene oxide. ACS Nano 4(11):6557–6564
Gong T, Lam DV, Liu R, Won S, Hwangbo Y, Kwon S et al (2015) Thickness dependence of the mechanical properties of free-standing graphene oxide papers. Adv Funct Mater 25(24):3756–3763
Dikin DA, Stankovich S, Zimney EJ, Piner RD, Dommett GH, Evmenenko G et al (2007) Preparation and characterization of graphene oxide paper. Nature 448(7152):457
Kang S-H, Fang T-H, Hong Z-H, Chuang C-H (2013) Mechanical properties of free-standing graphene oxide. Diam Relat Mater 38:73–78
Park S, Lee K-S, Bozoklu G, Cai W, Nguyen ST, Ruoff RS (2008) Graphene oxide papers modified by divalent ions—enhancing mechanical properties via chemical cross-linking. ACS Nano 2(3):572–578
Lee W, Lee JU, Jung BM, Byun J-H, Yi J-W, Lee S-B et al (2013) Simultaneous enhancement of mechanical, electrical and thermal properties of graphene oxide paper by embedding dopamine. Carbon 65:296–304
Lee JU, Lee W, Yi JW, Yoon SS, Lee SB, Jung BM et al (2013) Preparation of highly stacked graphene papers via site-selective functionalization of graphene oxide. J Mater Chem A 1(41):12893–12899
Geim AK (2009) Graphene: status and prospects. Science 324(5934):1530–1534
Faugeras C, Faugeras B, Orlita M, Potemski M, Nair RR, Geim A (2010) Thermal conductivity of graphene in corbino membrane geometry. ACS Nano 4(4):1889–1892
Cai W, Moore AL, Zhu Y, Li X, Chen S, Shi L et al (2010) Thermal transport in suspended and supported monolayer graphene grown by chemical vapor deposition. Nano Lett 10(5):1645–1651
TPRC, Touloukian YS (1977) Thermophysical properties of matter: the TPRC data series; a comprehensive compilation of data by the Thermophysical Properties Research Center (TPRC), Purdue University, Thermal Expansion. Metallic Elements and Alloys: IFI
Kim P, Shi L, Majumdar A, McEuen P (2001) Thermal transport measurements of individual multiwalled nanotubes. Phys Rev Lett 87(21):215502. https://doi.org/10.1103/PhysRevLett.87.215502
Pop E, Mann D, Wang Q, Goodson K, Dai H (2006) Thermal conductance of an individual single-wall carbon nanotube above room temperature. Nano Lett 6(1):96–100
Jang W, Chen Z, Bao W, Lau CN, Dames C (2010) Thickness-dependent thermal conductivity of encased graphene and ultrathin graphite. Nano Lett 10(10):3909–3913
Shaina P, George L, Yadav V, Jaiswal M (2016) Estimating the thermal expansion coefficient of graphene: the role of graphene–substrate interactions. J Phys: Condens Matter 28(8):085301. https://doi.org/10.1088/0953-8984/28/8/085301
Storch IR, De Alba R, Adiga VP, Abhilash T, Barton RA, Craighead HG et al (2018) Young’s modulus and thermal expansion of tensioned graphene membranes. Phys Rev B 98(8):085408. https://doi.org/10.1103/PhysRevB.98.085408
Li J-L, Kudin KN, McAllister MJ, Prud’homme RK, Aksay IA, Car R (2006) Oxygen-driven unzipping of graphitic materials. Phys Rev Lett 96(17):176101. https://doi.org/10.1103/PhysRevLett.96.176101
Gómez-Navarro C, Burghard M, Kern K (2008) Elastic properties of chemically derived single graphene sheets. Nano Lett 8(7):2045–2049
Lee C, Wei X, Li Q, Carpick R, Kysar JW, Hone J (2009) Elastic and frictional properties of graphene. Phys Status Solidi (b). 246(11–12):2562–2567
Nair RR, Blake P, Grigorenko AN, Novoselov KS, Booth TJ, Stauber T et al (2008) Fine structure constant defines visual transparency of graphene. Science 320(5881):1308
Medina H, Lin YC, Obergfell D, Chiu PW (2011) Tuning of charge densities in graphene by molecule doping. Adv Funct Mater 21(14):2687–2692
Gómez-Navarro C, Weitz RT, Bittner AM, Scolari M, Mews A, Burghard M et al (2007) Electronic transport properties of individual chemically reduced graphene oxide sheets. Nano Lett 7(11):3499–3503
Wang S, Ang PK, Wang Z, Tang ALL, Thong JT, Loh KP (2009) High mobility, printable, and solution-processed graphene electronics. Nano Lett 10(1):92–98
Mahanta NK, Abramson AR (2012) Thermal conductivity of graphene and graphene oxide nanoplatelets. In: 2012 13th IEEE intersociety conference on thermal and thermomechanical phenomena in electronic systems (ITherm). IEEE, pp 1–6
Lee J-U, Yoon D, Kim H, Lee SW, Cheong H (2011) Thermal conductivity of suspended pristine graphene measured by Raman spectroscopy. Phys Rev B 83(8):081419
Gao W, Alemany LB, Ci L, Ajayan PM (2009) New insights into the structure and reduction of graphite oxide. Nat Chem 1(5):403–408
Castro EV, Novoselov K, Morozov S, Peres N, Dos Santos JL, Nilsson J et al (2007) Biased bilayer graphene: semiconductor with a gap tunable by the electric field effect. Phys Rev Lett 99(21):216802. https://doi.org/10.1103/PhysRevLett.99.216802
Seresht RJ, Jahanshahi M, Rashidi A, Ghoreyshi AA (2013) Synthesize and characterization of graphene nanosheets with high surface area and nano-porous structure. Appl Surf Sci 276:672–681
McAllister MJ, Li J-L, Adamson DH, Schniepp HC, Abdala AA, Liu J et al (2007) Single sheet functionalized graphene by oxidation and thermal expansion of graphite. Chem Mater 19(18):4396–4404
Asadollahi-yazdi H, Shariati M, Imam A, Ghatee M (2017) Investigating the mechanical properties of layered graphene/polyoxymethylene nanocomposites prepared by the spray method. J Compos Mater 51(21):3053–3064
Ma L, Wang G, Dai J (2017) Preparation and properties of graphene oxide/polyimide composites by in situ polymerization and thermal imidization process. High Perform Polym 29(2):187–196
Bortz DR, Heras EG, Martin-Gullon I (2011) Impressive fatigue life and fracture toughness improvements in graphene oxide/epoxy composites. Macromolecules 45(1):238–245
Kashyap S, Pratihar SK, Behera SK (2016) Strong and ductile graphene oxide reinforced PVA nanocomposites. J Alloys Compd 684:254–260
Mo S, Peng L, Yuan C, Zhao C, Tang W, Ma C et al (2015) Enhanced properties of poly (vinyl alcohol) composite films with functionalized graphene. RSC Adv 5(118):97738–97745
Uddin ME, Layek RK, Kim HY, Kim NH, Hui D, Lee JH (2016) Preparation and enhanced mechanical properties of non-covalently-functionalized graphene oxide/cellulose acetate nanocomposites. Compos Part B Eng 90:223–231
Sainsbury T, Gnaniah S, Spencer SJ, Mignuzzi S, Belsey NA, Paton KR et al (2017) Extreme mechanical reinforcement in graphene oxide based thin-film nanocomposites via covalently tailored nanofiller matrix compatibilization. Carbon 114:367–376
Vlassiouk I, Polizos G, Cooper R, Ivanov I, Keum JK, Paulauskas F et al (2015) Strong and electrically conductive graphene-based composite fibers and laminates. ACS Appl Mater Interfaces 7(20):10702–10709
Zhang X, Fan X, Yan C, Li H, Zhu Y, Li X et al (2012) Interfacial microstructure and properties of carbon fiber composites modified with graphene oxide. ACS Appl Mater Interfaces 4(3):1543–1552
Alexopoulos ND, Paragkamian Z, Poulin P, Kourkoulis SK (2017) Fracture related mechanical properties of low and high graphene reinforcement of epoxy nanocomposites. Compos Sci Technol 150:194–204
Huskić M, Bolka S, Vesel A, Mozetič M, Anžlovar A, Vizintin A et al (2018) One-step surface modification of graphene oxide and influence of its particle size on the properties of graphene oxide/epoxy resin nanocomposites. Eur Polym J 101:211–217
Chhetri S, Adak NC, Samanta P, Murmu NC, Hui D, Kuila T et al (2018) Investigation of the mechanical and thermal properties of l-glutathione modified graphene/epoxy composites. Compos Part B Eng 143:105–112
Goumri M, Poilâne C, Ruterana P, Doudou BB, Wéry J, Bakour A et al (2017) Synthesis and characterization of nanocomposites films with graphene oxide and reduced graphene oxide nanosheets. Chin J Phys 55(2):412–422
Lin Y-T, Don T-M, Wong C-J, Meng F-C, Lin Y-J, Lee S-Y et al (2018) Improvement of mechanical properties and anticorrosion performance of epoxy coatings by the introduction of polyaniline/graphene composite. Surf Coat Technol. https://doi.org/10.1016/j.surfcoat.2018.01.050
Chen L, Chai S, Liu K, Ning N, Gao J, Liu Q et al (2012) Enhanced epoxy/silica composites mechanical properties by introducing graphene oxide to the interface. ACS Appl Mater Interfaces 4(8):4398–4404
Li H, Xie X-M (2018) Polyolefin-functionalized graphene oxide and its GO/HDPE nanocomposite with excellent mechanical properties. Chin Chem Lett 29(1):161–165
Liu Q, Zhou X, Fan X, Zhu C, Yao X, Liu Z (2012) Mechanical and thermal properties of epoxy resin nanocomposites reinforced with graphene oxide. Polym Plast Technol Eng 51(3):251–256
Ni Y, Chen L, Teng K, Shi J, Qian X, Xu Z et al (2015) Superior mechanical properties of epoxy composites reinforced by 3D interconnected graphene skeleton. ACS Appl Mater Interfaces 7(21):11583–11591
Pizzutto CE, Suave J, Bertholdi J, Pezzin SH, Coelho LAF, Amico SC (2011) Study of epoxy/CNT nanocomposites prepared via dispersion in the hardener. Mater Res 14(2):256–263
Wei J, Atif R, Vo T, Inam F (2015) Graphene nanoplatelets in epoxy system: dispersion, reaggregation, and mechanical properties of nanocomposites. J Nanomater 16(1):374
Li Z, Young RJ, Wilson NR, Kinloch IA, Vallés C, Li Z (2016) Effect of the orientation of graphene-based nanoplatelets upon the Young’s modulus of nanocomposites. Compos Sci Technol 123:125–133
Li W, Shang T, Yang W, Yang H, Lin S, Jia X et al (2016) Effectively exerting the reinforcement of dopamine reduced graphene oxide on epoxy-based composites via strengthened interfacial bonding. ACS Appl Mater Interfaces 8(20):13037–13050
Wu S, Ladani RB, Zhang J, Bafekrpour E, Ghorbani K, Mouritz AP et al (2015) Aligning multilayer graphene flakes with an external electric field to improve multifunctional properties of epoxy nanocomposites. Carbon 94:607–618
Atif R, Shyha I, Inam F (2017) Modeling and experimentation of multi-layered nanostructured graphene-epoxy nanocomposites for enhanced thermal and mechanical properties. J Compos Mater 51(2):209–220
Berhanuddin N, Zaman I, Rozlan S, Karim M, Manshoor B, Khalid A et al. (2017) Enhancement of mechanical properties of epoxy/graphene nanocomposite. J Phys Conf Ser IOP Publ 012036
Bora C, Bharali P, Baglari S, Dolui SK, Konwar BK (2013) Strong and conductive reduced graphene oxide/polyester resin composite films with improved mechanical strength, thermal stability and its antibacterial activity. Compos Sci Technol 87:1–7
Li Y, Zhang H, Porwal H, Huang Z, Bilotti E, Peijs T (2017) Mechanical, electrical and thermal properties of in situ exfoliated graphene/epoxy nanocomposites. Compos Part A Appl Sci Manuf 95:229–236
Quiles-Diaz S, Enrique-Jimenez P, Papageorgiou D, Ania F, Flores A, Kinloch I et al (2017) Influence of the chemical functionalization of graphene on the properties of polypropylene-based nanocomposites. Compos Part A Appl Sci Manuf 100:31–39
Wang J, Shi Z, Ge Y, Wang Y, Fan J, Yin J (2012) Solvent exfoliated graphene for reinforcement of PMMA composites prepared by in situ polymerization. Mater Chem Phys 136(1):43–50
Tian M, Qu L, Zhang X, Zhang K, Zhu S, Guo X et al (2014) Enhanced mechanical and thermal properties of regenerated cellulose/graphene composite fibers. Carbohydr Polym 111:456–462
Layek RK, Samanta S, Nandi AK (2012) The physical properties of sulfonated graphene/poly (vinyl alcohol) composites. Carbon 50(3):815–827
Berhanuddin C, Idani N, Rozlan M, Azmirul S, Zaman I, Mustapa MS et al. (2017) Effect of thermal expansion and sonication on mechanical properties and adhesive toughness measurement of polymer/graphene composite. Mater Sci Forum Trans Tech Publ, pp 14–8
Huang C-L, Lou C-W, Liu C-F, Huang C-H, Song X-M, Lin J-H (2015) Polypropylene/graphene and polypropylene/carbon fiber conductive composites: mechanical, crystallization and electromagnetic properties. Appl Sci 5(4):1196–1210
Moosa AA, Kubba F, Raad M, Ahmad Ramazani SA (2016) Mechanical and thermal properties of graphene nanoplates and functionalized carbon-nanotubes hybrid epoxy nanocomposites. Am J Mater Sci 6(5):125–134
Yadav SK, Cho JW (2013) Functionalized graphene nanoplatelets for enhanced mechanical and thermal properties of polyurethane nanocomposites. Appl Surf Sci 266:360–367
Gao Y, Picot OT, Bilotti E, Peijs T (2017) Influence of filler size on the properties of poly (lactic acid)(PLA)/graphene nanoplatelet (GNP) nanocomposites. Eur Polym J 86:117–131
Yang Z, McElrath K, Bahr J, D’Souza NA (2012) Effect of matrix glass transition on reinforcement efficiency of epoxy-matrix composites with single walled carbon nanotubes, multi-walled carbon nanotubes, carbon nanofibers and graphite. Compos Part B Eng 43(4):2079–2086
Zakaria MR, Kudus MHA, Akil HM, Thirmizir MZM (2017) Comparative study of graphene nanoparticle and multiwall carbon nanotube filled epoxy nanocomposites based on mechanical, thermal and dielectric properties. Compos Part B Eng 119:57–66
Yao H, Hawkins SA, Sue H-J (2017) Preparation of epoxy nanocomposites containing well-dispersed graphene nanosheets. Compos Sci Technol 146:161–168
Wang X, Xing W, Song L, Yang H, Hu Y, Yeoh GH (2012) Fabrication and characterization of graphene-reinforced waterborne polyurethane nanocomposite coatings by the sol–gel method. Surf Coat Technol 206(23):4778–4784
Wang J, Wang X, Xu C, Zhang M, Shang X (2011) Preparation of graphene/poly (vinyl alcohol) nanocomposites with enhanced mechanical properties and water resistance. Polym Int 60(5):816–822
Abdullah SI, Ansari M (2015) Mechanical properties of graphene oxide (GO)/epoxy composites. HBRC J 11(2):151–156
Galpaya D, Wang M, George G, Motta N, Waclawik E, Yan C (2014) Preparation of graphene oxide/epoxy nanocomposites with significantly improved mechanical properties. J Appl Phys 116(5):053518
Dixon D, Lemonine P, Hamilton J, Lubarsky G, Archer E (2015) Graphene oxide–polyamide 6 nanocomposites produced via in situ polymerization. J Thermoplast Compos Mater 28(3):372–389
Deshmukh K, Joshi GM (2014) Thermo-mechanical properties of poly (vinyl chloride)/graphene oxide as high performance nanocomposites. Polym Test 34:211–219
Kang H, Zuo K, Wang Z, Zhang L, Liu L, Guo B (2014) Using a green method to develop graphene oxide/elastomers nanocomposites with combination of high barrier and mechanical performance. Compos Sci Technol 92:1–8
Li W, Li H, Yang X, Feng W, Huang H (2017) Preparation and properties of novel sulfonic graphene oxide–epoxy resin nanocomposites by resin transfer molding process. J Compos Mater 51(9):1197–1208
Zhang Y, Mark JE, Zhu Y, Ruoff RS, Schaefer DW (2014) Mechanical properties of polybutadiene reinforced with octadecylamine modified graphene oxide. Polymer 55(21):5389–5395
Qian Y, Lan Y, Xu J, Ye F, Dai S (2014) Fabrication of polyimide-based nanocomposites containing functionalized graphene oxide nanosheets by in situ polymerization and their properties. Appl Surf Sci 314:991–999
Potts JR, Lee SH, Alam TM, An J, Stoller MD, Piner RD et al (2011) Thermomechanical properties of chemically modified graphene/poly (methyl methacrylate) composites made by in situ polymerization. Carbon 49(8):2615–2623
Zhao X, Li Y, Wang J, Ouyang Z, Li J, Wei G et al (2014) Interactive oxidation–reduction reaction for the in situ synthesis of graphene–phenol formaldehyde composites with enhanced properties. ACS Appl Mater Interfaces 6(6):4254–4263
Yousefi N, Gudarzi MM, Zheng Q, Lin X, Shen X, Jia J et al (2013) Highly aligned, ultralarge-size reduced graphene oxide/polyurethane nanocomposites: mechanical properties and moisture permeability. Compos Part A Appl Sci Manuf 49:42–50
Chen L, Li W, Liu Y, Leng J (2016) Nanocomposites of epoxy-based shape memory polymer and thermally reduced graphite oxide: mechanical, thermal and shape memory characterizations. Compos Part B Eng 91:75–82
Olowojoba GB, Eslava S, Gutierrez ES, Kinloch AJ, Mattevi C, Rocha VG et al (2016) In situ thermally reduced graphene oxide/epoxy composites: thermal and mechanical properties. Appl Nanosci 6(7):1015–1022
Yadav A, Kumar A, Singh PK, Sharma K (2018) Glass transition temperature of functionalized graphene epoxy composites using molecular dynamics simulation. Integr Ferroelectr 186(1):106–114
Ribeiro H, da Silva WM, Neves JC, Calado HDR, Paniago R, Seara LM et al (2015) Multifunctional nanocomposites based on tetraethylenepentamine-modified graphene oxide/epoxy. Polym Test 43:182–192
Li P, Zheng Y, Li M, Shi T, Li D, Zhang A (2016) Enhanced toughness and glass transition temperature of epoxy nanocomposites filled with solvent-free liquid-like nanocrystal-functionalized graphene oxide. Mater Des 89:653–659
Ferreira F, Brito F, Franceschi W, Simonetti E, Cividanes L, Chipara M et al (2018) Functionalized graphene oxide as reinforcement in epoxy based nanocomposites. Surf Interfaces 10:100–109
Pour ZS, Ghaemy M (2016) Polymer grafted graphene oxide: for improved dispersion in epoxy resin and enhancement of mechanical properties of nanocomposite. Compos Sci Technol 136:145–157
Zaman I, Phan TT, Kuan H-C, Meng Q, La LTB, Luong L et al (2011) Epoxy/graphene platelets nanocomposites with two levels of interface strength. Polymer 52(7):1603–1611
Song P, Cao Z, Cai Y, Zhao L, Fang Z, Fu S (2011) Fabrication of exfoliated graphene-based polypropylene nanocomposites with enhanced mechanical and thermal properties. Polymer 52(18):4001–4010
Ramanathan T, Abdala A, Stankovich S, Dikin D, Herrera-Alonso M, Piner R et al (2008) Functionalized graphene sheets for polymer nanocomposites. Nat Nanotechnol 3(6):327
Layek RK, Samanta S, Chatterjee DP, Nandi AK (2010) Physical and mechanical properties of poly (methyl methacrylate)-functionalized graphene/poly (vinylidine fluoride) nanocomposites: piezoelectric β polymorph formation. Polymer 51(24):5846–5856
Naebe M, Wang J, Amini A, Khayyam H, Hameed N, Li LH et al (2014) Mechanical property and structure of covalent functionalised graphene/epoxy nanocomposites. Sci Rep 4:4375
Zhou T, Wang X, Cheng P, Wang T, Xiong D (2013) Improving the thermal conductivity of epoxy resin by the addition of a mixture of graphite nanoplatelets and silicon carbide microparticles. Express Polym Lett 7(7):528–594
Ganguli S, Roy AK, Anderson DP (2008) Improved thermal conductivity for chemically functionalized exfoliated graphite/epoxy composites. Carbon 46(5):806–817
Pollack GL (1969) Kapitza resistance. Rev Mod Phys 41(1):48
Martin-Gallego M, Verdejo R, Khayet M, de Zarate JMO, Essalhi M, Lopez-Manchado MA (2011) Thermal conductivity of carbon nanotubes and graphene in epoxy nanofluids and nanocomposites. Nanoscale Res Lett 6(1):610
Chen H, Ginzburg VV, Yang J, Yang Y, Liu W, Huang Y et al (2016) Thermal conductivity of polymer-based composites: fundamentals and applications. Prog Polym Sci 59:41–85
Kostagiannakopoulou C, Fiamegkou E, Sotiriadis G, Kostopoulos V (2016) Thermal conductivity of carbon nanoreinforced epoxy composites. J Nanomater
Xiao Y, Wang W, Chen X, Lin T, Zhang Y, Yang J et al (2016) Hybrid network structure and thermal conductive properties in poly (vinylidene fluoride) composites based on carbon nanotubes and graphene nanoplatelets. Compos Part A Appl Sci Manuf 90:614–625
Gu J, Yang X, Lv Z, Li N, Liang C, Zhang Q (2016) Functionalized graphite nanoplatelets/epoxy resin nanocomposites with high thermal conductivity. Int J Heat Mass Transf 92:15–22
Teng C-C, Ma C-CM, Lu C-H, Yang S-Y, Lee S-H, Hsiao M-C et al (2011) Thermal conductivity and structure of non-covalent functionalized graphene/epoxy composites. Carbon 49(15):5107–5116
Kim J, Yim B, Kim J, Kim J (2012) The effects of functionalized graphene nanosheets on the thermal and mechanical properties of epoxy composites for anisotropic conductive adhesives (ACAs). Microelectron Reliab 52(3):595–602
Shan X, Liu Y, Wu Z, Liu H, Zhang Z, Huang R, et al. Preparation and property study of graphene oxide reinforced epoxy resin insulation nanocomposites with high heat conductivity. IOP Conference Series: Materials Science and Engineering: IOP Publishing; 2017. p 012151
Aradhana R, Mohanty S, Nayak SK (2018) Comparison of mechanical, electrical and thermal properties in graphene oxide and reduced graphene oxide filled epoxy nanocomposite adhesives. Polymer 141:109–123
Zhao Y-H, Zhang Y-F, Wu Z-K, Bai S-L (2016) Synergic enhancement of thermal properties of polymer composites by graphene foam and carbon black. Compos Part B: Eng 84:52–58
Zhang Y-F, Ren Y-J, Bai S-L (2018) Vertically aligned graphene film/epoxy composites as heat dissipating materials. Int J Heat Mass Transf 118:510–517
Shi Z, Li X-F, Bai H, Xu W-W, Yang S-Y, Lu Y et al (2016) Influence of microstructural features on thermal expansion coefficient in graphene/epoxy composites. Heliyon 2(3):e00094
Chang J-H (2017) Polyimide nanocomposites with functionalized graphene sheets: thermal property, morphology, gas permeation, and electroconductivity. J Thermoplast Compos Mater 31:837–861
Wang S, Tambraparni M, Qiu J, Tipton J, Dean D (2009) Thermal expansion of graphene composites. Macromolecules 42(14):5251–5255
Kim S, Do I, Drzal LT (2010) Thermal stability and dynamic mechanical behavior of exfoliated graphite nanoplatelets-LLDPE nanocomposites. Polym Compos 31(5):755–761
Wu H, Drzal LT (2014) Effect of graphene nanoplatelets on coefficient of thermal expansion of polyetherimide composite. Mater Chem Phys 146(1–2):26–36
Cao Y, Liang M, Liu Z, Wu Y, Xiong X, Li C et al (2016) Enhanced thermal conductivity for poly (vinylidene fluoride) composites with nano-carbon fillers. Rsc Adv 6(72):68357–68362
Li Q, Guo Y, Li W, Qiu S, Zhu C, Wei X et al (2014) Ultrahigh thermal conductivity of assembled aligned multilayer graphene/epoxy composite. Chem Mater 26(15):4459–4465
Yu A, Ramesh P, Itkis ME, Bekyarova E, Haddon RC (2007) Graphite nanoplatelet − epoxy composite thermal interface materials. J Phys Chem C 111(21):7565–7569
Yavari F, Fard HR, Pashayi K, Rafiee MA, Zamiri A, Yu Z et al (2011) Enhanced thermal conductivity in a nanostructured phase change composite due to low concentration graphene additives. J Phys Chem C 115(17):8753–8758
Shi J-N, Ger M-D, Liu Y-M, Fan Y-C, Wen N-T, Lin C-K et al (2013) Improving the thermal conductivity and shape-stabilization of phase change materials using nanographite additives. Carbon 51:365–372
Debelak B, Lafdi K (2007) Use of exfoliated graphite filler to enhance polymer physical properties. Carbon 45(9):1727–1734
Liem H, Choy H (2013) Superior thermal conductivity of polymer nanocomposites by using graphene and boron nitride as fillers. Solid State Commun 163:41–45
Morimune S, Nishino T, Goto T (2012) Poly (vinyl alcohol)/graphene oxide nanocomposites prepared by a simple eco-process. Polym J 44(10):1056
Menbari S, Ashori A, Rahmani H, Bahrami R (2016) Viscoelastic response and interlaminar delamination resistance of epoxy/glass fiber/functionalized graphene oxide multi-scale composites. Polym Test 54:186–195
Zeng X, Yang J, Yuan W (2012) Preparation of a poly (methyl methacrylate)-reduced graphene oxide composite with enhanced properties by a solution blending method. Eur Polym J 48(10):1674–1682
Tang L-C, Wan Y-J, Yan D, Pei Y-B, Zhao L, Li Y-B et al (2013) The effect of graphene dispersion on the mechanical properties of graphene/epoxy composites. Carbon 60:16–27
Han X, Zhao Y, J-m Sun, Li Y, J-d Zhang, Hao Y (2017) Effect of graphene oxide addition on the interlaminar shear property of carbon fiber-reinforced epoxy composites. New Carbon Materials 32(1):48–55
Hallad SA, Banapurmath NR, Hunashyal AM, Shettar AS, Ayachit NH, Mruthunjaya A et al (2017) Experimental investigation for graphene and carbon fibre in polymer-based matrix for structural applications. J Appl Res Technol 15(3):297–302
Hu X, Li J, Bai Y (2017) Fabrication of high strength graphene/regenerated silk fibroin composite fibers by wet spinning. Mater Lett 194:224–226
Mahmood H, Vanzetti L, Bersani M, Pegoretti A (2018) Mechanical properties and strain monitoring of glass-epoxy composites with graphene-coated fibers. Compos Part A Appl Sci Manuf 107:112–123
Hua Y, Li F, Liu Y, Huang G-W, Xiao H-M, Li Y-Q et al (2017) Positive synergistic effect of graphene oxide/carbon nanotube hybrid coating on glass fiber/epoxy interfacial normal bond strength. Compos Sci Technol 149:294–304
Pathak AK, Borah M, Gupta A, Yokozeki T, Dhakate SR (2016) Improved mechanical properties of carbon fiber/graphene oxide-epoxy hybrid composites. Compos Sci Technol 135:28–38
Idumah CI, Hassan A (2016) Characterization and preparation of conductive exfoliated graphene nanoplatelets kenaf fibre hybrid polypropylene composites. Synth Met 212:91–104
Papageorgiou DG, Kinloch IA, Young RJ (2016) Hybrid multifunctional graphene/glass-fibre polypropylene composites. Compos Sci Technol 137:44–51
Kwon YJ, Kim Y, Jeon H, Cho S, Lee W, Lee JU (2017) Graphene/carbon nanotube hybrid as a multi-functional interfacial reinforcement for carbon fiber-reinforced composites. Compos B Eng 122:23–30
He R, Chang Q, Huang X, Bo J (2018) Improved mechanical properties of carbon fiber reinforced PTFE composites by growing graphene oxide on carbon fiber surface. Compos Interfaces 25:1–10
Lee W, Lee JU, Cha H-J, Byun J-H (2013) Partially reduced graphene oxide as a multi-functional sizing agent for carbon fiber composites by electrophoretic deposition. RSC Adv 3(48):25609–25613
Kostagiannakopoulou C, Tsilimigkra X, Sotiriadis G, Kostopoulos V (2017) Synergy effect of carbon nano-fillers on the fracture toughness of structural composites. Compos B Eng 129:18–25
Min C, Liu D, Shen C, Zhang Q, Song H, Li S et al (2018) Unique synergistic effects of graphene oxide and carbon nanotube hybrids on the tribological properties of polyimide nanocomposites. Tribol Int 117:217–224
Al-Saleh MH (2015) Electrical and mechanical properties of graphene/carbon nanotube hybrid nanocomposites. Synth Met 209:41–46
Moosa AA, Sa AR, Ibrahim MN (2016) Mechanical and electrical properties of graphene nanoplates and carbon-nanotubes hybrid epoxy nanocomposites. Am J Mater Sci 6(6):157–165
Hawkins DA Jr, Haque A (2014) Fracture toughness of carbon-graphene/epoxy hybrid nanocomposites. Proced Eng 90:176–181
Chatterjee S, Nafezarefi F, Tai N, Schlagenhauf L, Nüesch F, Chu B (2012) Size and synergy effects of nanofiller hybrids including graphene nanoplatelets and carbon nanotubes in mechanical properties of epoxy composites. Carbon 50(15):5380–5386
Ghaleb Z, Mariatti M, Ariff Z (2017) Synergy effects of graphene and multiwalled carbon nanotubes hybrid system on properties of epoxy nanocomposites. J Reinf Plast Compos 36(9):685–695
Wang J, Jin X, Wu H, Guo S (2017) Polyimide reinforced with hybrid graphene oxide@ carbon nanotube: toward high strength, toughness, electrical conductivity. Carbon 123:502–513
Sahu SK, Badgayan ND, Samanta S, Sreekanth PR (2018) Quasistatic and dynamic nanomechanical properties of HDPE reinforced with 0/1/2 dimensional carbon nanofillers based hybrid nanocomposite using nanoindentation. Mater Chem Phys 203:173–184
Oh JY, Kim YS, Jung Y, Yang SJ, Park CR (2016) Preparation and exceptional mechanical properties of bone-mimicking size-tuned graphene oxide@ carbon nanotube hybrid paper. ACS Nano 10(2):2184–2192
Ribeiro H, Trigueiro JP, Owuor PS, Machado LD, Woellner CF, Pedrotti JJ et al (2018) Hybrid 2D nanostructures for mechanical reinforcement and thermal conductivity enhancement in polymer composites. Compos Sci Technol 159:103–110
Pradhan B, Srivastava SK (2014) Synergistic effect of three-dimensional multi-walled carbon nanotube–graphene nanofiller in enhancing the mechanical and thermal properties of high-performance silicone rubber. Polym Int 63(7):1219–1228
Montes S, Carrasco PM, Ruiz V, Cabañero G, Grande HJ, Labidi J et al (2015) Synergistic reinforcement of poly (vinyl alcohol) nanocomposites with cellulose nanocrystal-stabilized graphene. Compos Sci Technol 117:26–31
Li C, Li Y, She X, Vongsvivut J, Li J, She F et al (2015) Reinforcement and deformation behaviors of polyvinyl alcohol/graphene/montmorillonite clay composites. Compos Sci Technol 118:1–8
Wang F, Drzal LT, Qin Y, Huang Z (2016) Enhancement of fracture toughness, mechanical and thermal properties of rubber/epoxy composites by incorporation of graphene nanoplatelets. Compos A Appl Sci Manuf 87:10–22
Yang S-Y, Lin W-N, Huang Y-L, Tien H-W, Wang J-Y, Ma C-CM et al (2011) Synergetic effects of graphene platelets and carbon nanotubes on the mechanical and thermal properties of epoxy composites. Carbon 49(3):793–803
Li W, Dichiara A, Bai J (2013) Carbon nanotube–graphene nanoplatelet hybrids as high-performance multifunctional reinforcements in epoxy composites. Compos Sci Technol 74:221–227
Ashori A, Menbari S, Bahrami R (2016) Mechanical and thermo-mechanical properties of short carbon fiber reinforced polypropylene composites using exfoliated graphene nanoplatelets coating. J Ind Eng Chem 38:37–42
Wang C, Peng Q, Wu J, He X, Tong L, Luo Q et al (2014) Mechanical characteristics of individual multi-layer graphene-oxide sheets under direct tensile loading. Carbon 80:279–289
Ren PG, Di YY, Zhang Q, Li L, Pang H, Li ZM (2012) Composites of ultrahigh-molecular-weight polyethylene with graphene sheets and/or MWCNTs with segregated network structure: preparation and properties. Macromol Mater Eng 297(5):437–443
Cui X, Ding P, Zhuang N, Shi L, Song N, Tang S (2015) Thermal conductive and mechanical properties of polymeric composites based on solution-exfoliated boron nitride and graphene nanosheets: a morphology-promoted synergistic effect. ACS Appl Mater Interfaces 7(34):19068–19075
Zhao Y-H, Zhang Y-F, Bai S-L, Yuan X-W (2016) Carbon fibre/graphene foam/polymer composites with enhanced mechanical and thermal properties. Compos B Eng 94:102–108
Zhang S, Yin S, Rong C, Huo P, Jiang Z, Wang G (2013) Synergistic effects of functionalized graphene and functionalized multi-walled carbon nanotubes on the electrical and mechanical properties of poly (ether sulfone) composites. Eur Polym J 49(10):3125–3134
Zhang L, Jiao H, Jiu H, Chang J, Zhang S, Zhao Y (2016) Thermal, mechanical and electrical properties of polyurethane/(3-aminopropyl) triethoxysilane functionalized graphene/epoxy resin interpenetrating shape memory polymer composites. Compos A Appl Sci Manuf 90:286–295
Yuan B, Bao C, Qian X, Jiang S, Wen P, Xing W et al (2014) Synergetic dispersion effect of graphene nanohybrid on the thermal stability and mechanical properties of ethylene vinyl acetate copolymer nanocomposite. Ind Eng Chem Res 53(3):1143–1149
Du S-S, Li F, Xiao H-M, Li Y-Q, Hu N, Fu S-Y (2016) Tensile and flexural properties of graphene oxide coated-short glass fiber reinforced polyethersulfone composites. Compos B Eng 99:407–415
Wang R, Li Z, Liu W, Jiao W, Hao L, Yang F (2013) Attapulgite–graphene oxide hybrids as thermal and mechanical reinforcements for epoxy composites. Compos Sci Technol 87:29–35
Jiang S, Li Q, Wang J, He Z, Zhao Y, Kang M (2016) Multiscale graphene oxide–carbon fiber reinforcements for advanced polyurethane composites. Compos A Appl Sci Manuf 87:1–9
Li F, Liu Y, Qu C-B, Xiao H-M, Hua Y, Sui G-X et al (2015) Enhanced mechanical properties of short carbon fiber reinforced polyethersulfone composites by graphene oxide coating. Polymer 59:155–165
Li Z, Fan G, Guo Q, Li Z, Su Y, Zhang D (2015) Synergistic strengthening effect of graphene-carbon nanotube hybrid structure in aluminum matrix composites. Carbon 95:419–427
Fan J, Shi Z, Zhang L, Wang J, Yin J (2012) Aramid nanofiber-functionalized graphene nanosheets for polymer reinforcement. Nanoscale 4(22):7046–7055
Stewart R (2009) Lightweighting the automotive market. Reinf Plast 53(2):14–21
Carter LW, Hendricks JG, Bolley DS (1950) Elastomer reinforced with a modified clay. Google Patents
McWilliams A (2006) Nanocomposites, nanoparticles, nanoclays, and nanotubes. NANO21C, BCC Research, Norwalk, CT
Cui S, Cui C, Xie J, Liu S, Shi J (2018) Carbon fibers coated with graphene reinforced TiAl alloy composite with high strength and toughness. Sci Rep 8(1):2364
Humfeld KD, Griess KH (2016) Graphene fiber for aerospace composites. Google Patents
Mittal G, Rhee KY, Mišković-Stanković V, Hui D (2017) Reinforcements in multi-scale polymer composites: processing, properties, and applications. Compos Part B Eng 138:122–139
http://www.nanotechmag.com/wp-content/uploads/2014/09/Wind-turbines-2-pages.pdf
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no conflict of interest.
Rights and permissions
About this article

Cite this article
Kumar, A., Sharma, K. & Dixit, A.R. A review of the mechanical and thermal properties of graphene and its hybrid polymer nanocomposites for structural applications. J Mater Sci 54, 5992–6026 (2019). https://doi.org/10.1007/s10853-018-03244-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-018-03244-3