
Abstract
The effect of volume fraction of the β-phase on the mechanical and superplastic properties of ultrafine-grained titanium alloys with grain size d of ~0.2 µm was investigated by transmission and scanning electron microscopy, X-ray diffraction analysis, and tensile test experiments. The ultrafine-grained structure of the materials was formed by the multi-directional pressing technique. The structure in question is shown to improve the mechanical properties by 30–50 % and to lower down to 823 K, the temperature at which superplastic flow starts as compared to coarse-grained analogs, no matter what the phase composition and concentration of the alloying elements used. The reduced temperature is attributable to the activation of diffusion-controlled grain boundary sliding in the case of nonequilibrium interfaces of materials produced by severe plastic deformation. The fraction of the β-phase and its precipitation pattern are found to have significant influence on the temperature range in which superplastic flow occurs and on the maximum elongation to failure. A near-β Ti-5Al-5Mo-5V-1Cr-1Fe alloy with a large fraction of the β-phase (>34 %) under superplastic conditions exhibits record-breaking strains (>1300 %) that do not cause fracture of the material and extremely low flow stresses. This is associated with the activation of the grain boundary sliding due to an increase in the diffusivity along the phase boundaries in a case of microduplex structure.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The mechanical properties, deformation behavior, and fracture patterns of metallic materials are known to be largely affected by internal interfaces between grains and phases [1–4]. In this connection, intensive research and development work conducted in recent years has been devoted to ultrafine-grained (UFG) or nanostructured materials with a grain size of <1 and 0.1 µm, respectively, and with the resulting increase in the length of the internal interfaces [3–7]. Among the practical methods used to produce UFG metals and alloys, it is severe plastic deformation (SPD) that exhibits the most promise for the formation of an UFG structure in bulk billets of metallic materials [3–6]. The SPD-formed UFG structure provides grain refinement, increased interface energy due to interaction with lattice defects, and in consequence improvement in the physical–mechanical properties of metals and alloys [3–8].
Titanium alloys possessing high specific strength and corrosion resistance have found wide application in different branches of industry [9, 10]. Previously performed numerous experiments have revealed development of superplasticity during the formation of a globular fine-grained structure in α + β titanium alloys with grain size d < 10 µm. As a rule, the superplastic regime was implemented at temperatures above 1073 K (>0.5 T melt) and strain rates below 10−3 s−1 [11]. The SPD-induced grain refinement causes the superplastic flow temperature and strain rates to shift toward lower and/or higher values, respectively, [3, 8, 12, 13]. Notably, the deformation behavior of the materials is determined not only by the grain size and structural-phase state of alloy, but also by high nonequilibrium and, in consequence, by increased diffusivity of the interfaces as well [3, 8, 12].
The effect of the volume fraction of the β-phase on the superplastic properties was investigated in [13–15], using α + β titanium alloys as examples. It was shown that the highest superplastic flow parameters were observed in the alloys with large volume fractions of the β-phase (f β ~ 20 %) [14]. According to the authors, the β-phase lying at triple junctions inhibits grain growth. As a rule, an increase in the volume fraction of the β-phase (f β > 20 %) significantly deteriorates the superplasticity of the materials. On the other hand, experiments on the UFG titanium alloys used as examples in [13, 15] have demonstrated that high superplastic properties are obtained for much smaller volume fractions (5–10 %). However, the causes of this behavior of the UFG α + β titanium alloys have not been fully understood yet. Moreover, there are virtually no investigations of the superplasticity in the UFG titanium alloys of the transition class. This is why the objective of the present work is to investigate the effect of different concentrations of alloying elements and different volume fractions of the β-phase on the mechanical and superplastic properties of the SPD-produced UFG titanium alloys.
Materials and methods
The following titanium alloys were used as examples in the investigations under discussion: α-Ti-4Al-2V pseudo-alloy, α + β Ti-6Al-4V alloy, and near-β Ti-5Al-5Mo-5V-1Cr-1Fe transition alloy. The chemical composition of the alloys under study is presented in Table 1.
The UFG structure of the alloys was formed by the multi-directional (or abc) pressing technique with a change in the deformation axis [3], using an IP-2000 pressing machine. The pressing temperature range was 1073–723 K and the billet size was 25 × 25 × 40 mm3. The strain per pass was ~0.5, and the total accumulated strain in all the cases was not less than 7. Tensile tests were conducted in a vacuum of 10−2 Pa over a wide temperature range, using a PV-3012 M machine equipped with a tensometric load measuring system that provided automatic recording of flow curves in the time–load coordinates. The initial strain rate was 6.9 10−3 s−1. Dumb-bell test pieces with a gage section of 5 × 1.7 × 0.8 mm3 were cut by the electrospark technique in the direction perpendicular to the axis of the last pressing pass. Before testing, a ~100-µm-thick surface layer was removed by mechanical grinding followed by electrolytic polishing. Electron microscopic examination of thin foils was performed under a JEM-2100 transmission microscope with an accelerating voltage of 200 kV. The microscope is available at the Nanotech Shared Use Center of Institute of Strength Physics and Materials Science of the Siberian Branch of the Russian Academy of Sciences. The foils were prepared by a standard technique in a Micron-103 liquid polishing machine, using 20 % HClO4 + 80 % CH3CO2H electrolyte. The size of the grain-subgrain structure elements was found from dark-field images. The sample size was not less than 200 measurements. Scanning electron microscopy of the as-stretched specimen surface was performed under a Quanta 200 3D scanning microscope with a tungsten cathode and a Pegasus electron backscattering diffraction analyzer. The texture and phase composition were studied by a Shimadzu XRD-6000 diffractometer with a CuK α radiation source equipped with a monochromator.
Results and discussion
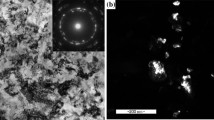
The abc pressing allows for formation of an ultrafine-grained (UFG) structure with a size of <0.5 µm in the titanium alloys under study [6]. We have used this technique to produce a homogeneous UFG structure with an average grain size of 0.2–0.25 µm. A typical microstructure formed by the pressing technique with a change in the deformation axis is illustrated in Fig. 1. A Ti-4Al-2V alloy was used as an example of the titanium alloys under consideration. A complex deformation contrast is generally observed inside the grains. The size of the grain-subgrain structure elements found from dark-field images is predominantly in the range between 0.1 and 0.5 µm. The microdiffraction patterns obtained by means of a selector aperture ~1.6 µm2 in area exhibit a large number of individual circumferentially arranged reflections, which is evidence for predominantly high-angle misorientations of the interfaces (Fig. 1a).

Microstructure (a) and grain-subgrain size distribution histogram (b) of the Ti-4Al-2V alloy subjected to multi-directional pressing
It is apparent from the data presented in Table 2 that the transformation of the original coarse-grained structure to an UFG structure with the average grain size d av in the range between 0.1 and 0.5 µm improves the strength properties by ~30–50 % as compared to the coarse-grained analogs. It should be noted that an increase in the fraction of the β-phase reduces the contribution to the strengthening of the material which, according to the Hall–Petch equation, is due to structural refinement. This is attributable to an increase in the contribution from solid solution strengthening due to an increase in the amount of alloying elements in the titanium alloys under study.
As noted above, not only the formation of the UFG structure in the titanium alloys dramatically improves the mechanical properties of the materials at room temperature, but it also causes a significant decrease (by 200–300 K) in the temperatures at which superplastic flow starts [3, 6, 8]. Using the alloys under consideration as examples, we did demonstrate that the formation of the UFG structure reduced the superplastic flow start temperature down to 823 K (Fig. 2), irrespective of the chemical and phase composition of the materials. As is shown in [16] by the internal fraction technique, this reduction in temperature is due to a decrease in the activation energy and associated shift in the temperature range in which diffusion-controlled grain boundary sliding is realized because of increased nonequilibrium of grain boundaries in the SPD-produced UFG materials. As is seen from Fig. 2a, all the alloys studied exhibit a sharp drop of the yield stress in the temperature range from 773 to 873 K, which is characteristic of superplastic deformation. As the fraction of the β-phase is increased, the flow stress is decreased in the superplasticity development temperature range (Fig. 2a).

Temperature dependences of yield stress (a) and elongation to failure (b) of the UFG titanium alloys: 1—Ti-4Al-2V; 2—Ti-6Al-4V; 3—Ti-5Al-5Mo-5V-1Cr-1Fe
We emphasize that in as-stretched Ti-5Al-5Mo-5V-1Cr-1Fe alloy, a decrease in the flow stress down to several MPa is observed at 1023 and 1073 K, which is close to the shear modulus of rubber (Fig. 2a). According to Eq. (1) derived in [17] and modified in [18], the strain rate under superplastic conditions is determined by grain boundary sliding and can be written as follows:
where A is the material constant, f β is the volume fraction of the β-phase, D is the associated diffusion coefficient along the grain or phase boundaries, G is the shear modulus, b is the Burgers vector of dislocation, k is the Boltzmann constant, T is the strain temperature, σ is the flow stress, d is the average grain size, n = 1/m is the stress exponent, (m is the strain rate sensitivity coefficient), p is the grain size exponent. Equation (1) was analyzed to show that for close values of A and G and a comparable value of f β (at least in the Ti-6Al-4V and Ti-5Al-5Mo-5V-1Cr-1Fe alloys), a conceivable reason for the sharp drop of the yield stress (by more than an order of magnitude) in the near-β titanium alloy is a much higher diffusion coefficient in the case of the α/β interfaces as compared to diffusion-controlled grain boundary sliding in the alloys with a smaller fraction of the β-phase and predominantly intergrain interfaces [19].
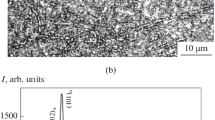
Comparative data obtained from X-ray diffraction analysis for the gage section and grips of a near-β alloy subjected to tension at 1073 K are the evidence for grain boundary sliding developing in the alloys studied under superplastic conditions (Fig. 3). As Fig. 3a suggests, a texture typical for the abc pressing technique is retained in the grip area (specifically, in the (200)β plane), whereas the SPD-produced texture vanishes due to grain boundary sliding [20], and the pertinent X-ray diffraction pattern corresponds to a nontextured specimen (Fig. 3b).

X-ray diffraction patterns of the Ti-5Al-5Mo-5V-1Cr-1Fe alloy after superplastic deformation at temperature 1073 K: grip (a) and gage (b) areas
The experimental data illustrated in Fig. 2b bear witness to the fact that an increase in the amount of the β-phase in the alloys under study also increases the temperature range for development of superplastic flow and elongation to failure. The Ti-5Al-5Mo-5V-1Cr-1Fe alloy undergoing deformation under conditions being considered here exhibits maximum plasticity (>1300 %) in the temperature range between 973 and 1073 K (curve 3 in Fig. 2). Notably, we failed to bring the Ti-5Al-5Mo-5V-1Cr-1Fe specimens to fracture because of the restrictions imposed by the equipment used and by the gage length of the specimens. It was assumed that the increase in the superplasticity temperature range observed with increase in the fraction of the β-phase was attributable to the effect of the latter on the structural-phase state formed in high alloys under superplastic deformation.
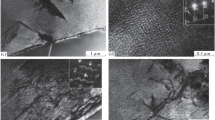
The foregoing assumption was used as the basis for investigations of the structural-phase state of the alloys subjected to superplastic deformation at temperatures which result in maximum elongation of the alloys. The latter is drastically reduced with further increase in temperature. Figure 4 shows the micrographs of alloy surfaces subjected to superplastic deformation that causes maximum elongation at fracture and for the degree of strain for which elongation at fracture is drastically reduced. As is obvious from Fig. 4, the structural-phase state in all the cases under consideration essentially depends on plastic deformation conditions. For instance, the increase in the strain temperature up to 973 K in the Ti-4Al-2V alloy gives rise to precipitation of second-phase particles along grain boundaries (Fig. 4b), which is not the case with a lower temperature (873 K, see Fig. 4a). It can be assumed that the drastic drop in the plasticity of the Ti-4Al-2V alloy with increase in temperature (curve 1 in Fig. 2) is associated with this very factor. Particles precipitating along grain boundaries were identified by the electron backscattering diffraction technique as the β-фaзa. It is these particles which appear to inhibit grain boundary sliding in the alloy under study and in consequence to decrease deformation at fracture under superplastic conditions.

Surface microstructure of the titanium alloys subjected to superplastic deformation: Ti-4Al-2V for a strain temperature of 873 (a) and 973 K (b), Ti-6Al-4V for a strain temperature of 973 (c) and 1073 K (d), and Ti-5Al-5Mo-5V-1Cr-1Fe for a strain temperature of 1073 (e) and 1123 K (f). The tensile axis lies horizontally
In the Ti-6Al-4V alloy, grains of the β-phase are observed (see bright areas in Fig. 4c, d). However, for the alloy deformed at 1073 K (plasticity is deteriorated), the grain size of the α-phase is seen to be considerably larger (2.7 µm) than that obtained in the material deformed at 973 K (1.1 µm), where the plasticity is a maximum. Furthermore, the β-phase is generally precipitated as thin interlayers along grain boundaries (Fig. 4d). Clearly, the structural-phase state of the Ti-6Al-4V alloy will inhibit the development of grain boundary sliding under plastic deformation and in consequence will deteriorate its plasticity. Another possible obstacle to grain boundary sliding and, as a result of this, the development of superplasticity is precipitation of fine particles in the bulk of the grains of the α-phase Ti-4Al-2V and Ti-6Al-4V alloys (Fig. 4b, d), which would inhibit intragrain dislocation gliding. According to the well-known superplastic flow model [20, 21], the latter is the accommodation mechanism of grain boundary sliding.
As mentioned above, the Ti-5Al-5Mo-5V-1Cr-1Fe alloy subjected to deformation at 973–1073 K demonstrates maximum plasticity (curve 3 in Fig. 2). It is evident from Fig. 4e that the alloy under consideration experiencing deformation at these temperatures has a microduplex structure wherein grains of the α- and β-phases are roughly uniform both in size and in volume fraction. The data obtained from X-ray diffraction analysis (Fig. 3b) indicate that the volume fractions of the phases are 44 and 56 %, respectively. The microduplex structure is known to be most favorable for implementation of superplastic flow [8]. Deterioration of plasticity of the Ti-5Al-5Mo-5V-1Cr-1Fe alloy at 1123 K appears to be due to the increase in the volume fraction of the β-phase and growth of grains at a strain temperature (Fig. 4e) approaching that of a complete polymorphic transformation [22]. The X-ray diffraction data also show (Fig. 3) that under superplastic conditions, the volume fraction of the β-phase of the Ti-5Al-5Mo-5V-1Cr-1Fe alloy at 1073 K increases faster in the gage section than in the grip area (cf. 56 and 51 %, respectively). According to [23], the difference is associated with accelerated dissolution of the α-phase induced by the development of diffusion-controlled grain boundary sliding.
Thus, the reported experimental data are the evidence for the fact that formation of the UFG structure in the titanium alloys under study reduces down to 823 K, the temperature at which superplastic flow starts independently of the phase composition and concentration of the alloying elements. However, the presence of the β-phase and its precipitation pattern significantly affect both the superplastic flow temperature range of the materials and maximum elongation to failure. It can be assumed that this effect is due to the stabilization of the UFG state in response to the formation of the microduplex structure in the near-β titanium alloy.
Conclusion
Using pseudo-α (Ti-4Al-2V), α + β (Ti-6Al-4V), and near-β (Ti-5Al-5Mo-5V-1Cr-1Fe) titanium alloys as examples, we have shown that formation of an UFG structure with an average size of grain-subgrain structure elements of about 0.2 µm provides a ~30–50 % improvement in the mechanical properties of the materials when compared to coarse-grained analogs. It is pointed out that as the amount of alloying elements and in consequence the volume fraction of the β-phase is increased, the strengthening effect due to structural refinement is reduced.
The formation of the ultrafine-grained structure in the titanium alloys under study was found to reduce down to 823 K, the temperature at which superplastic flow starts, no matter the phase composition and concentration of alloying elements. This is attributable to the activation of diffusion-controlled grain boundary sliding in the case of nonequilibrium interfaces of materials produced by the severe plastic deformation technique. The volume fraction of the β-phase and its precipitation pattern have a significant effect both on the superplastic flow temperature range in the alloys under consideration and on maximum elongation to failure. It can be assumed that the foregoing factors are due to the stabilization of the ultrafine-grained state in the alloys owing to the formation of a duplex structure in the two-phase alloys.
The near-β Ti-5Al-5Mo-5V-1Cr-1Fe alloy with an ultrafine-grained structure could endure record-breaking strains (>1300 %) under superplastic conditions. This material has also demonstrated extremely low levels of flow stresses, which is associated with the activation of grain boundary sliding induced by an increase in the diffusion coefficient along the phase boundaries in the case of the microduplex structure.
References
Watanabe T (2011) Grain boundary engineering: historical perspectives and future prospects. J Mater Sci 46:4095–4115. doi:10.1007/s10853-011-5393-z
Kaibyshev OA, Valiev RZ (1987) Grain boundaries and metal properties. Metallurgy, Moscow (In Russian)
Kolobov YuR, Valiev RZ, Grabovetskaya GP, Zhilyaev AP, Dudarev EF, Ivanov KV, Ivanov MB, Kashin OA, Naydenkin EV (2007) Grain boundary diffusion and properties of nanostructured materials. Cambridge International Science Publishing, Cambridge
Panin VE, Egorushkin VE (2015) Basic physical mesomechanics of plastic deformation and fracture of solids as hierarchically organized nonlinear systems. Phys Mesomech 18:377–390
Meyers MA, Mishra A, Benson DJ (2006) Mechanical properties of nanocrystalline materials. Prog Mater Sci 51:427–556
Valiev RZ, Zhilyaev AP, Langdon TG (2013) Bulk nanostructured materials: fundamentals and applications. Wiley, New Jersey
Valiev RZ (2002) Materials science: nanomaterial advantage. Nature 419:887–889
Zhilyaev AP, Pshenichnyuk AI (2011) Superplasticity and grain boundaries in ultrafine-grained materials. Woodhead Publishing Ltd, Cambridge
Cantor B, Grant P, Assender H (eds) (2001) Aerospace Materials. IOP Publishing, Bristol
Naydenkin EV, Ratochka IV, Grabovetskaya GP (2011) The aspects of practical application of ultrafine-grained titanium alloys produced by severe plastic deformation. Mater Sci Forum 667–669:1183–1188
Edington JW, Melton KN, Cutler CP (1976) Superplasticity. Prog Mater Sci 21:61–170
Naydenkin EV, Ratochka IV (2008) The features of deformation behavior of ultra-fine grained titanium and aluminum alloys under conditions of high strain rate superplasticity. Mater Sci Forum 584–586:159–163
Matsumoto H, Yoshida K, Lee S-H, Ono Y, Chiba A (2013) Ti–6Al–4V alloy with an ultrafine-grained microstructure exhibiting low-temperature–high-strain-rate superplasticity. Mater Let 98:209–212
Seshacharyulu T, Medeiros SC, Frazier WG, Prasad YVRK (2000) Hot working of commercial Ti–6Al–4V with an equiaxed α–β microstructure: materials modeling considerations. Mater Sci Eng A 284:184–194
Ashida M, Chen P, Doi H, Tsutsumi Y, Hanawa T, Horita Z (2015) Superplasticity in the Ti-6Al-7Nb alloy processed by high-pressure torsion. Mater Sci Eng A 640:449–453
Dudarev EF, Pochivalova GP, Kolobov YuR, Naydenkin EV, Kashin OA (2009) Diffusion -controlled true grain-boundary sliding in nanostructured metals and alloys. Mater Sci Eng A 503:58–61
Kaibyshev OA (1992) Superplasticity of alloys, intermetallides and ceramics. Springer, Berlin
Langdon TG (1994) A unified approach to grain boundary sliding in creep and superplasticity. Acta Met Mater 42:2437–2443
Kaur I, Mishin Y, Gust W (1995) Fundamentals of grain and interphase boundary diffusion. Wiley, Chichester
Alabort E, Kontis P, Barba D, Dragnevski K, Reed RC (2016) On the mechanisms of superplasticity in Ti-6Al-4V. Acta Mat 105:449–463
Valiev R, Langdon T (1993) An investigation of the role of intragranular dislocation strain in the superplastic Pb-62%Sn eutectic alloy. Acta Met Mater 41:949–954
Martienssen W, Effenberg G, Ilyenko S (eds) (2008) Ternary alloy systems. Phase diagrams, crystallographic and thermodynamic data. Springer, Berlin
Naydenkin EV, Ivanov KV (2014) The changes in phase composition of the subsurface layer of an ultrafine-grained Al-Mg-Li alloy during its deformation under superplasticity conditions. Russ Phys J 56:1018–1024
Acknowledgements
The work was performed within a state assignment (Project No. 23.2.2) and supported in part by a program of the Presidium of the Russian Academy of Sciences (Project No. IIП/III.23-1).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Naydenkin, E.V., Ratochka, I.V., Mishin, I.P. et al. The effect of interfaces on mechanical and superplastic properties of titanium alloys. J Mater Sci 52, 4164–4171 (2017). https://doi.org/10.1007/s10853-016-0508-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-016-0508-1