
Abstract
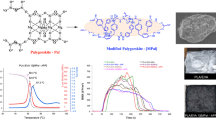
A novel thiourea-intercalated kaolinite flame retardant (K-TU) was prepared by intercalating thiourea (TU) into kaolinite. The structure of K-TU was characterized by Fourier transform infrared spectroscopy, thermogravimetric analysis (TGA), and X-ray diffraction. K-TU in association with intumescent flame retardants (IFR) was then introduced into polypropylene (PP) by melt blending. The flammability and thermostability were evaluated by limiting oxygen index (LOI), vertical burning test (UL-94), cone calorimetry (Cone), and TGA. The results showed that the sample PP/23.5 wt% IFR/1.5 wt% K-TU passed UL-94 V-0 level, had a LOI of 35.4 %, and its peak heat release rate was reduced to 291 kW/m2 from 1474 kW/m2 of neat PP. The TGA results demonstrated that K-TU increased the thermal degradation onset temperature and enhanced the char formation of PP/IFR composites. Meanwhile, the mechanical performance of PP/IFR composite was improved by the presence of K-TU. It was proposed that the improved flame retardancy of PP composite was ascribed to both the shielding effect formed by exfoliated K-TU molecules and gas phase effect caused by inert gases mixture released from TU, which could prohibit the heat and oxygen transfer and dilute the concentration of combustible gases during burning.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
PP is highly combustible with severe dripping and leaves no char; its LOI is only 18 %, which restricts its applications in many fields. To overcome these problems, much work has been done [1–5]. Furthermore, it has been reported that natural clay including layered double hydroxides (LDHs), montmorillonite (MMT), halloysites (HNTs) [6–8], and kaolinite (K) can improve flame retardancy of PP [9].
Kaolinite has attracted more and more attention for it is abundant, low cost, and shielding effect in polymer. Although the chemical composition of K is similar to HNTs, it differs by having a predominantly plate-like structure. Meanwhile, dissimilar to LDHs and MMT, K shows an asymmetric structure with the superposition of the tetrahedral (Al–O4) and octahedral (Si–O8) sheets in 1:1 layers [10, 11]. The stacked layers are linked by strong hydrogen bonds. Consequently, the asymmetry makes intercalation of K become more challenging than LDHs and MMT. Generally, pre-intercalation with small or dipolar molecules is first used, and sequentially the target guest is introduced by displacing intercalated precursor [10–14].
The synergistic flame retardant effect of kaolinite/intumescent flame retardants (IFR) in PP had been found in our previous study [15]. However, to the best of our knowledge, only limited literature about introducing the intercalated K to improve the fire performance of PP has been found so far. In this work, a novel flame retardant (K-TU) was prepared by intercalation of thiourea (TU) into K. The structure of K-TU was characterized and its contribution to flame retardancy of PP/IFR was discussed.
Experimental
Materials
The commercial PP, with a melt flow index of 3 g/(10 min), was kindly provided by Sinopec Maoming Company (Maoming, China). Ammonium polyphosphate (APP) was purchased from Jin Ying Tai Chemical Co., Ltd (Jinan, China). Melamine (MA) was obtained from Jin Tong Le Tai Chemical Product Co., Ltd (Beijing, China). Pentaerythritol phosphate (PEPA) was a product of Victory Chemistry Co., Ltd (Zhangjiagang, China). Formaldehyde (POM), dimethylsulphoxide (DMSO), methanol (MOH), and TU were purchased from Beijing Chemical Factory (Beijing, China). The raw kaolinite, with a size range of 1 ~46 µm (mean size of 12 µm) and the specific surface area of 17 m2/g (the purity >95 %), was kindly supplied by Xing Yi Mineral Processing Plant (Shijiazhuang, China).
Preparation of thiourea-intercalated kaolinite
Scheme 1 illustrates the 3-step process for the preparation of TU-intercalated kaolinite.

Preparation process for TU-intercalated K (K-TU)
Step one: 4 g K was dispersed in a mixture of 40 mL DMSO and 4.5 mL deionized water. The suspension was subjected to ultrasonic waves with a power of 200 w for 4 h. The reacted mixture was washed three times with ethanol and then filtered before being drying at 60 °C for 12 h. The product obtained was DMSO-intercalated kaolinite (marked as K-DMSO).
Step two: 2 g K-DMSO was mixed with 40 mL methanol and stirred at room temperature for 7 days. The product obtained was MOH-intercalated K (marked as K-MOH).
Step three: 2 g K-MOH was dispersed in 40 mL saturated thiourea solution of MOH and stirred at 50 °C for 2 days. The reacted mixture was washed three times with ethanol and then filtered before being drying at 60 °C for 12 h. The product obtained was TU-intercalated K (marked as K-TU).
Preparation of PP composites
PP and flame retardant were melt blended by a micro twin-screw extruder (Wuhan Rui Ming Plastics Machinery Co. Ltd). The processing temperature range from hopper to die was fixed at 170, 180, and 190 °C, respectively. The total amount of flame retardant additives was fixed at 25 wt%, consisting of IFR (MCAPP/PEPA = 2/1, 23.5 wt%) and K/K-TU (1.5 wt%).
Measurements
The X-ray diffraction (XRD) was performed with a D/max-2500 diffractometometer using Cu Kα radiation source at 40 kV and 20 mA (λ = 0.154 nm). The interlayer space of clay was calculated according to Bragg’s Eq. (1).
where d is the basal spacing and θ is the diffraction angle.
The percentage of intercalation is calculated according to Eq. (2):
where I k(001) and I i(001) are the peak intensity of raw kaolinite and intercalated products, respectively.
Fourier transform infrared spectroscopy (FTIR) spectra were recorded in the 4000–500 cm−1 spectral region using a Nicolet IS5 under the resolution of 1 cm−1 in 32 scans.
Thermogravimetric analysis (TGA) was conducted using a synchronous thermal analyzer (STA449C, Netzsch) from 30 to 800 °C at a heating rate of 10 °C/min under nitrogen atmosphere. The mass for each sample was around 10 mg.
The micrographs of scanning electron microscopy (SEM) were obtained by a Hitachi S-4700 SEM under the voltage of 20 kV.
The limiting oxygen index (LOI) was tested by JF-3 oxygen index apparatus (Jiangning Nanjing Analytical Instrument Co. Ltd) according to the oxygen index test method of ISO 4589-2. The dimension of each sample was 50 × 6.5 × 3 mm3.
The vertical burning behavior (UL-94) was measured by a CZF-3 apparatus (Jiangning Nanjing Analytical Instrument Co. Ltd) according to the ASTM D 3801 standard. The dimension of each sample was 130 × 13 × 3 mm3.
Cone calorimetry (FTT Co., Ltd) was performed according to the standard ISO 5660 method. The samples with a dimension of 100 × 100 × 3 mm3 were tested at horizontal position with heat radiant flux density of 50 kW/m2. Specimens were wrapped in aluminum foil, leaving the upper surface exposed to the radiator, and then placed on ceramic backing board at a distance of 25 mm from the cone heater base. The experiments were repeated three times.
The tensile testing was carried out using a tensile tester (Zwick/Roell, Germany) at ambient temperature with a stretching rate of 50 mm/min according to the ISO 527-2 standard.
Results and discussion
Characterization of K-TU
Figure 1 shows the FTIR spectra of K, TU, and K-TU. It shows that K contains two types of –OH [11, 15]: the absorption bands at 3694, 3670, and 3654 cm−1 corresponded to interlayer –OH stretching, while the band at 3621 cm−1 was attributed to the internal –OH. In TU, the bands at 3379, 3278, and 3177 cm−1 were attributed to the –NH2, whereas bands at 1615, 1473, 1415, 1084, and 732 cm−1 were attributed to the N2–C=S group [16–18]; all these special bands of TU remained in K-TU but moved a little from their original positions. The results indicated that TU was intercalated into K and could form some chemical bonds. Based on the chemical composition of TU and K, there exists high possibility to form two kinds of hydrogen bonds (S···H–O and N–H···O).

FTIR spectra of K, TU, and K-TU
Figure 2 presents the TGA curves of K, TU, and K-TU. The DTG curve of K showed a minor mass loss during 220–280 °C, attributing to the elimination of water of crystallization in the interlayers of K, and a major mass loss during 480–580 °C in TGA curve, corresponding to the peak at 543 °C, which was attributed to the main dehydroxylation process [11, 19]. The TGA curve of TU showed a major mass loss step during 200–300 °C, centering at 230 °C. K-TU exhibited two major mass losses: the former was the decomposition of TU, and the latter one during 450–600 °C, centering at 496 °C, was the dehydroxylation of K. Meanwhile, the dehydroxylation temperature of K-TU (496 °C) was lower than that of K (543 °C), which was associated with the obvious enlargement of the first mass loss step in K-TU.

TGA and DTG curves of K, TU, and K-TU
Figure 3 shows the XRD patters of K, TU, and K-TU. The diffraction peak of d001 left shifted from 12.4° in K to 8.01° in K-TU, indicating that interplanar spacing increased from 0.72 to 1.11 nm. The percentage of intercalation of K-TU was 82.6 %, which indicated that TU had been intercalated into clay layers. On the other hand, the peak breadth of d001 was obviously widened in K-TU, which indicated that the size of crystal particle was sharply decreased based on the Scherrer rule. The most likely reason was that the H-bond in interlayers was disrupted and the large K particles were fragmented. Smaller sizes favor better distribution of K-TU in PP.

XRD patterns of K, TU, and K-TU
Possible chemical structure of K-TU
The d001 spacing of K increased from 0.72 to 1.11 nm in K-TU, indicating about 0.39 nm increment in the interlayer spacing. According to the literature [18], the equilibrium bond lengths of S=C, C–N, and N–H in TU were 0.164, 0.135, and 0.100 nm, respectively, as well as all the bond angles were 120°. As shown in Fig. 4a, when the TU molecules are parallel to the c-axis of K, the height occupied is minimum, of about 0.332 nm; as shown in Fig. 4b and c, when the C–N groups are perpendicular or parallel to the c-axis of K, the heights occupied by the TU molecules were 0.346 or 0.353 nm, respectively. Regardless of any kind of state, there will exist a gap around 0.04 nm. Therefore, a question arises as to how this gap may be filled. Perhaps, the most sensible assumption was that the –NH2 and S=O groups have formed hydrogen bonds with the –OH groups in the interlayers of K. Meanwhile, FTIR results above suggest that there maybe exist two kinds of hydrogen bond. Therefore, the possible structure of K-TU proposed is shown in Fig. 5.

The possible arrangement mode of TU in K a C=S group is parallel to the c-axis of K, b C-N group is perpendicular to the c-axis of K, c C-N group is parallel to the c-axis of K

The possible chemical structure of K-TU
Dispersion of kaolinite
Dispersion of K and K-TU in PP/IFR composites was observed by SEM (Fig. 6). It can be seen that in PP/IFR composite, the average size of K particles was about 15 µm, but K-TU particle was generally less than 5 µm. It was shown that K-TU particles scattered were smaller in size compared to K particles.

SEM images of PP composites: a1, a2 PP/IFR/K; b1, b2 PP/IFR/K-TU
The XRD patterns of PP composites are shown in Fig. 7. It was obviously noticed that the 001 lattice plane of K (2θ = 12.4°) still existed in the PP/IFR/K, which demonstrated that the patterns of K had changed little in PP composite. However, the 001 lattice plane of K-TU (2θ = 8.01°) almost disappeared in the PP/IFR/K-TU, which indicated that K-TU was almost exfoliated in the composite.

XRD patterns of PP/IFR/K and PP/IFR/K-TU
Cone
Cone results are shown in Fig. 8 and some key data are summarized in Table 1.

Cone results of PP and its composites a HRR, b THR
As shown in Fig. 8a, neat PP burned very fast after ignition and had a very strong peak heat release rate (pHRR) of 1474 kW/m2. After 25 wt% IFR was introduced into PP, the pHRR value decreased sharply to 438 kW/m2 accompanied with a remarkably prolonged combustion time, from about 250 s for neat PP to 420 s for PP/IFR. Moreover, the incorporation of 1.5 wt% K or K-TU into PP/IFR resulted in a further decrease of pHRR to 372 and 291 kW/m2, respectively, and the whole combustion time exceeded 500 s. In other words, K-TU showed more efficient synergism than K. It was proposed that TU can release inert gases containing N, H, and S elements during combustion [17, 20, 21], which diluted the concentration of combustible gases; on the other hand, smaller size and more uniform dispersion of K-TU than K was helpful to form more compact char which acted as a barrier to heat, oxygen, and other volatile gases during combustion [9, 21].
The total heat released (THR) curves of neat PP and its composites are shown in Fig. 8b. Generally, the slope of THR curve can be assumed as a representative of fire spread [22]. The THR value and its slope as a function of time were obviously decreased by the incorporation of 25 wt% IFR. Moreover, the slope was further decreased by the addition of K and K-TU. Especially, the THR value had reduced to 103 MJ/m2 for the sample containing K-TU. It was proposed that K-TU can effectively reduce the heat release.
LOI and UL-94
The LOI values and UL-94 ratings of PP and its composites are presented in Table 2. Neat PP had a LOI value of only 18.0 %, and had no UL-94 rating. The LOI value increased to 31.1 % after the addition of 25 wt% IFR, however, and the UL-94 rating just reached V-2. It has been reported that the presence of clay can partly enhance the fire performance of polymer composite containing IFR [23–25]. After 1.5 wt% replacement of IFR with K, LOI increased slightly to 32.5 %. Furthermore, replacement of 1.5 wt% K-TU increased the LOI value to 35.4 %. Meanwhile, PP/IFR composites containing either K or K-TU achieved a V-0 rating.
Thermostability
The TGA curves of PP and its composites are shown in Fig. 9. The values of temperature corresponding to 10 % weight loss (T 10 %) and maximum weight loss rate (T max), as well as the amount of residual char are provided in Table 3.

TGA curves of PP and its composites under N2
One-step decomposition during 400–500 °C with no residue left at high temperature (above 500 °C) was observed for PP. Two separate decomposition stages occurred in PP/IFR sample: the first one at 250–350 °C was caused by the earlier decomposition of IFR, which caused the T 10 % occur at 404 °C compared to 431 °C in the case of neat PP. During this stage, H2O and NH3 were released by decomposition of IFR. However, the other step was prolonged to higher temperature (above 450 °C) compared to neat PP, which was assigned to the main decomposition of polymer matrix [26] and formed a final residue of about 9.1 wt% at 600 °C.
After 1.5 wt% replacement of IFR with K, the T 10 % (431 °C) and final residue (13.2 %) of PP/IFR/K composite exhibited obvious improvement compared to that of PP/IFR composite. The results indicated that K restrained the decomposition of IFR in the first stage but showed minimal influence on controlling decomposition of PP matrix. Regardless, K significantly promoted the char content.
It was noted that T 10 % and T max of PP/IFR/K-TU increased to 448 and 483 °C, respectively. Meanwhile, the amount of residual char at 600 °C increased to 14.1 %. It was demonstrated that K-TU affected the decomposition of both IFR and PP, which consequently improved the thermal stability of PP composite. The promotion of K-TU on char formation was better than that of K.
Mechanical properties of PP composites
The tensile strength of neat PP and PP composites is displayed in Fig. 10. The tensile strength of neat PP was 35.3 MPa, and it decreased to 23.9 MPa by the introduction 25 wt% IFR. However, the tensile strength showed a slight increase after the introduction of K or K-TU. Both the larger surface area of K-TU and polar groups in TU promoted the interaction between filler and polymer, so K-TU acted as stress arrestor in the composite [27].

Tensile strength and the elongation at break of neat PP and its composites
The elongation at break of PP composites showed similar trend to tensile strength. It was reduced from 18.9 % of neat PP to 14.5 % of PP/IFR composite, but was slightly increased to 15.1 and 15.5 % in the presence of K and K-TU, respectively.
Conclusion
A novel modified kaolinite, TU-intercalated kaolinite (K-TU) was successfully prepared by a three-step method. The contribution of K-TU on the flame retardancy of PP/IFR was documented by LOI, UL-94, and Cone. The flame retardant mechanism of K-TU in both gas phase and solid phase was proposed. K-TU promoted the formation of compact and continued char layers, which can restrain heat release and reduce the fire spread. Meanwhile, the tensile strength of PP/IFR was also slightly improved by the addition of K-TU.
References
Zhang S, Horrocks AR (2003) A review of flame retardant polypropylene fibres. Prog Polym Sci 28(11):1517–1538. doi:10.1016/j.progpolymsci.2003.09.001
Liu XS, Gu XY, Zhang S, Jiang Y, Sun J, Dong MZ (2013) Effects of dihydrogen phosphate intercalated layered double hydroxides on the crystal behaviors and flammability of polypropylene. J Appl Polym Sci 130(5):3645–3651. doi:10.1002/app.39614
Dong MZ, Gu XY, Zhang S (2014) Effects of compound oxides on the fire performance of polypropylene composite. Ind Eng Chem Res 53(19):8062–8068. doi:10.1021/ie500178u
Chen XL, Jiao CM (2009) Synergistic effects of hydroxy silicone oil on intumescent flame retardant polypropylene system. Fire Saf J 44(8):1010–1014. doi:10.1016/j.firesaf.06.008
Pappalardo S, Russo P, Acierno D, Rabe S, Schartel B (2016) The synergistic effect of organically modified sepiolite in intumescent flame retardant polypropylene. Eur Polym J 76:196–207. doi:10.1016/j.eurpolymj.2016.01.041
Wang LJ, He XJ, Lu HD, Feng JX, Xie XL, Su SP, Wikie CA (2011) Flame retardancy of polypropylene (nano)composites containing LDH and zinc borate. Polym Adv Technol 22(7):1131–1138. doi:10.1002/pat.1927
Liu Y, Wang JS, Deng CL, Wang DY, Song YP, Wang YZ (2010) The synergistic flame-retardant effect of O-MMT on the intumescent flame-retardant PP/CA/APP systems. Polym Adv Technol 21(11):789–796. doi:10.1002/pat.1502
Lecouvet B, Sclavons M, Bailly C, Bourbigot S (2013) A comprehensive study of the synergistic flame retardant mechanisms of halloysite in intumescent polypropylene. Polym Degrad Stabil 98(11):2268–2281. doi:10.1016/j.polymdegradstab.2013.08.024
Tang WF, Gu XY, Jiang Y, Zhao JR, Ma WJ, Jiang P, Zhang S (2015) Flammability and thermal behaviors of polypropylene composite containing modified kaolinite. J Appl Polym Sci. doi:10.1002/app.41761
Zhang L, Wang CJ, Yan ZF, Wu XL, Wang YQ, Meng DW, Xie HX (2013) Kaolinite nanomaterial: intercalation of 1-butyl-3-methylimidazolium bromine in a methanol–kaolinite pre-intercalate. Appl Clay Sci 86:106–110. doi:10.1016/j.clay.2013.07.003
Cheng HF, Liu QF, Yang J, Ma SJ, Frost RL (2012) The thermal behavior of kaolinite intercalation complexes-A review. Thermochim Acta 545:1–13. doi:10.1016/j.tca.2012.04.005
Yuan P, Tan DY, Annabi-Bergaya F, Yan WC, Liu D, Liu ZW (2013) From platy kaolinite to alumino silicate nanoroll via one-step delamination of kaolinite: effect of the temperature of intercalation. Appl Clay Sci 83–84:68–76. doi:10.1016/j.clay.2013.08.027
Li YF, Zhang B, Pan XB (2008) Preparation and characterization of PMMA—kaolinite intercalation composites. Comp Sci Tech 68(9):1954–1961. doi:10.1016/j.compscitech.2007.04.003
Sun DW, Li YF, Zhang B, Pan XB (2010) Preparation and characterization of novel nanocomposites based on polyacrylonitrile/kaolinite. Comp Sci Tech 70(6):981–988. doi:10.1016/j.compscitech.2010.02.016
Zhang S, Jiang P, Liu XS, Gu XY, Zhao Q, Hu ZW, Tang WF (2014) Effects of kaolin on the thermal stability and flame retardancy of polypropylene composite. Polym Adv Technol 25:912–919. doi:10.1002/pat.3325
Singh G, Saroa A, Rani S, Promila A, Girdhar S, Sahoo S, Choquesillo-Lazarte D (2016) Substituted phenyl urea and thiourea silatranes: synthesis, characterization and anion recognition properties by photophysical and theoretical studies. Polyhedron 112:51–60. doi:10.1016/j.poly.2016.03.036
Fujimori T, Nakamura M, Takaoka M, Shiota K, Kitajima Y (2016) Synergetic inhibition of thermochemical formation of chlorinated aromatics by sulfur and nitrogen derived from thiourea: multielement characterizations. J Hazard Mater 311:43–50. doi:10.1016/j.jhazmat.02.054
Yamaguchi A, Penland RB, Mizushima S, Lane TJ, Curran C, Quagliano JV (1958) Infrared absorption spectra of inorganic coordination complexes. XIV. Infrared studies of some metal thiourea complexes. J Am Chem Soc 80:527–529. doi:10.1021/ja01536a005
Zhang XR, Xu Z (2007) The effect of microwave on preparation of kaolinite/dimethyl sulfoxide composite during intercalation process. Mat Let 61(7):1478–1482. doi:10.1016/j.matlet.2006.07.057
Wang ZD, Yoshida M, George B (2013) Theoretical study on the thermal decomposition of thiourea. Comput Theor Chem 1017:91–98. doi:10.1016/j.comptc.2013.05.007
Tang WF, Zhang S, Sun J, Gu XY (2016) Flame retardancy and thermal stability of polypropylene composite containing ammonium sulfamate intercalated kaolinite. Ind Eng Chem Res 55(28):7669–7678. doi:10.1021/acs.iecr.6b01722
Almeras X, Bras ML, Hornsby P, Bourbigot S, Marosi G, Keszei S, Poutch P (2003) Effect of fillers on the fire retardancy of intumescent polypropylene compounds. Polym Degrad Stab 82(2):325–331. doi:10.1016/S0141-3910(03)00187-3
Tang Y, Hu Y, Wang S, Gui Z, Chen Z, Fan W (2003) Intumescent flame retardant montmorillonite synergism in polypropylene-layered silicate nanocomposites. Polym Int 52(8):1396–1400. doi:10.1002/pi.1270
Ren Q, Zhang Y, Li J, Li JC (2011) Synergistic effect of vermiculite on the intumescent flame retardance of polypropylene. J Appl Polym Sci 120(2):1225–1233. doi:10.1002/app.33113
Du B, Ma H, Fang Z (2011) How nano-fillers affect thermal stability and flame retardancy of intumescent flame retarded polypropylene. Polym Adv Technol 22(7):1139–1146. doi:10.1002/pat.1914
Feng C, Zhang Y, Liu SW, Chi ZG, Xu JR (2012) Synergistic effect of La2O3 on the flame retardant properties and the degradation mechanism of a novel PP/IFR system. Polym Degrad Stabil 97(5):707–714. doi:10.1016/j.polymdegradstab.2012.02.014
Zhu SP, Chen JY, Zuo Y, Li HL, Cao Y (2011) Montmorillonite/polypropylene nanocomposites: mechanical properties, crystallization and rheological behaviors. Appl Clay Sci 52(1–2):171–178. doi:10.1016/j.clay.2011.02.021
Acknowledgements
The authors would like to thank the National Natural Science Foundation of China (Nos. 21374004 and 51373018) and Fundamental Research Funds for the Central Universities (YS201402) for their financial support of this research.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tang, W., Song, L., Zhang, S. et al. Preparation of thiourea-intercalated kaolinite and its influence on thermostability and flammability of polypropylene composite. J Mater Sci 52, 208–217 (2017). https://doi.org/10.1007/s10853-016-0323-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-016-0323-8