
Abstract
This work investigates the effect of adding graphene nanoplatelets (GNP) and either a phase-separating carboxyl-terminated butadiene acrylonitrile rubber (CTBN) or a polysiloxane core–shell rubber (CSR) to an anhydride-cured epoxy polymer. The effect of adding a reactive diluent to the resin was also investigated. The relationship between the microstructure and the resultant electrical and mechanical properties was investigated. The fracture energy of the unmodified epoxy polymer increased from 125 to 668 J/m2 with the addition of 9 wt% CTBN and 12.5 % reactive diluent. The subsequent addition of GNP to the rubber systems decreased the fracture energy. The epoxy nanocomposites modified with only GNP exhibited only a modest increase in measured fracture energy. The major toughening mechanisms in the rubber-modified formulations were observed to be shear band yielding and cavitation of the rubber particles followed by plastic void growth of the epoxy matrix. The electrical conductivity of the hybrid systems was also investigated. It was observed that the conductivity of the nanocomposites improved when 0.5 wt% of GNP was added although this improvement was lost in a CTBN–GNP system while the conductivity was further improved in the CSR–GNP system over the GNP only system with low-CSR particle loadings. It is demonstrated that this behaviour can be directly attributed to the microstructure of the nanocomposite. The results demonstrate that separation of nanomodified phases at the microscale can be used to develop simultaneously tough and conductive composites.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Thermoset epoxy polymers find considerable application as adhesives and as the polymer matrix of many composite materials. They are amorphous and highly cross-linked materials. Hence, although epoxies have many desirable properties such as a relatively high modulus, they are inherently brittle. They are also thermally and electrically insulating. Adhesives play an increasing important role in electronic components such as laptops and phones. In addition to their primary bonding role, they provide functionality as electrical connections ad thermal pathways for extracting heat away from hot processors. For the last number of years, researchers have been using nanoscale reinforcements, such as nanofibres [1–3], carbon nanotubes [4, 5] and graphene nanoplatelets [5–8] to increase the electrical conductivity of epoxy resin systems.
The addition of soft rubber particles to an epoxy resin is extremely effective at toughening the epoxy adhesive [9–11]. Typically, this rubber can be introduced to the epoxy system either as a reaction-induced phase-separating liquid rubber [12–14] or via preformed core–shell rubber (CSR) particles [15–17]. The principal toughening mechanisms observed are shear band yielding of the matrix and void growth following cavitation (or debonding) of the rubber particles.
The toughening effects of the addition of nanoscale carbon to epoxy and other similar polymer matrices have also been extensively studied. Ladani and co-workers [5] have demonstrated using a mechanistic fracture model that the one-dimensional carbon nanofibres and nanotubes are more effective at increasing toughness via void growth, whereas the two-dimensional GNPs toughen extrinsically via pullout and crack-bridging mechanisms. Rafiee et al. [18] also compared the fracture toughness of an epoxy polymer modified with 0.1 wt% of GNP and 0.1 wt% of carbon nanotubes, respectively. Their results show that the addition of GNPs resulted in a 53 % increase in fracture toughness, while the addition of carbon nanotubes only resulted in a 20 % improvement. They related this improvement to the enhanced inclusion-matrix adhesion arising from the wrinkled nature of the GNP. Crack deflection was identified as the major toughening mechanism. A second article by the same group [19] reports on the effect of functionalised graphene sheets (FGS). It was found that at higher concentrations of FGS, agglomerations tended to occur which reversed the toughening effect. Again, crack deflection was identified as the dominant toughening mechanism. Ahmadi-Moghadam and Taheri [20] identified crack pinning as an additional toughening mechanism in their study. Chandrasekaran and co-workers [21] proposed two different toughening mechanisms based on their experimental observations, either crack pinning/bifurcation or crack deflection and separation of layers.
The superior electrical properties of graphene and graphene-like materials such as GNPs are some of the most impressive properties of this material. The addition of a small amount of GNP to a polymer can make the polymer conductive [22]. Xie et al. [23] have shown theoretically that graphene is much more effective than similar fillers such as carbon nanotubes and carbon black for conductivity improvement due to the larger specific surface area of the nanosheets. The percolation threshold is generally lower than the competing nanomodifiers [24]. This has a twofold effect; first, the overall cost of processing the nanocomposites is decreased due to the lower amount of conductive filler and second, the processability of the nanocomposites is preserved due to the lower requirement of conductive filler [24].
This study aims to identify the effects of hybrid functionalization with both GNPs and rubber particles on the electrical, mechanical and fracture properties of epoxy nanocomposites. Firstly, a detailed thermo-mechanical analysis of the epoxy polymers is conducted, and the effect of the inclusions on the thermal properties of the matrix is discussed. Secondly, the effect of the various inclusions at varying concentrations on the mechanical and fracture properties of the epoxy polymers are measured and compared. The fracture surfaces are examined to identify the major toughening mechanisms and to identify the microstructural features. Finally, the electrical resistivity of each system is measured and the results are discussed in the context of the composite microstructures.
Materials
An anhydride-cured epoxy system was used in the work. The epoxy resin was a standard diglycidyl ether of bisphenol-A (DGEBA) with an epoxide equivalent weight (EEW) of 185 g/eq, (Araldite LY556) supplied by Huntsman UK. This was cured with a stoichiometric quantity of an accelerated methylhexahydrophthalic acid anhydride, (Albidur HE 600, EEW = 169 g/eq) from Evonik Hanse, Germany. The base resin formulation was further altered via the addition of a reactive diluent (1,6-Hexanediol diglycidyl ether, DER 734, EEW = 160 g/eq) from Dow Chemicals, Germany at a 7:1 ratio of DGEBA to reactive diluent. The reactive diluent lowers the viscosity of the resin to facilitate processing.
Two different rubber systems were investigated: a reactive liquid carboxyl-terminated butadiene acrylonitrile (CTBN) rubber, ALBIPOX 1000 (EEW = 330 g/eq), and a polysiloxane core–shell rubber, Albidur EP2240A (EEW = 300 g/eq), both from Evonik Hanse, Germany. The CTBN rubber was obtained as a rubber–epoxy adduct with a rubber concentration of 40 wt% in a DGEBA epoxy resin while the CSR formulation was obtained as preformed particles dispersed at 40 wt% in DGEBA.
The graphene nanoplatelets (GNP) were obtained in powder form from Graphene Supermarket, USA. An epoxy–GNP master batch at 2.5 wt% GNP was prepared using a three-roll mill (EXAKT 80E, Exakt Technologies, Germany). This dispersed and exfoliated the graphene nanoplatelets. The three-roll mill was used in gap mode with a 5-μm distance specified between the centre and apron roller. The roller speed ratio was set to 9:3:1. The speed of the apron roller was set to 220 rpm. Compounding was carried out at a processing temperature of 60 °C for seven passes. The final mixture appeared both homogeneous and well dispersed. Twenty-five different formulations were prepared with different weight percentages of GNP and rubber nanomodifiers. Bulk plates were cast by pouring the resin mixture into heated picture frame moulds. The formulations were then cured at 90 °C for one hour followed by a post-cure at 160 °C for a further 2 hours.
Microscopy
Atomic force microscopy
Atomic force microscopy (AFM) was conducted to identify the microstructure of the samples. Microscopically smooth samples were prepared using a PowerTome XL cryo-microtome. The samples were prepared in a liquid nitrogen bath at −100 °C to prevent smearing of the rubber particles. The surfaces were then scanned in tapping mode using a silicon probe at a scan rate of 1 Hz using a Bruker Multimode AFM. Both height and phase images were obtained during each scan.
Scanning electron microscopy
A field-emission gun scanning electron microscope (FEGSEM) was used to investigate the fracture surfaces and identify the dominant fracture mechanisms. The fracture surfaces were sputter-coated with a 5-nm gold–palladium coating to prevent the build-up of electrical charge in the material.
Dynamic mechanical thermal analysis
Dynamic mechanical thermal analysis (DMTA) was used to measure the storage modulus, E′, and the loss modulus, E″, as a function of temperature. The glass transition temperature, T g, was calculated as the peak of the tan(δ) curve where tan(δ) = E″/E′. Samples of dimensions 60 mm × 10 mm × 3 mm were tested in double cantilever mode at a frequency of 1 Hz using a Q800 from TA Instruments, UK. A temperature range of −100 to 200 °C and a heating rate of 2 °C/min were used for any nanocomposite containing rubber, while a reduced temperature range of −20 to 180 °C was employed for the nanocomposites containing graphene nanoplatelets. For each of the samples containing rubber particles, a secondary peak in the tan(δ) curve was identified at subzero temperatures. This indicated the glass transition temperature of the rubber. The typical error associated with the instrument in determining the tan(δ) peak is ±1 °C.
Tensile tests
Dumbbell-shaped specimens were machined from the cast plates in order to determine the uniaxial tensile stress–strain relations. The preparation and testing of the samples were carried out in accordance with ISO 527 [25] at a constant crosshead displacement rate of 1 mm/min. A minimum of five repeat tests was carried for each of the nanocomposites investigated to study the repeatability. Accurate strain readings were obtained via a clip-on extensometer attached directly to the specimens.
Plane strain compression
Plane strain compression tests were performed to measure the compressive yield stress, σ yc, and strain to failure, γ f. The test procedure was that described by Williams and Ford [26]. Polished test specimens of size 40 mm × 40 mm × 3 mm were prepared and loaded in compression between two lubricated parallel dies of width 12 mm. The tests were performed at a constant crosshead displacement rate of 0.1 mm/min. The effects of machine loop compliance were accounted for and the true stress and true strain were calculated via:
where \( \sigma_{\text{E}} \) is the engineering stress and
where t c is the compressed thickness and t is the original thickness of the specimen.
Electrical resistivity
Electrical impedance spectroscopy was performed using a Reference 600 plus Potentiostat (Gamry Instruments, UK). Samples 10 × 10 × 2 mm3 were coated with conductive silver paint to reduce the contact resistance and analysed using an RMS AC voltage of 10 mV over a frequency range of 100 mHz–100 kHz.
Single-edge notch bend (SENB) tests
The mode I fracture toughness, K Ic, and mode I fracture energy, G Ic, were measured using the single-edge notch bend test [27]. Suitably pre-cracked specimens were prepared by gently tapping a liquid nitrogen-chilled razor blade into a notched specimen. The fracture toughness, K Ic was calculated using
where F Q is the critical load, t is the specimen thickness, w is the specimen width and f (a/w) is the geometry factor. The fracture energy, G Ic was calculated from K Ic using
where E is the measured tensile Young’s modulus and ν is the Poisson’s ratio, taken to be 0.35 [28].
Results and discussion
Thermal properties
The glass transition temperature, T g, was measured for the unmodified and modified epoxy polymers, and the behaviour is summarised in Fig. 1. It can be seen that the addition of reactive diluent to the epoxy resin significantly reduces the glass transition temperature from 144 to 138 °C. The typical standard deviation in T g between specimens is 1 °C. A drop in T g is typically accompanied by an increase in toughness of the polymer. This is expected as the addition of the reactive diluent reduces the crosslink density of the epoxy polymer and is in agreement with the observations of other authors [29, 30].

T g of the epoxy–CTBN blends. The error bars are ±1C and represent the typical error associated with such a measurement
A further reduction in T g was observed with the subsequent addition of GNP to the epoxy polymer with and without reactive diluent, shown in Fig. 1. This effect was more marked in the case of the epoxy polymer with diluent. Galpaya et al. [31] have reported a decrease in T g upon the addition of graphene oxide (GO) to an epoxy system cured with triethylenetetramine. They suggest that the GO impedes the curing reaction by blocking potential resin-hardener reactive sites. This leads to a locally non-stoichiometric balance between the resin and the hardener, resulting in a consequent decrease in T g. Chong and Taylor [32] have also noted a reduction in T g with the addition of nanoplatelets, but they attribute the drop to the presence of residual solvent used for dispersion of the nanoplatelets.
In the case of the CTBN-modified epoxy polymers, the amount of rubber remaining dissolved in the epoxy matrix can be calculated using the Fox Equation [33]
where W m and W CTBN are the weight fraction of epoxy matrix and CTBN rubber, respectively, and T g,m and T g,CTBN are the glass transition temperatures (in Kelvin) of the epoxy matrix and the CTBN rubber, respectively. The calculated values are summarised in Table 1. The CSR particles, GNPs and silica nanoparticles are preformed prior to curing and hence do not phase-separate during the curing reaction. It can be seen that a small percentage of the CTBN (typically <1 %) does not phase-separate and instead remains cross-linked in the epoxy matrix.
Morphology
Figure 2 presents typical morphologies of CTBN- and CSR-modified epoxy polymers. The CTBN rubber adduct forms well-dispersed rubber particles via reaction-induced phase separation. The rubber particles are clearly identifiable in Fig. 2 as the dark circular regions. The mean diameter was calculated for each system containing CTBN and CSR particles and these are summarised in Table 1. It is notable that larger mean diameters were recorded for the systems containing reactive diluent. The presence of GNPs around the CTBN rubber particles is detectable in Fig. 2c, d, but proved difficult to detect away from the rubber particles using AFM techniques.

Example AFM morphology images of the microstructures of epoxy polymers modified with CTBN and CSR particles and graphene nanoplatelets. a 9 wt% CTBN rubber, b 10 wt% CSR particles, c 9 wt% CTBN + 0.1 wt% GNP particles, d Graphene nanoplatelet partially enveloping a CTBN rubber particle
A significant discrepancy between the measured area fraction of the CTBN particles and the fraction calculated via the Fox Equation was noted. On closer inspection of the AFM images, it was found that the maximum area of an image, 10 by 10 μm was insufficient to be a statistical representative of the overall samples, and large variations in measured rubber volume fraction were found as a result. However, this did not account completely for the discrepancy. Figure 3 shows an SEM image of a cavitated CTBN particle taken from a fracture surface. It can be seen that the large particle is surrounded by several tiny holes, approximately 20 nm in diameter. This suggests the formation of a partial interpenetrating polymer network. This behaviour is unusual and has not been previously reported for similar systems [34]. No evidence for the IPN was detected using AFM techniques.

FEGSEM image of a large CTBN particle surrounded by several smaller voids suggesting the formation of an interpenetrating polymer network. A number of these smaller voids have been highlighted with yellow circles
Tensile tests
Tensile tests were conducted on bulk polymer samples. The tensile Young’s modulus, E t, for each of the samples is summarised in Table 2. The value of E t was found to increase with the addition of GNP from 3.31 GPa for the unmodified epoxy to 3.69 GPa for the epoxy with 0.5 wt% GNP. A comparison of samples with and without diluent demonstrates that the addition of reactive diluent results in a lower Young’s modulus than the corresponding polymer without diluent. For example, the modulus of unmodified epoxy with diluent decreased from 3.31 to 3.18 GPa. The addition of either rubber formulation to the epoxy polymer significantly decreased the tensile modulus of the resultant nanocomposites. For example, the addition of 9 wt% CTBN rubber resulted in a decreased modulus of 2.84 and 2.67 GPa for polymers with and without diluent, respectively. Subsequent addition of GNPs to the rubber-modified polymers was not found to significantly alter the measured tensile modulus.
Plane strain compression
The compressive true yield strength, σ yc, and compressive true failure strain, γ f, as calculated from the plane strain compression tests are summarised in Table 2. The maximum compressive yield strength was obtained for the unmodified epoxy polymer at 122 MPa. A lower yield strength of 112 MPa was measured for the epoxy polymer with reactive diluent. The addition of rubber to each of these polymers further reduced the yield strength. The addition of graphene nanoplatelets to each of the polymer systems was found to reduce the compressive yield stress unless rubber was already present in the system where the effect was negligible. All of the polymers investigated in the current work exhibited strain softening immediately post-yield suggesting inhomogeneous deformation (shear banding) within the polymer [34]. This was followed by a region of strain hardening until final failure.
Fracture toughness
The fracture toughness, K Ic, and fracture energy, G Ic, of the unmodified epoxy were 0.67 MPa m1/2 and 108 J/m2, respectively. The addition of reactive diluent marginally increased the fracture toughness and fracture energy to 0.69 MPa m1/2 and 137 J/m2, respectively. This increase was not found to be statistically significant given the standard deviations associated with the calculated values.
CTBN-modified epoxy polymers
Figure 4a presents the experimentally determined changes in fracture energy for CTBN–GNP epoxy polymers without reactive diluent. A 57 % increase in fracture energy was observed with the addition of 0.5 wt% GNP (from 108 to 170 J/m2). The addition of 9 wt% CTBN rubber resulted in a six-fold increase in measured fracture energy over the unmodified epoxy (from 108 to 668 J/m2). The subsequent addition of GNP to the CTBN–epoxy system resulted in a reduction in this fracture energy with increasing GNP loading. A fracture energy of 491 J/m2 was measured for 0.5 wt% GNP + 9 wt% CTBN rubber-modified system. The corresponding fracture energies measured for the epoxy systems containing reactive diluent are given in Fig. 4b. A small linear increase in measured fracture energy is again noted for when GNP is added to the epoxy. The addition of 9 wt% CTBN rubber increased the fracture energy to 626 J/m2, less than five-fold increase. This is a significantly smaller improvement over the CTBN–epoxy system without reactive diluent. The fracture behaviour with the subsequent addition of GNPs to the CTBN-modified epoxy polymer is more complex than in the case presented in Fig. 4a. Initially, the measured fracture energy increases with the addition of 0.1 wt% GNP to a value of 751 J/m2, before decreasing to a value of 545 J/m2 at a GNP loading of 0.5 wt%.

Experimentally measured fracture energies of CTBN–epoxy polymer versus GNP weight percentage. a Fracture energy for CTBN–GNP nanocomposites without diluent. b Fracture energy for CTBN–GNP nanocomposites containing reactive diluent
It is counter-intuitive that the fracture energy of the epoxy polymer modified with 9 wt% CTBN is greater than the fracture energy of the epoxy polymer modified with both reactive diluent and 9 wt% CTBN. This can be explained by considering that in the epoxy polymer containing reactive diluent, there is significantly less phase separation of the CTBN as shown in Table 1 than in the epoxy polymer without diluent. The non-phase-separated CTBN instead crosslinks into the epoxy-hardener structure where it is much less effective at toughening the epoxy polymer.
CSR-modified epoxy polymers
It can be observed in Fig. 5 that the fracture energy of the epoxy increases linearly with the addition of CSR particles to a value of 513 J/m2 at 10 wt% CSR. The subsequent addition of GNPs did not significantly affect the toughenability of the epoxy. It can be seen that the increase in toughness at low-CSR particle loading and 0.5 wt% GNP is similar to that of the CSR particle without GNPs. As the CSR particle loading increases, a slight tapering of the toughness increase is noted. This indicates that the presence of the GNPs do not significantly affect the toughening mechanisms activated by the presence of the CSR particles.

Experimentally determined fracture energy of the epoxy–CSR–GNP polymers
Figure 6 presents a summary of the experimentally measured fracture energies from the current work to facilitate direct comparison between the various systems. The fracture energies of an epoxy polymer modified with both CSR and reactive diluent are also given [17]. It can be seen that the addition of a reactive diluent enhances the toughenability of the epoxy polymer with CSR particles. This is because the presence of the reactive diluent increases the ductility of the epoxy matrix. This is not the case for the CTBN-modified polymers where the presence of the reactive diluent does not significantly affect the toughening effect of the CTBN adduct. In this case, the increased ductility of the matrix is offset by a reduction in the amount of phase-separated CTBN rubber-forming particles, see Table 1.

Summary of the calculated fracture energies for all systems studied in the current work
Fractography
Field emission gun scanning electron microscopy (FEGSEM) of the fracture surfaces was used to identify the major toughening mechanisms. The fracture surface of the unmodified epoxy, shown in Fig. 7, appears smooth with crack forking evident from the crack initiation point. Crack forking is the principal mechanism of absorbing excess energy in brittle materials during a fast fracture event [10, 34].

FEGSEM image of fracture surface of unmodified epoxy. The fracture surface is smooth indicating a relative lack of plastic deformation during the fracture process. Crack propagation is from left to right
With the addition of GNPs, the fracture surface takes on a much rougher appearance. Figure 8a presents the fracture surface of an epoxy polymer with 0.1 wt% particle loading. This implies that additional plastic deformation has taken place around the GNP inclusions. The uneven height of the fracture surface and tails behind the GNP clusters indicate that crack pinning and deflection are significant toughening mechanisms [35]. With increased GNP loading, larger agglomerations of GNPs are observed on the fracture surface. Figure 8b presents a typical fracture surface of an epoxy polymer with 0.5 wt% GNP loading. However, the main features of the fracture surface share many similarities with that of the 0.1 wt% GNP polymer. The main toughening mechanisms observed are crack pinning and crack deflection. Additionally, some debonded and pulled out GNPs, shown in Fig. 8c, were observed, although these were noted to be the exception rather than the rule. As a result, void growth or pullout is not expected to add a major toughening contribution.

Typical FEGSEM fracture surfaces of epoxy polymers modified with GNPs. a Fracture surface of epoxy polymer modified with 0.1 wt% GNP. Crack propagation is from left to right. b Fracture surface of epoxy polymer modified with 0.5 wt% GNP. Evidence of crack pinning around the GNP inclusions can be observed. Clusters of GNPs can be observed. Crack propagation is from left to right. c A typical void in an epoxy polymer modified with 0.1 wt% GNP caused by GNP debonding and pullout
The fracture surfaces of the CTBN-modified epoxy polymers are presented in Fig. 9, both with, (a), and without, (a), reactive diluent. Cavitation and void growth of the CTBN particles were observed on the fracture surface. A mean void diameter of 1.44 ± 0.27 μm and 1.40 ± 0.30 μm was measured for the polymers with and without reactive diluent, respectively. The void size is larger than the corresponding particle sizes measured using AFM, given in Table 2. This indicates that plastic void growth has taken place and is a major toughening mechanism.

FEGSEM images of fracture of CTBN-modified epoxy polymers. a Typical FEGSEM image of fracture surface of epoxy polymer containing 9 wt% CTBN. Crack propagation is from left to right. b Typical FEGSEM image of fracture surface of epoxy polymer containing 9 wt% CTBN and reactive diluent. Crack propagation is from left to right
Figure 10 presents typical fracture surfaces of a CTBN polymer modified with 0.5 wt% GNPs. The fracture surfaces are markedly different than those presented in Fig. 9. The fracture surface is characterised by crack growth on multiple levels with ‘plates’ or ‘flakes’ of material with an approximate diameter of 30-40 μm. The overall fracture surfaces appear much rougher than the fractographs presented in Fig. 9. Within these ‘flakes’ cavitation and void, growth of the CTBN particles is still observed. Large agglomerations of graphene nanoplatelets can also be observed, and the sizes of these agglomerations are much larger than the cavitated rubber particles, ~10 μm versus 1 μm. The presence of these large agglomerations explains the reduction in effectiveness of toughening via CTBN particle as they interrupt the particle–particle shear band toughening mechanism.

FEGSEM images of fracture of CTBN–GNP-modified epoxy polymers. a Typical FEGSEM image of fracture surface of epoxy polymer containing 9 wt% CTBN and 0.5 wt% GNP. Crack propagation is from left to right. b Typical FEGSEM image of fracture surface of epoxy polymer containing 9 wt% CTBN, 0.5 wt% GNP and reactive diluent. Crack propagation is from left to right
Electrical behaviour
Figure 11 presents the experimentally determined electrical resistivity of the systems studied. It is particularly instructive to concentrate on the resistivity at lower frequencies as this closely correlates to the DC resistance. It can be seen that the addition of 0.1 wt% GNP has no effect on the electrical resistivity of the epoxy polymers. However, the addition of 0.5 wt% GNP decreases the resistivity at low frequencies. A resistivity of 2.5 × 107 Ωm at a frequency of 1 Hz was measured for this polymer. This represents two orders of magnitude reduction from the control measurement at the same frequency. This behaviour is not surprising, since the percolation threshold for graphene nanoplatelets has been reported by some authors to be as low as 0.1 vol% [36, 37] although the exact value of the threshold is dependent on the aspect ratio of the graphene nanoplatelets and on the degree of adhesion between the matrix and the nanoplatelet as well as the dispersion of the particles. The arguments made in this work operate on the assumption that the presence of second nano-modifying rubber phase affects only the dispersion of the conductive particles and not the local adhesion between the GNP and the epoxy matrix.

Measured electrical resistivity of epoxy polymer systems studied in the current work as a function of electrical frequency
The subsequent addition of CTBN to an epoxy polymer containing 0.5 wt% GNP appears to negate the improvements in resistivity. The addition of 3 wt% of CTBN rubber was observed to increase the measured resistivity by an order of magnitude at 1 Hz, while the resistivity of the 9 wt% CTBN − 0.5 wt% GNP is comparable to that of the unmodified epoxy system.
It is well known from electrical percolation theory that the formation of a conductive network in a polymer matrix depends critically on the dispersion characteristics of the conductive additive as well as the electrical properties of the conductive filler and matrix [38]. More specifically, the distance between nearest neighbour conductive particles in the matrix must be less than some critical distance for percolation to occur between those two particles. It is easy to see that any local clustering of the conductive particles will by necessity increase the nearest neighbour distances of conductive particles that are not clustered. This has the effect of breaking the conductive network and so the percolation threshold, i.e. the amount of conductive filler required to create a conductive network increases. This has the effect of pushing the classic sigmoid-shaped curve to the right, to higher percentages of filler.
In the case of the CTBN-modified epoxy polymers studied in the current work, some small clustering of graphene nanoplatelets were noted in the 0.5 wt% GNP, but the GNPs were relatively well dispersed. However, significantly larger agglomerations of GNP were noted, while the CTBN particles appeared well dispersed. These larger agglomerations appeared to predominantly occur interstitially between the CTBN particles. This clustering can be easily explained by considering the internal flow paths of material during the reaction-induced phase separation. Similar agglomeration of silica nanoparticles in a silica–CTBN–epoxy system has been previously noted by Hsieh et al. [14], although they note that the silica nanoparticles manifested as ‘necklaces’. The same multiphase flow argument can be applied to explain the agglomeration in those cases. The reason for the necklacing is unclear but is likely related to the surface functionality of the silica nanoparticles [17].
The electrical behaviour of the 0.5 wt% GNP epoxy polymer systems with the subsequent addition of CSR particles is much more complicated. The addition of 3 wt% CSR particles to the system results in nanocomposites with a lower resistivity than the composite containing only 0.5 wt% GNP (1.8 × 107 vs. 2.5 × 107 Ωm). Subsequent addition of more CSR particles results in the loss of this synergistic behaviour. The frequency-resistivity behaviour of the epoxy polymer with 9 wt% CSR and 0.5 wt% GNP is similar to that of the 9 wt% CTBN + 0.5 wt% GNP and an order of magnitude greater than the best performing polymer systems.
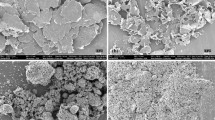
This surprising behaviour can be explained by a closer examination of the microstructure of the CSR–GNP polymer system. Figure 12a presents an optical micrograph of an epoxy polymer modified with 3 wt% CSR and 0.5 wt% GNP. It can be clearly observed that there are two distinct regions: coloured light grey and dark grey. The light grey regions were found to be rich in rubber; note that an epoxy polymer modified with EP2240A CSR particles appears milky white on cure. The dark grey regions were found to be rich in GNPs; note that an epoxy polymer modified with GNPs appears black on cure. Moreover, the regions appear to have separated out to form a co-continuous structure of a CSR-rich phase and a GNP-rich phase. This preserves the continuity of the conductive GNP network, and the local density of GNPs in the GNP-rich phase will increase. This has the effect of lowering the mean interparticle distance between the GNPs. Consequently, a lower electrical resistivity will be measured. As the weight fraction of CSR particles increases, the volume fraction of the CSR-rich phase tends to grow, with the cross-sectional area of the ligaments of the GNP-rich co-continuous phase getting smaller as a result. This limits the available cross-sectional area of conductive nanocomposite. This is further borne out by an examination of a typical fracture surface, as shown in Fig. 12b. In this FEGSEM micrograph, the lighter regions are rich in GNPs, while the darker regions are rich in CSR particles. It can clearly be observed that the two regions have indeed separated to form a co-continuous structure. It is the formation of this structure that preserves the conductive network of GNPs throughout the bulk polymer while also retaining the toughening effect of the rubber particles.

a Optical micrograph and b scanning electron micrograph of CSR–GNP epoxy polymers indicating the co-continuous morphology. a Optical micrograph displaying the complex microstructure of CSR–GNP-modified epoxy polymers. Sample is 3 wt% CSR 0.5 wt% GNP. b FEGSEM micrograph of the fracture surface of a 3 wt% CSR–0.5 wt% GNP epoxy polymer. The fracture surface is characterised by GNP-rich regions and CSR-rich regions in a co-continuous structure. Crack growth is from left to right and the dotted line indicates the initial crack front
Conclusions
The mechanical, fracture and electrical properties of epoxy–GNP–rubber polymers have been studied. A number of conclusions can be drawn from the current work.
The addition of 0.5 wt% GNP can effectively reduce the resistivity of an epoxy polymer. However, GNPs provide little by way of mechanical toughening. The feasibility of using rubber as a toughening agent in conjunction with GNPs was explored.
CTBN rubber appears unsuitable as a toughening agent as the phase separation process during the curing cycle causes agglomeration of the conductive GNP, resulting in a loss of conductivity of the overall nanocomposite. Preformed CSR particles, on the other hand appear well suited as a toughening agent, as the epoxy–GNP–CSR mixture tends to separate out into a quasi co-continuous structure containing GNP-rich epoxy regions and CSR-rich epoxy regions during the cure cycle. In cases where the rubber particle loading is not too high, the resultant conductivity is significantly higher than that of the epoxy–GNP polymer without the additional CSR particles. The improvements in fracture energy caused by the addition of rubber nanoparticles are only moderately attenuated by the presence of GNPs.
References
Wu S, Ladani RB, Zhang J, Kinloch AJ, Zhao Z, Ma J et al (2015) Epoxy nanocomposites containing magnetite-carbon nanofibers aligned using a weak magnetic field. Polymer 68(26):25–34
Poveda RL, Gupta N (2014) Electrical properties of carbon nanofiber reinforced multiscale polymer composites. Mater Des 56:416–422
Ma H, Chen X, Hsiao BS, Chu B (2014) Improving toughness of ultra-high molecular weight polyethylene with ionic liquid modified carbon nanofiber. Polymer 55:160–165
Bauhofer W, Kovac JZ (2009) A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos Sci Technol 69:1486–1498
Ladani RJ, Wu S, Kinloch AJ, Ghorbani K, Zhang J, Mouritz AP, Wang CH (2016) Multifunctional properties of epoxy nanocomposites reinforced by aligned nanoscale carbon. Mater Des 94:554–564
Chandrasekharan S, Seidel C, Schulte K (2013) Preparation and characterization of graphite nano-platelet (GNP)/epoxy nano-composite: mechanical, electrical and thermal properties. Eur Polym J 49(12):3878–3888
Wu S, Ladani RB, Zhang J, Bafekrpour E, Ghorbani K, Mouritz AP et al (2015) Aligning multilayer graphene flakes with an external electric field to improve multifunctional properties of epoxy nanocomposites. Carbon 94:607–618
Li J, Wong P-S, Kim J-K (2008) Hybrid nanocomposites containing carbon nanotubes and graphite nanoplatelets. Mater Sci Eng A 483–484:660–663
Rowe EH, Siebert AR, Drake RS (1970) Toughening thermosets with liquid butadiene/acrylonitrile polymers. Mod Plast 47:110–117
Kinloch AJ, Shaw SJ, Tod DA, Hunston DL (1983) Deformation and fracture behaviour of a rubber toughened epoxy: 1. Microstructure Fract Studies Polym 24:1341–1354
Yee AF, Pearson RA (1986) Toughening mechanisms in elastomer-modified epoxies. Part 1: mechanical studies. J Mater Sci 21:2462–2474. doi:10.1007/BF01114293
Pearson RA, Yee AF (1991) Influence of particle size and particle size distribution on toughening mechanism in rubber-modified epoxies. J Mater Sci 26:3828–3844. doi:10.1007/BF01184979
Kinloch AJ, Mohammed R, Taylor AC, Eger C, Sprenger S, Egan D (2005) The effect of silica nano-particles and rubber particles on the toughness of multiphase thermosetting epoxy polymers. J Mater Sci 40:5083–5086. doi:10.1007/s10853-005-7261-1
Hsieh TH, Kinloch AJ, Masania K, Sohn Lee J, Taylor AC, Sprenger S (2010) The toughness of epoxy polymers and fibre composites modified with rubber microparticles and silica nanoparticles. J Mater Sci 45:1193–1210. doi:10.1007/s10853-009-4064-9
Chen J, Kinloch AJ, Taylor AC, Sprenger S (2013) The mechanical properties and toughening mechanisms of an epoxy polymer modified with polysiloxane-based core-shell particles. Polymer 54:4276–4289
Quan D, Ivankovic A (2015) Effect of core-shell rubber (CSR) nano-particles on mechanical properties and fracture toughness of an epoxy polymer. Polymer 66:16–28
Carolan D, Kinloch AJ, Ivankovic A, Sprenger S, Taylor AC (2016) Toughening of epoxy based polymers with hybrid nanoparticle systems. Polymer 97:179–190
Rafiee MA, Rafiee J, Wang Z, Song H, Yu ZZ, Koratkar N (2009) Enhanced mechanical properties of nanocomposites at low graphene content. ACS Nano 3(12):3884–3890
Rafiee MA, Rafiee J, Srivastava I, Wang Z, Song H, Yu ZZ, Koratkar N (2010) Fracture and fatigue in graphene nanocomposites. Small 6(2):179–183
Ahmadi-Moghadam B, Taheri F (2014) Fracture and toughening mechanism of GNP-based nanocomposites in mode I and II fracture. Eng Fract Mech 131:329–339
Chandrakesaran S, Sato N, Tölle F, Müllhaupt R, Fiedler B, Schulte K (2014) Fracture toughness and failure mechanism of graphene based epoxy composites. Compos Sci Technol 97:90–99
Galpaya D, Wang M, Liu M, Motta N, Waclawik E, Yan C (2012) Recent advances in fabrication and characterization of graphene-polymer nanocomposites. Graphene 1:30–49
Xie SH, Liu YY, Li JY (2008) Comparison of the effective conductivity between composites reinforced by graphene nanosheets and carbon nanotubes. Appl Phys Lett 92:243121-1–243121-3
Stankovich S, Dikin DA, Dommett GHB, Kohlhaas KM, Zimney EJ, Stach EA, Piner RD, Nguyen ST, Ruoff RS (2006) Graphene-based composite materials. Nature 442:282–286
ISO-527-1 (1996) Plastics, Determination of tensile properties—part 2: test conditions for moulding and extrusion plastics. International Organization for Standardization, Geneva
Williams JG, Ford H (1976) Stress-strain relationships for some unreinforced plastics. J Mech Eng Sci 16:344–352
ISO-13586 (2000) Plastics—determination of fracture toughness (GIC and KIC)—linear elastic fracture mechanics (LEFM) approach. International Organization for Standardization, Geneva
Adams RD, Atkins RW, Harris JA, Kinloch AJ (1986) Stress analysis and failure properties of carbon-fibre-reinforced-plastic/steel double-lap joints. J Adhes 20(1):29–53
Montserrat S, Málek J, Colomer P (1999) Thermal degradation kinetics of epoxy-anhydride resins: II. Influence of a reactive diluent. Thermochim Acta 336(1–2):65–71
Núnez-Regueira L, Villanueva M, Fraga-Rivas I (2006) Effect of a reactive diluent on the curing and dynamo-mechanical properties of an epoxy-diamine system. J Therm Anal Calorim 86:463–468
Galpaya D, Wang M, George G, Motta N, Waclawik E, Yan C (2014) Preparation of graphene oxide/epoxy nanocomposites with significantly improved mechanical properties. J Appl Phys 116:053518
Chong HM, Taylor AC (2014) The effect of graphene nanoplatelets on the fracture toughness of epoxy polymers. In: 37th annual meeting of the Adhesion Society, San Diego
Fox TG (1956) Influence of a diluent and of copolymer composition on the glass temperature of a polymer system. Bull Am Phys Soc 1(3):123–135
Andrews EH (1968) Fracture in polymers. Oliver & Boyd, Edinburgh
Faber KT, Evans AG (1983) Crack deflection processes-I. Theory. Acta Metall 31(4):565–576
Chen H, Müller MB, Gilmore KJ, Wallace GG, Li D (2008) Mechanically strong, electrically conductive, and biocompatible graphene paper. Adv Mater 20(18):3557–3561
Jia J, Sun X, Lin X, Shen X, Mai Y-W (2014) J-.K. Kim, Exceptional electrical conductivity and fracture resistance of 3D interconnected graphene foam/epoxy composites. ACS Nano 8(6):5774–5783
Lux F (1993) Models proposed to explain the electrical conductivity of mixtures made of conductive and insulating materials. J Mater Sci 28:285–301. doi:10.1007/BF00357799
Acknowledgements
The authors gratefully acknowledge the financial support of the Irish Research Council and Marie Curie Actions under the ELEVATE fellowship scheme for Dr. D. Carolan. The authors would like to thank Evonik Hanse (Dr. S. Sprenger) for the supply of materials. Some of the equipment used was provided by Dr. A.C. Taylor’s Royal Society Mercer Junior Award for Innovation. The authors would like to thank Dr. Tomasz Goral at the Natural History Museum, London for access to the FEGSEM.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Lim, Y.J., Carolan, D. & Taylor, A.C. Simultaneously tough and conductive rubber–graphene–epoxy nanocomposites. J Mater Sci 51, 8631–8644 (2016). https://doi.org/10.1007/s10853-016-0122-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-016-0122-2