
Abstract
This study evaluated the effects of different Er:YAG laser pulse width protocols on surface roughness, loss of volume of the material, and the step height formed of pre-sintered yttrium-stabilized tetragonal zirconia polycrystalline (Y-TZP) by three-dimensional profilometric assessment. Blocks of pre-sintered Y-TZP were cut providing 63 standard 5-mm-thick samples which were divided by surface treatment, as follows (n = 9): G50 (100 mJ/10 Hz/1 W-50 μs); G100 (−100 μs); G300 (−300 μs); G600 (−600 μs); G1000 (−1000 μs); GTC (tribochemical silica coating); and GNC (untreated). After treated or not, samples were sintered according to the manufacturer’s recommendations. Roughness, volume loss and step height were analyzed by 3D profilometric assessment with confocal laser microscopy. ANOVA and Tukey’s test (p < 0.05) detected that irradiated groups showed increased roughness in the groups G50, G100, G300, and G600 when compared to GTC and GNC groups. The G1000 group showed a completely flat and unfavorable surface for retention. The groups G50, G100, and G300 showed great loss of volume and the step height formed, which can lead to a gap on the crowns. In G600 was observed satisfactory roughness with little loss of volume and the step height formed similar to GTC. Irrespective of laser protocol, any of the specimens showed the presence of cracks. It is suggested that the pulse width 600 μs (G600) is the most suitable pulse width protocol as an alternative surface treatment, promoting micro-retention, with little loss of volume of material, comparable to silica coating treatment.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The success of an indirect restoration is related to the material resistance, retention, and internal adaptation. In this context, good adhesion is critical for the long-term survival of the restoration. Surface treatments are applied to the internal surface of prosthetic crowns in order to increase roughness without damaging the material structure. Unfortunately, Y-TZP has the disadvantage of showing poor adhesion to luting cements [1]. The conventional surface treatment for glassy ceramics, such as porcelains and glass–ceramics involves the application of hydrofluoric acid followed by silane application [1, 2]. For Y-TZP, the high crystalline content results in an inert layer which is not susceptible to hydrofluoric acid etching. Moreover, Y-TZP does not contain a silica-based phase which hinders the use of the silane agent [3–5].
Aluminum oxide sandblasting of Y-TZP surface improves its interaction with the luting cement by means of increasing the surface energy and roughness of the material. However, Wolfart et al. and Shahin et al. [6, 7] demonstrated that the observed increase in bond strength seems to drop after long-term storage. Tribochemical silica coating of Y-TZP surfaces results in increased roughness, impregnation with silica particles, interacting with silane agents, and allowing better adherence to luting cements. Currently, this is the preferred method for surface treatment of Y-TZP [7–9], as it results in higher bond strength values compared to hydrofluoric acid and air abrasion treatments [10, 11]. However, previous works showed that the impact of alumina particles onto the Y-TZP surface damages the material surface, creating critical defects that may surpass the compression layer created by phase transformation and lead to reduced mechanical strength [9, 12].
Many studies [11, 13–16] suggested the use of high power lasers for surface treatment of Y-TZP. The erbium:yttrium–aluminum-garnet laser (Er:YAG) alters the surface of the Y-TZP with the formation of small depressions [15]. However, it was reported [12] that irradiation can cause melting, excessive loss of mass, and some deep cracks on the Y-TZP surface. Controversial literature [11, 13–18] results are due to the diversity of parameters and tested methodologies. The control of the laser parameters (power and pulse width) is of utmost importance to obtain a rough surface with little loss of volume and without cracking.
Er:YAG lasers with regulation of pulse width, such as super short pulse, have been recently developed. Shorter pulses reach a particular power with higher speed, and consequently, less energy is transformed into heat, resulting in cold ablation [17], which can cause less damage to the ceramic structure. A recent work showed that super short pulse Er:YAG laser resulted in higher surface roughness for a sintered Y-TZP [18].
Some studies [19–23] proposed that surface treatments should be applied on unsintered zirconia, claiming that after final sintering process, all crystals would remain in the tetragonal form [19, 20], avoiding unwanted phase transformations at the material surface.
Additional studies are needed to standardize the irradiation protocols of Er:YAG laser and determine the best application moment—either before or after final sintering—to increase its interaction with the luting cement. In this context, the use of the laser technology also deserves to be explored without compromising the microstructure and mechanical properties of the material. Therefore, the aim of this study was to evaluate the effect of different Er:YAG laser pulse width parameters on the surface roughness, volume loss, and the height of the step formed on unsintered zirconia specimens using three-dimensional (3D) optical profilometry. The null hypothesis was that surface treatments of yttrium-stabilized tetragonal zirconia polycrystalline do not modify zirconia roughness, volume loss, and step height.
Materials and methods
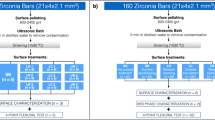
One commercial brand of Y-TZP polycrystalline material (VITA In-Ceram® YZ for inLab®; VITA Zahnfabrik, Bad Säckingen, Germany) was used in this study. This ceramic consists of 92 % ZrO2, 5 % Y2O3, HfO2 < 3 %, and Al2O3, SiO2 < 1 % by weight [15]. Sixty-three ceramic specimens with dimensions of 9 × 7 × 5 mm were cut from unsintered blocks using a low-speed cutting machine (Isomet 1000 Precision Saw; Buehler Ltd, Lake Bluff, IL, USA) under water cooling at 250 rotations per min (rpm).
The ceramic surfaces were then polished in a polishing machine (Buehler Ltd., Lake Bluff, IL, USA) using a series of silicon carbide (SiC) abrasive papers in sequence (grit 600, 800 and 1,200; Buehler Ltd., Lake Bluff, IL, USA) for 20 s under water irrigation at 150 rpm to obtain standardized flat surfaces before applying the surface treatments.
After the polishing procedure, all specimens were ultrasonically (Digital Ultrasonic Cleaner; Shenzhen Codyson Electrical Co., Ltd, CHN) cleaned in distilled water for 480 s to remove any surface residues, washed in running water, and then dried with absorbent paper. Unplasticized polyvinyl chloride (UPVC) tapes were then placed on the edge of specimens’ polished surfaces, leaving a central window of 7 × 3 mm square area on the ceramic surface. The specimens were then randomly divided into seven groups (n = 9) according to the surface treatment applied.
Laser settings: The Er:YAG laser (Fidelis III; Fotona, Ljubljana, Slovenia) with a wavelength of 2,940 nm was used to irradiate the zirconia surface using a specific handpiece (R02-C). The laser cylindrical sapphire optical fiber (0.9 mm in diameter) was placed perpendicularly to the ceramic surface at a distance of 7 mm (focused mode), and the squared ceramic area was scanned with water irrigation (60 %) and air (40 %) cooling. The laser parameters used for all laser groups were 100 mJ (energy), 10 Hz (repetition rate), 1 W (power), and 15.9 J/cm2 (energy density). The specimens were mechanically irradiated for 10 s with an XYZ micropositioner (Model ESP 300, Newport Corporation, CA) with automatic pitch shifting, at standardized speed (6.0 mm/s) and distance (200 µm) of specimen displacement between laser pulses, thereby avoiding the creation of any gaps between the laser pulses. The energy emitted by the laser was checked by a power meter (Ophir Optronics, Wilmington, MA, USA) every three irradiated samples. The pulse width parameter varied according to experimental groups (Table 1).
Specimens were then sintered to the final dimension of 6 × 5 × 4 mm in a furnace (VITA ZYrcomat; VITA Zahnfabrik, Bad Säckingen, Germany) at 1530 °C for 7.5 h in accordance with the manufacturer’s instructions.
Quantitative and qualitative changes on the Y-TZP surfaces were assessed by measuring the 3D average surface roughness (Ra), volume loss, and step height values using a 3D laser scanning confocal microscope (LEXT OLS4000, Olympus, Tokyo, JPN) at a magnification of 216 × (cut off wave length, lc = 406 nm using a Gaussian filter). This magnification was automatically set by the OLS4000 software when the objective of 10 × was used at 1 × zoom.
For the roughness measurement, confocal microscopy generated high-resolution 3D models of zirconia surfaces obtained from two different locations per specimen—one from the corners (untreated) and another one from the center (treated). Any tilting seen on the 3D models was corrected prior to the 3D surface roughness (Ra) calculation, in µm. The final roughness was calculated based on the difference between the roughness of the untreated and treated Y-TZP areas. Qualitative assessment of the Y-TZP surfaces was conducted by examining high-resolution micrographs obtained after calculating the Ra values.
After the surface treatments, a reference plan from the untreated area was defined, and the volume loss located below the reference plane was calculated in μm3. To calculate the total of volume loss per specimen, the ratio of the volume loss (μm3) and the area (μm2) of treated Y-TZP was used.
To verify the step height (Rv) formed after the surface treatments, 10 readings of Rv (in μm) were carried out considering the reference surface and the treated surface. The final height of the step formed was calculated using the average of 10 readings per specimen.
Statistical analysis
Profilometric data were separately analyzed for each response variable (roughness of treated area, roughness of untreated area, volume loss, and measurement of step height formed between treated and untreated area) by one-way analysis of variance and then by Tukey’s test (Minitab 17, Minitab Inc., Pennsylvania, USA) for pairwise comparisons among experimental groups (α = 0.05).
Results
One-way ANOVA indicated statistical difference among experimental groups (Table 2; Figs. 1, 2). For the roughness of the untreated area, the expression (GTC = G300 = G50 = G1000 = G100 = G600) > GNC is valid (p = 0.00), hence the group with the lowest roughness was GNC, while all others were statistically similar.

Effect of surface treatment on roughness and step height of Y-TZP surfaces (mean values with standard deviations in μm)

Effect of surface treatment on volume loss of Y-TZP surfaces (mean values with standard deviations in μm)
When the roughness of the treated area was evaluated, the following expression was valid (p = 0.00): G300 > (G100 = G50) > G600 > (GTC = GNC) > G1000. The highest roughness mean value for the Y-TZP surface was observed when it was irradiated with Er:YAG with a pulse width of 300 μs (G300). The roughness values obtained for the pulse widths of 50 and 100 μs (G50 and G100) were significantly lower than that of G300 and statistically higher than the roughness obtained for all other groups. G600 (pulse width of 600 μs) resulted in an intermediate roughness mean value (statistically lower than those of G50, G100, and G300, and higher than those of all other groups). Tribochemical silica coating (GTC) showed relatively low roughness mean value, which was similar to that obtained for the control (GNC), and these values were both significantly lower than those obtained from groups G50, G100, G300, and G600. The lowest roughness values were obtained for specimens irradiated with 1000 μs pulse width (G1000). The roughness mean values obtained for this group was statistically lower than those of all other groups tested.
Regarding volume loss, the expression G300 > (G50 = G100) > G600 > (GTC = G1000 = GNC) is valid (p = 0.00). The greater volume loss was observed when the Y-TZP was irradiated with 300 μs (G300) pulse width. The mean volume loss values obtained for G300 were statistically higher than those of groups G50 and G100 (50 and 100 μs, respectively) which had similar volume loss. The pulse width of 600 μs (G600) provided intermediate volume loss mean value, which was significantly lower than those obtained for G50, G100, and G300 and significantly higher than those of G1000, GTC, and GNC, which resulted in similar volume loss values.
For the height of the step formed, the expression (G300 = G100 = G50) > (G600 = GTC) > (G1000 = GNC) is valid (p = 0.00). The deepest steps formed when the Y-TZP was irradiated with 300 μs (G300), 100 μs (G100), and 50 μs (G50). These steps were statistically deeper than those obtained for groups G600 (600 μs) and GTC (tribochemical silica coating), which had similar step height. The shallowest steps were formed when Y-TZP was treated with 1000 μs (G1000) and the control (GNC).
Representative micrographs of each experimental group were obtained with magnification of 216×, in an area of 200 × 200 μm (Figs. 3, 4). The micrographs did not show any surface crack of the material in any of the experimental groups. The topography of the irradiated specimens indicated that irradiation of Y-TZP with the Er:YAG using different pulse widths promoted an effective ablation for almost all groups tested, except for G1000 which did not show any surface alteration after laser treatment.

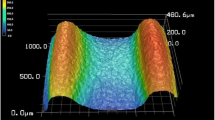
LSCM images illustrating the zirconia surface irradiated with the Er:YAG laser (a, c, e, g—volume loss at 3D; b, d, f, h—roughness at 2D in an area of 200 × 200 μm). a and b G50; (c, d) G100; (e, f) G300; (g, h) GNC (control–untreated)

LSCM images illustrating the zirconia surface irradiated with the Er:YAG laser and tribochemical silica coating with 30 μm silica-coated Al2O3 particles (a, c, e, g—volume loss at 3D; b, d, f, h—roughness at 2D in an area of 200 × 200 μm). a and b G600; (c, d) GTC (tribochemical silica-coated); (e, f) G1000; (g, h) GNC (control–untreated)
Morphological analysis of the experimental groups revealed an ablation pattern consistent with the surface roughness values obtained in Table 2 for G50, G100, G300, and G600. G600 showed more homogeneous surface features compared to the other groups. However, G1000 showed a very flat topography, similar to that observed for control group (GNC). The larger the pulse width, the greater the surface irregularity, resembling multiple waves. Also, the larger the pulse width, the greater the waves dimension, due to a higher interaction period between light and substrate. GTC (tribochemical silica coating) showed a more homogeneous topography with few irregularities on the ceramic surface.
Volume loss was higher in groups G50, G100, and G300 than in groups G600, G1000, GTC, and GNC.
Discussion
The null hypothesis of the present study was rejected since the surface treatments influenced roughness, volume loss, and step height. The ideal surface treatment for zirconia restorations should generate a rough surface that favors their interaction with the luting cement without significant volume loss, which may compromise the final fitting of the restoration. It is also important to guarantee that such surface treatment should not cause significant phase transformation at the zirconia surface [13, 24], specially prior to cementation.
Er:YAG laser has been recommended for treatment of zirconia surface [13–16] because this type of irradiation can alter its morphological characteristics, increasing surface area for the luting cement. Based on literature [13, 18, 22] and on a pilot study, the current investigation used the energy density (ED) of 15.9 J/cm2 for all experimental groups. In this way, the experimental set-up focused only on the effect of changing the pulse width on the topography of the zirconia specimens.
In this study, the irradiation of Y-TZP with the Er:YAG laser with pulse widths of 50, 100, 300, and 600 μs resulted in increased surface roughness compared to the negative (untreated) and positive (silica coating) control groups. However, in the group irradiated with pulse duration of 1000 µs, the Y-TZP surface showed extremely low roughness (Ra = 0.00 µm). These results are partly in agreement with those from Turp et al. [18], who showed roughness increase for pulse widths from 50 to 300 µs and decrease in roughness for 600 μs pulse width, using 1.2-mm-thick specimen. The very low roughness obtained in the current investigation for the pulse width of 1000 μs was related to the relative high thickness (5 mm) of the specimens. In fact, Sari et al. [25] concluded that the Er:YAG laser energy transmitted through ceramic specimens was 62 % of the incident energy when the thickness was 0.5 mm and 47 % for 1-mm-thick specimens. Therefore, the higher the pulse width, the greater the time available for the interaction between light and zirconia. The thinner the specimen and the higher the pulse width, the higher the probability of transmitting energy through it without absorption [26]. It is therefore essential to accurately identify the specimen thickness to choose the best irradiation parameter.
This is the first work that employed a confocal 3D laser scanning confocal microscope (LSCM) to analyze the effects of surface treatments performed on zirconia. One advantage of using LSCM is the fact that it does not require previous specimen preparation, and it is capable of capturing 3D images from various surfaces in order to evaluate topography, morphology [20], roughness [13, 27, 28], volume loss, and height of the step formed. Although several studies analyzed the change in surface roughness of zirconia with the use of lasers, none of them evaluated how much structure was lost by ablation, especially when zirconia is irradiated in the unsintered state, in which its hardness is very low.
Proper adaptation of restorations is a determining factor for a good prognosis of restorative treatment, because it can prevent, among other factors, the installation of secondary caries and retention loss [29]. Different studies [29, 30] showed that there is a significant gap between the zirconia coping and the prepared tooth structure. Such gap is higher in the occlusal area of the preparation than in the axial wall. Furthermore, Martins et al. [30] observed greater gaps for Y-TZP crowns than for porcelain fused to metal (PFM) crowns. Therefore, the surface treatment cannot cause significant loss of structure, given that the Y-TZP crown already has an internal gap that is inherent to its processing method.
With respect to volume loss and step height formed in the material after the surface treatment, there was greater volume loss when Y-TZP was irradiated with 300 μs pulse width, followed by 50 and 100 μs. The height of the step was statistically the same for these three parameters. Thus, although these pulse widths produced an increase in the roughness of the material, they also generate significant loss of structure, which can lead to greater restoration gaps. In this way, these pulse widths cannot be recommended as a surface treatment prior to cementation.
Optimal results were observed with the pulse width of 600 μs, which provided an intermediate volume loss and step height similar to that obtained for silica coating (positive control). This pulse width can be considered an appropriate parameter for surface treatment of unsintered Y-TZP, because it could improve surface roughness without compromising the internal fit due to material removal.
The gold-standard surface treatment for polycrystalline ceramics is silica coating (Cojet or Rocatec) [3, 8, 9]. This treatment uses aluminum oxide particles coated with silica of different sizes 30 or 110 µm. Since some authors [9, 31] observed that the larger the size of the abrasive particles, the greater the percentage of phase transformation, particles of 30 µm were used in the positive control group of the current study.
Tribochemical silica coating resulted in very small volume loss and irradiation with pulse width of 1000 μs resulted in even smaller volume loss. Both treatments did not alter the surface roughness of zirconia, so it was not able to generate a significantly rough surface that could improve the adhesion of Y-TZP to a luting cement. Based on the same rationale, the pulse width of 1000 µs cannot be considered an appropriate parameter for the surface treatment of zirconia.
Many studies performed the surface treatment after final sintering of the zirconia specimens [9, 11, 14–16]. However, the impact of the particles on the material surface leads to phase transformation and introduces cracks of different sizes.
The results of the current investigation indicated that the pulse width significantly affects the surface morphology of unsintered Y-TZP specimens. It is suggested that pulse width of 600 μs, with ED of 15.9 J/cm2, is the most suitable parameter as an alternative for treatment of unsintered zirconia, in order to increase the internal roughness of the restoration, without incurring volume loss and damage to the structure of polycrystalline ceramic.
Based on 3D profilometric assessment, the following conclusions could be drawn:
Pulse width of 600 μs can be considered as a valid surface treatment for unsintered Y-TZP because it was capable of altering the surface and increasing its roughness without significant volume loss and forming a shallow step.
Er:YAG laser irradiation with pulse widths of 50, 100, and 300 μs was not suitable for surface treatment of unsintered Y-TZP because, despite promoting greater roughness values compared to the silica coating and control group (untreated), these parameters led to higher volume loss and higher step formation.
Irradiation with 1000 μs did not alter the zirconia morphology, and therefore, this parameter was disregarded as a possibility for zirconia treatment.
References
Cavalcanti AN, Foxton RM, Watson TF, Oliveira MT, Giannini M, Marchi GM (2009) Y-TZP ceramics: key concepts for clinical application. Oper Dent 34:344–351. doi:10.2341/08-79
Blatz MB, Sadan A, Kern M (2003) Resin-ceramic bonding: a review of the literature. J Prosthet Dent 89:268–274
Kern M, Wegner SM (1998) Bonding to zirconia ceramic: adhesion methods and their durability. Dent Mater 14:64–71
Borges GA, Sophr AM, de Goes MF, Sobrinho LC, Chan DC (2003) Effect of etching and airborne particle abrasion on the microstructure of different dental ceramics. J Prosthet Dent 89:479–488
Druck CC, Pozzobon JL, Callegari GL, Dorneles LS, Valandro LF (2015) Adhesion to Y-TZP ceramic: study of silica nanofilm coating on the surface of Y-TZP. J Biomed Mater Res B Appl Biomater 103:143–150. doi:10.1002/jbm.b.33184
Wolfart M, Lehmann L, Wolfart S, Kern M (2007) Durabillity of the resin bond strength to zirconia ceramic after using different surface conditioning methods. Dent Mater 23:45–50
Shahin R, Kern M (2010) Effect of air-abrasion on the retention of zirconia ceramic crowns luted with different cements before and after artificial aging. Dent Mater 26:922–928. doi:10.16/j.dental.2010.06.006
Akyıl MS, Uzun IH, Bayındır F (2010) Bond strength of resin cement to yttrium-stabilized tetragonal zirconia ceramic treated with air abrasion, silica coating, and laser irradiation. Photomed Laser Surg 28:801–808. doi:10.1089/pho.2009.2697
Turp V, Sen D, Tuncelli B, Goller G, Ozcan M (2013) Evaluation of air-particle abrasion of Y-TZP with different particles using microstructural analysis. Aust Dent J 58:183–191. doi:10.1111/adj.12065
Da Silva EM, Miragaya L, Sabrosa CE, Maia LC (2014) Stability of the bond between two resin cements and an yttria-stabilized zirconia ceramic after six months of aging in water. J Prosthet Dent 112:568–575
Erdem A, Akar GC, Kose T (2014) Effects of different surface treatments on bond strength between resin cements and zirconia ceramics. Oper Dent 39:E118–E127. doi:10.2341/12-420-L
Monaco C, Tucci A, Esposito L, Scotti R (2013) Microstructural changes produced by abrading Y-TZP in presintered and sintered conditions. J Dent 41:121–126. doi:10.1016/j.jdent.2012.06.009
Cavalcanti AN, Pilecki P, Foxton RM, Watson TF, Oliveira MT, Gianinni M, Marchi GM (2009) Evaluation of the surface roughness and morphologic features of Y-TZP ceramics after different surface treatments. Photomed Laser Surg 27:473–479. doi:10.1089/pho.2008.2293
Unal SM, Nigiz R, Polat ZS, Usumez A (2015) Effect of ultrashort pulsed laser on bond strength of Y-TZP zirconia ceramic to tooth surfaces. Dent Mater J 34:351–357
Subaşı MG, İnan O (2012) Evaluation of the topographical surface changes and roughness of zirconia after different surface treatments. Laser Med Sci 27:735–742. doi:10.1007/s10103-011-0965-3
Arami S, Tabatabae MH, Namdar SF, Chiniforush N (2014) Effects of different lasers and particle abrasion on surface characteristics of zirconia ceramics. J Dent Tehran 11:233–241
Bahrami B, Askari N, Tielemans N, Heysselaer D, Lamard L, Peremans A, Nyssen-Behets C, Nannour S (2011) Effect of low fluency dentin conditioning on tensile bond strength of composite bonded to Er:YAG laser-prepared dentin: a preliminary study. Laser Med Sci 26:187–191. doi:10.1007/s10103-010-0767z
Turp V, Akgungor G, Sen D, Tuncelli B (2014) Evaluation of surface topography of zirconia ceramic after Er:YAG laser etching. Photomed Laser Surg 32:533–539. doi:10.1089/pho.2014.3730
Monaco C, Cardelli P, Scotti R, Valandro LF (2011) Pilot evaluation of four experimental conditioning treatments to improve the bond strength between resin cement and Y-TZP ceramic. J Prosthet Dent 20:97–100. doi:10.1111/j.1532-849x.2010.00677.x
Moon J-E, Kim S-H, Lee J-B, Ha S-R, Choi Y-S (2011) The effect of preparation order on the crystal structure of yttria-stabilized tetragonal zirconia polycrystal and the shear bond strength of dental resin cements. Dent Mater 27:651–657. doi:10.1016/j.dental.2011.03.005
Ghasemi A, Kermanshah H, Ghavam M, Nateghifard A, Torabzadeh H, Nateghifard A, Zolfagharnasab K, Ahmadi H (2014) Effect of Er, Cr:YSGG laser treatment on microshear bond strength of zirconia to resin cement before and after sintering. J Adhes Dent 16:377–382. doi:10.3290/j.jad.a32444
Kirmali O, Akin H, Kapdan A (2014) Evaluation of the surface roughness of zirconia ceramics after different surface treatments. Acta Odontol Scand 72:432–439. doi:10.3109/00016357.2013.853320
Kirmali O, Kustarci A, Kapdan A (2015) Surface roughness and morphologic changes of zirconia: effect of different surface treatment. Niger J Clin Pract 18:124–129. doi:10.4103/1119-3077.146994
Usumez A, Hamdemirci N, Koroglu BY, Simsek I, Parlar O, Sari T (2013) Bond strength of resin cement to zirconia ceramic with different surface treatments. Laser Med Sci 28:259–266. doi:10.1007/s10103-012-1136-x
Sari T, Tuncel I, Usumez A, Gutknecht N (2014) Transmission of Er:YAG laser through different dental ceramics. Photomed Laser Surg 32:37–41. doi:10.1089/pho.2013.3611
Pich O, Franzen R, Gutknecht N, Wolfart S (2015) Laser treatment of dental ceramic/cement layers: transmitted energy, temperature effects and surface characterization. Laser Med Sci 30:591–597. doi:10.1007/s10103-013-1340-3
Passos SP, Linke B, Major PW, Nychka JA (2015) The effect of air-abrasion and heat treatment on the fracture behavior of Y-TZP. Dent Mater 31:1011–1021. doi:10.1016/j.dental.2015.05.008
Smielak B, Klimek L (2015) Effect of hydrofluoric acid concentration and etching duration on select surface roughness parameters for zirconia. J Prosthet Dent 113:596–602. doi:10.1016/j.jmbbm.2015.01.001
Borba M, Cesar PF, Griggs JA, Bona AD (2011) Adaptation of all-ceramic fixed partial dentures. Dent Mater 27:1119–1126
Martins LM, Lorenzoni FC, Melo AO, Silva LM, Oliveira JLG, Oliveira PCG, Bonfante G (2012) Internal fit of two all-ceramic systems na metalceramic crowns. J Appl Oral Sci 20:235–240
Hallmann L, Ulmer P, Reusser E, Hammerle CHF (2012) Surface characterization of dental Y-TZP ceramic after air abrasion treatment. J Dent 40:723–735. doi:10.1016/j.jdent.2012.05.003
Acknowledgements
This study was funded by Fundação de Amparo à Pesquisa do Estado de Sao Paulo (Grant No 2012/15141-6 and 2015/13571-1).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
da Silva, B.T.F., Cesar, P.F., de Freitas, P.M. et al. Three-dimensional profilometric assessment of Er:YAG laser irradiated unsintered zirconia. J Mater Sci 51, 7266–7275 (2016). https://doi.org/10.1007/s10853-016-0009-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-016-0009-2