
Abstract
In order to suggest brazing conditions of 304L stainless steel with Ag–Cu eutectic alloy containing oxygen, a wetting test and sandwich brazing test were performed. During the wetting tests, the contact angle slightly decreased with increasing temperature. In addition, as the oxygen content in the Ag–Cu alloy was controlled between 0.0212 and 0.0415 wt%, the contact angle became as low as about 70°–75° at 1093 K. From the sandwich brazing tests, with the oxygen-free Ag–Cu alloy, a number of macroscopic scale defects were observed, whereas the Ag–Cu alloy containing 0.0415 wt% oxygen showed a sound interface with the base metal. This may be caused by the removal or modification of the Cr2O3 oxide layer on the stainless steel surface by soluble oxygen and copper. The current experiments suggest that stainless steel brazing is possible with the Ag–Cu eutectic alloy by controlling the oxygen content without high vacuum application.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Brazing is one of the most popular methods to join two different materials for various industrial applications because it ensures acceptable bonding strength and a better appearance of the joint using a relatively simple operation. For satisfactory joint performance, several parameters should be carefully controlled, i.e., brazing temperature, thermal expansion coefficients, size of joint gap, and so forth. It should be noted that the wetting of the base metal by a molten filler metal is a critical condition to be considered.
For example, recently, stainless steel is being used in a wide variety of applications, even in highly complex products such as car exhaust systems, heat exchangers, and machinery parts, which can be easily manufactured by brazing. Since stainless steel is usually covered by a very thin, but dense, oxide layer, wettability becomes an important issue in the brazing of stainless steel [1]. To overcome non-wetting conditions between the oxide layer and the filler metal, vacuum heating at elevated temperature has been generally adopted by rather empirical reasoning [2, 3].
Kozlova et al. carried out the contact angle measurements between various grades of stainless steel and Ag–Cu alloy, which is a common filler metal for brazing of stainless steel [4]. The results showed that the contact angle suddenly dropped at around 1123 K, which is followed by a further gradual decrease. According to the authors, the improvement in the wettability was caused by the reduction of the Cr2O3 layer by dissolved carbon in the stainless steel under low oxygen partial pressure, and subsequently, metal–metal direct contact. In addition, the wetting properties can be enhanced by the reaction between filler metal and stainless steel, and the dissolution of the components of molten filler metal into stainless steel [5, 6].
In spite of the efforts described above, currently, a high vacuum condition is still inevitable to remove the oxide layer and obtain good brazing quality. If stainless steel can be brazed without the aid of high vacuum, a large saving in the production cost can be achieved. Therefore, it is meaningful to investigate the effect of oxygen content in the filler metal on the wetting properties of stainless steel, as it will provide fundamental information for the brazing of stainless steel in the absence of high vacuum. In this study, the contact angle of the Ag–Cu eutectic alloy with different oxygen contents on the stainless steel substrate was measured. It should be noted that the Ag–Cu eutectic alloy, BAg-8, is one of the most common filler metals and its surface properties have been adequately studied [7]. Moreover, “sandwich” brazing tests were also carried out to verify the brazing quality.
Materials and methods
The contact angle of the Ag–Cu eutectic alloy and stainless steel was measured by the dispensed drop method, which has been used in different kinds of wetting experiments [8–10]. Figure 1 schematically shows the apparatus for the contact angle measurements. A stainless steel substrate was located at the center of a cross-shaped quartz tube, the horizontal part of which is used for observation and contact angle measurement. During the measurement, images were acquired using a light source and a CCD camera installed on the same line as the horizontal tube. An alumina crucible to hold the molten Ag–Cu alloy was placed slightly above the substrate. The upper and lower K-type thermocouples measured the temperatures of the eutectic alloy and the substrate, respectively, and the experimental temperature was controlled by a partial–integral–differential controller and the lower thermocouple. Ar gas was flown in after being purified using silica gel, ascarite, magnesium perchlorate traps, and a Mg deoxidation furnace. Its flow rate could be precisely controlled by the mass flow controller.

Schematic illustration of experimental setup for the contact angle measurements
A 20 × 20 mm2 substrate was prepared from a 304L grade stainless steel sheet (1.2-mm thickness), whose general composition is ≤0.03 wt% C, ≤1.0 wt% Si, 18–20 wt% Cr, and 8–11 wt% Ni. One side of the substrate was mirror-polished (R a = approximately 24 nm) for the contact angle measurement. On the other hand, reagent-grade metallic Ag and Cu were pre-melted at 1123 K to the eutectic composition (79.1 wt% Ag, 28.1 wt% Cu) under H2 atmosphere. In order to vary the oxygen content in the Ag–Cu eutectic alloy, the pre-melted alloy was melted again and maintained at 1373 K for about 90 min under a controlled CO–CO2 atmosphere. The oxygen partial pressure was determined by the ratio of the partial pressure of CO and CO2 using the CO–CO2 equilibrium, which is given in Eq. (1). Its equilibrium constant can be also expressed as a function of temperature using the reported data of the standard Gibbs free energy change [11]. Subsequently, the oxygen content of the prepared Ag–Cu alloy was analyzed using an oxygen and nitrogen analyzer by inert gas fusion infrared detection (ELTRA, ONH-2000).
Once the aimed temperature was achieved, a drop of molten Ag–Cu eutectic alloy in the upper crucible is dispensed through an orifice (φ 0.9 mm) onto the stainless steel substrate. After the complete fall and spreading of the droplet, contact angle with the substrate can be measured. One of the advantages of the dispensed drop method is that the contact angle can be measured under completely iso-thermal condition by separating heating and melting processes.
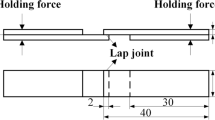
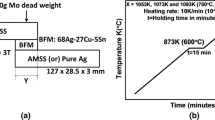
A stainless steel sheet and a Ag–Cu eutectic alloy foil were used for the base metal and filler metal, respectively, for the brazing test. Both metal samples were manufactured and rolled according to the dimensions shown in Table 1. In order to investigate the effect of oxygen content in the filler metal on the brazing quality, Ag–Cu eutectic alloy samples with different oxygen contents were prepared. Brazing test of the Ag–Cu foil sandwiched by two stainless steel sheets was performed in a horizontal resistance furnace at 1133 K under purified Ar atmosphere, instead of high vacuum, for 30 min. A reaction tube was evacuated before introducing Ar gas and heated at a rate of 5 K/min. After the brazing test, the samples were cross-sectioned for the characterization of the brazing quality and the interface between the base and filler metals was carefully examined using a light optical microscope and a field emission scanning electron microscope (FE-SEM, Hitachi S-4300). The cross section was further investigated using a transmission electron microscopy (TEM, FEI Titan 80-300) equipped with an energy dispersive spectrometry (EDS, Horiba 6853H) instrument. Samples for TEM analysis were prepared using a focused ion beam (FIB, FEI Nova 600).
Results and discussion
Influence of various conditions on the contact angle
The oxygen content in the Ag–Cu eutectic alloy samples, which had been prepared at different oxygen partial pressures were determined as 0.0000, 0.0185, 0.0212, 0.0285, 0.0737, and 0.01565 wt%, by the inert gas fusion infrared detection method.
As an example, the change in contact angle with temperature of the Ag–Cu alloy with 0.0212 wt% O is shown as a function of time in Fig. 2. As soon as the Ag–Cu alloy drop was completely dispensed, the contact angle was readily stabilized to a value lower than 90°, indicating sufficient wettability as a filler metal for the brazing of stainless steel. The equilibrium state of the contact angle is achieved in about 2.4 ks after a slight change in the initial stage. Thus, the contact angle after 2.4 ks was considered as the equilibrium value in the following discussions. Moreover, the temperature dependence of the contact angle can be also seen in Fig. 2. Since the contact angle decreases as the temperature rises, a higher brazing temperature is favorable for better brazing quality.

Contact angle of Ag–Cu eutectic alloy containing 0.0212 % O on the stainless steel substrate at different temperatures
Figure 3 shows the relationship with the initial oxygen content in the Ag–Cu eutectic alloy and the equilibrium contact angle with the stainless steel substrate at 1093 K. While the contact angle was no <90° at low oxygen content, a drastic fall of the contact angle to lower than 90° could be observed at around 0.02 wt% oxygen content. Although further increase in oxygen content to >0.06 % also causes gradual degradation in the wettability, this result strongly implies the possibility that stainless steel can be brazed by controlling the oxygen content without applying high vacuum.

Contact angle (measured after about 2.4 ks from the first contact) of Ag–Cu eutectic alloys containing different oxygen contents on the stainless steel substrate at 1093 K
Wettability of stainless steel having an oxide layer on the surface
When the initial oxygen content is lower than 0.02 %, the contact angle is 95°–100°, slightly smaller than the initial contact angle of the Ag–Cu alloy on stainless steel reported in a previous study using the sessile drop method [4]. Generally, the disagreement in the initial contact angle can occur because of the different surface conditions of the substrate. It should be noted that the roughness of the substrate in the present study (R a = approximately 24 nm) was much lower than that in the previous study. Despite small differences in the contact angle, therefore, there is no inconsistency in the initial condition in the present study and it is approximately identical to the conventional conditions. As the authors explained in the previous study, it can be expected that such a large contact angle in the initial stage is attributed to the oxide layer remaining on the surface of the stainless steel. As Eustathopolous et al. also have pointed out, the typical contact angle of liquid noble metal/oxide is in the range of 120°–140°, while that of liquid/solid metal is in the range 10°–60° [1]. Thus, the disappearance of the dense oxide layer on the surface may enable a decrease in contact angle on stainless steel. It was suggested in the previous study that molten Ag–Cu alloy could spread on stainless steel after the oxide layer was reduced by carbon in a reducing atmosphere, i.e., high vacuum condition [4]. Similarly, it may be reasonable to presume that better wettability of stainless steel by the Ag–Cu alloy in the present study was caused by the contact of liquid/solid metal after the oxide layer was removed or modified.
In order to clarify more or less contradictory speculations that the oxide layer might be removed more efficiently under a higher oxygen potential, the phase stability of Cr2O3 in the oxide layer was considered. Since the temperature during the contact angle measurement is lower than the pre-melting temperature, which is directly related to the saturated oxygen content in the Ag–Cu alloy, copper oxide has to precipitate in the Ag–Cu alloy during the measurement because of the decrease in oxygen solubility. Judging by the relatively large amount of Cu in the alloy, Cu2O can be regarded as the stable copper oxide phase rather than CuO. Hence, the oxygen potential of the Ag–Cu alloy can be also determined from the fixed activity values of Cu and Cu2O. The initial contact, therefore, consists of liquid metal of the Ag–Cu alloy bearing Cu2O inclusions and oxide of Cr2O3 on the stainless steel surface. The existence of pure Cu2O at measurement (or brazing) temperature in the Ag–Cu alloy could be verified by direct observation using a scanning electron microscope–energy dispersive spectroscopy (SEM–EDS), as shown in Fig. 4. The Cu2O inclusion was regarded to be the primary precipitate, based upon its relatively large size and polygonal shape.

Micrograph of Ag–Cu alloy containing 0.0415 wt% O after the wetting experiment and EDX analysis result of the inclusion (Cu2O)
Regarding the phase relations of Cu, Cu2O, and Cr2O3, useful information was obtained a few decades ago by Jacob et al. [11]. In that work, the thermodynamic properties of CuCrO2 and CuCr2O4 were measured using a solid-state electrolyte and three-phase regions in the Cu–Cr–O ternary system at 1150 K. According to the phase diagram of the Cr–Cu–O ternary system shown in Fig. 5, Cu (in the Ag–Cu alloy), Cu2O, and Cr2O3 cannot coexist in equilibrium under the oxygen potential determined by Cu and Cu2O. Thus, it can be expected that in the presence of a large amount of Cu, either Cr2O3 or Cu2O will migrate towards the CuCrO2 phase to attain equilibrium. Owing to the relatively small amount of Cr2O3 in the very thin oxide layer compared to the Cu2O formed in the Ag–Cu alloy, Cr2O3 is likely to be depleted earlier, resulting in the Cu–Cu2O–CuCrO2 equilibrium. Furthermore, it is practically difficult for Cu2O to react to form CuCrO2 without any physical contact with Cr2O3, while the Cr2O3 layer is in contact with the Cu alloy with enough dissolved oxygen. Therefore, the reaction between the Ag–Cu alloy and Cr2O3 oxide layer can be expressed as the following reaction [Eq. (3)]

Phase equilibrium relations of the Cu–Cr–O ternary system at 1133 K [11]
The oxygen potential in the Cu–Cu2O–CuCrO2 equilibrium region, which corresponds to the highlighted area in Fig. 5, is determined from the Cu–Cu2O equilibrium, according to Eq. (4). Its standard free energy change can also be expressed as Eq. (5) [12]. For the estimation of the oxygen partial pressure at the equilibrium of Eq. (4), the activity of copper in the Ag–Cu alloy at 1133 K was computed to be 0.655 using a simulation program [13]. Since the activity of pure and solid Cu2O as the primary precipitate equals unity, the oxygen partial pressure at the equilibrium of Eq. (4) at 1133 K could be estimated as 1.77 × 10−8 atm, which is comparable to the oxygen partial pressure in the Cu–Cu2O–CuCrO2 three-phase region reported in a previous research [11].
Applying the free energy change in the reference state change of oxygen as expressed in the following equations [14], subsequent estimation of the equilibrium oxygen content in the alloy is possible, assuming that the thermodynamics of oxygen in the Ag–Cu alloy can be approximated by that in molten Cu [15]. When it is considered that the free energy change in the reference state change of oxygen for molten copper is almost seven times larger than that for molten silver [14], the approximation can be regarded as reasonable for the verification of this tendency. As for the exact value of the free energy change in the reference state change of oxygen for the Ag–Cu alloy, the interactions of Ag to other elements should be taken into account more carefully. From the equilibrium oxygen partial pressure, the oxygen content in the Ag–Cu alloy for the Cu–Cu2O–CuCrO2 three-phase region was determined to be no more than 0.001 wt%. Therefore, the initial oxygen content of the Ag–Cu alloy in the present study can be confirmed to be sufficient for the formation of Cu2O by reaction (3). Nevertheless, further closer consideration will be necessary regarding the critical oxygen content for the modification of the Cr2O3 layer, because it significantly influences the wetting properties.
The transition of Cr2O3 to CuCrO2 by the phase relation at the interface of the Ag–Cu alloy and stainless steel may disturb the Cr2O3 layer on the stainless steel, and the oxide layer tends to lose its stability. Cr atoms in the Cr2O3 layer are tetrahedrally coordinated by the oxygen atoms, packed in a hexagonal close packing (hcp) unit cell, whose axial ratio a:c is known to be 1:2.74 (4.96 Å:13.6 Å) [16]. On the other hand, the structure of CuCrO2, delafossite, consists of a layer of linearly arranged copper atoms and octahedrally coordinated chromium atoms [17]. In addition, the axial ratio of CuCrO2 has been reported to be a:c = 1:5.75 (2.975 Å:17.096 Å) [18]. It is reasonable that drastic changes in the axial ratio and the coordination of the Cr atom by oxygen cause sufficient disturbance in the Cr2O3 layer. Better wettability for higher oxygen content of the Ag–Cu alloy can be achieved by the local breakage of the originally continuous oxide layer because of the formation of new compounds, cuprous chromite, in this case.
Brazing test for filler metals with controlled oxygen content
To verify that the improved wettability by a filler metal with a certain amount of oxygen allows satisfactory quality of brazing, a brazing test was carried out with the Ag–Cu alloys with 0.0212 and 0.0415 wt% oxygen as well as with the oxygen-free sample. The cross section of each sample after the brazing test was photographed for careful examination. As shown in Fig. 6a, when the Ag–Cu alloy with no oxygen content was used as the filler metal, a number of macroscopic scale defects, which may degrade the mechanical strength of the bond between the two base metals, were observed. Figure 7 shows higher magnification SEM images of the defective parts, which are expected to be caused by the relatively non-wetting conditions and high surface tension of the Ag–Cu alloy with low oxygen content.

Photographs of the cross section of samples from the brazing test of stainless steel using Ag–Cu alloy containing different oxygen contents: a 0.0000 wt%, b 0.0212 wt%, c 0.0415 wt%

Micrographs of the defective parts of the brazed sample with the oxygen-free Ag–Cu alloy
Contrary to the case of very low oxygen content, both the filler metals containing 0.0212 and 0.0415 wt% oxygen showed a sound interface with the base metal, probably because of the better wettability of the stainless steel. No defects were observed at the joining interface of the base and filler metal in the photographs in Fig. 6b and c, which had some oxygen content. The FE-SEM observation on the filler metal reveals a typical eutectic structure, which consists of a Ag-rich matrix and a Cu-rich precipitate. The stainless steel side of the interface was also carefully analyzed to find any evidence of a reaction to reinforce the joining effect. In point analyses apart just 1.0 μm from the interface on the stainless steel side, as shown in Fig. 8, a significant concentration of Cu of more than 20 wt% was detected, along with typical components of stainless steel. The presence of Cu in the stainless steel was certainly caused by diffusion of Cu, which could be a strong evidence that metal/metal contact was achieved between the stainless steel and Ag–Cu alloy, as pointed out in a previous study [4]. Considering the practical beam size of SEM analysis, however, the possibility that the Cu signal has been unintentionally collected from the Ag–Cu alloy side cannot be completely ruled out.

Micrographs showing the interfaces and EDS analysis sites of the brazed sample with Ag–Cu alloy containing a 0.0212 wt% O and b 0.0415 wt% O
Further detailed analysis on the joint part between the stainless steel and the Ag–Cu alloy was carried out using TEM. A typical micrograph showing micro-structural relationship of filler metal, oxide layer, and stainless steel is presented in Fig. 9. It was found that Cr2O3 oxide layer and stainless steel, which are supposed to be tightly bound to each other at the initial state, are separated. According to elemental analyses, the separation is filled with the layer of the Ag–Cu alloy. It is probable that occasional discontinuity of the Cr2O3 layer enables the Ag–Cu alloy to penetrate beneath the Cr2O3 layer. As mentioned in the previous section, the Cr2O3 layer could be effectively modified by the reaction between copper, oxygen in the Ag–Cu alloy, and Cr2O3.

Micrographs showing the interfaces of stainless steel and Ag–Cu alloy (left) and the phases identified by TEM-EDS (right)
Even though any complex compound based on Cr2O3 could not be identified, instead of it, SiO2-rich phase could be observed at the lower interface of the Cr2O3 layer and the discontinued part. Silicon in stainless steel could be oxidized by oxygen supplied with the penetration of the Ag–Cu alloy. It should be noted that Si content in stainless steel (~0.72 wt%) and oxygen potential in the Ag–Cu alloy (~10−8 atm) are enough to form Si oxidation layer [19]. Also, the formation of SiO2 phase might accelerate the detachment of the Cr2O3 layer from the stainless steel. Considering thickness of the Cr2O3 layer more than 50 nm, which is much larger than ordinary thickness of passive film of Cr2O3 (1–5 nm), excess oxygen in the Ag–Cu also promoted the oxidation of Cr and the growth of the Cr2O3 layer. More careful examination revealed that SiO2 phase was covered with Cu–O-rich area, probably because of the enrichment of oxygen at the interface in Ag–Cu alloy. Schematic mechanism associated joining of stainless steel by Ag–Cu alloy in this research can be illustrated as described in Fig. 10.

Schematic illustration of the brazing mechanism of stainless steel with Ag–Cu alloy bearing certain amount of oxygen
Through accurate analysis on the interfaces, it may be concluded that a passive film on the stainless steel could be effectively modified by having certain amount of oxygen in the filler metal. Therefore, the Ag–Cu alloy was able to penetrate into beneath the film, resulting in direct contact stainless steel and the Ag–Cu alloy.
Conclusion
The contact angle of a Ag–Cu eutectic alloy with various oxygen contents on a stainless steel substrate was investigated. Although the contact angle was higher than 90° at low oxygen content, a drastic fall of the contact angle to lower than 90° (good wettability) was found at around 0.02 wt% oxygen content. However, further increase in oxygen content, higher than 0.06 wt% causes a gradual degradation in the wettability. In order to verify the brazing quality of the Ag–Cu–O alloy, “sandwich” brazing tests were also carried out separately. With the oxygen-free Ag–Cu alloy, a number of macroscopic scale defects were found. These defects may degrade the mechanical strength of brazed joints. On the other hand, the Ag–Cu alloy with 0.0415 wt% oxygen showed a sound interface with the base metal. It was found that a Cr2O3 oxide layer could be unstable with the presence of Cu2O inclusions, according to the consideration on the phase equilibrium in the Cu–Cr–O ternary system. Thus, it is conclusive that the stainless steel brazing is possible with the Ag–Cu eutectic alloy by controlling the oxygen content without high vacuum application.
References
Eustathopoulos N, Nicholas M, Drevet B (1999) Wettability at high temperatures (Pergamon Materials Series Book 3). Pergamon, Oxford
Committee on Brazing and Soldering (1976) Brazing manual, 3rd edn. American Welding Society, Miami
Arata Y, Ohmori A, Cai HF (1983) Studies on vacuum brazing (Report II): removal of oxide film from stainless steel surface and brazing alloy spreading mechanism. Trans JWRI 12:27–34
Kozlova O, Voytovych R, Devismes MF, Eustathopoulos N (2008) Wetting and brazing of stainless steels by copper–silver eutectic. Mat Sci Eng A 495:96–101. doi:10.1016/j.mesa.2007.10.101
Wall AJ, Milner DR (1961) Wetting and spreading phenomena in a vacuum. J Inst Metal 90:394–402
Okamoto I, Ohmori A, Arata Y, Chen D, Xu Z Z, Wu L (1980) A study on tunneling flow of filler metal in aluminum brazing. Trans JWRI 9:143–150
Lee J, Tanaka T, Asano Y, Hara S (2004) Oxygen adsorption behavior on the surface of the liquid Cu–Ag alloys. Mater Trans 45:2719–2722. doi:10.2320/matertrans.45.2719
Kim T, Lee J, Kim Y, Kim JM, Yuan Z (2009) Investigation of the dynamic reactive wetting of Sn–Ag–Cu solder alloys on Ni(P)/Au coated Cu substrates. Mater Trans 50:2695–2698. doi:10.2320/matertrans.M2009242
Lee J, Park J, Kim Y, Jeon SH (2010) Improvement of the wettability of SiMn IF-HSS by liquid zinc by controlling the dew point of the annealing gas atmosphere. J Mater Sci 45:2112–2117. doi:10.1007/s10853-009-4131-2
Kim JW, Lee JM, Lee J, Lee JC (2014) Role of excess Al on the combustion reaction in the Al–TiO2–C system. Met Mater Int 20:1151–1156. doi:10.1007/s12540-014-6020-8
Jacob KT, Kale GM, Iyengar GNK (1986) Oxygen potentials, Gibbs’ energies and phase relations in the Cu-Cr-O system. J Mater Sci 21:2753–2758. doi:10.1007/BF00551483
Turkdogan ET (1980) Physical chemistry of high temperature technology. Academic Press, New York
Subramanian PR, Perepezko JH (1993) The Ag–Cu (silver–copper) system. J Phase Equilib 14:62–75. doi:10.1007/BF02652162
Oberg KE, Friedman LM, Boorstein WM, Rapp RA (1971) The diffusivity and solubility of oxygen in liquid copper and liquid silver from electrochemical measurements. Metall Trans B 4:61–67. doi:10.1007/BF02649605
Hallstedt B, Gauckler LJ (2003) Revision of the thermodynamic descriptions of the Cu-O, Ag-O, Ag-Cu-O, Bi-Sr-O, Bi-Ca-O, Bi-Cu-O, Sr-Cu-O, Ca-Cu-O and Sr-Ca-Cu-O systems. Calphad 27:177–191. doi:10.1016/S0364-5916(03)00050-6
Pancotti A, Siervo AD, Carazzolle MF, Landers R, Kleiman GG (2011) Ordered oxide surfaces on metals: chromium oxide. Top Catal 54:90–96. doi:10.1007/s11244-011-9628-7
Marquardt MA, Ashmore NA, Cann DP (2006) Crystal chemistry and electrical properties of the delafossite structure. Thin Solid Films 496:146–156. doi:10.1016/j.tsf.2005.08.316
Shannon RD, Rogers DB, Prewitt CT (1969) Chemistry of noble metal oxides. I. Syntheses and properties of ABO2 delafossite compounds. Inorg Chem 10:713–718. doi:10.1021/ic50098a011
Evans HE, Hilton DA, Holm RA, Webster SJ (1983) Influence of silicon additions on the oxidation resistance of a stainless Steel. Oxid Met 19:1–18. doi:10.1007/BF00656225
Funding
This research was supported by the Space Core Technology Development Program (National Research Foundation of Korea, NRF-2012M1A3A3A02033446) and the Converging Research Center Program (National Research Foundation of Korea, NRF-2014M3C1A8053738) through the Ministry of Science, ICT & Future Planning.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Kang, Y., Han, J., Kim, H. et al. Effect of oxygen on the wettability of 304L stainless steel by liquid Ag–Cu eutectic alloy. J Mater Sci 51, 1713–1721 (2016). https://doi.org/10.1007/s10853-015-9511-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-015-9511-1