
Abstract
Polybenzimidazole (PBI) is the most sought polymer for high thermal stability, mechanical strength and retention at elevated temperatures. However, its potential for tribological applications, especially at high temperatures and under various wear modes, is not yet explored in depth. In this work, commercially available PBI was investigated under sliding wear against steel at elevated temperatures and different pressures. A relation between the linear wear rate and the test temperature could be shown. But the wear mechanisms do not differ very much within the temperature range tested. In addition, the solid particle erosion resistance of PBI under different impact angles and surface finishes was investigated at ambient and high temperature. A higher erosion rate took place when the temperature was increased. Overall, PBI showed a semi-brittle erosive failure (α max at 45°) behaviour. Scanning electron microscopy was used to understand the wear mechanisms in more detail, and white light profilometry allowed to get information about the topography of the fresh and eroded surfaces.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Polymers are increasingly being used for tribological applications such as bearings, bushes, chute liners, tires, helicopter rotors, propeller blades, slurry pumps etc., because of their properties such as self-lubricity, high specific strength, ease of processing, resistance to wear, impact, corrosion, erosion etc. [1–4]. However, no polymer is universally good in various types of wear situations such as adhesive, abrasive, fretting, fatigue, erosive etc. This is because wear resistance to each type of wear demands different combinations of properties. Since tribo-properties cannot be predicted a priori, it becomes imperative to evaluate the potential of a polymer for a selected wear mode under operating conditions that are as similar as possible to the realistic ones.
Since frictional heat, accumulated at sliding or impact contacts, limits the utility of polymers, highly thermally stable polymers such as polyimide (PI), polyether-ether-ketone (PEEK), polyaryl ether ketone (PAEK), polyethersulfone (PES) or polytetrafluoroethylene (PTFE) are exploited for tribo-applications in severe operating conditions, and a lot is reported on their potential as virgin or composite materials [1–12]. Amongst these polymers, polybenzimidazole (PBI) has the highest temperature stability, a very high strength and modulus (compressive, tensile, flexural), an extreme hardness (both surface and scratch), along with very good chemical resistance [13–20]. Efforts are being focussed to explore it as a tribo-material for the use as piston rings, valve seals, transmission thrust washers, air conditioning compressor vanes etc. [18–20].
Friedrich et al. [18] studied the scratch resistance of PBI, polyparaphenylene (PPP), PEEK and PI by using a stainless steel indenter (1-mm diameter). They tried to correlate scratch hardness with mechanical properties such as Young’s modulus and tensile strength. Highest scratch resistance of PBI was claimed to be due to its higher modulus or a higher Martens hardness.
Pei and Friedrich [19] compared the adhesive wear performance of PEEK, PBI and two grades of PPP in pin-on-disc configuration in which a polymer pin was slid against a disc (ball bearing steel, R a = 0.1–0.2 μm, and hardness HRC 60). PBI exhibited the lowest wear rate, which was claimed to be due to its high heat resistance and its quality of retaining its mechanical properties at elevated temperature.
It seems, however, that PBI, in spite of having highest thermal stability, is not explored in depth for high-temperature tribological studies. Lu et al. [20] synthesized PBI by liquid condensation method and studied the neat matrix and its composites containing Titanium particles (5 and 10 wt%) in a ball-on-disc configuration at low speed (0.2 m/s) and low load (10 N). It was observed that the friction coefficient (μ) of PBI at ambient temperature was moderately high (0.3), whereas the wear rate was very low (1 × 10–6 m3/Nm). When the test temperature was increased to 300 °C, μ reduced to 0.12 but the wear rate increased almost three times. Its composites, however, showed most of the times a deterioration in the mechanical and tribological properties.
However, there are no systematic tribological investigations on PBI materials at high temperatures at progressive contact pressures. Therefore, this article reports about the correlation between the contact pressure, temperature and friction/wear behaviour of PBI at sliding conditions. Since PBI seems also to be of interest as nozzles for cold spraying of metal powder [21], its systematic erosive wear study was also a target here. The erosive wear of PBI was compared with the erosive wear of stainless steel at different erodent impact angles. The wear mechanisms were analysed by microscopic investigations. The data gained in this work open horizons for new application areas of PBI materials.
Experimental
Materials
PBI (Duratron® Cu 60) was supplied in a sheet form with a surface roughness of ≈3.8 μm by Quadrant Engineering Plastic Products, Belgium. PBI is an imidized thermoplastic, being the highest performing engineering plastic currently available. It offers the highest heat resistance (heat deflection temperature of 427 °C) and mechanical property retention over 205 °C of any unfilled plastic. Also, its wear resistance and load carrying capabilities at extreme temperatures are better than that of many other reinforced or unreinforced engineering plastics. PBI is also an excellent thermal insulator. Other polymers in melt do not stick to PBI. These characteristics make it ideal for contact seals and insulator bushings in plastic production and moulding equipment [9].
Sliding wear of PBI
Sliding wear studies were carried out in a pin-on-disc configuration under 1 m/s speed, at three counterpart temperatures (100, 150 and 200 °C) and six progressive contact pressures (1, 2, 3, 4, 5 and 6 MPa). The PBI pin (cross section: 4 mm × 4 mm) was slid (running in phase 0.5 MPa for 1 h and 1 MPa for half hour at a velocity v of 1 m/s) against a horizontally fixed disc (100 Cr6 steel) for uniform contact with the disc prior to the main experiment which lasted another 2 h of 1 m/s and various contact pressures (1, 2, 3, 4, 5 and 6 MPa, respectively). The height loss of the PBI specimens and the friction coefficient were recorded continuously. The linear wear rate was defined as the height loss during the main experiment per testing time (mm/h).
Erosive wear of PBI
Solid particle erosion experiments on PBI samples were carried out by using quartz sand (SiO2) and alumina (Al2O2) particles of sizes ≈160 and 30–50 μm, respectively, as erodent (Fig. 1) on two different facilities (Fig. 2). Ambient temperature erosion was performed on an IVW facility schematically presented in Fig. 2a (according to German Standard DIN 50332, dealing with basic rules for solid particle erosion tests). The PBI sample was kept in vertical position and bombarded with accelerated quartz sand particles with the help of compressed air. The testing parameters were kept constant for all the experiments: distance between the nozzle and sample = 50 mm, air flow rate ≈160 m/s, mass flow rate of erodent = 6.56 g/min and total amount of erodent striking in each experiment = 200 g. The wear of the samples was measured gravimetrically. The erosion value was calculated in terms of the specimen’s volume loss divided by the total mass of abrasive particles that impacted the specimen (cm3/g). The angle of impingement (15, 20, 30, 45, 60, 75 and 90°) was selected as a variable input parameter. Experiments were done on PBI samples as received, i.e. when the surface roughness (R a) was ≈3.9 μm, and after surface treatment, when the PBI surface was polished against P800 grade water proof silicon carbide paper (grit size 21.8 ± 1 μm) to attain a R a value of ≈0.9 μm (Fig. 3).

SEM micrographs of a quartz sand and b alumina particles

Sketches of erosive wear facilities: IVW set-up for testing at ambient (a) and IIT set-up for high temperatures (b)

SEM micrographs of the original (a) and the polished (b) specimen surface before erosion experiments. The corresponding surface topographic results are shown in c and d
The IIT air jet erosion tester (Fig. 2b) used for the high-temperature experiments consisted of an air compressor, a particle feeder and an air particle mixing/acceleration chamber. Particles were accelerated with the help of compressed air through a Tungsten carbide nozzle (diameter 1.5 mm). The accelerated particles bombarded the PBI specimen (target size: 25 mm × 25 mm) held at a selected angle with respect to the erodent. The sample was placed at a distance of 10 mm from the nozzle. The flow rate of the particles could be controlled by varying the speed of abrasive disc. The impact velocity of the particles could be varied by changing the pressure of the compressed air. These studies were carried out at an impact angle of 45°. The velocity of the erodent was measured with the help of double disc method and was set to 100 m/s. Alumina was used as an erodent. The erodent flow rate amounted to 5 g/min. The duration of each experiment was 5 min. The experiments were carried out at five different temperatures (25, 50, 100, 150 and 200 °C).
Erosive damage and topography analysis
An ultra-high-resolution field emission scanning electron microscope (FESEM) (Carl Zeiss SMT AG, SUPRATM 40VP, Germany) was used to investigate further details of the eroded surface characteristics, operating with 10 kV acceleration voltage, a working distance of less than 10 mm, and a secondary electron detector. The respective surfaces were sputter-coated for 70 s with gold prior to their analysis.
Results and discussion
Sliding wear studies
Figure 4a shows the data for the average coefficient of friction (μ) at three different temperatures as a function of pressure, while Fig. 4b demonstrates the linear wear rates at selected temperatures and pressures.

Coefficient of friction as a function of pressure (a); linear wear rates as a function of temperature and pressure (b); worn surfaces at 100 and 200 °C, showing no remarkable differences, except a bit deeper wear grooves (c)
As seen from Fig. 4a, the μ of PBI was in the range of 0.27–0.58 and decreased marginally with an increase in pressure (p). By enhancing the temperature, on the other hand, μ increased significantly for almost all the pressures. It is noteworthy that the μ–p relationship was different at 200 °C. Beyond 3 MPa, it showed a continuous decline to the extent that at 6 MPa it was lower than that at 150 °C. This indicates that at high pressure (3–6 MPa) and high temperature, the generated frictional heat increased to the temperature at which surface layers started melting, resulting in a decrease of μ. However, a similar transition in the wear plots was not observed, which could be because of the contradicting wear mechanisms. When polymer starts melting, it transfers thicker layer on the disc. At the same time, back-transfer also takes place. Hence, the final reduction in thickness (which was measured continuously), did not change drastically, so that wear was not so much affected.
Nevertheless, a limiting p × v value for PBI at 200 °C can be stated to be around 3 MPa m/s. Based on the results of the linear wear rate, it clearly showed a higher dependency on changes in temperature than on changes in pressure. The linear wear rate increased nearly two times with the increase in test temperature at each pressure (Fig. 4b).
Erosive wear studies at ambient temperature
The results of the experiments on erosion as a function of impact angle for original and polished surfaces of PBI are shown in Fig. 5. It was observed that the polished surface of PBI was more wear resistant in comparison to the original rough surface. Surface roughness asperities or peaks generally act as stress raisers and hence lead to easy crack nucleation and propagation resulting in higher wear. During polishing, these asperities are removed to an appreciable extent and hence wear resistance increases.

Erosion value as a function of impact angle for the original and polished surfaces of PBI and high-grade steel no. 1.4571
Figure 5 also shows the erosion value of high-grade steel no. 1.4571 under identical conditions. PBI showed a five to seven times higher erosion value than steel. However, when the wear was compared based on mass loss of the target rather than to the volume loss, PBI proved to be almost equivalent to steel.
It was observed that the erosion value was the lowest for an impingement angle of 15° (α min). It increased with increasing impact angle showing a maximum value at 45° (α max). At higher angles, the erosion value further decreased. Erosion versus impinging angle correlation is widely investigated for several materials including polymer composites. It is claimed that the magnitude of α max indicates brittle or ductile failure of a material. For brittle failure of a material, such as thermosets, α max is reported to be around 90°, while ductile failure of a material is indicated by α max at 30° [22, 23]. If it shifts towards higher impact angles, failure is called semi-brittle failure, while shift of α max towards lower angles indicates a super-ductile failure mode. The latter is the case for thermoplastic polyurethanes [24]. In this case, PBI as a very hard polymer showed an α max at 45°, confirming a semi-brittle behaviour.
SEM images of eroded surfaces [original (O) and polished (P) specimens] tested at various impact angles are shown in Fig. 6, where left-hand micrographs correspond to the samples with originally rough surfaces while those in the right column are for polished surfaces. Overall, the intensity of damage (in terms of size of craters and cracks) is higher for the rougher surfaces: the number and thickness of cracks originated and propagated are more pronounced for rougher surfaces since those contained more asperities/peaks compared to the polished samples.

SEM micrographs of PBI surfaces eroded at various angles (O for original, rough surface and P for polished surface. Subscripts refer to the angle of impingement in degree)
The circular marks on the figures indicate highly damaged regions on the eroded surfaces, in particular (a) deep cracks/scratches from which the creation of eroded wear debris can easily originate, or (b) holes or craters from which eroded particles were removed from the surface. These features are more frequently visible in the beginning of erosion of the original, rough surfaces (i.e. one is dealing with a surface effect). However, after the erosion has made progress on both surfaces, differences in the frequency of these marks are not visible anymore. It should also be noted that an image analysis of the SEM scanned samples as a function of impact angle would have well complemented the various erosion data of PBI displayed in Fig. 5. But such a facility was not available to us at the time when the experiments were carried out. Besides, differences between the rough and smooth starting surfaces were only visible and effective in the beginning of the erosion experiments, whereas after this initiation period, both kinds of samples behaved the same.
High-temperature erosive wear studies
The high-temperature studies were done on smooth surfaces of PBI in a range from T = 25 to 200 °C and at fixed angle of impingement. They showed an almost linear increase of the erosion value with increasing temperature (Fig. 7). Thus, within the temperature range from 25 to 200 °C, the erosion value became 2.5 times higher.

Erosion value as a function of temperature at 45°: the data at room temperature, achieved with two different set-ups at slightly different conditions, are on a very similar level
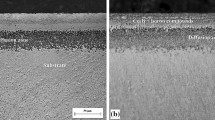
SEM images of worn surfaces eroded at different temperatures are shown in Fig. 8. During bombardment of particles for 5 min with high velocity (100 m/s), the temperature of the PBI contact surface increases significantly. If the surface is already heated to a selected temperature, the contact temperature is definitely higher. The effect of higher temperature on the surface can be seen in terms of a gradual transition from a rougher to a smoother wear surface. This is an indication for a softening of the material, with an increasing removal of thinned wear platelets. But, in general, the eroded surfaces of the PBI samples, tested at different temperatures (50, 100, 150 and 200 °C) do not differ very much in terms of the damage features observed. Similar cracks, scratches and holes are, in principle, visible as described in the caption of Fig. 4 (although the erosion conditions were slightly different due to the different facilities with which the experiments were carried out). This can also be expected for room temperature from the data on Fig. 7. The increasing value of the erosion rate with temperature T is therefore assumed to be a result of the moderate reduction in strength and stiffness of PBT with T, as known from other literature references [25–31]. This enables an easier crack formation and removal of eroded wear debris, without causing a remarkable change in the principle wear mechanisms.

SEM micrographs of the original, rough PBI surfaces (O) after erosion at various temperatures (subscripts of O in °C). The circular marks indicate sites of surface cracking, associated with the formation of holes due to the removal of eroded wear debris
Conclusions
Based on the high and ambient temperature studies on PBI in two wear modes, i.e. adhesive sliding and erosion, the following conclusions can be drawn:
-
In adhesive sliding mode, an increase of the contact pressure has a marginal positive effect on the friction coefficient μ up to 150 °C. This can be explained by the high hardness of PBI and the reasonably good retention of its mechanical properties at elevated temperatures.
-
An increase in testing temperature results in a significant increase of μ for selected p × v values. However, at 200 °C, the trend was different. Beyond 3 MPa, μ started to decrease continuously because of excessive heat accumulation at the contact surface. This leads to a subsequent softening, so that a limiting p × v value of 3 MPa m/s at 200 °C can be concluded.
-
With an increase in temperature, the wear rate increased slightly disproportionally for almost all contact pressure conditions.
-
In the case of solid particle erosion at ambient temperature, a polished PBI showed lower erosion values than a rougher surface. This was due to the fact that the deeper surface valleys resulted in an enhanced removal of material at the beginning of the tests. Later, an equal, steady-state range was reached for both initial surface configurations.
-
Over a broad range of impingement angles, the erosion ran through a maximum at 45°, indicating a ductile–brittle failure behaviour of PBI.
-
With an increase of the test temperature, the erosion value increased nearly linearly. The increase of test temperature from 25 to 200 °C resulted in an almost 2.5 times higher erosion value. The mechanisms did not change significantly, but the softening of the polymer with increasing temperature allowed a faster removal of erosive wear debris.
-
In general, whether sliding wear or erosion wear, the mechanical properties of the PBI such as fracture toughness, cyclic fatigue, yield strength and elastic modulus may have affected the volume of material damage. Since these properties are moderately reduced with temperature within the range investigated here (see e.g. [25–31]), it is not surprising that the erosion/sliding wear rates also increase with T.
References
Friedrich K, Chang L, Haupert F (2011) Current and future applications of polymer composites in the field of tribology. In: Nikolais L, Meo M, Miletta E (eds) Composite materials. Springer, New York, pp 129–167
Abdelbary A (2014) Wear of polymers and composites. Woodhead Publishing, Amsterdam
Friedrich K (1986) Erosive wear of polymer surfaces by steel ball blasting. J Mater Sci 21(9):3317–3332. doi:10.1007/BF00553375
Arjula S, Harsha AP, Ghosh MK (2008) Solid-particle erosion behavior of high-performance thermoplastic polymers. J Mater Sci 43(6):1757–1768. doi:10.1007/s10853-007-2405-0
Puhan D, Bijwe J, Parida T, Trivedi P (2015) Investigations on performance properties of nano and micro composites of polyetherketone, short carbon fibers and hBN with various sizes and amounts. Sci Adv Mater 7:1002–1011
Tiwari S, Bijwe J, Panier S (2013) Strengthening of a fibre-matrix interface: a novel method using nanoparticles. Nanomater Nanotechnol 3:1–8
Sharma M, Bijwe J (2012) Surface designing of carbon fabric polymer composites with nano and micron sized PTFE particles. J Mater Sci 47:4928–4935. doi:10.1007/s10853-012-6367-5
Quadrini F, Squeo EA (2007) Injection molding of bushes made of tribological PEEK composites. Express Polym Lett 1:817–823
Bijwe J, Sharma S, Sharma M, Parida T, Trivedi P (2013) Exploration of potential of solid lubricants and short fibers in polyetherketone (PEK) composites. Wear 301:810–819
Hunke H, Soin N, Shah T, Kramer E, Witan K, Siores E (2015) Influence of plasma pretreatment of polytetrafluoroethylene (PTFE) micropowders on the mechanical and tribological performance of polyethersulfone (PESU)-PTFE composites. Wear 328–329:480–487
Wang Y, Wang T, Wang Q (2014) Effect of molecular weight on tribological properties of thermosetting polyimide under high temperature. Tribol Int 78:47–59
Zhao G, Hussainova I, Antonov M, Wang Q, Wang T (2013) Friction and wear of fiber reinforced polyimide composites. Wear 301:122–129
http://www.boedeker.com/celazole-t.htm. Accessed 11 May 2015
Long VE (1992) PBI performance parts: a business unit of Hoechst Celanes Corp. Adv Mater Process 6:50–51
Iwakura Y, Uno K, Imai Y (1964) Polyphenylenebezimidazoles. J Polym Sci A 2:2605–2615
Sandor RB (1991) Polybenzimidazole (PBI) as a matrix resin precursor for carbon/carbon composites. SAMPE Q 4:23–28
DeMeuse MT (2014) High temperature polymer blends. Woodhead Publishing, Sawston, pp 203–205
Friedrich K, Sue HJ, Liu P, Almajid AA (2011) Scratch resistance of high performance polymers. Tribol Int 44:1032–1046
Pei X-Q, Friedrich K (2012) Sliding wear properties of PEEK, PBI and PPP. Wear 274–275:452–455
Lu Y, Chen J, Chi H, Zhau H (2009) Mechanical and tribological properties of Titanium reinforced polybenzimidazole. J Eng Tribol 223:971–975
Schmidt T, Gaertner F, Kreye H (2006) New developments in cold spray based on higher gas and particle temperature. J Therm Spray Technol 15(4):488–494
Hutchings IM (1992) Tribology––friction and wear of engineering materials. Edward Arnold, London
Patnaik A, Satapathy A, Chand N, Barkoula NM, Biswas S (2010) Solid particle erosion wear characteristics of fiber and particulate filled polymer composites: a review. Wear 268:249–263
Arena G, Friedrich K, Acierno D, Padenko E, Russo P, Filippone G, Wagner J (2015) Solid particle erosion and viscoelastic properties of thermoplastic polyurethanes. eXPRESS Polym Lett. 9(3):166–176
Chang, L. Friedrich, K. Zhang, G. (2015) New thoughts about the wear behavior of two high performance polymers. Tribol Int (under review)
Hsu, T. (2014) Effect of high-temperature steam on the mechanical properties of PAEK polymers & alloy. In: Proceeding of the energy rubber group, fall technical meeting, San Antonio, TX, USA, 18 Sept 2014, Fig. 44
Product Specification on PBI Blends & Alloys, GAZOLETM 6000 Series, www.ghardaplastics.com, V-3/09/13
Lu Y, Chen J, Cui H, Zhou H (2009) Mechanical and tribological properties of titanium reinforced polybenzimidazole. J Eng Tribol 223:7. doi:10.1243/13506501JET595
Zhang L, Ni Q-Q, Shiga A, Fu Y, Natsuki T (2010) Synthesis and mechanical properties of polybenzimidazole nanocomposites reinforced by vapor grown carbon nanofibers. Polym Compos 31(3):491–496
Singha S, Jana T (2014) Structure and properties of polybenzimidazole/silica nanocomposite electrolyte membrane: influence of organic/inorganic interface. ACS Appl Mater Interfaces 6:21286–21296
Dasari A, Yu ZZ, Mai Y-W (2009) Fundamental aspects and recent progress on wear/scratch damage in polymer nanocomposites. Mater Sci Eng R 63:31–80
Acknowledgements
The authors are grateful to the German Research Foundation for support of this cooperation through DFG-FR 675/53-1 and WE 5318/1-1. Further thanks are due to Quadrant Engineering Plastic Products, Belgium, for providing the testing material.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Rights and permissions
About this article

Cite this article
Sharma, S., Padenko, E., Bijwe, J. et al. Erosive and sliding wear of polybenzimidazole at elevated temperatures. J Mater Sci 51, 262–270 (2016). https://doi.org/10.1007/s10853-015-9381-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-015-9381-6