
Abstract
Lowering stacking fault energy (SFE) of face-centered cubic (fcc, e.g., Cu) metals by adding alloying elements (e.g., Al) is an effective way to create nanotwins (NTs). In this work, nanostructured Cu thin films with different Al additions (0, 1, 5, and 10 at.%) were prepared by magnetron sputtering deposition on silicon and polymer substrate, respectively, to investigate the effect of lowering SFE on microstructural features and mechanical properties. The Al addition can effectively reduce the SFE of Cu thin films, which in turn promotes the formation of NTs and facilitate the growth of (111) texture but suppresses (100) texture of Cu–Al thin films. Increasing the Al addition to ~10 %, the crossed NTs network emerges in the nanostructured Cu–Al thin films. The combined effect of texture and NTs on hardness and ductility was demonstrated, and an optimal hardness/ductility (6.2 GPa/6.3 %) combination was achieved in the Cu–5.0 at.% Al film. Our findings provide deep insight into tailoring the mechanical properties of Cu nanostructures by Al alloying.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Nanotwinned materials have received much attention due to their high strength and good ductility [1–3]. Twin boundary (TB) spacing (λ T) has been found [2, 4] to be a critical size that determines the mechanical properties, playing the same role as grain size (d) like in conventional materials. In face-centered cubic (fcc) metals, lowering stacking fault energy (SFE) by adding alloying elements (e.g., Al, Zn) is an effective way to create nanotwins (NTs) with reduced λ T [5–7]. Artificially controlling of the NTs can also be achieved by tailoring the physical or chemical preparing processes such as electrodeposition, sputtering deposition, and plastic deformation [8–10]. For example, a high density of NTs with λ T of a few nanometers have been generated via either electrodeposition [2] or sputtering deposition [8] at high deposition rates.
Magnetron sputtering deposition is a common method to prepare metallic thin films, where texture is usually developed during deposition and subsequent annealing treatment [11]. The texture evolution is mediated by grain boundary (GB) motion in preferential orientations caused by anisotropic driving force [12, 13]. While the mere reduction of GB energy does not favor specific grain orientation(s), the anisotropy of surface/interface energy can supply an orientation-dependent driving force. This often results in the (111) orientation in fcc metallic films, because the (111) plane has the lowest surface energy. In contrast, the strain energy of fcc thin films under thermal stress favor (100) oriented grains, which possesses the smallest strain energy density [14, 15]. The addition of alloying elements in fcc metallic thin films, aiming to reduce the SFE and hence increase the NTs, will inevitably change the surface/interface energy and internal strain of these thin films. The film texture will be possibly altered, which in turn impacts on their NTs formation and on the final mechanical properties. In bulk ultrafine-grained Cu alloys processed by severe plastic deformation, it has been experimentally found that Al addition caused a simultaneous increase in strength and ductility by tailoring the SFE to form more NTs [9]. Quantitatively, the SFE can be reduced from 78 mJ m−2 in pure Cu to 50 mJ m−2 in Cu–2.0 at.% Al alloy, and even down to 12 mJ m−2 when Al addition up to 10 at.% [5, 16–19]. The less is the SFE caused by Al addition, the higher is the NT propensity and the smaller is twin spacing [20]. However, in Cu thin films, no work has been reported on the Al addition and its effect on the microstructure and on the resultant mechanical properties. In this paper, we study the microstructure (i.e., NTs and texture) evolution and its influence on hardness and ductility of nanostructured Cu films with different Al additions, which are prepared by magnetron sputtering, to uncover the effects of Al alloying in Cu.
Experimental material and procedures
The Cu–Al thin films with thickness of ~1 μm, were deposited on SiO2/(100)Si substrate and flexible polyimide substrate, respectively, by direct current (DC) magnetron sputtering at room temperature. Different Al concentrations of 0, 1.0, 5.0, and 10.0 at.% were, respectively, added to achieve a series of SFE of 78, 61, 28, and 12 mJ m−2 [5, 16–19], correspondingly. In preparation, the chamber was firstly evacuated to a base pressure of 4 × 10−7, and 1–3 × 10−3 torr Ar was used during deposition. The sputtering power and working pressure were kept at 100 W and 0.2 Pa, respectively. X-ray diffraction (XRD) experiment was carried out using an improved Rigaku D/max-RB X-ray diffractometer with Cu Kα radiation and a graphite monochromator to determine the crystallographic texture and to evaluate the residual stress via the “sin2 ψ method” [21, 22]. Microstructure were examined using the JEOL-2100F transmission electron microscope (TEM) with 200 kV accelerating voltage. Grains and twins were carefully observed and at least 500 grains were examined in each sample. The average grain size, d, average nanotwin spacing, λ T, and percentage of Cu grains containing NTs, P T, were statistically evaluated following the procedures described in [23].
Measurement on hardness was performed on Si-supported Cu–Al films at room temperature using the TI950 TriboIndenter (Hysitron, Minneapolis, MN) that is equipped with a standard Berkovich tip [24] at a constant strain rate of 1 × 10−2 s−1, following the Oliver-Pharr method [25]. To avoid the substrate effect on the hardness test, the indentation depth is of ~200 nm [26, 27]. A minimum of 10 indents separated from each other by at least 50 μm were performed on each film to obtain an average hardness value.
Ductility was evaluated by tensile-testing the polyimide-supported films, which was performed on Micro-Force Test System (MTS® Tytron 250) at a constant strain rate of 1 × 10−4 s−1 at room temperature. A macroscopic strain (ɛ c) corresponding to the critical condition of microcrack formation (measured in situ using an electrical resistance change method, ERCM), in lieu of the rupture strain or elongation, was used to characterize the ductility [28, 29].
Results and discussion
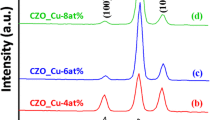
Figure 1 shows XRD results of the four films. One can clearly find that the pure Cu film displays (111) and (100) peaks. While in the Cu–Al films, (100) orientation is remarkably suppressed and only a strong (111) texture is observed. This indicates that the Al addition promotes the (111) texture growth but suppresses the (100) one, which is similar to recent experimental results observed by Velasco et al. [20]. The observed (111) texture means the grain growth is more controlled by surface and interface energy. This may be related to the solution of Al atoms into the Cu matrix, which will change the relative difference in surface energy among the (111), (110), and (100) orientations, and concomitantly motivate the (111) texture growth. Experimental results also show that the Cu–Al films have residual stresses of ~40–60 MPa, which are slightly greater than that in the pure Cu film (~20–30 MPa). The growth of (100) grains is not favored from the view of minimization in strain energy density [14, 30]. In contrast, the highly developed (111) texture indicates that the (100)-oriented grains are consumed during thin films preparation.

XRD spectra of nanostructured pure NC Cu film (a) and Cu–Al films with 1 at.% (b), 5 at.% (c), and 10 at.% (d) Al addition
Representative planar TEM images of the pure Cu and three different Cu–Al films are presented in Fig. 2a. It is obvious that Al addition causes a refinement in the Cu grains. This is reasonable, because the added Al solute atoms have the capability of dragging or pinning the grain boundaries and hence hindering grain growth during deposition [31]. Cross-sectional TEM observations (as typically shown in Fig. 2b) demonstrate that both the pure Cu and Cu–Al films exhibit columnar grains. Statistical results of the average grain size d, average nanotwin spacing, λ T, and percentage of Cu grains containing NTs, P T, are presented in Fig. 2c as a function of the added Al concentration. The pure Cu film has d of ~80 nm. However, d is reduced to ~40 nm when the Al concentration beyond 5 at.%, indicative of the refinement of ~50 % by the Al addition. λ T is monotonically reduced while P T is monotonically increased with raising Al addition. λ T in the pure Cu film is ~18 nm. In the Cu–10 at.% Al film, λ T is only ~4 nm, far smaller than that of in the pure Cu film. According to the twin nucleation and growth model proposed by Zhang et al. [8], the formation of NTs can be correlated to the relative difference between the radius of a perfect nucleus and that of a nucleus with a stacking fault defect. λ T can be quantitatively expressed by [8]

a Representative planar TEM images of the pure Cu and Cu–Al films; b representative cross-sectional TEM image of the pure Cu (upper) and Cu–5.0 at.% Al (down) films; c statistical results on the average size (d), average NT spacing (λ T), and percentage of grains containing NTs (P T) as a function of Al additions; d present results of λ T compared with previous results from nanostructured Cu–Al alloys prepared by other methods
where h is the (111) interplanar spacing, K is the Boltzmann constant, T is the temperature, γ is the surface energy, γ twin is the TB energy (≈SFE/2), ΔG v is the bulk free energy per unit volume that can be given by
where Ω is the atomic volume, J is the deposition flux, m is the atomic mass of the interacting species, and P s is the vapor press above the solid. It is revealed from Eq. (1) that the less is γ twin, the smaller is λ T. This explains the experimental results that λ T is monotonically reduced with Al addition, since Al addition can markedly decrease SFE. Using the parameter values given in [8], λ T is calculated to be ~6 and ~14 nm for the Cu–10 at.% Al and Cu–1 at.% Al film, respectively, quite close to the experimental results of 4.4 ± 1.6 and 11.2 ± 2.4 nm, respectively. Note that λ T in the present experiments is smaller than other’s results of nanostructured Cu–Al alloys prepared by either dynamic plastic deformation or quasi-static compression [6], see the comparison in Fig. 2d. This indicates that magnetron sputtering deposition can create growth NTs even narrower than the deformation NTs created by severe plastic deformation methods, which provides an alternative choice for developing high-performance nanostructured materials with higher densities of NTs.
In addition to the monotonic reduction in λ T, monotonic increase in P T is resulted from the Al addition. This is mainly related to the reduction in SFE. Moreover, grain refinement is also responsible for the increase in NTs. It is well known that formation of NTs is strongly dependent on d and partials emission from GBs dominates the formation of NTs in the nanoregime [23, 32]. Because smaller sized grains are accompanied with more GBs, the probability to emit partials is then increased by reducing the size of nanograins, which facilitates twinning as observed in the present Cu–Al thin films.
Accompanying with the microstructural evolution, mechanical properties have been affected by the Al addition. Figure 3a shows the dependence of hardness and ductility on the added Al concentration. We first discuss the hardness and the relative strengthening mechanisms. Al addition causes an increase in the hardness, and the more is the addition the higher is the hardness. Generally, the NT strengthening is proportional to \( \sqrt {\lambda_{\text{T}} } \) [33]. In other words, smaller λ T will result in higher strength/hardness. Recent results [2, 4] have revealed that, in the nanotwinned pure Cu foils prepared by electrodeposition, the tensile yield strength reaches a maximum at λ T ≈ 15 nm. When λ T is further reduced, the strength will be decreased while the strain hardening capability and tensile ductility will be enhanced. The strongest twin thickness effect on strength has been suggested [2, 4] to originate from a transition of the yielding mechanism from the slip transfer across TBs to the dislocation-nucleation-controlled softening mechanism with TB migration resulting from nucleation and motion of partials parallel to the twin planes. However, in the present Cu–Al films prepared by magnetron sputtering, the highest hardness (~6.2 GPa) is achieved in the Cu–10 at.% Al film that has the smallest λ T (~4 nm) far below 15 nm. The hardness of ~6.2 GPa is above three times that of the pure Cu film (~2.0 GPa) and about 2 folders that of the Cu–1 at.% Al film (~3.3GPa). This can be well explained from the atomistic simulations [4] that the critical NT spacing for the onset of softening in nanotwinned Cu and the maximum strength depend on the grain size: the smaller the grain size, the narrower the critical TB spacing, and the higher the maximum strength of the material. Here in the Cu–Al films, the grain size is reduced by the Al addition, and hence the critical NT spacing should be smaller than that in the nanotwinned pure Cu. The strengthening mechanisms in the Cu–Al films include NT strengthening and GB strengthening. Since some grains contain NTs and others have not, we can simply consider the film as a composite consisting of NT phase and NT-free phase. Taking the weight of NTs strengthening into account, yield strength (σ y) of the films can be expressed by [32, 33]

a Dependence of hardness (Hv) and ductility (ɛ f) on the Al addition; b prediction of yield strength in comparison with the experimental results (=Hv/3); c representative TEM image showing intersected NT patterns in the Cu–10 at.% Al film; d hardness versus ductility of the present four films. Note that the Cu–5.0 at.% Al film has simultaneous high hardness and ductility, clearly standing out and beyond the known trend (dash line and the region below which) for the normal trade-off between hardness/strength and ductility
where σ 0 is lattice friction stress (~116 MPa), k TB = k GB = 3478 MPa nm1/2 [33], and other parameters have been defined and experimentally evaluated. The predicted σ y (dash line) is in agreement well with the experimental results (=hardness/3), see Fig. 3b. This indicates that Eq. (3) is feasible for evaluating both the GB strengthening and the NT strengthening mechanisms in a quantitative manner.
Next, the effect of Al addition on the ductility will be discussed in terms of deformation mechanisms. It is revealed from Fig. 3a that (i) all the Cu–Al films display ductility (ɛ f < 7.0 %) smaller than the pure Cu film (ɛ f ~ 10.0 %); (ii) among the Cu–Al films, the Cu–5.0 at.% Al film exhibits the highest ductility (ɛ f ~ 6.3 %). When the Al addition is raised to 10 at.%, ɛ f is sharply decreased down to ~2.0 %. NTs have been experimentally found [5, 33, 34] to enhance the strength and at the same time maintain an appreciable ductility, which makes the NTs-contained Cu superior to the NT-free nanostructured or ultrafine-grained Cu counterparts. It has been suggested [35, 36] that dislocations approaching NTs can propagate into the adjacent twinned grain by cross-slip at the boundary or combined with dissociation within the boundary plane. The present finding that the Cu–Al films with more NTs have ductility lower than the pure Cu film with less NTs disagrees with previous results on nanotwinned Cu alloys. The texture characters of metallic films should be considered to explain the discrepancy. As mentioned above, the pure Cu film contains both (111) and (100) grains, while the Cu–Al films display strong (111) texture. Grains with (100) are expected to have lower yield stresses than the (111) grains [14], because the former ones will yield before the latter. This is responsible for the higher ductility in the pure Cu film than in all the Cu–Al alloy films. Among the Cu–Al films which have the similar (111) texture and almost equal grain size, it is assumed that the more is NTs, the higher is ductility. However, the highest ductility is reached in Cu–5.0 at.% Al film that contains NTs more than the Cu–5.0 at.% Al but less than the Cu–10 at.% Al film. The Cu–10 at.% Al film, having the most NTs, unfortunately displays the lowest ductility, which is only 1/3 that of the Cu–5.0 at.% Al film. Careful microstructural examinations demonstrate that intersected NTs or NT pattern are formed in most of grains in the Cu–10 at.% Al film (see Fig. 3c), while in few grains in the Cu–5.0 at.% Al samples. In the Cu–1 at.% Al and pure Cu films, however, no intersected NTs have been detected. Formation of these patterned NTs is definitely a result that the extreme low SFE (~12 mJ m−2) makes the NTs easily created in the Cu–10 at.% Al. Recent atomistic simulation [37] has uncovered that easy glide of dislocations parallel to the TBs contribute primarily to the ductility, while the dislocations cross the TBs contribute primarily to the strength of nanotwinned materials. This means that the patterned NTs network, consisted of two sets of NTs with different orientations, should have additional hardening effect than a single set of NTs, because the TBs can hinder the dislocations in two directions. Besides, the patterned NTs can also reduce the anisotropic plastic response of the grains [37], in particular for the highly textured thin films. It is concluded that the intersected NTs network patterns are responsible for the highest hardness/strength and the lowest ductility in the Cu–10 at.% Al film. The Cu–5.0 at.% Al film, however, has the best combination of hardness/strength and ductility, since it has more NTs than in the Cu–1 at.% Al film but less intersected NTs than in the Cu-10at.% film.
Figure 3d shows the hardness versus ductility of the four films for comparison. For the nanostructured pure Cu, Cu–1.0 at.% Al, and Cu–10 at.% Al films, it is generally found that they have either low hardness or low ductility. The Cu–5.0 at.% Al film with simultaneous high hardness and ductility, however, clearly stand out, above and beyond the known trend (dash line and the region below which) for the normal trade-off between hardness/strength and ductility. This indicates that the concentration of alloying element should be suitably chosen in order to achieve optimal strength/ductility combination in the supported metal films by reducing SFE and introducing more NTs.
Conclusions
We prepared nanostructured Cu films with different Al additions by magnetron sputtering to study the effect of alloying on the microstructural evolution and concomitantly on mechanical properties. The Al addition can effectively reduce the grain size, enhance the NT formation, and narrow the NT spacing via lowering the SFE of Cu nanostructures. At the same time, the Cu film texture is also changed after adding Al alloying element, i.e., (111) texture is promoted while (100) texture is suppressed. Accompanying with the microstructural evolution, the hardness of Cu–Al films is monotonically raised with increasing Al addition, much greater than the pure Cu film. A maximum hardness of ~6.2 GPa can be achieved in the Cu–10 at.% Al film, which is 3 times that of the pure Cu films. The increase in hardness is quantitatively described by simultaneously considering the NT strengthening and GB strengthening. All the Cu–Al films display ductility smaller than the pure Cu film. Among the Cu–Al films, the Cu–5.0 at.% Al film exhibits the greatest ductility. These phenomena are well rationalized by considering a combined effect of texture and NTs on the deformation mechanisms. Finally, the optimal hardness/ductility combination is highlighted in the Cu–5.0 at.% Al film that has the intermediate NTs. This indicates that the concentration of alloying elements should be suitably chosen in lowering the SFE, which can appropriately promote the NTs and enhance the mechanical properties of the nanostructured metallic films.
References
Christian JW, Mahajan S (1995) Deformation twinning. Prog Mater Sci 39:1
Lu L, Chen X, Huang X, Lu K (2009) Revealing the maximum strength in nanotwinned copper. Science 323:607
Beyerlein IJ, Zhang X, Misra A (2014) Growth twins and deformation twins in metals. Ann Rev Mater Res 44:329
Li X, Wei Y, Lu L, Lu K, Gao H (2010) Dislocation nucleation governed softening and maximum strength in nano-twinned metals. Nature 464:877
Qu S, An XH, Yang HJ et al (2009) Microstructural evolution and mechanical properties of Cu–Al alloys subjected to equal channel angular pressing. Acta Mater 57:1586
Zhang Y, Tao NR, Lu K (2011) Effects of stacking fault energy, strain rate and temperature on microstructure and strength of nanostructured Cu–Al alloys subjected to plastic deformation. Acta Mater 59:6048
Rohatgi A, Vecchio K, Gray G (2001) The influence of stacking fault energy on the mechanical behavior of Cu and Cu–Al alloys: deformation twinning, work hardening, and dynamic recovery. Metall Mater Trans A 32:135
Zhang X, Misra A, Wang H et al (2004) Enhanced hardening in Cu/330 stainless steel multilayers by nanoscale twinning. Acta Mater 52:995
Lu K, Lu L, Suresh S (2009) Strengthening materials by engineering coherent internal boundaries at the nanoscale. Science 324:349
Wu XL, Zhu YT (2008) Inverse grain-size effect on twinning in nanocrystalline Ni. Phys Rev Lett 101:025503
Freund LB, Suresh S (2004) Thin film materials: stress, defect formation and surface evolution. Cambridge University Press, Cambridge
Wang B, Idrissi H, Shi H et al (2012) Texture-dependent twin formation in nanocrystalline thin Pd films. Scripta Mater 66:866
Sonnweber-Ribic P, Gruber PA, Dehm G, Strunk HP, Arzt E (2012) Kinetics and driving forces of abnormal grain growth in thin Cu films. Acta Mater 60:2397
Thompson CV, Carel R (1996) Stress and grain growth in thin films. J Mech Phys Solids 44:657
Sonnweber-Ribic P, Gruber P, Dehm G, Arzt E (2006) Texture transition in Cu thin films: electron backscatter diffraction vs. X-ray diffraction. Acta Mater 54:3863
An XH, Wu SD, Zhang ZF, Figueiredo RB, Gao N, Langdon TG (2010) Evolution of microstructural homogeneity in copper processed by high-pressure torsion. Scripta Mater 63:560
An XH, Lin QY, Wu SD et al (2011) The influence of stacking fault energy on the mechanical properties of nanostructured Cu and Cu–Al alloys processed by high-pressure torsion. Scripta Mater 64:954
An XH, Lin QY, Wu SD et al (2011) Formation of fivefold deformation twins in an ultrafine-grained copper alloy processed by high-pressure torsion. Scripta Mater 64:249
Hamdi F, Asgari S (2010) Influence of stacking fault energy and short-range ordering on dynamic recovery and work hardening behavior of copper alloys. Scripta Mater 62:693
Velasco L, Polyakov MN, Hodge AM (2014) Influence of stacking fault energy on twin spacing of Cu and Cu–Al alloys. Scripta Mater 83:33
Goudeau P, Badawi KF, Naudon A, Gladyszewski G (1993) Determination of the residual stress tensor in Cu/W multilayers by X-ray diffraction. Appl Phys Lett 62:246
Zhang JY, Wu K, Zhang P et al (2012) An easy way to prepare layered nanoplatelets: fragment of nanostructured multilayers. J Appl Phys 111:113519
Zhang JY, Zhang P, Wang RH, Liu G, Zhang GJ, Sun J (2012) Grain-size-dependent zero-strain mechanism for twinning in copper. Phys Rev B 86:064110
Niu JJ, Zhang JY, Liu G et al (2012) Size-dependent deformation mechanisms and strain-rate sensitivity in nanostructured Cu/X (X = Cr, Zr) multilayer films. Acta Mater 60:3677
Tian Y, Xu B, Yu D et al (2013) Ultrahard nanotwinned cubic boron nitride. Nature 493:385
Zhang JY, Zhang P, Zhang X et al (2012) Mechanical properties of fcc/fcc Cu/Nb nanostructured multilayers. Mater Sci Eng A 545:118
Saha R, Nix WD (2002) Effects of the substrate on the determination of thin film mechanical properties by nanoindentation. Acta Mater 50:23
Niu RM, Liu G, Wang C, Zhang G, Ding XD, Sun J (2007) Thickness dependent critical strain in submicron Cu films adherent to polymer substrate. Appl Phys Lett 90:161907
Zhang JY, Zhang X, Wang RH et al (2011) Length-scale-dependent deformation and fracture behavior of Cu/X (X = Nb, Zr) multilayers: the constraining effects of the ductile phase on the brittle phase. Acta Mater 59:7368
Zhang J, Xu K, He J (1999) Effects of grain orientation on preferred abnormal grain growth in copper films on silicon substrates. J Mater Sci Lett 18:471
Kim SG, Park YB (2008) Grain boundary segregation, solute drag and abnormal grain growth. Acta Mater 56:3739
Zhang P, Zhang JY, Li J et al (2014) Microstructural evolution, mechanical properties and deformation mechanisms of nanocrystalline Cu thin films alloyed with Zr. Acta Mater 76:221
Chen XH, Lu L, Lu K (2011) Grain size dependence of tensile properties in ultrafine-grained Cu with nanoscale twins. Scripta Mater 64:311
Lu L, Shen Y, Chen X, Qian L, Lu K (2004) Ultrahigh strength and high electrical conductivity in copper. Science 304:422
Jin ZH, Gumbsch P, Ma E et al (2006) The interaction mechanism of screw dislocations with coherent twin boundaries in different face-centred cubic metals. Scripta Mater 54:1163
Hoagland RG, Kurtz RJ, Henager CH Jr (2004) Slip resistance of interfaces and the strength of metallic multilayer composites. Scripta Mater 50:775
Shabib I, Miller RE (2009) Deformation characteristics and stress–strain response of nanotwinned copper via molecular dynamics simulation. Acta Mater 57:4364
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grant Nos. 51321003, 51322104, 51201123), the 973 Program of China (Grant No. 2010CB631003), and the 111 Project of China (B06025). GL thanks the support from Fundamental Research Funds for the Central Universities and Tengfei Scholar project. JYZ thanks China Postdoctoral Science Foundation (2012M521765) and Shaanxi Province Postdoctoral Scientific Research Projects for part of financial support.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Zhang, P., Zhang, J.Y., Li, J. et al. Combined effect of texture and nanotwins on mechanical properties of the nanostructured Cu and Cu–Al films prepared by magnetron sputtering. J Mater Sci 50, 1901–1907 (2015). https://doi.org/10.1007/s10853-014-8753-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-014-8753-7