
Abstract
Single fibre tensile testing of thermally conditioned water sized and γ-aminopropyltriethoxysilane (APS) sized boron-free E-glass has been carried out. The fibres were produced from identical melts following which bare fibre had only water applied to it before winding whereas the sized fibre had a solution containing only APS applied to its surface. Both fibre types experience a loss of room temperature tensile strength after exposure to elevated temperature. By application of a novel method of single fibre thermal conditioning, it was demonstrated that the tensile strength of heat-treated glass fibre can be significantly underestimated. Strength loss was found, in most cases, to be caused by a combination of thermal effect and mechanical handling damage. The latter is found to be influenced by thermal loading of the fibre. The onset of mechanical handling damage in APS-sized fibre was found to be controlled by the thermal degradation of the silane sizing. This suggests that silane-based coatings, even when they are present as only a relatively thin surface layer, can protect fibres from the development or growth of critical surface flaws. The relative contribution to overall fibre strength loss from mechanical handling damage highlights the need to minimise processes which may cause fibre mechanical damage during glass fibre recycling procedures.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Glass fibre has been the predominate reinforcement for polymer composites over the past decades owing to its high specific properties and low cost. Consequently, a large volume of glass fibre-reinforced composites has been employed widely in many industries. The continuing growth of their use is driven now by sectors such as transportation, renewable energy and construction [1]. Such massive use of the material has led to issues surrounding disposal of glass fibre-reinforced composites at the end of their product lifetimes. For example, glass fibre-thermoset composites can be particularly problematic to deal with in terms of recycling and reuse.
Numerous technologies exist for the reuse of thermoset composites, such as mechanical grinding or combusting for energy and material recovery (for example in cement kilns). It has been commented upon that the fibre fraction in recycled composites may be the most valuable if it were recoverable [2]. Separating fibre from matrix is always challenging and requires the application of heat. Yet it has previously been reported that heating tends to cause a significant degree of strength loss in glass fibre [3, 4]. In this context, it is important to understand at a fundamental level the mechanisms by which the strength of glass fibre is reduced during composite recycling processes, in which exposure to elevated temperature is ubiquitous. Early investigations [5, 6] on uncoated pristine E-glass showed that higher treatment temperatures cause greater strength loss and that given a long enough processing time at a given temperature, the retained fibre strength will approach an asymptotic minimum. Similar results for other glass compositions have also been reported [7, 8].
The failure of a brittle material such as glass fibre in tension is generally accepted to be controlled by the presence of flaws [9] with the most critical surface flaw thereby being the point at which failure will occur at a corresponding critical applied stress. It follows that any process which causes new surface flaws, or grows existing flaws, will facilitate a drop in fibre tensile strength—for example a fluidised bed process such as the one reported in [3]. On a similar theoretical basis, it has been often postulated that applying surface coatings to glass fibres leads to increased tensile strengths because of a flaw-healing mechanism [10, 11]. Conversely, removing the surface coating from a sized glass fibre should lead to a decrease in strength. Feih et al. [4] showed this to be the case using fully sized E-glass fibre, upon which the sizing system is often a combination of the silane coupling agent, film former, lubricant and potentially other functional molecules. Exposure to high temperatures caused significant strength loss and this was correlated with the degradation of the sizing as evidenced by TGA measurement. Such data, using fully sized fibres, exists in the literature. Less prevalent, however, are recent data for bare fibre. It seems logical that the most useful data could be produced by comparative studies using both sized and bare fibre produced by the same manufacturer. This would eliminate any differences in glass composition or thermal history of the fibres.
In some of the earliest research (during the 1960s) on the effects of temperature on glass fibre strength, fibres were heat treated individually with great care and control [5]. This is logical as it is accepted that damage to the surface even during handling may initiate surface cracks, however, this work required the availability of the glass fibre bushing to researchers. Conversely, in other work [12, 13] glass fibre has been thermally treated in bundles (as provided) with single fibre samples then being removed for tensile testing. In the work presented here, this potential source of fibre damage—removal from the heat-treated bundle—was investigated by applying a novel single fibre thermal conditioning technique. Fibre tensile strengths were obtained by single fibre tensile testing. Investigation of fibre surfaces by SEM, and thermal analysis of the aminosilane coating, was also carried out. This was applied to both bare and silane-coated fibre to investigate the protective effects attributed to such surface coatings and how they respond during exposure to elevated temperatures.
Experimental
Materials
Boron-free E-glass (Advantex) fibres supplied by Owens Corning Vetrotex were investigated in this study. All fibre rovings were produced on the same pilot scale bushing and were received as 20 kg continuous single-end square edge packages. The rovings had a nominal tex of 1200 g/km and a single fibre diameter of 17.4 ± 1.3 µm. No sizing was applied to the bare fibres which had only been water sprayed using the normal cooling sprays under the bushing; these samples are referred to as water sized or bare (since it can be assumed that most water is removed during the subsequent drying step). Immediately following an identical cooling step by water spraying, the sized fibres were coated with a normal rotating cylinder sizing applicator containing a 1 % γ-aminopropyltriethoxysilane (APS) hydrolysed solution in distilled water. This silane coating process produced fibres with significantly lower weight percentage coating compared to commercially available glass fibre products. All fibre packages were subsequently dried at 105 °C for 24 h. Pure APS, supplied by Sigma Aldrich, was used to make an APS film. A 1 vol% APS solution was produced in a polypropylene container with deionised water and oven-dried at a constant 105 °C. Once formed the film was stored in a desiccator containing silica gel.
Thermal conditioning
A great deal of thermal conditioning (or heat treatment, the two are synonymous in this paper) of glass fibre was carried out in the research work presented. All heat treatments were carried out in a radiative furnace for 25 min. Ten minutes of re-heating was allowed to reach the target temperature and thereafter a 15-min thermal conditioning period took place. This treatment time approximately reflects the length of some similar thermal recycling treatments found in the literature [3, 14]. After treatment, all samples were cooled immediately in room temperature air.
Two different thermal conditioning protocols were developed and used in the work: bundle thermal conditioning and single fibre thermal conditioning. In the former, lengths of the fibre roving were treated at the desired temperature and, after cooling, single fibres removed for testing. Conversely, in the single fibre thermal conditioning process single fibres were extracted from a bundle prior to thermal conditioning. These were then attached to individual wire frames using cement and thermally conditioned in batches of around 30 fibres. In both processes fibres, or fibre bundles, were supported at both ends so that no longitudinal tensile stresses were applied. Fibres were mounted with some slack along the length rather than being held tightly between the two fixing points. This ensured that thermal expansion of the frame would not induce longitudinal tensile stress. Second, it was possible for fibres to flex due to convective air currents; bending stresses caused by this were thus most concentrated at the fibre ends which did not form part of the tested gauge length. Therefore, the only difference between the two processes was the point of fibre separation from the bundle as indicated in Fig. 1.

Simplified flowchart showing the difference between the bundle and single fibre thermal conditioning procedures
Single fibre tensile test
Tensile testing on as-received and heat-treated fibre was carried out. Single fibre tensile properties were obtained according to the method described in ASTM C1557-03. The details of the procedure utilised are described comprehensively by Yang and Thomason [15]. All fibres were mounted at a gauge length of 20 mm. After each individual fibre diameter was measured by optical microscopy, the samples were tested using an Instron 3342 universal testing machine equipped with a 10 N load cell. An extension rate of 0.3 mm/min was used in all cases. The average strength values at each condition are based on between 20 and 80 tensile tests. Due to the large number of tensile tests carried out the effect of potential errors in the measurement of fibre diameter on average tensile strength was modest. All tests were carried out at room temperature and approximately 50 % relative humidity.
SEM imaging
Numerous high resolution images of the surfaces of glass fibres were captured using a Hitachi SU6600 Field Emission SEM (FE-SEM). Images were taken at an accelerating voltage of 15 kV and extraction voltage 1.8 kV. Both as-received and fibres conditioned by the single fibre thermal conditioning method were imaged. In all cases, the samples were gold coated prior to making observations.
Thermal analysis
Thermal analyses were carried out using a Netzsch STA 449 F1 Jupiter. Dedicated TGA was conducted in an alumina beaker while simultaneous TGA/DSC measurements were made using platinum pans. Approximately 100 mg of sample was analysed during TGA and 10 mg during TGA/DSC. The thermal profile applied in all cases was a ramp of 10 °C/min from room temperature to 1000 °C, following which the sample was allowed to cool to room temperature.
A Hiden CATLAB™ was used to conduct thermo-chemical analysis. The CATLAB consists of a microreactor with temperature and gas flow control, coupled to a Hiden QIC-20 mass spectrometer, allowing temperature resolved identification of volatile species over the range 2–200 AMU. Samples of the order of 1 mg were placed into a borosilicate glass tube which was then inserted into the furnace. A ramp rate of 10 °C/min from room temperature to 550 °C was chosen, to reflect the TGA/DSC previously described. The purge gas was helium at a flow rate of 40 ml/min.
Results and discussion
Bundle thermal conditioning
Bare and APS-sized fibres were thermally conditioned using the two methods described, at several temperatures between 200 and 600 °C. The average single fibre tensile strengths (error bars show 95 % confidence limits in all figures) measured at room temperature following bundle heat treatments are presented in Fig. 2.

Tensile strength of bare and APS-sized fibres after bundle thermal conditioning at 200, 300, 450, 500 and 600 °C for 25 min
The APS-sized fibre initially has much higher room temperature strength than bare, which is not surprising as it is protected from surface damage by the silane coating. For sized fibre, around 20 % of this strength had been lost after a treatment temperature of 300 °C. The strength loss increased greatly above 300 °C and became much less dependent on conditioning temperature beyond 500 °C. The bare fibre, on the other hand, lost over half its original strength by 300 °C and in fact much of this loss was also observed when treating to just 200 °C. At higher temperatures, the bare fibre strength decreased further, but to a lesser degree that was just beyond the 95 % confidence limits. Conversely, the strength of the sized fibre decreased most significantly at higher temperatures. Following treatment at 450 °C, it retained only one-third its original strength and after 500 °C treatment just one quarter: approximately the same absolute magnitude as measured for the bare fibre.
The strength of sized and bare fibre tended to converge as the thermal conditioning temperature increased. As the only difference between these two specimens is the presence of APS coating, it may be reasonable to state that strength retention resulting from the surface coating is compromised by thermal conditioning and can be completely dismissed after the temperature reaches 500 °C. However, it is interesting to observe that bare fibre was subjected to significant strength loss due to the thermal treatment applied in this work. It implies that some level of strength loss during heating could also be attributed to factors other than surface coating alone. It is widely accepted that loss of the protective sizing (for example at elevated temperature) is likely to contribute to strength loss but equally it is known that some other fundamental changes, independent of the sizing, occur in glass fibres at high temperatures [16–19]. The use of both bare and sized fibre in this work helps to separate the variable of sizing effect from other strength loss mechanisms in the glass.
Comparison of these data with those published in the literature is somewhat problematic. Although other researchers have shown strength loss data for thermally conditioned glass fibre, these are often only reported for sized fibre or fibre that has been recycled from a composite material. When data for bare fibre are published they are very often based on self-produced fibre, manufactured using single test bushings. In such cases, thermal conditioning is therefore carried out on single fibres rather than bundles [5, 6, 17]. The sized fibre data presented in Fig. 2 may, however, be compared with those of Feih et al. [4, 13]. They present normalised fibre strengths following thermal conditioning at similar temperatures and times to those used in this work. In all cases, they report slightly higher normalised retained strengths than reported here: for example at 450 °C, a reduction of 50–55 % compared to our 65 %, or 10–15 % at 350 °C where we report a loss of around 20 % at 300 °C. These differences are most likely attributable to the fact that the fibres used in our work had a lower weight percentage of coating applied to them, although differing glass compositions or thermal histories may also have had an effect.
Single fibre thermal conditioning
It was noted heuristically that the separation of single fibres from the bundle for tensile testing becomes progressively more challenging following thermal conditioning at higher temperatures. Consequently, fibres broke more frequently during manual removal from the bundle despite the best efforts not to stress them in tension or bending. These observations led to the supposition that when a fibre is removed from a bundle that has been heat treated, even though it may not break, it may be subjected to some damage. This would weaken the fibre leading to an erroneous result, underestimating its true strength. To eliminate this potential source of error the single fibre thermal conditioning procedure outlined in Fig. 1 was developed. In Fig. 3, the bundle thermal conditioning data from Fig. 2 are presented in parallel with average tensile strengths of fibre treated using the single fibre thermal conditioning procedure.

Tensile strengths of bare and APS-sized fibres after thermal conditioning at 200, 300, 450, 500 and 600 °C for 25 min
Retained fibre strength decreased with an increase in thermal conditioning temperature and the difference in fibre strength was reduced as the thermal conditioning temperature increased. These two sets of data also converged between 500 and 600 °C. Furthermore, it is noticeable that the strength decay of the bare and the sized fibre after single fibre thermal conditioning shares a similar pattern over the temperature range investigated. This implies that there is a mechanism functioning in both fibre types which is responsible for strength loss. The magnitude of this strength loss may be characterised by the data obtained from singly conditioned bare fibres (the series Bare_single fibre) in Fig. 3. Both bare and sized fibre retained a significantly greater strength when thermal conditioning was carried out on single fibres rather than bundles. For bare fibre, this difference is evidenced at temperature as low as 200 °C, whereas for the sized fibres it occurs after heat treating above 300 °C.
The authors postulate that the cause for the divergence of the tensile strengths lies in the mechanisms of damage which affect the fibres, depending on the method by which they are thermally conditioned. In the single fibre thermal conditioning process, single fibres are removed from the bundle that is in the originally manufactured state. Any protective surface coatings that were added are still fully intact. During the thermal conditioning and tensile testing procedures, some strength loss is observed: the higher the thermal conditioning temperature the greater the loss. Since the handling of the fibre is minimal, it seems reasonable to assume that the strength loss measured is predominately caused by exposure to elevated temperature: this is referred to as thermal damage. This type of damage may involve structural change in the surface and bulk of glass fibre. Ya et al. [20] recently experimentally characterised anisotropy relaxation and enthalpy relaxation for calcium boroaluminosilicate E-glass fibre thermally treated below T g. Their results showed the release of excess enthalpy to be a time- and temperature-dependent process. Work on similar fibres by Lund and Yue [17] identified these structural changes as a possible explanation for reduction in residual fibre strength following annealing. Although the glass transition (T g = 760 °C) has been reported for the fibres used in our study [16], structural relaxation still needs to be characterised for these fibres in order to further explain the single fibre thermal conditioning results in Fig. 3. However, our results presented in [16] showed a thermal compaction phenomenon, visible upon isothermal treatment to 300 °C but most significant in the region 400–500 °C. This suggests some long-range structural rearrangement occurs within the fibre at these temperatures. The connection between this phenomenon and strength loss of glass fibre requires further investigation.
An alternative avenue of investigation regards the effects of thermal treatment on the surface hydroxyl state. Results produced using high surface area silica have indicated that the removal of hydroxyl groups occurs above 165 °C, and above 400 °C this dehydroxylation process becomes only partly reversible by exposure to water vapour [21]. A similar change in surface hydroxyl state of heat-treated glass fibre may more immediately be imagined to affect surface bonding, but the possibility of it affecting the retained tensile strength has not been investigated. In contrast to single fibre thermal conditioning, in the bundle thermal conditioning process fibres were removed from a bundle that had been exposed to a given elevated temperature. The effect of this change compared to the single fibre thermal conditioning process is clear: at all treatment temperatures, bare fibres were significantly weakened, and beyond a temperature of 300 °C the same was true for sized fibres. This secondary source of tensile strength loss is described by the authors as mechanical handling damage. The onset of this phenomenon did not occur in the sized fibre until a treatment temperature of 300 °C was exceeded. The explanation for this is most likely connected with degradation of the APS coating.
Finally, it should be noted that length of exposure time to elevated temperature was not investigated as part of this work. It has been demonstrated in the literature [4, 5] that there exists a finite time taken for a given fibre at a given temperature to reach a steady-state minimum strength, and that this time decreases with increasing temperature. Despite differences in material and thermal treatment applied, both the studies referenced produced similar conclusions. Using a treatment temperature of 450 °C around a 30 min treatment was required to reach the steady-state strength. For lower temperatures in the range 300–350 °C, this time increased to approx. 1.5–2 h. The authors conducted one preliminary set of tensile tests using APS fibre treated at 450 °C for 2.5 h, approx. 5 times longer than the standard heat treatment in this work. The retained strength in this case was approx. 50 % of untreated value compared to 65 % for the 25 min treatment (1.17 and 1.56 GPa, respectively). This evidences the limit of protective effect that the silane coating can provide; after a suitably long conditioning time the fibre strength is identical to that of bare fibre which has been heat treated for 25 min. In the context of the heat treatment work we report on, the selection of a constant treatment time was appropriate nonetheless. It made it possible to identify any specific region(s) of strength loss which could then be further investigated by other means to attempt to discover what physical changes were responsible.
Surface imaging of heat-treated fibre
While other investigations [4] have been able to utilise TGA to directly investigate fibre coating degradation this was not possible in this work, as the APS coating only constituted less than 0.05 wt% of the sample. Direct observation of the fibres was therefore made using SEM, while thermal analysis was performed using an APS film.
Figure 4a shows a typical 450 °C treated APS-sized fibre. The surface is largely featureless, and this type of observation was representative of fibres treated at all temperatures, except 300 °C. As shown in Fig. 4b, some areas of the surface of fibres treated at this temperature exhibited what appear to be convex, dome-like, structures dispersed randomly across the fibres. Interpreting results from SEM pictures alone can be challenging, and many differing explanations for the same phenomenon might be offered, but in this case the authors suggest one plausible explanation. The convex structures are created by the volatilisation of the APS surface coating—much the same as might be observed on a painted surface that is subject to high temperatures. A temperature of 300 °C would appear to be critical for the sized fibre under investigation; this is approximately the temperature at which part of the silane coating may be volatilised, such that it can no longer provide sufficient protection to the fibre surface. This temperature also coincides with the onset temperature of faster and more significant strength loss in sized fibre as seen in Fig. 3.

SEM images of a 450 °C thermally conditioned, and b 300 °C thermally conditioned APS-coated fibre surface. Single fibre conditioning procedure and treatment time of 25 min used in both cases
Thermal degradation of APS
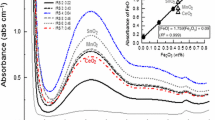
In order to provide further evidence to help interpret the results in Figs. 2 and 3, a study of APS degradation was performed using several thermal analysis techniques described earlier and the results obtained from these techniques were combined to generate more insight into APS thermal degradation. Results of simultaneous TGA/DSC, confirmed by repeat analyses, are presented in Fig. 5. The shape of the mass loss curve alone was also confirmed by performing dedicated TGA using a larger sample mass in an alumina beaker.

Simultaneous TGA/DSC of APS film, cured at 105 °C. Measurement was performed under air
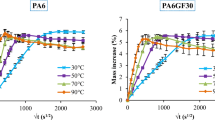
An initial endothermic process was found in the range 20–225 °C, during which a mass loss of almost 10 % occurred. Comparison with data from the CATLAB analysis (Fig. 6a, b) shows this transition to be due to the evolution of water. This water comes in small part from water trapped during the preparation of the film from aqueous solution and in large measure from the condensation reaction that occurs during the curing of the APS film as it forms a cross-linked polymer network [22]. CATLAB analysis, Fig. 6c, shows also considerable evolution of CO2 from the film below 200 °C. The source of this CO2 is not believed to be from the degradation of any part of the APS film but rather is due to the release of bound atmospheric CO2. It has been shown by Culler et al. [23] that triamine-coated E-glass mats dried under air will produce trapped CO2 gas when subsequently heated above 100 °C.

CATLAB degradation profiles of a AMU 18 [water], b AMU 17 [OH–water fragment or NH3], c AMU 44 [CO2] and d AMU 28 [CO or C2H4]. Measurements carried out under helium atmosphere
The volatilisation reaction of the APS film becomes rapidly exothermic beyond approximately 225 °C and the lowest of three peaks occurs at 245 °C. The region of maximum mass loss of the film commences at around 300 °C with the maximum rate of mass loss occurring at around 440 °C. This corresponds to the degradation of the organic fraction of the polymer chain, and by comparing Fig. 6b and d it appears that the mass loss from approx. 300–350 °C is due to volatilisation of NH3. Figure 6d shows that a peak in the volatilisation of C2H4 occurred at around 400 °C. This is a product of the direct fragmentation of the propyl chains of the cross-linked APS polymer, which occurs once the temperature has exceeded 350 °C. A separate CATLAB analysis performed under dry air showed, instead of C2H4 due to fragmentation, a strong CO2 signal in this temperature range due to complete combustion of the organic fraction.
These results further confirm the hypothesis that degradation of the single-component sizing system (APS only) can explain the divergence of the strength values for sized fibre in Fig. 3. At temperatures around 300 °C and below, very little mass loss (not associated with water or CO2) had occurred. This suggests that the polymeric structure of the film had not degraded significantly at this stage; hence the APS-sized fibre surface should be still largely protected by the coating up to 300 °C. The weight percentage of APS on the surface of the fibre used in this work is orders of magnitude less than the pure APS film with which thermal analyses were carried out. However, one of the currently accepted models of the APS-coated glass fibre surface suggests that the APS exists as a disordered, cross-linked polymeric network which is largely bonded to its own molecules, with only a thin layer also bonded to a glass surface [24]. The structures of APS film and coated fibre are therefore relatively similar, so that experimental results obtained for one may be applicable to the other. In this case, it seems reasonable that a temperature in excess of 300 °C was required to significantly degrade the APS surface coating of fibre, just as it was for the film. The initial stages of this process may be what can be observed in the SEM images (Fig. 4) of fibre treated at 300 °C. During bundle thermal conditioning below 300 °C, extracting fibres from the treated bundle did not induce any further mechanical handling damage as sufficient coating remained as protection on the fibres. Conversely, when thermal conditioning was performed beyond 300 °C far more APS coating was removed by thermal volatilisation. Bundle conditioned sized fibres suffered further mechanical handling damage (on top of the thermal damage) during removal from the bundle. Hence, the bundle thermal conditioning strengths were significantly lower. Interestingly, at both 500 and 600 °C it appeared to make little difference whether or not the fibres had been coated in the first place: for bundle thermal conditioning the strength of both fibre types was approx. 0.55 GPa. Based on the results presented in this work, one can see that there may be at least two mechanisms responsible for the strength loss in heat-treated glass fibre. The first may be associated with structural relaxation of the fibre surface and/or bulk volume, or with dehydroxylation of the fibre surface, as well as diffusion of bulk water. The second is related to mechanical handling. The effect of both mechanisms on strength loss is strongly influenced by the conditioning temperature through thermodynamics of the hyperquenched glass structure and thermal stability of surface coating, respectively.
It must also be recognised that the weight loss of around 2 %, which corresponds with the first exothermic peak in Fig. 5, has not been fully explained at this stage, although it is a reproducible phenomenon. While the major weight loss (300–700 °C) is due to degradation of organic chains within the APS molecule, the exothermic process which occurs at this lower temperature has not yet been established. Preliminary results obtained by TGA/DSC under inert atmosphere, however, suggest it is an oxidative reaction. Further research into this aspect of APS thermal degradation will be carried out since any changes in—or break down of—the APS molecule at such low temperature might have important implications for first pass composite processing as well as glass fibre recycling.
Conclusions
The dual effects of thermal and mechanical handling damage on the strength of thermally conditioned glass fibre have been demonstrated by application of both bundle, and the novel single fibre, thermal conditioning methods to both bare and APS coated E-glass fibre. Using single fibre thermal conditioning, it was possible to achieve significantly greater retained strengths in cases where the glass fibre had no, or inadequate, surface protection, in the form of APS sizing. It was for this reason that a disparity in retained strengths for sized fibre was only observed when thermal conditioning was performed above 300 °C, whereas the bare fibre system exhibited the effect even upon heating at relatively low temperatures. Convergence of the bundle thermal conditioning data (Fig. 2) suggests that the protective effect of the APS coating against mechanical handling damage is completely removed by a conditioning temperature of 500 °C. This result emphasises the importance of minimising surface damage to glass fibres during recycling processes as any mechanical handling further reduces the fibre strength. Further, it demonstrates the ability of even very low weight percentage silane-based coatings to protect the surface of glass fibres from the further development of surface flaws contributing to a reduction in strength. Tensile strength results obtained using the single fibre thermal conditioning procedure allow us to observe a similar pattern of strength loss for both bare and APS-sized fibre. Both fibre types may be subjected to the same thermal damage mechanism. The nature of this thermal damage, and how it influences the tensile strength of heat-treated glass fibre, is not yet fully understood. The relationship between this fundamental strength and changes in the glass, such as surface dehydroxylation and structural relaxation, requires further research.
It was confirmed that, similar to full glass fibre sizing systems, the critical degradation range for APS films initiates at around 300 °C, based on TGA/DSC and CATLAB mass spectrometry measurements. Direct SEM observation of heat-treated sized fibres also suggested that 300 °C was a critical degradation onset temperature for APS on a glass fibre surface. It was found in the range 350–550 °C, the organic fraction of the polymeric chain structure of the APS molecules degrades significantly as evidenced by the presence of peaks in the mass spectrometry measurements of C2H4. This coating degradation was associated with the observed difference in retained strength of sized fibre heat treated beyond 300 °C, dependent on whether the bundle or single fibre treatment method was used.
References
Glass Fiber & Glass Fiber Reinforced Plastic (GFRP) (2014) Composites market by raw material, manufacturing process, application & by geography. Glob Trends Forecast 2019:1–347
Pickering SJ (2006) Recycling technologies for thermoset composite materials—current status. Composites A 37:1206–1215. doi:10.1016/j.compositesa.2005.05.030
Kennerley JR, Fenwick NJ, Pickering SJ, Rudd CD (1997) The properties of glass fibers recycled from the thermal processing of scrap thermoset composites. J Vinyl Addit Technol 3:58–63. doi:10.1002/vnl.10166
Feih S, Boiocchi E, Mathys Z et al (2011) Mechanical properties of thermally-treated and recycled glass fibres. Composites B 42:350–358. doi:10.1016/j.compositesb.2010.12.020
Thomas WF (1960) An investigation of the factors likely to affect the strength and properties of glass fibres. Phys Chem Glasses 1:4–18
Cameron NM (1968) The effect of environment and temperature on the strength of E-glass fibres. Part 2. Heating and ageing. Glass Technol 9:130–212
Aslanova MS (1960) The effect of different factors on the mechanical properties of glass fibers. Steklo Keram 17:10–15
Dorzhiev DB, Khazanov VE, Gorbachev VV (1990) Some features of the structure and strength of a magnesium aluminosilicate fiber. Sov J Glass Phys Chem 15:99–102
Griffith AA (1921) The phenomena of rupture and flow in solids. Philos Trans R Soc A 221:163–198. doi:10.1098/rsta.1921.0006
Zinck P, Mader E, Gerard JF (2001) Role of silane coupling agent and polymeric film former for tailoring glass fiber sizings from tensile strength measurements. J Mater Sci 36:5245–5252. doi:10.1023/A:1012410315601
Gao S, Mader E, Plonka R (2008) Nanocomposite coatings for healing surface defects of glass fibers and improving interfacial adhesion. Compos Sci Technol 68:2892–2901. doi:10.1016/j.compscitech.2007.10.009
Jenkins P, Thomason J, Meier R (2012) Separation of mechanical and thermal degradation of thermally conditioned sized glass fibre. In: 15th European Conference on Composite Materials, Venice
Feih S, Manatpon K, Mathys Z et al (2008) Strength degradation of glass fibers at high temperatures. J Mater Sci 44:392–400. doi:10.1007/s10853-008-3140-x
Mizuguchi J, Tsukada Y, Takahashi H (2013) Recovery and characterization of reinforcing fibers from fiber reinforced plastics by thermal activation of oxide semiconductors. Mater Trans 54:384–391
Yang L, Thomason JL (2012) Effect of silane coupling agent on mechanical performance of glass fibre. J Mater Sci 48:1947–1954. doi:10.1007/s10853-012-6960-7
Yang L, Thomason JL (2013) The thermal behaviour of glass fibre investigated by thermomechanical analysis. J Mater Sci. doi:10.1007/s10853-013-7369-7
Lund MD, Yue Y (2010) Impact of drawing stress on the tensile strength of oxide glass fibers. J Am Ceram Soc 93:3236–3243. doi:10.1111/j.1551-2916.2010.03879.x
Aslanova MS, Ivanov NV, Balashov YS (1970) Effect of chemical composition on the relaxation properties of thin glass fibers. Steklo Keram 8:21–24
Otto WH (1961) Compaction effects in glass fibers. J Am Ceram Soc 44:68–72
Ya M, Deubener J, Yue Y (2008) Enthalpy and anisotropy relaxation of glass fibers. J Am Ceram Soc 91:745–752. doi:10.1111/j.1551-2916.2007.02100.x
Hair ML (1975) Hydroxyl groups on silica surface. J Non Cryst Solids 19:299–309
Masmoudi M, Rahal C, Abdelmouleh M, Abdelhedi R (2013) Hydrolysis process of γ-APS and characterization of silane film formed on copper in different conditions. Appl Surf Sci 286:71–77. doi:10.1016/j.apsusc.2013.09.018
Culler SR, Naviroj S, Ishida H, Koenig JL (1983) Analytical and spectroscopic investigation of the interaction of CO2 with amine functional silane coupling agents on glass fibers. J Colloid Interface Sci 96:69–79
Liu XM, Thomason JL, Jones FR (2008) XPS and AFM study of interaction of organosilane and sizing with E-glass Fibre surface. J Adhes 84:322–338
Acknowledgements
The authors gratefully acknowledge the funding from Engineering and Physical Sciences Research Council (EPSRC) through the Project EP/I038616/1. The authors would also like to thank Owens Corning Vetrotex for providing the glass fibres used in this study. Special thanks are given to the Advanced Materials Research Laboratory (AMRL) at University of Strathclyde for the use of TGA, DSC and SEM equipment.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Jenkins, P.G., Yang, L., Liggat, J.J. et al. Investigation of the strength loss of glass fibre after thermal conditioning. J Mater Sci 50, 1050–1057 (2015). https://doi.org/10.1007/s10853-014-8661-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-014-8661-x