
Abstract
The effects of CuO-B2O3 additive on sintering temperature and microwave dielectric properties of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics prepared by solid-state reaction method have been investigated. The phases and microstructure have also been evaluated using X-ray diffraction (XRD) and scanning electron microscopy (SEM). The pure Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics show a high sintering temperature of about 1170 °C. However, the addition of CuO-B2O3 lowered the sintering temperature of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics from 1170 to 920 °C due to the CuO-B2O3 liquid-phase.The results showed that the microwave dielectric properties were strongly dependent on densification, crystalline phases and grain size. The Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with the addition of 4.0 wt.% CuO + 4.0 wt.% H3BO3 sintered at 920 °C afforded excellent dielectric properties of ε r = 45.8, Q×f =10918 GHz (at 4.5 GHz) and τ f = 45.6 ppm/°C, which represent very promising candidates for LTCC dielectric materials.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Low-temperature Co-fired Ceramic (LTCC) technology has received increasing attention by industry and scientific community [1, 2]. A great advantage of LTCC technology is allowing integration of passive components such as resistors, capacitors, inductors, and other functional parts into the co-fired substrates, which leads to highly integrated and multi-functional LTCC modules [3]. In order to increase the integration density and obtain higher processing accuracy, many efforts have been put into the research on component miniaturization. The high dielectric permittivity (ε r > 20) of microwave dielectric materials is preferred to meet the requirement for miniaturization because the size of the component is inversely related to the ε r 1/2 [4, 5]. Moreover the high quality factor (Q×f >10000) is required to decrease the dielectric losses. For practical application the microwave dielectric materials need to have low temperature-coefficient of resonant frequency (τ f ) and low sintering-temperature. In order to use base metal electrodes (Ag or Cu), the sintering-temperature of the microwave dielectric ceramics should be lower than 950 °C [6]. However, the conventional microwave dielectric ceramics used for wireless communication systems usually sinter at the ranges from 1200 to 1500 °C.
The sintering temperature of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics is about 1170 °C, which is too high to be applicable to LTCC [7]. Nevertheless, Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics possess very high ε r of 51, a high Q×f of 26600 GHz, and acceptable τ f of 70 ppm/°C, which are favorable for component miniaturization of microwave dielectric applications [8]. It is desirable that the sintering temperature of Zr0.3(Zn1/3Nb2/3)0.7TiO4 dielectric ceramics could be reduced to 950 °C. Extensive researches have been performed to lower the sintering temperature of the microwave dielectric ceramics: (i) the usage of starting materials with smaller particle size synthesized by chemical processes and (ii) the addition of low melting pint sintering aids, including glasses, oxides or mixed-oxides. Since the chemical synthesis is often time consuming and expensive, the most popular and economic method for preparing dense ceramics is the addition of low melting point sintering aids, oxide or mixed-oxide additives such as B2O3, V2O5, and CuO [9].
CuO is one of the most popular sintering fluxes. Huang et al. have observed that the addition of CuO reduced the sintering temperature of (Zr0.8,Sn0.2)TiO4 ceramics from 1400 to 1220 °C. The improved microwave dielectric characteristics were obtained from the (Zr0.8,Sn0.2)TiO4 with 1.0 wt% CuO addition [10]. Gong et al. reduced the sintering temperature of 7NiNb2O6–9TiO2 ceramic from 1200 to 935 °C by adding 3.2 wt% CuO [11]. In our previous work, CuO was first chosen as a sintering aid to lower the firing temperature of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics. We have found that the addition of CuO significantly lowers the sintering temperature from 1200 to 1000 °C. Moreover, stable microwave dielectric properties were obtained in Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics doped with 4.0 wt% CuO sintered at the temperature from 1000 to 1075 °C. However, the sintering temperature of Zr0.3(Zn1/3Nb2/3)0.7TiO4 + 4.0 wt% CuO ceramics is about 1000 °C, which is still a little high to be applicable to LTCC(<950 °C). It is necessary to further reduce the sintering temperature of Zr0.3(Zn1/3Nb2/3)0.7TiO4 + 4.0 wt% CuO by adding another sintering aid. The combinatorial addition of B2O3 and CuO can be considered as good additives to decrease the sintering temperature of microwave dielectrics materials. Lim et al. have reported that the sintering temperature of Ba2Ti9O20 ceramics reduced from 1300 to 875 °C with the addition of 10.0 mol% CuO-B2O3. Meanwhile, the low-temperature sintered Ba2Ti9O20 ceramics exhibit very excellent microwave dielectric performance [12]. The sintering temperature of 0.662BaMoO4–0.338TiO2 microwave ceramics has also been reduced from 1275 to 850 °C with 5.0 wt% H3BO3 and1.0 wt% CuO addition [13].
In the present work, in order to further reduce the sintering temperature and keep the microwave dielectric properties of Zr0.3(Zn1/3Nb2/3)0.7TiO4 + 4.0 wt% CuO, the secondary sintering aid B2O3 was added to this composition. 4.0 wt% CuO+ (x) wt.%H3BO3 (where x = 1, 2, 4, 6) was employed as a sintering aid to lower the sintering temperature of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics. The effects of CuO-B2O3 addition on the densification, microstructures and microwave dielectric properties of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics were systematically investigated. We have found that the addition of CuO-B2O3 significantly lowers the sintering temperature from 1170 to 920 °C. Moreover, very stable microwave dielectric performances were obtained in Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics doped with 4.0 wt.% CuO + 4.0 wt.% H3BO3 sintered at the temperature from 875 to 945 °C.
2 Experimental procedure
The ceramic powders were synthesized by conventional solid-state reaction method from high-purity oxide powders of ZrO2 (99.0 %),ZnO (99.0 %), Nb2O5 (99.99 %), TiO2 (99.8 %),H3BO3 (99.5 %)and CuO (99.0 %). The raw materials were weighed and mixed according to chemical formula Zr0.3(Zn1/3Nb2/3)0.7TiO4+ 4.0 wt.% CuO + (x) wt.% H3BO3 (where x = 1, 2, 4, 6) in ethanol and planetary ball milled using Y2O3-stabilised ZrO2 grinding media for 24 h. After drying and sieving, the milled powders were calcined at 1000 °C for 3.5 h to obtain the pure phase of Zr0.3(Zn1/3Nb2/3)0.7TiO4 powder. After that, the sintering aids with composition of 4.0 wt.% CuO + (x) wt.% H3BO3 (where x =1, 2, 4, 6) were added to Zr0.3 (Zn1/3Nb2/3)0.7TiO4 ceramic powders. After ball milling for 4 h, the powders were dried, granulated and uniaxially pressed into pellets of 10 mm in diameter. These pellets were sintered at 875–975 °C for 3.5 h in air with the heating rate of 5 °C/min.
The crystal phases of the powders and sintered ceramics were identified by powder X-ray diffraction obtained by a diffractometer (PANalytical B.V., X’Pert PRO, the Netherland) using Cu Kα radiation (λ = 1.5406 Å) at a voltage and current of 40 kV and 30 mA. XRD data were collected in the range of 20–80° in θ-2θ locked-coupled scanning mode with a 0.02° step and scanning speed of 5°/min. The microstructures were examined by scanning electron microscopy (SEM: Philip, XL30TM). The apparent densities of the sintered ceramics were measured by the Archimedes method using distilled water as the liquid. For the electrical measurements, the sintered pellets were ground, polished, and painted with silver paste, which was fired at 500 °C for 0.5 h. The dielectric constant (ε r ) and the quality factor values (Q) at microwave frequencies were measured using the Hakki-Coleman dielectric resonator method by Advantest network analyzer (E5071C) [14]. The temperature coefficient of resonant frequency (τ f ) was also measured by the method sociated with Eq. (1):
where f80 and f30 represent the resonant frequencies at 80 and 30 °C, respectively.
3 Results and discussion
Figure 1 shows the XRD patterns of 4.0 wt% CuO+ 4.0 wt% H3BO3-doped Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics sintered at 875–975 °C for 3.5 h. The ZrTiO4 phase was identified as the main phase, which has an α-PbO2 structure (JCPDS Card NO.34-0415). This means that the zirconium, titanium, zinc, and niobium in the α-PbO2 structure ions are randomly distributed in the oxygen octahedron. The second phase is rutile (TiO2) (JCPDS file no. 76-0324), the third phase is Zn2TiO4 (JCPDS file no. 73-0578). It was observed that both of the rutile and Zn2TiO4 phase content creased and then decreased with the increasing sintering temperatures and reached a maximum at 920 °C. Jeon and Lin have found that the effectiveness of sintering aids is greatly affected by the sintering temperatures [15].

XRD patterns of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with 4.0 wt% CuO+ 4.0 wt% H3BO3 addition sintered at different temperature: a 875 °C, b 890 °C, c 920 °C, d 945 °C, e 960 °C, f 975 °C for 3.5 h
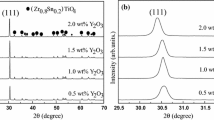
Figure 2 shows the XRD patterns of the Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics doped with Zr0.3(Zn1/3Nb2/3)0.7TiO4+ 4.0 wt.% CuO + (x) wt.% H3BO3 (where x = 1,2,4,6) sintered at 920 °C for 3.5 h. As can be seen from the graph, the different doping diffraction pattern of samples is relatively consistent. Ceramic main crystal phase, the second phase and the third phase also are ZrTiO4, rutile (TiO2) and Zn2TiO4 phase [16]. However, there has been found the Cu3B2O6 phase in the pellets doped with 4.0 wt.% CuO + 6.0 wt.% H3BO3. For the 6.0 wt.% H3BO3 added Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics, a liquid phase containing Cu3B2O6 was formed during the sintering and assisted in the densification of the Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics at 920 °C.

XRD patterns of the Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with different amount of CuO and H3BO3 addition sintered at 920 °C: a 4.0 wt.% CuO + 1.0 wt.% H3BO3, b 4.0 wt.% CuO + 2.0 wt.% H3BO3, c 4.0 wt.% CuO + 4.0 wt.% H3BO3, and d 4.0 wt.% CuO +6.0 wt.% H3BO3 for 3.5 h
Figure 3 demonstrates the SEM micrographs of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics doped with 4.0 wt.% CuO +4.0 wt.% H3BO3 sintered at different temperature: (a) 875 °C, (b) 890 °C, (c) 920 °C, (d) 945 °C, (e) 960 °C, (f) 975 °C. For the Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics sintered at 890 °C, many distinct pores were easily found [17]. However, pores decreased significantly and much larger grains were observed in pellets sintered at 920 °C as shown in Fig. 3c. The grain size increased rapidly with the increasing of sintering temperature, which can be attributed partly to the presence of liquid phase. Figure 3e shows the liquid-phase of CuO-B2O3 was overproduced in the pellets sintered at 960 °C. Because of the excess liquid-phase and generating volatile of B2O3, gases in the pellets couldn’t be evacuated in time, so that the microwave dielectric properties became worse at 975 °C [18].

SEM micrographs of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with 4.0 wt.% CuO +4.0 wt.% H3BO3 addition sintered at different temperature: a 875 °C, b 890 °C, c 920 °C, d 945 °C, e 960 °C, f 975 °C for 3.5 h
Figure 4 shows the SEM micrographs of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics doped with 4 wt.% CuO + (x) wt.% H3BO3 (where x = 1,2,4,6) sintered at 920 °C. The grain sizes of these bulk ceramics increased gradually with the increasing of H3BO3 from 1.0 wt.% to 6.0 wt.%. Besides, more liquid-phase of CuO-B2O3 could be found with the increase of CuO-B2O3 content. It can be concluded that the introduction of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics doped with CuO-B2O3 increased the grain sizes and promoted the densification at a lower temperature. However, it should be noted that excess CuO-B2O3-liquid phase might also lead to a decline in the microwave dielectric properties of the bulk ceramics [19].

SEM micrographs of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with 4.0 wt.% CuO + (x) wt.% H3BO3 addition sintered at 920 °C for 3.5 h
Figure 5 shows the bulk densities of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramic doped with different amount of CuO-B2O3 sintered at different temperatures for 3.5 h The density of the ceramic samples sintered below 925 °C was low, but increased with increasing sintering temperature to a maximum and slightly declined thereafter. The increase in density is attributed to the reduction in porosity and uniform grain growth. The addition of CuO-B2O3 is responsible for the low-temperature densification of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics. It might be a liquid sintering mechanism for this system.The decrease in density can be attributed to the liquid-phase effect induced by the over-sintering, which is clearly observed from the microstructure of the sample shown above. Therefore, the addition of CuO-B2O3 improved the sinter ability of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics and reduced their sintering temperature by more than 250 °C. When the sintering temperature was above 920 °C (T ≥ 920 °C), the density of the samples with the H3BO3 content more than 2.0 wt.% reached above 4.58 g/cm , indicating that the samples sintered above 925 °C were very dense as shown in Figure. This ceramic can be cofired with a low cost electrode to meet the requirements of LTCC technology.

The relative density of Zr0.3(Zn1/3Nb2/3)0.7TiO4 bulk ceramics with 4.0 wt.% CuO + (x) wt.% H3BO3 addition sintered at 875–1025 °C for 3.5 h
Figure 6 shows the dielectric constant of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics doped with different amount of CuO-B2O3 sintered at varies temperatures for 3.5 h. The variation of ε r value was consistent with that of density. The dielectric constant of the pellets sintered below 920 °C was low. As the sintering temperature increased, the dielectric constant of all the samples increased, followed by a slight decrease. Moreover, it is observed that the dielectric constant of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics increased to a maximum value and decreased thereafter. A small amount of liquid or the increase of temperature causes the ceramic pores reduce the grain growth, resulting in the high densification and increased the εr. The decrease in dielectric constant was caused by the decrease in density, which was closely linked to the overproduction of the CuO-B2O3 liquid phase and the volatile B2O3. Li-Xia Pang and Di Zhou also observed similar results for B2O3–CuO doped Li2MO3 (M = Ti, Zr, Sn) ceramics [20].The maximum ε r value of 46.6 was obtained for the specimen doped with 4.0 wt% CuO + 4.0 wt% H3BO3 sintered at 945 °C. The stable ε r values ranging from 45.1 to 46.6 were obtained in pellets doped with 4.0 wt% CuO+ 4.0 wt% H3BO3 sintered at the temperature from 875 to 975 °C.

The dielectric constant of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with 4.0 wt.% CuO + (x) wt.% H3BO3 addition sintered at 875–1025 °C for 3.5 h
Figure 7 shows the Q×f values of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with (x) wt.% H3BO3 (where x = 1,2,4,6) sintered at 875–1025 °C for 3.5 h. Since the sintering temperature has a significant influence on the microwave dielectric properties of ceramics, the effect of different sintering temperatures on microwave dielectric properties was investigated. With the increasing sintering temperature, the Q×f value of pellets increased to a maximum value and decreased thereafter,which showed a similar trend with that of density. It is also observed that the Q×f value increased to a maximum value and decreased thereafter at the temperature from 875 to 975 °C. The dramatically increase of Q×f values can be attributed partly to a structural change from α-PbO2 to rutile structure with the increasing sintering temperature and/or CuO-B2O3 content. Moreover, Q×f values are known to be affected by the morphology of the samples, such as grain size, porosity, and density. A note worthy fact is that the Q×f value of the sample may also decrease with an oversize grain, which can be related to the presence of liquid-phase of CuO-B2O3 in grain boundary [21, 22]. So the Q×f value increased with the increase of CuO-B2O3 addition first and then decreased when the H3BO3 content more than 4.0 wt%. Only if we find the ceramics which has no porosity, moderated grain size, high density and suitable liquid components, can we get a better Q×f value. It is observed that stable Q×f values can be obtained in the pellets doped with 4.0 wt% CuO+ 4.0 wt% H3BO3 sintered at the temperature from 875 to 945 °C.

The Q×f values of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with 4.0 wt.% CuO + (x) wt.% H3BO3 sintered at 875–1025 °C for 3.5 h
Figure 8 shows the temperature coefficient of resonant frequency (τf) of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with various amount of 4.0 wt.% CuO + (x) wt.% H3BO3 (where x = 0,1,2,4,6) sintered at 920 °C for 3.5 h. In contrast to the pure Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with the τ f of 70 ppm/°C, the τ f values decreased as the CuO-B2O3 was added. This is because the temperature coefficient of resonant frequency (τ f ) may be related to the rutile (TiO2) phase and the liquid phase. It is observed that the τ f values did not change much with different different amount of 4.0 wt.% CuO + (x) wt.% H3BO3 (where x = 1,2,4,6) in this experiment.

The temperature coefficient of resonant frequency (τ f ) of 0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with different amount of 4.0 wt.% CuO + (x) wt.% H3BO3 (where x = 1,2,4,6) sintered at 920 °C for 3.5 h
Table 1 gives a list of 10 typical microwave dielectric ceramics doped with low-melting point sintering aids and their properties. Compared with other additives, a large reduction of the sintering temperature (above 300 °C) can be achieved with the addition of CuO-B2O3 and the system showed good microwave dielectric properties. Therefore, the CuO-B2O3 doped Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramic is a good candidate material for low-temperature cofiring ceramics.
4 Conclusions
The effects of CuO-B2O3 additive on sintering temperature and microwave dielectric properties of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics have been investigated. The phases and microstructure have also been evaluated using X-ray diffraction (XRD) and scanning electron microscopy (SEM). The results showed that the microwave dielectric properties were strongly dependent on densification, crystalline phases and grain size, which were all influenced by the sintering temperature and the amount of CuO-B2O3.The addition of CuO-B2O3 lowered the sintering temperature of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics from 1170 to 920 °C due to the CuO liquid-phase. Moreover, high dielectric constant and stable Q×f values were obtained for the bulk sample doped with 4.0 wt.% CuO + 4.0 wt.% H3BO3 sintered at the temperature 875 to 945 °C. The Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics with the addition of 4.0 wt.% CuO +4.0 wt.% H3BO3 sintered at 920 °C afforded excellent dielectric properties of ε r = 45.8, Q×f = 10918 GHz (at 4.5 GHz) and τ f = 45.6 ppm/°C, which represent very promising candidates for LTCC dielectric materials.
References
T. Sebastian, H. Jantunen, Int. Mater. Rev. 53, 57 (2008)
O. Dernovsek, A. Naeini, G. Preu, W. Wersing, M. Eberstein, W.A. Schiller, J. Eur. Ceram. Soc. 21, 1963 (2011)
A. Sutono, D. Heo, Y.-J.E. Chen, J. Laskar, IEEE Trans. Microwave Theory 49, 1715 (2001)
R. J. Cava., J. Mater. Chem. 54 (2001)
S.J. Fiedziuszko, I.C. Hunter, T. Itoh, Y. Kobayashi, T. Nishikawa, S.N. Stitzer, K. Wakino, IEEE Trans. Microw. Theory 50, 706 (2002)
Q.-L. Zhang, H. Yang, J.L. Zou, H.P. Wang, Mater. Lett. 59, 880 (2005)
C.-L. Huang, Y.-H. Chien, J Alloys Compd. 509, 293 (2011)
B. Tang, F. Luo, H. Chen, S. Yu, S. Zhang, J. Mater. Sci. 26, 7140 (2015)
J.-R. Ki, D.-W. Kim, S.-H. Yoon, J. Electroceram. 17, 439 (2006)
C.-L. Huang, M.-H. Weng, Mater. Res. Bull. 35, 1881 (2000)
S.-P. Gong et al., J. Mater. Sci. Mater. Electron. 23, 1346 (2011)
J.-B. Lim et al., J. Eur. Ceram. Soc. 27, 2875 (2007)
J. Guo et al., J. Am. Ceram. Soc. 95, 232 (2012)
B. W. Hakki, P. D. Coleman. IEEE Trans. Microw. Theory Tech. 420 (1960)
J.-H. Jean, S.-C. Lin, J. Am. Ceram. Soc. 83, 1417 (2000)
P. RiaziKhoei, F. Azough, R. Freer, J. Am. Ceram. Soc. 89, 216 (2006)
B.L. Krasnyi, V.P. Tarasovskii, A.B. Krasnyi, O.A. Yu, Refract. Ind.Ceram. 54, 40 (2013)
H.-P. Wang, S.-Q. Xu, S.-Q. Lu, S.-L. Zhao, B.-L. Wang, Ceram. Int. 35, 2715 (2009)
Y.-J. Chu, J.-H. Jean, Ceram. Int. 39, 5151 (2013)
L.-X. Pang, D. Zhou, J. Am. Ceram. Soc. 93, 3614 (2010)
S.J. Perm, N.M. Alfor, A. Templeton, X. Wang, M. Xu, M. Reece, K. Schrapelt, J. Am. Ceram. Soc. 80, 1885 (1997)
D.-X. Zhou, G. Dou, M. Guo, S.-P. Gong, Mater. Chem. Phys. 130, 903 (2011)
B.J. Kim et al., J. Eur. Ceram. Soc. 27, 1065 (2007)
T. Santhosh Kumar, D. Pamu, Mater. Sci. Eng. B 194, 86 (2015)
D. Zhou, H. Wang, L.-X. Pang, X. Yao, Mater. Chem. Phys. 119, 149 (2010)
M.-H. Kim et al., Jpn. J. Appl. Phys. 44, 3091 (2005)
M. He, H.-W. Zhang, J. Alloys Compd. 586, 627 (2014)
Acknowledgments
The authors acknowledge the generous support by the National Natural Science Foundation of China under grant no. 51202074 and the Fundamental Research Funds for the Central Universities under grant no. 2014XJGH005. The authors also wish to thank the Analytical and Testing Center of Huazhong University of Science and Technology.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Fan, P., Zheng, Z., Dou, G. et al. Low temperature sintering and microwave dielectric properties of Zr0.3(Zn1/3Nb2/3)0.7TiO4 ceramics doped with CuO-B2O3 . J Electroceram 36, 40–45 (2016). https://doi.org/10.1007/s10832-016-0016-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10832-016-0016-3