
Glass ceramic composite protective technological coatings were developed in the systems Na2O–B2O3–SiO2 and BaO–Al2O3–SiO2 for deformation of intermetallic alloys in the systems Ti–Al–Nb and Ni–Al–Co under isothermal conditions in air. The physical-chemical and technological properties of the coatings were investigated and the coatings were shown to be effective in application.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
The development of advanced articles for aerospace technology is inextricably linked to the development of qualitatively new structural materials. In recent years, VIAM has developed promising intermetallic alloys such as VKNA nickel based on the intermetallic compound Ni3Al.
Analysis of the characteristics of intermetallic materials such as VKNA shows that they have a simpler and more economical chemical composition, lower content of expensive alloying additives, and in consequence lower density.
Intermetallic alloys based on Ni3Al and Ti–Al with a high degree of heterogeneity have low technological plasticity and high resistance to deformation at low and high temperatures. This creates significant difficulties in the fabrication of deformed intermediate products and parts using conventional pressure processing methods [1,2,3,4,5,6].
One of the most efficient and versatile methods of processing low-plasticity materials yielding precise blanks of parts is deformation under isothermal conditions [7].
Pressure treatment methods using hermetic cladding made from plastic metal have been developed for the production of deformed intermediate products from low-plasticity intermetallic alloys. This method makes it possible to obtain deformed intermediate products possessing unique performance characteristics from intermetallic alloys based on Ni3Al and Ti–Al. However, the use of hermetic cladding necessitates calculation of the thickness and shape of the cladding taking into account the size and technological properties of the initial blank, the degree of deformation, the shape of the intermediate product, and the method of deformation. The use of hermetic cladding for deformation of intermetallic alloys leads to higher metal and energy consumption, which raises the cost of the intermediate product considerably [8].
The specialists at VIAM have developed multifunctional protective technological coatings (PTC) combining the advantages of the method of nonoxidative heating of metal and high-temperature lubricants and heat-insulating coatings. A special feature of protective technological coatings is that they provide after high-temperature heating the same high quality of the metal surface as after machining with a cutting tool or after heating in an argon atmosphere, and in terms of technological characteristics they are not inferior to the most high-performance lubricants. An advantage of protective technological coatings is that they are formed on workpieces during process heating for stamping, rolling, or heat-treatment and on the finished parts [9,10,11,12,13,14].
In order to bring resource-saving technologies of isothermal deformation and deformation in the superplasticity regime up to a commercially viable level it was necessary to develop new theoretical foundations for the synthesis of technological coatings to a qualitatively new level of properties providing high thermomechanical regimes of volumetric and local deformation of intermetallic titanium and nickel alloys in the systems Ti–Al, Ti–Al–Nb, and Ni–Al–Co which are difficult to deform [15, 16].
The aim of the present work was to work out new PTC compositions and the technologies for fabricating them for deformation under isothermal conditions at temperatures up to 1250°C from intermetallic alloys in the systems Ti–Al, Ti–Al–Nb, and Ni–Al–Co. The method of microalloying of a glass matrix with ultradisperse oxygen-free compounds was used in the present work.
The basic and modifying components were picked in order to work out the new PTC compositions. The main components for investigations were glass powder I (the system Na2O–B2O3–SiO2) and glass powder II (the system BaO–Al2O3–SiO2). These powders have high heat resistance, a wide softening interval, and good spreading over the surface of deformed blanks. It was found that glasses in the systems Na2O–B2O3–SiO2 and BaO–Al2O3–SiO2 dispersion-alloyed with modifying, glass-forming, and refractory compounds are a promising basis for new technological coatings.
The simultaneous introduction of several glass powders of different refractoriness into the PTC compositions will improve the protective and lubricating properties of a coating in wider temperature ranges of deformation of intermetallic alloys in the systems Ti–Al, Ti–Al–Nb, and Ti–Al–Co which are difficult to deform. Modifying additives were chosen to increase heat resistance, improve the spreadability of PTC on the surface of blanks, and reduce the contact friction at high degrees of deformation: amorphous boron Bam, cobalt sulfate, aluminum oxide, and molybdenum disilicide.
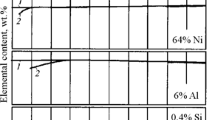
The criterion for evaluating the quality of the selected materials comprises a complex of properties: the content of the main component in the material, the presence of impurities, and the moisture content and particle size of the powders. The methodology for conducting experimental studies to determine the properties of the initial materials and the technological properties of coatings included the following: the moisture content of the powder was determined according to GOST 9758, the relative viscosity of the suspensions —GOST 8420, the dispersion (particle size) determined using an Analysette-22 analyzer, the density of the suspensions — GOST 18481, the heat resistance of the samples of intermetallic alloys (coated and uncoated)—GOST 6130, the coefficient of friction of a coating — precipitation of annular samples between flat ground dies.
Scanning electron microscopy conducted with a TESCAN VEGA3XMU electron microscope in secondary SE and reflected BSE electrons with magnification from ×40 to ×10,000 was used to study the microstructure of a glassceramic composite coating after heating at 1250°C and soaking for 5 h (this regime corresponds to the isothermal deformation of intermetallic alloys in the systems Ti–Al, Ti–Al–Nb, and Ti–Al–Co).
The influence of the process parameters for the preparation of the initial components of the technological coatings on their properties (grinding time, particle size) was investigated.
The materials with moisture content > 0.5%Footnote 1 were dried in a drying cabinet at 150°C. The drying time depended on the mass and moisture content of the material; the final moisture of the materials should not exceed 0.5%.
The effect of milling times from 20 to 40 h on the particle size of the obtained glass powder was studied. It has been established that as the grinding time increases to 40 h the particle size of all components decreases 5- to 10-fold.
Eighteen experimental compositions of PTC were prepared, using the technological scheme worked out, for deformation of slightly deformable intermetallic alloys in the systems Ti–Al, Ti–Al–Nb, and Ni–Al–Co in the air under isothermal conditions. The technological scheme included the following operations:
-
control of the initial components (to comply with the current technical documentation);
-
preparation of the initial components: drying at 150°C for 2 to 3 h; milling in a porcelain drum in a roller mill for 30 to 60 h;
-
preparation of protective coating slip: weighing the components and mixing them in a porcelain drum in roller mill from 5 to 6 h;
-
quality control the PTC slip (viscosity, density, particle size).
The glass powders I and II were the main compositional components of the technological coatings. The use of mixtures of frits of glass powders with different refractoriness makes it possible to expand the temperature interval of the protective action of the PTC and, most importantly, to regulate the viscosity of the glassy layer during isothermal stamping. The different physical-chemical properties of the frits can be optimized by varying the ratios between the frits.
To improve the protective and lubricating properties the following modifying additives were added to the PTC compositions: amorphous boron Bam, cobalt sulfate, aluminum oxide, and molybdenum disilicide. In accordance with the technological scheme developed for preparing the PTC compositions quality control and preparation of the initial components were conducted: drying at 150°C to moisture content < 5%; comminution: the obtained glass powder I and II for 45 h, CoSO4 — 45 h, Bam — 30 h, MoSi2 — 60 h, and Al2O3 — 45 h. The specific surface of the powders of the PTC compositions Nos. 1 – 4 ranged from 400 to 980 m2/kg.
It was found that when grinding time for the PTC slip was increased from 10 to 30 h, the following increased: conditional viscosity—from 17 to 19 sec; density of the suspension — from 1500 – 1700 to 1750 – 1800 kg/m3; specific surface of the particles — from 480 – 620 to 890 – 1050 m2/kg.
In optimizing the preparation parameters of the slips for the new PTC compositions the determining factor was obtaining a defect-free protective layer of the slip coating on the surface of the samples made from the new slightly deformable intermetallic titanium and nickel alloys in the systems Ti–Al, Ti–Al–Nb, and Ni–Al–Co. It was found that the quality of the PTC slip and the uniformity of its layer depend on the viscosity of the slip and the degree of dispersion of its particles. For example, the low values of viscosity and particle dispersity of the slip cause the slip to flow off a metal surface, while high values lead to thickness variation and spreading of the slip layer of the coating during drying.
The slips of the experimental compositions of the PTC with different technological properties were applied on the surface of the metal samples by spraying with the aid of compressed air from a KRU-1 paint sprayer and soaking (dipping). The coatings were dried in air for 24 h.
These investigations identified the optimal grinding regimes and processing properties of the slips of the new technological coating compositions that secure high-quality application of protective coatings: grinding time — 30 h, conventional viscosity of the slip — from 18 to 19 sec, particle dispersity — from 840 to 1050 m2/kg, and suspension density — from 1650 to 1800 kg/m3.
The effectiveness of the protective action of the chosen PTC compositions during firing of the samples of intermetallic alloys in the systems Ti–Al, Ti–Al–Nb, and Ni–Al–Co in terms of the temperature-time regimes of isothermal stamping was investigated: temperature from 1000 to 1250°C and soaking time up to 5 h. The protective properties of the protective technological coatings were evaluated by the thermogravimetric method according to GOST 6130–71. Uncoated samples were also studied in order to obtain comparative results.
The optimal compositions of the protective technological coatings were chosen on the basis of the investigations: for intermetallic alloys Ti–Al and Ti–Al–Nb PTC No. 2 (glass powders I and II, modifying additives MoSi2, Bam); for alloy Ni–Al–Co — PTC No. 4 (glass powder I, modifying additives Al2O3, Bam).
The test results for the heat resistance of intermetallic alloys with PTC with optimized compositions are presented in Table 1.
The experimental data presented in Table 1 attest that the coating No. 2 is optimal and decreases the oxidation of samples of the intermetallic Ti–Al alloy at temperatures of 1000 and 1250°C by factors of 9 and 7.35, respectively, compared to the uncoated samples. X-ray diffraction analysis showed that the compositions of the coating No. 2 (Na2O–B2O3–SiO2 + MoSi2 + Bam) contains a crystalline phase Na2O ·B2O3 · 2SiO2, similar to danburite, and the coating No. 4 (BaO–Al2O3–SiO2 + Al2 O3 + Bam) contains the crystalline phase BaO–Al2O3–SiO2, corresponding to celsian; the crystalline phases formed increase the heat resistance of the coatings.
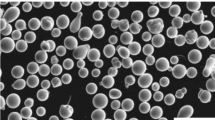
The microstructure of the coatings Nos. 2 and 4 is heterogeneous; crystalline particles in the form of branched aggregates are disseminated in the glass matrix. No noticeable effects due to the modifying additives on the microstructure of the coatings Nos. 2 and 4 were found. Analysis of the data shows that molybdenum disilicide is quite stable in the glass melt of the system Na2O–B2O3–SiO2 at 1250°C (Fig. 1).

The microstructure of the protective process coating No. 2 after heating at 1250°C for 5 h: the crystalline particles have the form of branches aggregates; the structure is heterogeneous.
One of the main properties imparted to PTC during hot pressure working is high-temperature lubrication. Protective technological coatings are lubricants that must meet certain requirements: they must be resistant to mechanical actions during pressure working of the metal; the properties must remain stable at high temperatures; they must become uniformly distributed over the surface of the deformed metal; they must be able to follow the metal without the layer tearing or losing lubricating properties; they must not clog dies when the shape and surface area of the workpieces change; they must be readily removed from the surface of the workpiece and the tool; and, they must not adversely affect the metal, tool, and tooling.
The effectiveness of protective technological coatings as lubricants can be evaluated quantitatively by depositing annular samples between the flat grinding dies (method of determining the coefficient of friction). In this method, after the rings are deposited with a coating deposited beforehand on the end surface, the inner diameter of the ring, which depends on the friction during the deposition process, is measured. After deposition under such conditions the inner diameter of the uncoated ring is shortest and the ring with effective lubricant is longest.
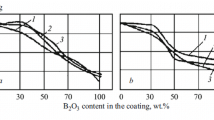
These investigations showed that the experimental PTC composition No. 2 is the best lubricant. This is explained by the fact that as the degree of deformation increases from 10 to 40% the coefficient of friction increases very little—from 0.02 to 0.05, while for the uncoated samples it increased sharply from 0.05 to 0.15 – 0.17 (Fig. 2). The positive qualities of the coating (composition No. 2), as a lubricant, are due to the optimal ratios of the glass phase and refractory inert fillers aluminum oxide and molybdenum disilicide. In addition, disperse doping of the glass matrix with amorphous boron particles increases the plasticity of the coating, so that the curve of the friction coefficient ì versus the degree of deformation is more even. PTC with composition No. 2 under these deformation forces has the optimal regulated values of the coefficient of friction of contact.

The friction coefficient versus the degree of deformation of the intermetallic alloys without coating (1) and with PTC No. 2 (2).
Investigation of the effect of a protective coating with the composition No. 2 on the technological parameters of deformation of intermetallic alloys of Ti–Al, Ti–Al–Nb, and Ni–Al–Co showed that under strain the shaping forces applied by the press to the workpiece were reduced by 15 – 20%, and this in turn is associated with a reduction of the coefficient of friction at the die-metal interface by 30 – 50%.
The PTC composition No. 2 for a glass ceramic composition coating and the technology for fabricating and applying the coating on a workpiece were developed on the basis of the investigations presented here. The composition No. 2 of a protective technological coating is optimal for deformation of intermetallic titanium-based alloys Ti–Al and Ti–Al–Nb and for intermetallic alloy based on nickel Ni–Al–Co.
Glass ceramic protective technological coatings will make it possible to implement a resource-conserving technology of isothermal stamping of blanks (in air) from intermetallic alloys in the systems Ti–Al, Ti–Al–Nb, and Ni–Al–Co, attain metal savings up to 18%, increase the untreated surface factor to 0.9, and lower the labor-intensiveness of the process and the cost of parts by 30 – 50%.
Notes
Here and below, the weight content, %.
References
E. N. Kablov, “Innovative developments at FSUP “VIAM” GNTS RF in the implementation of the ‘Strategic directions of development of materials and technologies for processing them in the period up to 2030,” Aviats. Mater. Tekhnol., No. 1 (34), 3 – 33 (2015).
S. S. Solntsev, V. A. Rozenenkova, and N. A. Mironova, “Protective process coatings for hot plastic working of steels and alloys,” Steklo Keram., No. 6, 24 – 27 (2007); S. S. Solntsev, V. A. Rozenenkova, and N. A. Mironova, “Protective process coatings for hot plastic working of steels and alloys,” Glass Ceram., 64(5 – 6), 206 – 209 (2007).
M. N. Letnikov, B. S. Lomberg, and S. Ovsepyan, “A study of the compositions of the system Ni–Al–Co in the development a new heat-resistant deformable intermetallic alloy,” Tr. VIAM, No. 10, articles 01 (2013); viam-works.ru.
O. A. Bazyleva, E. G. Arginbaeva, and E. Y. Turenko, “Heat-temperature casting intermetallic alloys,” Aviats. Mater. Tekhnol., No. S, 57 – 60 (2012).
E. N. Kablov, O. G. Ospennikova, and O. A. Bazyleva, “Materials for high-heat-load parts of gas-turbine engines,” Vestn. MGTU im. N. É. Baumana, Ser. Mashinostr., No. SP2, 13 – 19 (2011).
N. A. Nochovnaya, V. I. Ivanov, E. B. Alekseev, and A. S. Kochetkov, “Ways to optimize the operational properties of alloys based on titanium intermetallics,” Aviats. Mater. Tekhnol., No. S, 196 – 206 (2012).
E. N. Kablov, O. G. Ospennikova, and B. S. Lomberg, “Complex innovative technology for isothermal stamping in air in the superplasticity regime of disks made from super-heat-resistant alloys,” Aviats. Mater. Tekhnol., No. S, 129 – 141 (2012).
E. I. Razuvaev, “Modern technologies for pressure working of metals,” in: Aviation Materials, Selected works of VIAM 1932 – 2002: Anniversary Scientific and Engineering Symposium [in Russian], MISIS, VIAM, Moscow (2002), pp. 151 – 155.
S. S. Solntsev, Protective Metal Coatings Under Heating [in Russian], LIBROKOM Pub. House, MOscow (2009), 2nd edition, pp. 36 – 50.
V. A. Rozenenkova, S. S. Solntsev, and N. A. Mironova, “Multifunctional protective technical coatings based on aluminum silicate for isothermal stamping of super-refractory nickel alloys,” Steklo Keram., No. 11, 35 – 37 (2013); V. A. Rozenenkova, S. S. Solntsev, and N. A. Mironova, “Multifunctional protective technical coatings based on aluminum silicate for isothermal stamping of super-refractory nickel alloys,” Glass Ceram., 70(11 – 12), 414 – 416 (2013).
S. Solntsev, V. A. Rozenenkova, N. A. Mironova, and S. V. Gavrilov, “Ceramic coatings for protection of high-strength steel during heat treatment,” Aviats. Mater. Tekhnol., No. 4, 3 – 5 (2012).
S. Solntsev, V. A. Rozenenkova, N. A. Mironova, and S. V. Gavrilov, “Protective technological coatings for heat-treatment of VKS high-strength steels,” Steklo Keram., No. 10, 28 – 31 (2011); S. Solntsev, V. A. Rozenenkova, N. A. Mironova, and S. V. Gavrilov, “Protective technological coatings for heat-treatment of VKS high-strength steels,” Glass Ceram., 68(9 – 10), 340 – 342 (2011).
D. A. Ponomarenko, V. A. Rozenenkova, and S. Yu. Shishkov, “Effective use of protective technological coatings for isothermal stamping complex-shape parts made of titanium alloys,” Kuz.-Stamp. Proiz-vo Obrab. Met. Davleniem, No. 9, 44 – 48 (2014).
V. A. Rozenenkova, N. A. Mironova, S. Solntsev, and S. V. Gavrilov, “Ceramic coatings for functionally graded high-temperature heat-shielding materials,” Steklo Keram., No. 1, 29 – 32 (2013); V. A. Rozenenkova, N. A. Mironova, S. Solntsev, and S. V. Gavrilov, “Ceramic coatings for functionally graded hightemperature heat-shielding materials,” Glass Ceram., 70(1 – 2), 26 – 28 (2013).
S. Solntsev, V. A. Rozenenkova, V. A. Mironova, and G. A. Solov’eva, “High-temperature coatings for fibrous substrates,” Tr. VIAM, No. 10, Art. 03 (2013); viam-works.ru.
E. N. Kablov, S. S. Solntsev, V. A. Rozenenkova, and N. A. Mironova, “Modern multifunctional high-temperature coatings for nickel-based alloys, sealing metal fibrous materials and beryllium alloys,” Nov. Materialoved., Nauka Tekh., No. 1 (2013); materialsnews.ru.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Steklo i Keramika, No. 10, pp. 32 – 36, October, 2016.
Rights and permissions
About this article

Cite this article
Rozenenkova, V.A., Solntsev, S.S., Mironova, N.A. et al. Glass Ceramic Composite Protective Technological Coatings for Thermomechanical Processing of Intermetallic Alloys. Glass Ceram 73, 381–385 (2017). https://doi.org/10.1007/s10717-017-9894-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10717-017-9894-3