
The fabrication particularities of optically transparent ceramic materials for different applications are examined. The technologies used for compacting and sintering transparent ceramics are described: cold pressing followed by sintering in different media, hot pressing, hot isostatic pressing, spark plasma sintering, and slip casting.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Optical materials can be used in different aggregate states: solid, liquid, and gaseous. Polycrystalline ceramics together with glasses are solid, optically transparent materials. Glasses that are now widely used in different industries and everyday life possess relatively low mechanical characteristics, are chemically stable, and melt at low temperatures, and they are characterized, as a rule, by strong absorption in the infrared range. In connection with the increasing demand in high-tech industries and the associated development of devices operating under extreme conditions — high temperatures and pressures and corrosive media—there is a need for transparent ceramic materials [1, 2].
Ceramics which are transparent in different wavelength ranges and possess a unique combination of properties (high-temperature stability, hardness, fracture toughness, refractoriness, and resistance to corrosive media) are in great demand in high-tech industries, such as nanophotonics, opto-electronics, (laser technology, radiative heat transfer), aerospace engineering, and safety systems (transparent armor), and others.
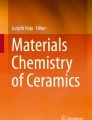
The main advantages of ceramics over single-crystals with a similar compositions are: low production costs, compositional flexibility, possibility of fabricating articles with different shapes (including complex geometries), and large dimensional sizes. A striking example of the application of ceramic materials is their use instead of single crystals as bodies for pumping solid-state lasers. The power of such lasers reached only 0.5 kW by 2000 (Fig. 1), because power increases were limited by the quality of single crystals with complex compositions (yttrium-aluminum garnet and others). Such single crystals cannot be grown to large sizes without defects appearing, which makes it impossible to increase laser power. Ceramics make it possible to vary the material compositions over a wider range of concentrations of the additive components (Nd, Yb, Gd, and others). This makes it possible to generate laser radiation in a wide range of wavelengths [3].

Growth of the power of solid-state lasers up to 2000 (with single crystal pumping bodies) and after 2000 (with polycrystalline, optically transparent, nanostructural ceramic pumping bodies).
Actually, all transparent ceramics in contrast to single crystals possess different absorbing and scattering centers, such as grain boundaries, impurity phases, in-grain and grain-boundary porosity, oxygen vacancies, and birefringence for noncubic materials [4].
The most significant adverse factor influencing the transparency of ceramics is porosity. The surface of pores is an interface separating sharply differing refractive indices. The pores can be inter- or intragrain. The elimination of the intragrain pores is a more complicated and prolonged process than the elimination of closed intergrain pores. The presence of impurity or glassy phases (for example, on grain boundaries) with refractive index differing from that of the main phase likewise reduces the transparency as a result of light scattering. The best crystal structure is one where there is no refractive index anisotropy along the optic axes. For this reason most transparent materials belong to the cubic system, where the refractive indices of crystals along the axes are equal to one another. In the case of a noncubic system the size of the crystals strongly affects the scattering of light.
The transparency of a ceramic sample is affected by, aside from internal factors, external factors such as the thickness of the sample and the quality of the surface treatment. A rough surface promotes significant scattering, so that a typical surface must be polished to class 11 – 13 purity. Ordinarily, the transparency decreases with increasing thickness. The effect of the thickness on the transparency can be minimized only if the material reaches its theoretical transmission.
An important factor, aside from the one indicated, influencing the transparency of a single-phase ceramic is the refractive index. The higher the refractive index of the ceramic material is, the higher the reflectivity of an absolutely smooth surface of transparent material with decreasing incident wavelength.
The strategy for the development of transparent ceramic consists of eliminating all possible centers of absorption and light scattering by attaining high density (>99.9% of the theoretical value), obtaining pore sizes much smaller than the wavelength of the light, and ensuring the absence of impurity phases in the grain boundaries, the presence of small grains (for noncubic materials), an isotropic lattice structure, and high-quality treatment of the surface. In this connection existing technologies for synthesis of transparent ceramics are constantly being improved and new ones are being developed.
The technology for fabricating transparent ceramic, just as ordinary ceramic, includes the following basic stages: synthesis of powders, compaction, sintering, and final treatment. The technologies used for synthesis of high-quality powders for transparent ceramics differ very little from the synthesis of powders with a different composition, while the compaction and sintering largely determine the final properties of the transparent ceramic. Thus, in the present review we shall focus only on the technologies used for compaction and sintering of ceramic, including cold pressing followed by sintering in different media, hot pressing (HP), hot isostatic pressing (HIP), spark plasma sintering, and slip casting.
The ultimate objective in obtaining any transparent ceramic material is that the ceramic material must be free of scattering centers. The microstructure is regulated by ensuring that the initial raw materials have the appropriate grain composition and providing the appropriate types and amounts of additives and the correct firing regimes, and conditions. The method of fabrication of the ceramic is based primarily on the shape and size dimensions of the articles, and less often on the particularities of the nature of the material and its behavior during firing.
Pressing with Subsequent Sintering. The primary problems of compaction of the powders for subsequent sintering are securing uniform density over the volume of the compact and preventing the addition of impurities contaminating the final product.
The most commonly used method of molding powders is cold pressing in closed press molds at room temperature. An external pressing pressure is used to compact powder; powder compaction occurs as a result of a reduction of the volume of the pores and increased the flow of the powder; elasto-plastic deformation of the particles and their agglomerates at the contact surfaces occur. Cold pressing yields a compact which in terms of the shape and dimensions corresponds to the finished article with the allowances required for subsequent operations [5].
Pressing regimes must be optimized in each specific case. If the pressing pressure in too low, the required density and strength of the pressed blank may not be attained, and if the pressure is too high, the density distribution may be nonuniform and different types of macroscopic defects can appear when the compact is removed from the press mold cavity and during subsequent sintering [5].
Aside from the conventional methods used in powder technology of cold uni- and bidirectional pressing in closed press molds for fabricating transparent ceramics, methods of ultrasonic and collector methods of pressing powders, which give uniform compaction of the powders in the absence of any plasticizers, are also used [6].
Dry compaction of powders under ultrasonic action (UA) makes it possible to eliminate the use of plasticizers and binders in order to ensure a uniform density in pressing and to influence the crystal structure of the sintered ceramic in order to mold a material with a cubic structure. For this reason the method of dry compaction of nanopowders under ultrasonic action is promising for the fabrication of optically transparent ceramic. The collector method of pressing also makes it possible to increase the uniformity of the density distribution and mechanical stresses over the volume of the pressed powder by redistributing the friction forces at the wall [7].
Injection Molding . These methods include: casting from water or thermoplastic slips or colloidal gels followed by sintering; centrifugal molding; ribbon molding; calendar rolling; casting with congealing in thin-wall molds; and, others.
Slip casting is one of the most commonly used methods of molding ceramic materials. In this process ceramic blanks are molded from powders suspended in a liquid (slips). The volume content of the liquid in the slips is up to 80%.
The suspension of powder prepared by an appropriate method with the required fluidity (sometimes under excess pressure) is poured into a porous mold. After the liquid medium is removed (by filtering and/or burning out) the part obtained is sintered.
The main advantage of slip casting is the possibility of fabricating articles of practically any (complex) shape. Many different kinds of molding technologies have been developed for this purpose: casting onto a substrate, gel casting, injection casting from water slips, centrifugal casting, electrophoretic casting, and colloidal slip casting. In all cases the aim is to obtain a more uniform blank in order to minimize defects and residual materials.
The main drawback of the slip method is the large content of introduced impurities, which cannot always be removed without the formation of defects in the form of voids and products of decomposition.
Sintering of compacts or intermediate articles is conducted at temperatures somewhat below the melting point of the main component. Sintering in the solid phase starts when the mobility of the ions upon heating significantly intensifies diffusion and self-diffusion processes, promoting between ions or simply displacement of ions (or vacancies) from one position in the crystal lattice into another. Sintering occurs mainly as a result of an increase in the contact areas between the powder particles and convergence of their centers (mutual coalescence), caused by the system striving to decrease the free surface energy. At the final stage of sintering the compaction of the body occurs as a result of a reduction in the number and total volume of the pores isolated from one another [5].
Sintering is conducted in different media depending on the material of the compact. To prevent the compact from interaction with sintering medium the heat-treatment is conducted in vacuum, in inert gases, and in reducing atmospheres.
Sintering in vacuum is accompanied by migration of the gases out of the ceramic; the volume of the sample is heated only by heat conduction of the material, while in a gas atmosphere additional heat exchange occurs via the gas molecules. The climb rate of the temperature during firing in vacuum must not exceed the rate of temperature equalization over the volume of the sintered material. Otherwise, a highdensity surface layer is formed and impedes the migration of gas inclusions from the interior of the sample onto its surface. Because there is no coolant firing in vacuum can lead to nonuniform heating of the articles, deformation of the articles, and cracking. Sintering of ceramic in vacuum is usually accompanied by firing in air.
As a rule, sintering in vacuum is used for fabrication of Y3Al5O12, Y2O3, and Sc2O3 [8]. Sintering of Y3Al5O12 in vacuum is usually accompanied by firing in the atmospheric air.
Hot Pressing . Ceramic articles are fabricated by pressing powders while heating them at the same time to a high temperature. Thus, this method combines two processes: pressing and sintering.
The sintering mechanism at high pressures differs substantially from the sintering mechanism at normal pressure. In hot pressing the compaction of the pressed material occurs as a result of plastic flow. Such high pressure can limit grain growth and initiate plastic deformation. As a result of the combined action of pressure and temperature the sintering process is possible practically up to the theoretical density at much lower temperatures than in ordinary sintering. An advantage of hot pressing over ordinary sintering is that the sintered material is obtained in one stage. Significant drawbacks of hot pressing are: low capacity, short press mold lifetime, and only articles with simple shapes and comparatively small size can be fabricated.
Hot pressing is a universal and very flexible process, with whose help it is possible to obtain transparent ceramic with a very wide spectrum of compositions.
In [9] hot pressing was used to obtain MgAl2O4 with density close to 100% at temperature much lower than in ordinary sintering.
Graphite press molds make it possible to apply high pressures of the order of 2 – 5 GPa and lower the sintering temperature significantly to 500 – 700 and 300 – 500°C for the ceramics MgAl2O4 ad Y3Al5O12, respectively.
Isostatic Pressing. Isostatic pressing in hydro/gasostats — cold (CIP) and hot (HIP) — is widely used to fabricate transparent ceramics.
Cold isostatic pressing is a method of molding where the body in an elastic press mold is uniformly squeezed in all directions by a liquid or gas under pressure. In HIP the pressing occurs at high temperatures.
In these methods of pressing the density differential is due to layers of powder rubbing against one another. However, these effects are weak for most powders, and the pressed blank exhibits a minimal density differential over the volume. Isostatic pressing methods make it possible to obtain blanks with any ratio of length to transverse section, but adherence to the precise shape and dimensional ratios of the parts remains problematic.
To reduce the production costs hot isostatic pressing is often used at the final stage of the technology. For example, high-transparency ceramic ZrO2 – 8% Y2O3 and MgAl2O4 was obtained in a two stage process [10, 11]. At the first stage presintering was conducted at low temperature, which was followed by hot isostatic pressing. The visible-light transmission of the obtained ceramic was close to that of a single crystal. A model for removing pores in hot isostatic pressing was proposed (Fig. 2). At low presintering temperature small intergrain pores are surrounded by a small grain, while at high presintering temperature the pores migrate into grains. Probably, such intergrain pores can be easily removed during HIP.

Model of the microstructure for removing pores by hot isostatic pressing.
Spark Plasma Sintering . Electric-pulse methods, such as spark plasma sintering (Spark Plasma Sintering (SPS) or Field Assisted Sintering Technique (FAST)), hold promise for consolidation of powders [12]. Their principle of operation consists in a short-time powerful electric discharge passing through the powder sample in combination with the application of mechanical pressure. As a result of the passage of the current, the powder in the action zone is heated to very high temperatures right up to the plasma state. A characteristic feature of these electric-pulse methods is the possibility of consolidation of the powder in a short time interval, which makes it possible to preserve the grain size at a level comparable with that of the initial powder.
One limitation of spark plasma sintering for the fabrication of transparent ceramic is nonuniform temperature distribution in the consolidated body. Modeling of the temperature distribution by means of finite-elements for hot pressing, spark plasma sintering, and hybrid sintering FAST/Hybrid (developed by FCT Systeme GmbH) shows a significant advantage of hybrid sintering in terms of the temperature distribution over the volume of a compact [12].
Spark plasma sintering is applicable to most ceramic materials. This method can be used to obtain high-transparency ceramic, including from birefringent materials. For example, transparent ceramic Al2O3 was sintered at temperatures from 1300 to 1400°C at pressure 80 MPa, heating rate 100 K/min, and soaking time 3 min [13, 14].
Aluminum-magnesia spinel MgAl2O4 is an artificial material with cubic structure, which is especially interesting because of its optical and mechanical properties. Spinel possesses high transparency in a range from ultraviolet to mid-IR (0.2 – 5.5 μm) and high hardness values. Moreover, ceramic from MgAl2O4 possesses high chemical and thermal stability and can be used in high-temperature sources of light and infrared emission devices as well as in protective windows. A promising application of alumina-magnesia spinel is in the defense industry, viz. the use of ceramic as transparent armor [15, 16].
The production of transparent ceramic based on MgAl2O4 was first mentioned at the beginning of the 1960s. Spinel was obtained conventionally by sintering for many hours, as a result of which grain growth occurs. At present transparent spinel with high transparency is fabricated by spark plasma sintering, atmospheric sintering, and hot pressing with subsequent hot isostatic pressing.
Hot prepressing at 1400°C followed by hot isostatic pressing at 1900°C with 1 h soaking and pressure 190 MPa made it possible to obtain spinel with transmission 60 and 70% for the UV and near-IR ranges, respectively [17].
Spark plasma sintering makes it possible to obtain high-transmission ceramic at much lower temperatures and more quickly [18]. Sintering of fine-grain spinel at 1300°C and heating rate near 10 K/min was demonstrated in [19].
Aluminum Oxide . Among transparent ceramic materials finding quite wide applications mention must be made of ceramic based on aluminum oxide Al2O3, which possesses high transmission in the range 0.2 – 5 μm. Aluminum oxide possesses high strength hardness, and excellent corrosion resistance, but it is inferior to spinel in terms of the optical properties. These properties, together with low specific mass, present advantages for application as light ballistic protection and as a material for the envelope of a high-temperature sodium lamp. The optical properties of transparent Al2O3-silicon strongly depend on the grain size, which is due to the birefringence in ceramic with noncubic structure.
Transparent ceramic is conventionally made from Al2O3 by sintering in hydrogen at temperatures near 1700°C. The high sintering temperature and prolonged soaking promote grain growth, which in turn results in substantial scattering of light and lowers the strength of Al2O3 ceramic [20–22]. The additives MgO, La2O3, and Y2O3 are used during sintering to decrease porosity.
Fine-grain ceramic has demonstrated considerable improvement of the mechanical properties and optical transparency to 600 – 800 MPa and direct light transmission to 60% [23].
Different methods for synthesizing ceramics are used to reduce grain size and minimize residual porosity. When using HIP, HP, or SPS the Al2O3 sintering temperature can be lowered to 1200 – 1300°C with porosity reaching 0.05% and grain size less than 1 μm [24].
Zirconium dioxide ZrO2 possesses low thermal conductivity and high strength, refractive index (about 2.2), and high chemical inertness: up to temperatures 2000°C it does not interact with melts, solutions of caustic alkalis, and some acids and in contact with carbon it can be used up to 1900°C. In an oxidizing medium it does not undergo any chemical transformations up to the highest temperatures. The complex of properties determines its great prospects for use of zirconium dioxide based transparent ceramics at high temperatures and in corrosive media [25, 26].
The tetragonal and cubic modifications of zirconium dioxide exhibit optical transparency. Stabilizers which are close in terms of the atomic radius are used to preserve this property at room temperature (yttrium oxide is the most often used stabilizer).
The possibility of obtaining light-transmitting and transparent ceramics based on tetragonal and cubic ZrO2 has been studied by different researchers since the second half of the
last century. As a result of these and subsequent investigations the processes involved in obtaining semi-transparent ceramic from ZrO2 by sintering for many hours (at least 16 h) at high temperatures and hot pressing with high pressures have worked out. HIP at temperatures 1650 – 1750°C and pressures to 196 MPa is used to remove residual pores and increase the transparency of the sintered ceramic [10, 27].
Recent investigations have shown that spark plasma sintering is an effective method for obtaining completely dense and transparent fine-grain ceramic [10, 14, 25]. Finegrain ceramic obtained by spark plasma sintering has exhibited a higher refractive index compared with the existing coarse-grain analogues.
Sesquioxides. Sesquioxides such as Y2O3, Sc2O3, and Lu2O3 are of great interest to researchers. These materials are promising for use as the active medium of solid-state lasers; they possess cubic structure; and, they are characterized by high light-transmission in a wide range of the electromagnetic spectrum, high refractivity and melting temperatures, and good mechanical properties.
Conventionally, vacuum or hydrogen sintering of compacts obtained by semidry or isostatic pressing from different materials at high temperatures is used to fabricate transparent ceramics from sesquioxides. However, it is practically impossible to sinter ceramics obtained from yttrium oxide to a dense state by methods not requiring the application of external actions without introducing sintering additives (ThO2, La2O3, HfO2, LiF, and ZrO2) [28]. Such additives form solid solutions with the main oxide and, dissolving in the lattice, decrease the surface energy of the boundaries of the crystals, which diminishes diffusion between the boundaries and the growth rate of grains, as a result of which complete overgrowth of the intercrystalline pores occurs [29]. Effective methods for obtaining transparent ceramic from Y2O3 are hot pressing [30], HIP [31], and SPS [32].
Hot isostatic sintering is used together with the widely used sintering in vacuum in order to fabricate transparent ceramics from Sc2O3 [8, 33]. As a result of using HIP at the final stage it is possible to obtain from scandium oxide ceramics with transmission coefficient of about 80% [34].
Two-stage sintering (vacuum sintering followed by HIP) and spark plasma sintering are used to obtain ceramics from Lu2O3 with small grain size [35].
Yttrium-aluminum garnet Y3Al5O12 (YAG) is a material with cubic crystalline structure; it is one of the most popular materials for solid-state lasers [36]. Conventionally, ceramics are obtained from yttrium-aluminum garnet by multistage methods, including preliminary cold pressing and/or cold isostatic pressing with subsequent sintering in vacuum, at high temperatures and over a long period of time. In most cases the initial material is a mixture of the oxides Al2O3, Y2O3, and sintering additives. For practical applications in lasers YAG is doped with different rare-earth ions, such as, for example, Er, Nd, and so on.
The ceramic Nd3+ : YAG (yttrium-aluminum garnet activated by neodymium) with satisfactory laser results was first obtained from a mixture of oxides in 1995 [37] by uniaxial pressing followed by cold isostatic pressing and sintering at 1700°C in vacuum. In 1998 the Konoshima Company (Japan) used the slip casting method with sintering in vacuum at 1700°C to fabricated transparent ceramic [38].
Other methods of obtaining transparent YAG were studied in subsequent years, and different sintering additives were used to reduce the size of the grains and increase transparency.
Ceramic with transmission > 80% at wavelength 1000 nm was obtained from nanosize YAG powder with 0.25 wt.% LiF as the additive. Extensive research was done in [40] on the process of structure formation of the ceramic YAG by spark plasma sintering. Even though ceramic with high porosity was obtained, its optical transparency was low, viz. 15 – 20%.
Aluminum oxynitride Al23O27N5 (ALON) is material with cubic structure possessing high temperature stability up to 1200°C and relatively low specific mass. ALON is optically transparent (≥80%) in the near-UV, visible, and near-IR ranges. Owing to the good optical and mechanical properties ALON can be used as a material for rocket noses, transparent armor, IR windows, laser windows, and windows of military jets.
The conventional methods of production of transparent ceramics ALON include compaction and sintering in a nitrogen atmosphere at high temperatures (>1850°C) for a prolonged period of time (from 20 to 100 h) [41].
Similarly to another transparent ceramic the ceramic ALON can also be fabricated by different methods, such as microwave sintering, hot pressing, hot isostatic pressing, and spark plasma sintering.
Conclusions
It has been shown that different synthesis technologies are used for the fabrication of high-transparency ceramic: cold pressing followed by sintering in different media, hot pressing (HP), hot isostatic pressing (HIP), spark plasma sintering, and slip casting. These methods are all geared to reduce the number of residual pores and inclusions to a level below 100 ppm. Moreover, the grain size must be preserved at the level of the dispersity of the initial powders in order to obtain ceramics with high mechanical characteristics.
An understanding of the mechanisms for removing defects in transparent ceramics with different compositions is most important for picking the correct method of synthesis, since a universal technology for fabricating does not exist. No one method is suitable for the production of the entire spectrum of ceramics, but rather it is reckoned for the production of articles with clearly determined characteristics. For this reason it is important to develop conventional and new methods for synthesizing high-transparency of ceramic materials.
References
E. N. Kablov, D. V. Grashchenkov, N. V. Isaeva, et al., “Glass and ceramics based high-temperature composite materials for use in aviation technology,” Steklo Keram., No. 4, 7 – 11(2012); E. N. Kablov, D. V. Grashchenkov, N. V. Isaeva, et al., “Glass and ceramics based high-temperature composite materials for use in aviation technology,” Glass Ceram., 69(3 – 4), 109 – 112 (2012).
E. N. Kablov, D. V. Grashchenkov, N., V. Isaeva, and S. S. Solntsev, “Promising high-temperature ceramic composite materials,” Ross. Khim. Zh., 54(1), 20 – 24 (2010).
Y. L. Ikesue, T. Aung, T. Taira, et al., “Messing. Progress in ceramic lasers,” Annual Review Mater. Res., 36, 397 – 429 (2006).
A. V. Belyakov and A. N. Sukhozhak, “Production of transparent ceramics (review),” Steklo Keram., No. 1 – 2, 14 – 20 (1995); A. V. Belyakov and A. N. Sukhozhak, “Production of transparent ceramics (review),” Glass Ceram., 52(1 – 2), 14 – 19 (1995).
A. P. Garshin, V. M. Gropyanov, G. P. Zaitsev, and S. S. Semenov, Ceramics for Machine Engineering [in Russian], Nauchtekhlitizdat, Moscow (2003), pp. 344 – 347.
O. L. Khasanov, V. V. Osipov, E. S. Dvilis, et al., “Nanoscaled grain boundaries and pores, microstructure and mechanical properties of translucent Yb:[Lu x Y(1–x)O3] ceramics,” J. Alloys Comp., 509(1), 338 – 342 (2011).
O. L. Khasanov, Yu. L. Kopylov, V. B. Kravchenko, et al., “Problems of compaction of nanopowders for obtaining high-density, high-transparency oxide ceramics,” Nanotekh., No. 2(14), 3 – 9 (2008).
Y. Wang, B. Lu, X. Sun, et al., “Synthesis of nanocrystalline Sc2O3 powder and fabrication of transparent Sc2O3 ceramics,” Adv. Appl. Ceram., 110(2), 95 – 98 (2011).
R. Cook, M. Kochis, I. Reimanis, and H. J. Kleebe, “A new powder production route for transparent spinel windows: powder synthesis and window properties,” in: R. W. Tustison (ed.), Window and Dome Technologies and Materials IX (2005), Vol. 5786, pp. 41 – 47.
K. Tsukuma, I. Yamashita, and T. Kusunose, “Transparent 8 mol % Y2O3 – ZrO2 (8Y) ceramics,” J. Am. Ceram. Soc., 91(3), 813 – 818 (2008).
K. Tsukuma, “Transparent MgAl2O4 spinel ceramics produced by HIP postsintering,” J. Ceram. Soc. Jpn., 114(1334), 802 – 806 (2006).
M. Suarez, A. Fernandez, J. L. Menendez, et al., Challenges and Opportunities for Spark Plasma Sintering: A Key Technology for a New Generation of Materials, Sintering Applications (2013); URL: http://www.intechopen.com/books/sinteringapplications/challenges-andopportunities-for-spark-plasmasintering-a-key-technologyfor-a-new-generation-of-mat.
G. A. Vydrik, T. V. Solov’ev, and F. Ya. Kharitonov, Transparent Ceramics [in Russian], Énergiya, Moscow (1980).
X. Jin, L. Gao, and J. Sun, “Highly transparent alumina spark plasma sintered from common-grade commercial powder: the effect of powder treatment,” J. Am. Ceram. Soc., 93(5), 1232 – 1236 (2010).
S. R. Casolco, J. Xu, and J. E. Garay, “Transparent/translucent polycrystalline nanostructured yttria stabilized zirconia with varying colors,” Scr. Mater., 58(6), 516 – 519 (2008).
A. A. DiGiovanni, L. Fehrenbacher, and D. W. Roy, “Hard transparent domes and windows from magnesium aluminate spinel,” in: R. W. Tustison (ed.), Window and Dome Technologies and Materials IX (2005), Vol. 5786, pp. 56 – 63.
A. F. Dericioglu, A. R. Boccaccini, I. Dlouhy, and Y. Kagawa, “Effect of chemical composition on the optical properties and fracture toughness of transparent magnesium aluminate spinel ceramics,” Mater. Trans., 46(5), 996 – 1003 (2005).
N. Frage, S. Cohen, S. Meir, et al., “Spark plasma sintering (SPS) of transparent magnesium-aluminate spinel,” J. Mater. Sci., 42(9), 3273 – 3275 (2007).
K. Morita, B. N. Kim, K. Hiraga, and H. Yoshida, “Fabrication of transparent MgAl2O4 spinel polycrystal by spark plasma sintering processing,” Scr. Mater., 58(12), 1114 – 1117 (2008).
A. Krell, J. Klimke, and T. Hutzler, “Advanced spinel and sub-mm Al2O3 for transparent armour applications,” J. Europ. Ceram. Soc., 29(2), 275 – 281 (2009).
A. S. Chainikova, L. A. Orlova, N. V. Popovich, et al., “Dispersion-hardened composites based on glass/glass-ceramic matrices: properties and applications (review),” Aviats. Mater. Tekhnol., No. 3, 45 – 54 (2014).
E. V. Tinaykova and D. V. Grashchenkov, “Heat-insulation material based on mullite-corundum and quartz fibers,” Aviats. Mater. Tekhnol., No. 3, 43 – 47 (2012).
H. Mizuta, K. Oda, Y. Shibasaki, et al., “Preparation of highstrength and translucent alumina by hot isostatic pressing,” J. Am. Ceram. Soc., 75(2), 469 – 473 (1992).
K. Hayashi, O. Kobayashi, S. Toyoda, and K. Morinaga, “Transmission optical properties of polycrystalline alumina with submicron grains,” Mater. Trans. JIM, 32(11), 1024 – 1029 (1991).
J. E. Alaniz, F. G. Perez-Gutierrez, G. Aguilar, and J. E. Garay, “Optical properties of transparent nanocrystalline yttria stabilized zirconia,” Opt. Mater., 32(1), 62 – 68 (2009).
A. M. Zimichev and E. P. Solov’eva, “Zirconium dioxide fiber for high-temperature applications,” Aviats. Mater. Tekhnol., No. 3, 55 – 61 (2014).
U. Peuchert, Y. Okano, Y. Menke, et al., “Transparent cubic-ZrO2 ceramics for application as optical lenses,” J. Europ. Ceram. Soc., 29(2), 283 – 291 (2009).
S. Bagaev, V. Osipov, M. Ivanov, et al., “High-strength ceramic based on Nd3+ : Y2O3,” Fotonika, No. 5, 24 – 29 (2007).
D. O. Lemeshev, E. S. Lukin, N. A. Makarov, and N. A. Popova, Prospects for creating new optically transparent materials with yttrium oxide and yttrium aluminum garnet (review),” Steklo Keram., No. 4, 25 – 27 (2008); D. O. Lemeshev, E. S. Lukin, N. A. Makarov, and N. A. Popova, Prospects for creating new optically transparent materials with yttrium oxide and yttrium aluminum garnet (review),” Glass Ceram., 65(3 – 4), 128 – 130 (2008).
S. R. Podowitz, R. Gaume, and R. S. Feigelson, “Effect of europium concentration on densification of transparent Eu:Y2O3 scintillator ceramics using hot pressing,” J. Am. Ceram. Soc., 93(1), 82 – 88 (2010).
J. Mouzon, A. Maitre, L. Frisk, et al., “Fabrication of transparent yttria by HIP and the glass-encapsulation method,” J. Europ. Ceram. Soc., 29(2), 311 – 316 (2009).
H. Yoshida, K. Morita, B. N. Kim, et al., “Densification of nanocrystalline yttria by low temperature spark plasma sintering,” J. Am. Ceram. Soc., 91(5), 1707 – 1710 (2008).
J. G. Li, T. Ikegami, and T. Mori, “Fabrication of transparent, sintered Sc2O3 ceramics,” J. Am. Ceram. Soc., 88(4), 817 – 821 (2005).
K. Serivalsatit and J. Ballato, “Submicrometer grain-sized transparent erbium-doped scandia ceramics,” J. Am. Ceram. Soc., 93(11), 3657 – 3662 (2010).
L. Q. An, A. Ito, and T. Goto, “Two-step pressure sintering of transparent lutetium oxide by spark plasma sintering,” J. Europ. Ceram. Soc., 31(9), 1597 – 1602 (2011).
D. Savastru, S. Miclos, C. Cotirlan, et al., “Nd:YAG Laser system for ophthalmology: Biolaser-1,” J. Optoelectron. Adv. Mater., 6(2), 497 – 502 (2004).
A. Ikesue, I. Furusata, and K. Kamata, “Fabrication of polycrystalline, transparent YAG ceramics by a solid-state reaction method,” J. Am. Ceram. Soc., 78(1), 225 – 228 (1995).
T. Yanagitani, H. Yagi, and Y. Yamasaki, Production of Fine Powder of Yttrium Aluminum Garnet, Japanese Pat. 10-101411 (1998).
N. Frage, S. Kalabukhov, N. Sverdlov, et al., “Dariel Effect of the spark plasma sintering (SPS) parameters and LiF doping on the mechanical properties and the transparency of polycrystalline Nd-YAG,” Ceram. Int., 38(7), 5513 – 5519 (2012).
R. Chaim, M. Kalina, and J. Z. Shen, “Transparent yttrium aluminum garnet (YAG) ceramics by spark plasma sintering,” J. Europ. Ceram. Soc., 27(11), 3331 – 3337 (2007).
N. Zhang, B. Liang, X. Y. Wang, et al., “The pressure-less sintering and mechanical properties of ALON ceramic,” Mater. Sci. Eng. A, 528(19 – 20), 6259 – 6262 (2011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Steklo i Keramika, No. 4, pp. 3 – 10, April, 2016.
Rights and permissions
About this article

Cite this article
Kachaev, A.A., Grashchenkov, D.V., Lebedeva, Y.E. et al. Optically Transparent Ceramic (Review). Glass Ceram 73, 117–123 (2016). https://doi.org/10.1007/s10717-016-9838-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10717-016-9838-3