
The results of development work on the constitution of raw compositions of transparent shiny glaze coatings used for the production of ceramic high-voltage porcelain insulators are presented. The content region of the raw components for forming defect-free coatings with the required dielectric properties is determined.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Insulators with high electro-mechanical strength are required for the construction of large-capacity electric power plants and power transmission lines with voltage to 1000 kW. Aside from the working characteristics stringent requirements are imposed on the surface of insulators, since a smooth coating prevents surface contamination during operation, improves the electric and mechanical properties of porcelain and is one of the basic conditions for high-quality ready products [1].
The aim of the present work was to develop the constitution of raw compositions of transparent shiny glaze coatings used in the production of ceramic high-voltage insulators fired in modern furnaces (for example, TS-TERM, Poland, Siti, Italy), which are used at voltages above 1000 V and make it possible to reduce the heat-treatment time to 90 min.
Analysis of the published data showed that in developing the raw compositions for the glazes used on high-voltage insulators the potassium oxide content must be more than two-fold higher than the sodium oxide content, which predetermines the high dielectric characteristics of coatings. In addition, the compositions must contain fluxes (aside from feldspar raw material) in order to lower the maximum firing temperature of the articles and regulate the fusibility of the glaze [2].
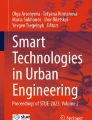
Raw compositions whose batch and chemical compositions are varied within the limits presented in Fig. 1 have been developed.

Region of the constitutions studied (batch (a) and chemical (b )) for glaze coatings: surface texture:  ) crystallized, matte;
) crystallized, matte;  ) shiny, with numerous pinholes;○) transparent, smooth.
) shiny, with numerous pinholes;○) transparent, smooth.
The following were used to synthesize coatings: FFF K8 200M feldspar (Finland); DK-19-0.05 lumpy dolomite for the ceramic industry (Russia); and, PK-95 quartz sand from the Gomel’ Mining-Enrichment Combine (Belarus). Aside from these minerals the batch contains 2%Footnote 1 KS-1 kaolin from the Prosyanovskoe deposit (Ukraine) and 13% porcelain insulator cullet.
The coatings were synthesized by combined wet milling of pre-weighed raw components in a ball mill with the ratio material : milling body = 1 : 1.3. The moisture content of the glaze suspension was equal to 35 – 42%. The milling time was determined according to the residue, which did not exceed 0.5%, on a No. 0056 sieve. The glaze slip obtained was deposited by pouring onto dried porcelain samples. The coatings were dried at temperature 100 ± 5°C; firing was conducted at the maximum temperature 1250 – 1300°C in an LH 15/14 electric furnace (Nabertherm Co., Germany) with soaking for 60 min at the maximum temperature.
A visual assessment of the quality of the coatings obtained attests to different texture and, correspondingly, microstructure: matte glazes are encountered together with transparent smooth glazes as well as coatings with numerous defects in the form of pinholes.
Microscopic investigations were conducted with an optical microscope with a built-in Leica (Germany) analog-digital photographic camera and a JSM-5610 LV (Japan) electronic scanning microscope.
Analysis of the relation between the batch composition of the raw compositions and the texture of the articles obtained revealed three regions in a number of the compositions studied: glassy and crystalline and one characterized by numerous bubbles. These regions were more difficult to delimit as a function of the chemical composition of the coatings.
It was found that a smooth shiny coating is formed in a region bounded by the content of the raw components within the following limits (%): feldspar 60.0 – 65.0; dolomite 15.0 – 20.0; quartz sand 0 – 10 with content of kaolin and porcelain cullet 15% (region 1). Glazes in this region comprise glass with no indications of phase separation, which is confirmed by the photographs displayed in Fig. 2. The coatings have a defect-free, smooth, shiny (sheen indices 68 – 70%) surface.

Microscopic photographs of glazes with the region-1 compositions: a) optical with magnification × 100; b ) electronic.
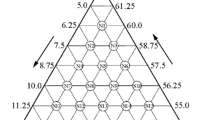
The raw compositions forming upon heat-treatment of glaze coatings with numerous small bubbles (region 2) are delimited by the content of the components as follows (%): fledspar 55.0 – 60.0; dolomite 20.0 – 25.0; quartz sand 0 – 10. Photographs of region-2 glazes are displayed in Fig. 3.

Microscopic photographs of glazes with region-2 compositions: a) optical (×100); b ) electronic; T.1, T.2) investigated surface defects.
Analysis of the data presented in Fig. 3 showed that bubble size is subject to large fluctuations: quite large bubbles are observed among the fine bubbles; their average diameter ranges from 2.5 to 60 μm. It should be noted that the bubbles in the glazes are distributed nonuniformly; individual formations with diameter up to 100 μm are also encountered.
The nature of and the conditions for the appearance of bubbles have not be determined precisely: bubbles can be due to gas released from the glaze itself or they can enter the glaze from unmelted particles of porcelain insulator cullet.
It is known [3] that bubbles can appear because of incompleteness of the dehydration of hydromicas (800 – 1200°C) present in the feldspar raw material. However, microscopic studies have shown that characteristic transparent or semitransparent flakes, identifying minerals belonging to this group, are not found in the Finnish feldspar used. In addition, differential scanning calorimetry performed with a DSC 404 F1 Pegasus (Netzsch Co., Germany) differential scanning calorimeter attests that decomposition processes in raw glaze compositions are completed before 850°C. In addition, the mix remains practically thermally inert up to the melting onset temperature (of the order of 1100°C), which creates favorable conditions for coating formation in the interval 1280 – 1300°C (Fig. 4).

Differential scanning calorimetry curve of a region-2 raw composition of a glaze.
The appearance of bubbles could be also associated with the incompleteness of processes that soften the porcelain cover layer below the temperature interval corresponding to fusing of the glaze. Analysis of the results of electron-microscopic investigations showed that the bubbles are represented by finely disseminated inclusions (Fig. 3 a ), which, evidently, does not permit complete melting of the particles of porcelain insulator cullet during heat-treatment of the coating. This supposition is confirmed by local chemical analysis at the formation site of a defect (the points T.1 and T.2 in Fig. 3 b ), which showed that the chemical composition of the defect was completely analogous to that of the porcelain.
An Analizette 22 (FRITCH Co., Germany) laser particle microanalyzer was used to study the granulometric composition of glaze suspensions for different milling times in order to determine the effect of the degree of milling of the porcelain-insulator cullet on the coating quality. The results for glaze slip obtained by milling for 40 min (a) and 80 min (b ) are presented in Fig. 5.

Granulometric composition of glaze slip obtained by milling for 40 min (a) and 80 min (b ).
It was determined that with 40-min milling the glaze slip is characterized by a nonuniform particle distribution: the particle size reaches 40 μm and the large fraction with average diameter 14 μm predominates. As the milling time increases to 80 min the content of the average fraction increases and at the same time the large-fraction amount increases; the maximum particle size decreases to 24 μm.
The significant content of large particles with shorter milling time is probably one reason for the appearance of pinholes on the surface of the glaze. This is because higher firing temperatures or longer soaking times at the maximum temperature are required for the large particles to dissolve completely.
Investigations studying the effect of the soaking time of glaze coatings at the maximum firing temperature on the surface texture of insulators were also performed. It was determined that increasing the soaking time at the maximum temperature 1250 ± 20°C to 90 min results in smaller gas bubbles, but it does not rule out their complete vanishing. It can be concluded that the technological factor determining the quality of the glaze coating is the granulometric composition of the suspension.
Microscopic studies have established that crystallization of glazes is observed in a region bounded by the following raw content within the following limits (%): feldspar 45.0 – 57.5; dolomite 27.5 – 37.5; and, quartz sand 0 – 10 (region 3). Photographs of the crystallized sections of the glazes belonging to this region are presented in Fig. 6.

Optical microscopic photographs (×100) of the surface of coatings with region-3 compositions.
The data analysis showed that quite large new formations in the form of large star-like spherolites are observed in the surface of the coatings, and crystalline matter is incorporated into a glassy phase, which indicated the possibility of solid solutions being formed.
X-ray phase analysis (D8 AD-VANCE diffractometer, Bruker Co., (Germany)) was performed in order to identify the nature of the crystal phase of glaze coatings distinguished by the most intense crystallization. The Joint Committee on Powder Diffraction Standards 2003 international card file and the software DIFFRACT PLUS (Bruker Co.) were used to identify the crystalline phases. A fragment of the diffraction pattern of the coatings investigated is presented in Fig. 7.

Fragment of the diffraction pattern of a crystallized glaze coating.
It should be noted that the glaze is practically x-ray amorphous; characteristic diffraction peaks at angles 29 – 33 Å, identified as solid solutions based on diopside, are observed. This is confirmed by the fact that the chemical composition of the glazes in this region corresponds to the computed ratio SiO2 : CaO : MgO for diopside. The distinct wavy character of the background on the diffractometer curve shows that the glazes are represented predominately by a glassy phase, and the content of the crystalline phase is low.
The crystallization of diopside, a pyroxene-class silicate, promotes high microhardness for region-3 glazes, which fall into the range 7200 – 7500 MPa, compared with the values 4700 – 5150 MPa, characterizing the microhardness of region-1 and -2 coatings.
It was determined that the texture of the synthesized glazes depends mainly on the content of alkali and alkalineearth metals in the raw compositions. It should be noted that the alkali metal content changed very little (7 – 8.5%), while the content of alkaline-earth oxides of calcium and magnesium varied over wide limits from 8.6 to 20.0%. It was found that active crystallization of the glazes is observed for total oxide content RO + R2O above 25% (where RO = CaO + MgO; R2O = K2O + Na2O), which corresponds to the concentration conditions for diopside crystallization. This leads to matted surfaces and lower sheen indices of the coatings to 18 – 25%. Comparing this diagram with the raw diagram it can be concluded that this region of compositions corresponds to the region with high (>25%) dolomite content.
A defective surface of glazes that is characterized by an elevated bubble count is observed to form at SiO2 content 62.8 – 67.0% and simultaneously high content of alkalineearth and alkali metal oxides, which probably promotes an increase of the viscosity of glazes and impedes the removal of gases during firing of porcelain insulators.
It was determined that the oxide ratios 65.25 – 62.75% SiO2, 19.75 – 22.4% Al2O3, 19.5 – 22.0% RO + R2O give glazes with the required technological characteristics, which promotes the formation of a defect-free, smooth, shiny coating.
A complex of the physical-chemical properties making it possible to determine their correspondence to the requirements of the regulatory and technical documentation was studied for glaze coatings in the optimal region.
The dielectric properties of the samples were measured by the standard method at the industrial frequency 50 Hz. The coatings manufactured using the raw compositions developed are characterized by specific volumetric electric resistance (3.2 – 5.6) × 1012 Ω · m; in addition, it was observed that the indices of this property increase very little with increasing content of the alkaline-earth metals. This is associated because the content of alkaline-earth metals Mg2+ and Ca2+, characterized by large ionic radii, which retard the motion of the charge carriers Na+ and K+, thereby lowering the electric conductivity of the system and increasing the electric resistance, predominates in the raw compositions.
The matching of the linear thermal expansion coefficients (CLTE) of glaze and porcelain, determining the increase in the mechanical strength of insulators and their high quality, is important in the production of porcelain articles. The CLTE of coatings lies in the range (6.05 – 6.65) × 10–6 K–1, which promotes high heat resistance of the finished products.
In summary, these investigations of the development of compositions for glaze coatings used for the production of ceramic high-voltage porcelain insulators have confirmed that the surface texture is mainly a function of the chemical composition and is determined by the quantitative ratio of the oxides. The high total content (>25%) of alkaline-earth and alkali metal oxides in the compositions studied promotes crystallization of the coatings due to the formation of solid solutions based on diopside.
It was shown that the granulometric composition of the glaze suspension and the temperature–time regimes of the coatings determine the character of defects in the form of pinholes on their surface, which are caused mainly by the incompleteness of the melting of the porcelain-insulator cullet. The size of the particles of glaze slip has a large effect on the texture of a coating: the milling time of the raw components of the glaze must ensure absence of particles larger than 20 μm; the result is complete vanishing of the pinholes and a smooth shiny surface of the glaze.
These investigations have made it possible to identify the region of raw compositions which is delimited by the content of components within the following limits (%): feldspar 60.0 – 65.0; dolomite 15.0 – 20.0; quartz sand 0 – 10 with kaolin content 2% and porcelain cullet 13%. Heat-treatment of such a composition results in the formation of smooth, shiny, defect-free coatings with the requisite dielectric properties.
A smooth surface of ceramic insulators also predetermines higher capacity for self-cleaning in the presence of high contamination. Even in such a medium insulators have stable results in discharges and short circuits and high resistance to corrosion in acidic and alkaline media.
Notes
Here and below, the content by weight, wt.%.
References
I. G. Khizanishvili and G. G. Gaprindashvili, “Andesite glaze for high voltage insulators,” Steklo Keram., No. 4, 32 – 33 (1966); I. G. Khizanishvili and G. G. Gaprindashvili, “Andesite glaze for high voltage insulators,” Glass Ceram., 23(4), 202 – 203 (1966).
V. P. Barzakovskii and S. K. Dubrovo, Physical-Chemical Properties of High-Voltage Porcelain [in Russian], Izd. Akad. Nauk SSSR, Moscow (1953).
T. L. Neklyudova and S. A. Akent’ev, “Decreasing pinhole defect formation probability on cobalt feldspar glazes for porcelain production,” Steklo Keram., No. 3, 16 – 17 (2011); T. L. Neklyudova and S. A. Akent’ev, “Decreasing pinhole defect formation probability on cobalt feldspar glazes for porcelain production,” Glass Ceram., 68(3 – 4), 85 – 86 (2011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Steklo i Keramika, No. 7, pp. 29 – 33, July, 2015.
Rights and permissions
About this article

Cite this article
Levitskii, I.A., Poznyak, A.I. & Nadudik, A.A. Transparent Glazes for High-Voltage Porcelain. Glass Ceram 72, 253–257 (2015). https://doi.org/10.1007/s10717-015-9767-6
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10717-015-9767-6