
Abstract
The current study presents the fatigue crack growth behaviour of titanium alloy Ti6Al4V parts manufactured by selective laser melting (SLM), obtained as standard 6 mm thick compact specimens (CT). Both the crack propagation under constant amplitude loading and the transient crack growth behaviour after the application of overloads were studied. The effect of the mean stress and the transient retardation behaviour were analysed using the crack closure parameter, obtained both by compliance and digital image correlation techniques. A reduced crack closure level for the stress ratio \(\hbox {R}=0\) was detected and for \(\hbox {R}=0.4\) no crack closure was observed. The digital image correlation technique showed better results in the Paris regime and during the transient retardation behaviour. The overload application produced crack growth retardation due to the increase of the crack closure effect. The failure surfaces showed a transgranular crack growth in \(\upbeta \) phase contouring the martensitic \(\upalpha \) phase.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Selective laser melting (SLM) is an additive manufacturing (AM) technology, and refers to a process by which digital 3D design data is used to build up a component in layers by depositing fine powder material. This process, firstly used in plastic prototypes production, becomes nowadays increasingly used for producing complex shape parts and functionally graded materials (FGM) in metals, namely in stainless and maraging steels, aluminium, titanium, cobalt and super Ni alloys, and also in composites.
The titanium Ti6Al4V alloy is a light alloy characterized by excellent mechanical properties and corrosion resistance combined with low specific weight and potential biocompatibility, commonly used in biomedical, aeronautical and other high-performance engineering applications, for example: motorsports and automotive components, as was characterized by Guo and Leu (2013), Petrovic et al. (2011) and Murr et al. (2010).
The mechanical properties of selective laser melting (SLM) materials have been abundantly studied in recent years, mainly focused on the influence of sintering parameters and the selection of metal powder on the microstructure of the sintered parts. These studies state that for some materials, SLM parts are able to offer static mechanical properties comparable to the properties of conventionally produced parts from bulk materials (Abe et al. 2001). Fatigue behaviour has been studied in detail in recent years and shows that the fatigue process of AM materials is mainly driven by porosity defects, surface roughness and residual stresses. The influence of surface roughness on fatigue performance has been investigated for Ti6Al4V, for example, by Wycisk et al. (2014) and Edwards and Ramulu (2014), showing the high negative influence of surface roughness and internal defects (insufficient fusion and surface porosity) in the fatigue limit strength. The authors (Borrego et al. 2018) studied the notch effect on the fatigue strength of Ti6Al4V specimens produced by SLM and concluded that, this titanium alloy showed an important notch sensibility that increases when the notch zone presents superficial defects.
Given the increased use of this titanium alloy in the production by SLM of functional components, analysis of the fatigue crack growth behaviour becomes an interesting and useful topic leading to a growing understanding of the phenomenon in this material, which aims to allow a high security of the components in service. Chen et al. (2018) studied an extra-low-interstitial titanium alloy (Ti6Al4V ELI), produced by conventional processes, under overload conditions during the crack growth using the digital image correlation technique (DIC). These authors reported that the DIC technique was used to evaluate the crack-tip deformation fields, as well as the crack opening process and, therefore, evaluate the crack closure phenomena. Moreover, the overload application conduced to fatigue crack growth retardation, being the crack closure phenomenon and the tortuous crack path responsible for the crack growth retardation.
Konečná et al. (2017) studied the growth of long fatigue cracks in Ti6Al4V alloy manufactured by SLM sintering and subsequent stress relieving at \(380\,^{\circ }\hbox {C}\) for 8 h under loading conditions with a stress ratio \(\hbox {R}=0.1\). The studied Ti6Al4V alloy does not exhibit dependence of the tensile properties and long fatigue crack growth on the build direction. The crack growth rates and the crack propagation threshold are comparable with those determined for conventionally manufactured alloys. Fatigue crack growth takes place in a transgranular mode by cyclic damaging of acicular \(\upalpha ^{\prime }\)-martensite within the plastic zone and the original \(\upbeta \) grain boundaries do not play an important role in the crack growth process.
Leuders et al. (2013) researched the fatigue crack propagation (\(\hbox {R}=0.1\)) in Ti6Al4V alloy specimens produced by SLM in two different directions. This study revealed that the build direction does not have an important influence in the crack growth properties and obtains a similar fatigue threshold value (as Chen et al. 2018) for specimens heat treated in vacuum or under Argon atmosphere at \(800\,^{\circ }\hbox {C}\) for 2 h. Besides, the material behaviour is directly related to its microstructure and can be modified by heat treatment, because the as-built condition presents an unfavourable microstructure due to the initially formed \(\upalpha ^{\prime }\)-martensite. The internal porosity has a prejudicial effect in high cycle fatigue, leading its reduction to a higher crack initiation period.

Dimensions of specimens (mm), load and build direction
The main objective of this work is to evaluate the effect of the mean stress on the stable crack propagation. Both the propagation under constant amplitude loading and the transient crack growth behaviour after the application of overloads were studied. Furthermore, the crack closure effect is estimated in both conditions.
2 Experimental procedure
Fatigue crack growth experimental work was performed using 6 mm thickness compact tension (CT) specimens according to ASTM E647 (2016) recommendation. Figure 1 presents the main specimens dimension, the load and build direction. The specimens were produced by Lasercusing®, with layers growing towards the direction of the loading application. The samples were produced using a ProX DMP 320 high-performance metal additive manufacturing system, incorporating a 500 w fiber laser. Layers of \(30 \,\upmu \hbox {m}\) thickness were used to produce the samples using Ti6Al4V alloy powder with an average particle size of \(40 \,\upmu \hbox {m}\).
Metal powder was the Titanium Ti6Al4V Grade 23 alloy, with a chemical composition, according with the manufacturer, indicated in Table 1. After selective laser melting manufacturing, the specimens were machined and polished for the final geometry and dimensions shown in Fig. 1. Afterwards, the specimens were subjected to a heat treatment with the purpose to reduce the residual stresses. The applied treatment consisted of slow and controlled heating up to \(670\,^{\circ }\hbox {C}\), followed by maintenance at \(670\,^{\circ }\hbox {C}\pm 15\,^{\circ }\hbox {C}\) for 5 h and finally by cooling to room temperature in air.
One face of the specimen was prepared according to the standard metallographic practice (ASTM Standard E3 ASTM 2011) for precise crack observation, as well as, for metallographic analysis (microstructure and crack path) through a chemical attack by Kroll’s reagent, and afterwards observed using a Leica DM4000 M LED optical microscope.
The mechanical properties of the current alloy, obtained by tensile testing in round specimens, were: a ultimate tensile strength of 1144 MPa, a yield stress of 950 MPa and a Young’s modulus of 120 GPa. The average hardness, 358 HV1, was determined according to the ASTM E384-11e1 (2011) standard. Fatigue tests were carried out, in agreement with ASTM E647 (2016) standard, at room temperature using a 10 kN capacity Instron EletroPuls E10000 machine, at constant amplitude load with a frequency of 10 Hz, stress ratios of \(\hbox {R} = 0.05\) and \(\hbox {R}=0.4\). All tests were carried out under load control. The crack length was measured using a travelling microscope (45\(\times \)) with an accuracy of \(10 \,\upmu \hbox {m}\). Crack growth rates under constant amplitude loading were determined by the incremental polynomial method using five consecutive points. The results are displayed as da/dN versus \(\Delta \hbox {K}\) curves.
The effect of tensile overloads was evaluated in the Paris regime at \(\hbox {R}=0.05\). Single tensile overloads were also performed under load control, at a \(\Delta \hbox {K}\) baseline level, \(\Delta \hbox {K}_{\mathrm{BL}}\), of 9 and \(14 \hbox { MPa}\surd \hbox {m}\) with an overload ratio equal to 2 and at \(\Delta \hbox {K}_{\mathrm{BL}}=20\hbox { MPa}\surd \hbox {m}\) for an overload ratio equal to 1.5. The overload ratio is defined as:
where \(\Delta \hbox {K}_{\mathrm{OL}}\) and \(\Delta \hbox {K}_{\mathrm{BL}}\) are the peak overload stress intensity factor range and the baseline stress intensity factor range before the overload application, respectively.
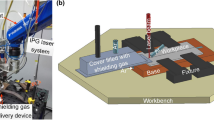
Crack growth rates before and after overloading were determined by the slope of the line of the two consecutive points. The results were displayed as da/dN versus \(\Delta \hbox {K}\) curves. The load-displacement data was acquired at specific crack length increments, for both cases (constant amplitude and overloading conditions). The displacement was obtained through two different systems: using a extensometer, model MTS, with a a maximum displacement of ± 2.5 mm, and an Allied Vision Stingray camera (\(20+75\) mm) to take images and posteriorly process them by digital image correlation (DIC) with the GOM correlate software. Figure 2 shows the position of the extensometer in relation to the specimens. This figure also shows the face of the specimen painted with the black and white pattern required for the DIC process.

Image of the extensometer position in relation to the specimen crack tip
Using the load and displacement data, it is possible to quantify the crack-opening load (\(\hbox {P}_{\mathrm{op}}\)) through the correlation coefficient maximization (Allison et al. 1988). It consists of taking the upper 10% of the load-displacement data and calculating the least-squared correlation coefficient. The next data pair is then added, the correlation coefficient is again computed, and this procedure is repeated for the whole data set. The point at which the correlation coefficient reaches a maximum can then be defined as \(\hbox {P}_{\mathrm{op}}\) and this point represent the slope change on the load-displacement data. Once obtained, \(\hbox {P}_{\mathrm{op}}\), the fraction of the load cycle for which the crack remains fully open, can be represented by the load ratio parameter, U, calculated by the following Equation:
The correlation coefficient maximization process to detect \(\hbox {P}_{\mathrm{op}}\) was used in both acquisition load-displacement data systems. Figure 3 shows the sequence for the DIC process (to obtain \(\hbox {P}_{\mathrm{op}}\)) which monitors the crack opening displacement in all crack front region. In current work, the opening displacement was measured at \( 250 \,\upmu \hbox {m}\) from the crack tip (as shown in Fig. 3a) using GOM correlate software with a virtual extensometer of \(125 \,\upmu \hbox {m}\) , by analysing photographs captured with 1 frame/s. Figure 3a presents a digital image of the crack tip. Then, with the applied load monitored by the machine controller and the opening displacement collected by digital image (or by the extensometer measurement), load-crack opening displacement curves can be plotted (Fig. 3b). Finally, the curves of the correlation coefficient against the applied load, can be derived and plotted (Fig. 3c). The main difference in both methods is that the extensometer records the load-displacement data remotely, increasing the distance to the crack tip with crack growth.
Finally, the surfaces of broken specimens were observed using a Philips XL30 SEM microscope.

Method for opening load calculation: a digital image correlation; b load–displacement curve; c correlation coefficient determination
3 Results and discussion
3.1 Metallographic analysis
Figure 4 presents the microstructure for the SLM Ti6Al4V alloy showing an acicular morphology. The microstructure presents planes that are parallel to the build direction, characterized by primary columnar \(\upbeta \) grains (blue arrow), which transformed during fast solidification to fine needles of a martensitic phase \(\upalpha \) (or \(\upalpha ^{\prime }\)) (red arrow), the elongated \(\upbeta \) grains having the length of several building layers. Greitemeier et al. (2017) observed the same type of morphology for similar material and manufacturing processes.

Microstructure for SLM Ti6Al4V alloy

Effect of mean stress on the da/dN–\(\Delta \hbox {K}\) curves for \(\hbox {R}=0.05\), \(\hbox {R}=0.4\) and comparison with Konečná et al. (2017) data
3.2 Fatigue crack growth under constant amplitude
The effect of the mean stress was studied under constant amplitude loading. Figure 5 summarizes the da/dN–\(\Delta \hbox {K}\) curves obtained for \(\hbox {R}=0\) and \(\hbox {R}=0.4\) in the Paris regime and also in the near threshold region. These results show a similar tendency than the one observed for conventional metal alloys and also by Greitemeier et al. (2017) for AM Titanium Ti6Al4V alloy, presenting a moderate effect of the mean stress on the crack propagation rate and on the fatigue threshold value. The crack growth rate da/dN increases with the stress ratio R and the threshold values decrease when the stress ratio changed from 0.05 to 0.4.
Figure 5 also superimposes the results obtained by Konečná et al. (2017) and Greitemeier et al. (2017) for comparison. Konečná et al. (2017) work data presents a slightly higher crack growth rate in the Paris regime (regime II) and a more significant higher propagation in the near threshold region (regime I). This behaviour is attributed to the significant lower temperature of the heat treatment applied by these authors, which probably resulted in a microstructure with more significant lower crack growth resistance in comparison to the specimens analysed in the current study when submitted to the heat treatment described previously.
On the other hand, the data in Greitemeier et al. (2017) presents a higher crack growth rate in the Paris regime (regime II) but a similar fatigue threshold value (\(3.2\hbox { MPam}^{1/2}\)) when comparing with the present work. This behaviour can be attributed to the lower cooling time applied in the annealed treatment that induced lower amount of coarse lamellar and equiaxed structures that influence the regime II.
Table 2 summarizes the values of the Paris law constants and fatigue threshold values obtained for the different samples tested under constant amplitude loading, considering da/dN in mm/cycle and \(\Delta \hbox {K}\) in \(\hbox {MP}\surd \hbox {am}\).
The moderate effect of the mean stress on the crack propagation rate and on the threshold value, can be explained by the difference between the crack closure levels for the tests at \(\hbox {R}=0.4\) and \(\hbox {R}=0.05\). Figure 6 presents the U values obtained under \(\hbox {R}=0.05\) from both data acquisition methods, extensometer (Fig. 6a) and DIC (Fig. 6b). Figure 6a, b shows that both methods can be used to evaluate the crack closure levels in the Paris law regime II (regime II). However, in the near threshold region (regime I) the DIC method does not yield the correct U parameter for \(\Delta \hbox {K}\) values near the threshold. This is not surprising, because the crack opening displacement in this region is too small to be detected with accuracy by the DIC method. Therefore, the U values obtained in this zone are not considered to have great precision.

Load ratio parameter U against \(\Delta \hbox {K}\): a extensometer and b DIC. \(\hbox {R}=0.05\)
On the other hand, Fig. 7 presents the U values obtained from both data acquisition methods: extensometer (Fig. 7a) and DIC (Fig. 7b), measured under \(\hbox {R}=0.4\) tests. It is noteworthy that for regime II parameter U is equal to 1, meaning that no crack closure is detected.

Load ratio parameter U against \(\Delta \hbox {K}\): a extensometer and b DIC. \(\hbox {R}=0.4\)
Table 3 summarizes the average values of the measured U parameter. As referred to previously, the moderate effect of the mean stress on the crack propagation rate and on the threshold values, can be explained by the difference between the crack closure levels measured under \(\hbox {R}=0.4\) and \(\hbox {R}=0.05\). When comparing the U values obtained for the different stress ratios, it can be observed that the U parameter for \(\hbox {R}=0.4\) is equal to 1 and for \(\hbox {R}=0.05\) presents smaller values than unit, regardless of the measurement method used. Therefore, the crack growth behaviour under \(\hbox {R}=0.05\) is affected by the crack closure phenomenon, mainly caused by the plasticity induced closure, which leads to a lower \(\Delta \hbox {K}\) driving force at the crack tip and, consequently, to lower crack growth rates than for \(\hbox {R}=0.4\).
In the near threshold zone (regime I) when the crack growth behaviour ceases to be approximately linear the da/dN–\(\Delta \hbox {K}\) curves present a deflection towards the threshold values (see Fig. 5). At low \(\Delta \hbox {K}\) levels the effect of crack closure increases because the maximum plastic zone size is typically smaller than the characteristic microstructure dimension, promoting a crystallographic fracture and leading to a tortuous crack path, which induces a mixed-mode sliding of crack face and the mismatch between the crack asperities inducing a premature contact also generating significant roughness induced crack closure.
The average U values under \(\hbox {R}=0.05\) in the Paris region (regime II) obtained by both methods are similar, namely \(\hbox {U}=0.968\) measured by the compliance technique and \(\hbox {U}=0.931\) obtained by the DIC method. Therefore, the normalised load ratio parameter level obtained by the DIC method is only approximately 4% lower in comparison to the one measured by the compliance technique. This observation is in agreement with Chen et al. (2018), who suggested that the U values obtained by the DIC method are more accurate given that the displacements are measured closely to the crack tip.
In the near threshold regime (regime I) the tendency is reversed, the lower values of the load ratio parameter U, \(\hbox {U}_{\mathrm{th}}\), were obtained by the compliance technique (extensometer method) and the U values between both methods are quite different. It is important to notice that in this region the U values obtained for the DIC method are not very precise for the reasons previously described.
Using the Eq. 3 for \(\hbox {R}=0.05\) in the Paris regime (regime II), it is possible to calculate the da/dN–\(\Delta \hbox {K}_{\mathrm{eff}}\) curve, were the effective stress intensity factor range, \(\Delta \hbox {K}_{\mathrm{ef}}\), initially proposed by Elber (1971), is given by the expression
The comparison between the da/dN–\(\Delta \hbox {Kef}\) and da/dN–\(\Delta \hbox {K}\) curves is plotted in Fig. 8 for \(\hbox {R}=0.4\) and \(\hbox {R}=0.05\), with \(\hbox {U}=0.931\) (DIC method) for \(\hbox {R}=0.05\) and \(\hbox {U}=1\) for \(\hbox {R}=0.4\). it is clearly observed that the application of the U parameter shifts the da/dN–\(\Delta \hbox {K}\) curve for \(\hbox {R}=0.05\) towards the da/dN–\(\Delta \hbox {K}\) curve for \(\hbox {R}=0.4\). Moreover, the da/dN–\(\Delta \hbox {Kef}\) curve is coincident to the da/dN–\(\Delta \hbox {K}\) curve for \(\hbox {R}=0.4\). Therefore, the crack closure phenomenon by itself permits the reduction of the two da/dN–\(\Delta \hbox {K}\) curves to a unique curve da/dN–\(\Delta \hbox {K}_{\mathrm{eff}}\) independent of the stress ratio R.

da/dN–\(\Delta \hbox {K}_{\mathrm{ef}}\) and da/dN–\(\Delta \hbox {K}\) curves for \(\hbox {R}=0.4\) and \(\hbox {R}=0.05\)
3.3 Transient crack growth behaviour after overloading
Figure 9 presents the analysis of the transient crack growth behaviour after the application of single tensile overloads applied at \(\Delta \hbox {K}\) baseline levels of 9 and \(14\hbox { MPa}\surd \hbox {m}\) with \(\hbox {OLR} = 2\) and at \(\Delta \hbox {K}_{\mathrm{BL}} = 20\hbox { MPa}\surd \hbox {m}\) for an overload ratio equal to 1.5. In all cases the stress ratio was \(\hbox {R}=0.05\). The first overload applied shows only a small effect in the crack growth behaviour, while the second and third overloads clearly induced a drastic reduction on the fatigue crack growth rate.

Effect of overload application in the da/dN–\(\Delta \hbox {K}\) curve
This reduction leads to crack growth retardation in the fatigue life in comparison to the da/dN–\(\Delta \hbox {K}\) baseline curve. Figure 10 shows the crack length against \(\Delta \hbox {K}\), for all overloads applied, which indicates that the effect of the first overload applied is negligible relatively to an eventual crack growth retardation caused. On the contrary, the second and third overload application resulted in a very significant crack growth retardation. This increase in life was 24710 cycles and 3626 cycles, for the overload with \(\hbox {OLR} = 2\) applied at \(\Delta \hbox {K}_{\mathrm{BL}} = 14\hbox { MPa}\surd \hbox {m}\) and the one with \(\hbox {OLR} = 1.5\) applied at \(\Delta \hbox {K}_{\mathrm{BL}} = 20\hbox { MPa}\surd \hbox {m}\), respectively. Both increases were calculated through the difference between the fatigue life after the overload until the fatigue crack growth resume the da/dN–\(\Delta \hbox {K}\) baseline behaviour (constant amplitude) and the fatigue life without overload (constant amplitude). It is clear, that similar to that observed in other materials (Borrego et al. 2003) the crack retardation increases with the magnitude of the applied overload.

Crack length against \(\Delta \hbox {K}\) curve for all the overloads applied
The retardation behaviour after overload application is usually attributed to the crack closure effect induced by the crack wake plasticity as reported by several researchers, for example Borrego et al. (2003) and (2005) for AlMgSi1 aluminium alloy, by Borrego et al. (2010) for other aluminium alloy and by Shin and Hsu (1993) for steels. On the other hand, Chen et al. (2018) attributed this behaviour to the effect of two phenomena: the plastic crack tip, which leads to the crack closure induced by plasticity at the crack wake and crack tip opposite residual stress field. In this sense, the crack closure levels before and after overload application were evaluated.
Figure 11 depicts the U parameter values calculated for each overload after experimental measurement of the crack opening load as previously describe. The corresponding average crack closure level determined under constant amplitude loading is also superimposed in the figure for comparison. Figure 11a–c correspond to the first, second and third overloads, namely overloads applied with \(\hbox {OLR}=2\) at \(\Delta \hbox {K}_{\mathrm{BL}}\) of 9 and \(14\hbox { MPa}\surd \hbox {m}\) and with \(\hbox {OLR}=1.5\) at \(\Delta \hbox {K}_{\mathrm{BL}}=20\hbox { MPa}\surd \hbox {m}\), respectively. It is important to notice that the results presented in Fig. 11 were obtained by the DIC method.
Figure 11a shows that in practice the overload did not alter the crack closure levels when compared with the average U value obtained under constant amplitude loading. Therefore, a small effect of this overload in the crack growth behaviour is to be expected as indeed observed in Fig. 9. The other overloads analysed (Fig. 11a, b) showed a significant decreased in the U parameter values after the overload application, i.e., an increment in the crack closure levels, leading to a decrease in the fatigue crack growth rate (see Fig. 9) and consequently to a retardation on the fatigue crack propagation life. In both cases, the U parameter decrease goes through a short transient period during the overload effect returning to the averages U value obtained under constant amplitude loading.

Crack closure levels due to overload application. a\(1{\mathrm{th}}\) overload, \(\hbox {OLR}=2\) and \(\Delta \hbox {K}_{\mathrm{BL}}=9\hbox { MPa}\surd \hbox {m}\); b\(2{\mathrm{nd}}\) overload, \(\hbox {OLR}=2\) and \(\Delta \hbox {K}_{\mathrm{BL}}=14\hbox { MPa}\surd \hbox {m}\); c\(3{\mathrm{rd}}\) overload \(\hbox {OLR}=1.5\) and \(\Delta \hbox {K}_{\mathrm{BL}}=20\hbox { MPa}\surd \hbox {m}\)
3.4 Crack path and failure surfaces analysis
Figure 12 presents the typical profile of the crack path observed at the surface of the specimens. This figure also shows the microstructure described in Sect. 3.1 and it is clearly shows a torturous crack path with deflections and bifurcations. This behaviour probably has a significant role during the closing of the fatigue crack. Even the small mismatch between the matting crack faces can promote premature contact leading to increase of the roughness induced crack closure effect. The crack propagation occurs in a transgranular way at surface, crossing both microstructure phases.

Crack path
As already mentioned the failure surfaces were analysed by scanning electron microscopy to identify the mechanisms of crack propagation in both constant amplitude loading, as well as in the overload application conditions analysed. Figure 13 depicts an image taken from the failure surface in the Paris regime (regime II). The crack growth occurs mostly transgranular in the columnar \(\upbeta \) grains but contouring the martensitic phase \(\upalpha \) (a few marked by black arrows).
The near fatigue threshold region is shown in Fig. 14. A higher surface roughness aspect, typical of crystallographic fracture, is observed, which can lead to an increase of the crack closure induced by roughness in this region.

SEM image of failure surface in the Paris regime

SEM image of failure surface in the fatigue threshold region
Finally, Fig. 15 shows a SEM image of the fracture surface were a 100% intensity overload (\(\hbox {OLR}=2\)) was applied at \(\Delta \hbox {K}_{\mathrm{BL}} = 14\hbox { MPa}\surd \hbox {m}\). In this Figure the crack front is marked by black arrows. The region after and before the overload application is similar especially since no smeared zone is observed after the overload application (Borrego et al. 2008) which can explain the short crack growth transient regime after the overload application.

SEM image of the failure surface at the zone were an overload with \(\hbox {OLR}=2\) was applied at \(\Delta \hbox {K}_{\mathrm{BL}} = 14\hbox { MPa}\surd \hbox {m}\)
4 Conclusions
The current work evaluated the effect of the mean stress on the crack propagation under constant amplitude loading and the transient crack growth behaviour after the application of single peak overloads on Ti6Al4V specimens produced by SLM. The following conclusions can be drawn:
AM Titanium Ti6Al4V alloy, exhibits a moderate effect of mean stress on the crack propagation rate;
A reduced crack closure level was observed for \(\hbox {R}=0\), corresponding to an opening load smaller than 10% of \(\hbox {P}_{\mathrm{max}}\) in all \(\Delta \hbox {K}\) range. For \(\hbox {R}=0.4\) no crack closure was detected;
The digital image correlation can be a good solution to detect the crack closure effect under constant amplitude loading in the Paris law regime and transient regime after the application of overloads;
Single tensile overloads promote only a short transient crack growth rate period, which increases with the baseline \(\Delta \hbox {K}\) value. Overloads with \(\hbox {OLR}=2\) only show a retardation effect depending of the baseline \(\Delta \hbox {K}\) value. Even for the higher baseline \(\Delta \hbox {K}\) value analysed, the effect of the application of one overload with \(\hbox {OLR}=1.5\) was quite reduced;
The fatigue crack closure induced by plasticity seems the main reason for the crack retardation after overload application in the Paris law region;
Fatigue failure showed an irregular surface, with significant plastic deformation and secondary cracking, with mixed crack path in boundary or crossing the acicular grains.
References
Abe F, Osakada K, Shiomi M, Uematsu K, Matsumoto M (2001) The manufacturing of hard tools from metallic powders by selective laser melting. J Mater Process Technol 111(1–3):210–13
Allison JE, Ku RC, Pompetzki MA (1988) A comparison of measurement methods and numerical procedures for the experimental characterization of fatigue crack closure. In: Newman JC Jr, Elber W (eds) Mechanics of fatigue crack closure, ASTM STP 982. American Society for Testing and Materials, Philadelphia, pp 171–85
ASTM E647 (2016) ASTM E647—standard test method for measurement of fatigue crack growth rates. ASTM B. Stand., 03(July):1–49. www.astm.org
ASTM Standard E3 (2011) Standard guide for preparation of metallographic specimens. ASTM International, West Conshohocken. https://doi.org/10.1520/E0003-11, www.astm.org
ASTM Standard E384 (2011) Standard test method for Knoop and Vickers hardness of materials. ASTM International, West Conshohocken. https://doi.org/10.1520/E0384-11E01, www.astm.org
Borrego LP, Ferreira JM, Costa JM (2003) Evaluation of overload effects on fatigue crack growth and closure. Eng Fract Mech 70(11):1379–1397
Borrego LP, Ferreira JM, Pinho da Cruz JM, Costa JM (2005) Fatigue crack growth in thin aluminium alloy sheets under loading sequences with periodic overloads. Thin-Wall Struct 43(5):772–788
Borrego LP, Ferreira JM, Costa JM (2008) Partial crack closure under block loading. Int J Fatigue 30:1789–1796
Borrego LP, Costa JM, Antunes FV, Ferreira JM (2010) Fatigue crack growth in aluminium alloys. Eng Failure Anal 17:11–18
Borrego LP, Ferreira JAM, Costa JDM, Capela C, de Jesus J (2018) A study of fatigue notch sensibility on titanium alloy Ti6Al4V parts manufactured by selective laser melting. Procedia Struct Integr 13:1000–1005
Chen C, Ye D, Zhang L, Liu J (2018) DIC-based studies of the overloading effects on the fatigue crack propagation behaviour of Ti-6Al-4V ELI alloy. Int J Fatigue 112:153–164
Edwards P, Ramulu M (2014) Fatigue performance evaluation of selective laser melted Ti-6Al-4V. Mater Sci Eng A 598:327–337
Elber W (1971) The significance of fatigue crack closure. Damage tolerance in aircraft structures. ASTM STP 486, American Society for Testing and Materials, Philadelphia, pp 230–242
Greitemeier D, Palm D, Syassen F, Melz T (2017) Fatigue performance of additive manufactured Ti-6Al-4V using electron and laser beam melting. Int J Fatigue 94:211–217
Guo N, Leu MC (2013) Additive manufacturing: technology, applications and research needs. Front Mech Eng 8:215–243
Konečná R, Kunz L, Bača A, Nicoletto G (2017) Long fatigue crack growth in Ti6Al4V produced by direct metal laser sintering. Procedia Eng 160:69–76
Leuders S, Thöne M, Riemer A, Niendorf T, Tröster T, Richard HA, Maier HJ (2013) On the mechanical behaviour of titanium alloy Ti6Al4V manufactured by selective laser melting: fatigue resistance and crack growth performance. Int J Fatigue 48:300–307
Murr LE, Gaytan M, Ceylan A, Martinez E, Martinez JL, Hernandez DH, Machado BI, Ramirez DA, Medina F, Collins S, Wickerb B (2010) Characterization of titanium aluminide alloy components fabricated by additive manufacturing using electron beam melting. Acta Materialia 58:1887–1894
Petrovic V, Gonzalez JVH, Ferrando OJ, Gordillo JD, Puchades JRB, Griñan LP (2011) Additive layered manufacturing: sectors of industrial application shown through case studies. Int J Prod Res 49:1061–1079
Shin CS, Hsu SH (1993) On the mechanisms and behaviour of overload retardation in AISI 304 stainless steel. Int J Fatigue 15:181–192
Wycisk E, Solbach A, Siddique S, Herzog D, Walther F, Emmelmann C (2014) Effects of defects in laser additive manufactured Ti-6Al-4V on fatigue properties. Phys Procedia 56:371–378
Acknowledgements
The authors would like to acknowledge the sponsoring under the Project No. 028789, financed by the European Regional Development Fund (FEDER), through the Portugal-2020 program (PT2020 and also acknowledge the Project No. 042536-18/SI/2018, financed by European Funds, through program COMPETE2020, under the Eureka smart label S0129-AddDies.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Jesus, J.S., Borrego, L.P., Ferreira, J.A.M. et al. Fatigue crack growth behaviour in Ti6Al4V alloy specimens produced by selective laser melting. Int J Fract 223, 123–133 (2020). https://doi.org/10.1007/s10704-019-00417-2
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10704-019-00417-2