
Abstract
Cotton fabrics are widely used in clothing, packaging, and medical applications because of their excellent comfort, breathability, and low cost. However, it poses a threat to use them in specific scenarios, where flame retardance and antibacterial activity are highly desired. In this work, we propose the functionalization route by using layer-by-layer assembly of polyethyleneimine (PEI), phytic acid (PA), iron (Fe3+), and aluminum (Al3+) ions on cotton fabrics. Interestingly, the modified cotton fabric showed good biocompatibility in the cell viability (> 70%) and hemolysis (< 3%) test. In addition to biocompatibility, the antibacterial performance was largely improved for the modified cotton fabric with the antibacterial efficacy of > 99% due to the presence of Fe3+ and Al3+ that work in a synergistic manner. In term of flame retardance, the modified cotton fabric exhibited self-extinguishing characteristics in vertical burning experiments, with the Limiting Oxygen Index (LOI) of 35.0%. The excellent flame-retardant property was further supported by the results in cone calorimetry test, thermal gravimetric analysis, and TG-IR test, elucidating the underlying mechanism that rapid formation of dense char layer by the thermal decomposition of PEI/PA/FeAl system is effective to prevent the spreading of flame and thus protect the cotton from burning. This work provides a strategy to achieve multifunctionality on cotton fabrics, which may inspire the design on other types of fabrics or materials for extended applications.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cotton, one of the most abundant natural fibers, can be easily processed into fabrics for various applications, such as apparel, furniture, automotive upholstery, and healthcare due to their good biodegradability, water absorption, breathability, skin-friendliness, and comfort, (Lambert et al. 2019). However, the flammability, as the Achilles heel of cotton fabrics, largely limits their applications in other fields (Li et al. 2021). Therefore, it is of great significance and interest to explore effective and green methods to improve the flame retardance of cotton fabrics with minimum intervention on their original properties.
Halogenated flame retardants have been intensively applied on cotton fabrics mainly because of their high flame-retardant efficiency with low content required. However, the decomposed products from halogen-containing flame retardants are usually toxic and bioaccumulative (Page et al. 2023), and thus this type of flame retardant has been banned in many countries since 2003 (Özer and Gaan 2022). With increasing attention on the ecosystem, various halogen-free flame retardants rich in nitrogen and phosphorus elements have been developed as environmentally friendly flame retardants (Horrocks 2011). As N-P flame retardants, Proban® CC (tetrakis (hydroxymethyl) phosphonium salt) and Pyrovatex® CP (N-hydroxymethyl-3-(dimethoxy-phosphine acyl) propionamide) (Yang et al. 2005; Horrocks 2011) are two commercially products for cotton fabrics with exhibiting excellent flame retardance and durability, but formaldehyde is inevitably released during production and application (Lazar et al. 2020), which is hazardous to the environment. It was reported that once the N-P flame retardant system was further combined with other functional groups or elements, the flame retardance of cotton fabrics could be enhanced through the synergistic interaction between flame-retardant elements (Kappes et al. 2016; Xu et al. 2019; Sun et al. 2021; Chen et al. 2021; Rao et al. 2021; Li et al. 2023; Ding et al. 2023).
Of various intumescent flame retardants (IFR), the composite flame retardant containing nitrogen and phosphorus elements is favorably adopted with the merits in low smoke and toxicity but high efficiency. (Osimitz et al. 2019). IFR functions to form a charcoal layer that protects the substrate from flames after a series of chemical reactions along with the combustion. Biomass-derived phytic acid (PA) is a non-toxic, sustainable, and environmentally friendly natural substance extracted from legumes and grains, consisting of six phosphate groups. When PA is applied to cotton fabric, it could induce the degradation of cellulose below 300 ℃, catalyze dehydration reactions, and facilitate carbonization during combustion (Chen et al. 2015). Hence, a protective layer can be rapidly formed on the fabric treated by PA before the orderly decomposition of the fabric (Sykam et al. 2021). However, it risks to degrade the cellulose solely using PA as the flame-retardant component and interestingly this issue can be well addressed by combining itself with amine-functionalized molecules or polymers (Barbalini et al. 2020; Sykam et al. 2021) in an IFR system. The negative charges enable the PA to closely bind with amine compounds (such as polyethyleneimine, PEI) carrying positive charges through electrostatic interaction to form flame retardants of the P-N system (Fang et al. 2019, 2020; Ye et al. 2021). PEI, polycations with abundant amine groups, are capable of interacting with polyanions to form the flame-retardant complex system. The PA and PEI system was reported by Cheng et al. (2019) as a polyelectrolyte complex, which was prepared at pH 1.5 and added onto the surface of wool fabric with an insoluble flame-retardant coating layer formed. Compared to the LBL (layer by layer) assembly, this coating process is more streamlined to exhibit stable flame-retardant properties on wool fabrics. As recently summarized by Holder et al. (2017), flame-retardant nanocoatings can be prepared by LBL deposition of positively charged PEI and negatively charged components, like poly phosphonium, phosphate graphene oxide, montmorillonite clay, and silica nanoparticles, to enhance the flame retardance of cotton, polyester, and cotton/polyester blended fabrics by suppressing the heat and smoke released from fabrics. Aluminum and iron are classified as flame-retardant elements and can be directly applied onto the surface of cotton fabrics. But their fair flame retardance and low washability make them hardly utilized independently as flame retardants. Interestingly, it was found that aluminum ions could synergize with phosphorus and nitrogen elements, demonstrating better flame retardant performance on cotton fabrics than those without aluminum ions. (Hao et al. 2019) Moreover, the whiteness of fabrics was improved by the addition of aluminum ions. It remains unclear to investigate the role and function of iron or iron/aluminum ions in the IFR system.
In this work, we incorporate Fe/Al ions with PEI and PA through LBL assembly on cotton fabrics with multifunctionalities. In this PEI/PA/FeAl ternary system, PEI and PA work to serve as the main IFR, which shows enhanced flame retardance by the aid of metallic ions, i.e., Fe/Al ions. It is worth noting that the metallic ions can be tightly immobilized through the chelation by coordinating with PA, suggesting good washability and durability for functional cotton fabrics. Intriguingly, not only can the metallic ions functions as the flame-retardant elements, but also plays a role on the antibacterial property. Overall, the cotton fabrics modified with PEI/PA/FeAl show excellent biocompatibility, antibacterial activity, and flame retardance. The strategy and results obtained in this work provide valuable insights into the design of environmentally friendly multifunctional cotton fabrics for broad applications.
Experimental section
Materials
Sodium hydroxide, ferric sulfate hexahydrate, and aluminum sulfate octa decahydrate were supplied by Chengdu Kelong Chemical Industrial Reagent Co. (Chengdu, China). Polyethyleneimine (PEI, Mw = 10,000, 99%) was purchased from Aladdin Chemistry Co. Ltd. (Shanghai, China). Phytic acid (PA, 70 wt% in water) was purchased from Shanghai Titan Technology Co. Ltd. Anhydrous ethanol was purchased from Chengdu Jinshan Chemical Reagent Co. Ltd. Cotton fabrics were provided by the Functional Fiber Laboratory of Sichuan University. Escherichia coli (ATCC8739) and Staphylococcus aureus (ATCC6538) were purchased from Shanghai Luwei Technology Co. Ltd.
LBL assembly of PEI/PA/Fe/Al on cotton fabrics
Cotton fabrics were pretreated using 4 wt% sodium hydroxide solution at 80 °C for 1 h, then rinsed thoroughly with deionized water, and finally dried in the oven. The pretreated cotton fabrics (10 × 10 cm2) were immersed in 50 mL of PEI solution (2 wt%) for 1 h and dried. Subsequently, the PEI-coated fabrics were transferred to 50 mL of PA solution (2 wt%) for another 1 h. Then, the PA-PEI-coated fabrics were immersed in 50 mL of 1 wt% Fe2(SO4)3⋅6H2O solution for 1 h. The treated fabrics were rinsed using deionized water for 30 s and dried. The LBL assembly was repeated twice and the treated samples were labeled as Cotton-PEI/PA/Fe. Similarly, Cotton-PEI/PA/Al can be prepared by replacing the Fe2(SO4)3⋅6H2O with Al2(SO4)3⋅18H2O. As expected, both 1 wt% Fe2(SO4)3⋅6H2O and 1 wt% Al2(SO4)3⋅18H2O were taken in the third step of coating treatment to prepare the sample of Cotton-PEI/PA/FeAl.
Characterization
The functional groups of samples were investigated by attenuated total reflection Fourier transform infrared spectroscopy (ATR-FTIR, Tracer-100, Japan) in the range of 650–4000 cm−1, with 32 scans at 4 cm−1 resolution. An X-ray photoelectron spectrometer (XPS, Shimadzu Kratas AXIS SUPRA, Japan) was used to analyze the elemental compositions on the surface of samples. Scanning electron microscope (SEM, SU3500, Hitachi, Japan) was used to observe the morphology of samples; all samples were coated with Au before measurement. Energy dispersive spectroscopy (EDS, IE 3000, UK) was used to map the distribution of various elements on the sample surface. The water contact angle can be analyzed by the contact angle tester (WCA, HKCA-40, HAKO, Beijing, China). The water vapor transmission rate (WVTR) of the coated fabrics was calculated by recording the water loss in the cotton fabrics at 38 ℃ with RH of 50% according to the standard of GB/T 12704.2–2009:
where M0 is the mass of water loss (mg) during the specified time, S represents the area (cm2) of the bottle mouth, and H denotes the evaporation time (h).
The water absorption of cotton fabrics was tested according to the static immersion test reported in the improved ATCC Technical Manual 2001. To be specific, 1 g of dry sample (mass M0) was immersed in a beaker containing 200 mL of water. 12 h later, the sample was removed and suspended vertically until no water dripped for 30 s. The sample was weighed as M1. Three parallel samples were taken in each group. The formula for calculating water absorption was as follows:
The mechanical properties of the samples were assessed through tensile measurements using an Electronic universal testing machine (EUT4104, China), in accordance with the standard method GB/T 3923.1–2013. The tensile speed was set at 20 mm/min, and each sample was subjected to tensile testing at a gauge length of 200 mm, with 10 repeats per sample, including 5 repeats for warp yarns and another 5 repeats for weft yarns.
The whiteness of the fabric surface was measured by a colorimeter CM3700A (Konica Minolta Inc., Japan). The cytotoxicity of samples was performed by using the mouse skeletal muscle L929 cell and cell counting kit-8 (CCK-8) according to the GB/T16886.5–2003 standard (Liu et al. 2020; Wu et al. 2021). Briefly, the L929 cells were stored in 96-well plates at a density of 2 × 103 cells per well in DMEM containing 10% FBS and 1% penicillin–streptomycin and cultured in a 37 °C, 5% humidified CO2 incubator. The fabric samples were sterilized on both sides by UV irradiation, and then continuously macerated and stirred in DMEM medium at 37 ℃ for 24 h to obtain the extracts. After that, the corresponding extract was used to replace the preserved L929 cell culture medium. After incubation for 24 h, CCK-8 reagent was added and mixed to incubate for 2 h, and then the absorbance was detected by enzyme labeling instrument (Varioskan, Thermo Fisher Scientific). The cell viability was calculated as follows:
where, AW, AN, and AB are the absorbance at 450 nm for the sample, negative control, and blank control.
Fresh rabbit blood was diluted with PBS buffer (pH 7.4) and centrifuged at 3500 rpm for 10 min, and the supernatant was removed to isolate the hemoglobin cells. The above steps were repeated 3 times until the supernatant was clear. Subsequently, the washed erythrocytes were added to PBS buffer to make erythrocyte suspension with a final concentration of 10% (v/v). Then, the sample of Cotton, Cotton-PEI/PA/Al, Cotton-PEI/PA/Fe, and Cotton-PEI/PA/FeAl (1 × 1 cm2) were each placed into 1 mL centrifuge tubes containing 1 mL of erythrocyte suspensions and incubated for 2 h at 37 ℃. For comparison, the erythrocyte suspension diluted with PBS and ultrapure water was used as negative and positive control, respectively. Finally, the erythrocyte suspension after 2 h of incubation was centrifuged again at 3500 rpm for 10 min, the supernatant was collected and the absorbance at 540 nm was measured by UV–visible spectrophotometer to determine the release of hemoglobin, with 5 parallel samples used in each group. The hemolysis rate of the material was calculated using the formula:
Where ODsample is the absorbance of the experimental group, ODpositive control is the absorbance of the positive control group and ODnegative control is the absorbance of the negative control group.
The antibacterial performance of samples was evaluated according to the GB/T 20944.2–2007 and the GB/T 20944.1–2007 method. The bacterial morphology was observed by SEM. Fabric toxicity to bacteria was assessed by visual fluorescence imaging and bacterial cell viability was determined by Syto 9 and propidium iodide (PI) dye (Invitrogen Detection Technologies, USA) by confocal laser scanning microscope (Leica Microsystems CMS GmbH STELLARIS 5, Germany). In order to check the synergistic antibacterial activity of associated iron ion and aluminum ion combinations, the Fractional Inhibitory Concentration (FIC) index was studied against S. aureus and E. coli, Minimum Inhibitory Concentration (MIC) was first determined by plate spreading method. The FIC index determination was carried out via a checkerboard method (Hemaiswarya et al. 2008), and the fractional inhibitory concentration (FIC) index was calculated using the formula FIC = MIC(Fe–Al)/MICFe + MIC(Fe–Al)/MICAl. The FIC index ≤ 0.5 indicates synergism effect, while that ≤ 0.5 to ≥ 1, 1 to 4 or > 4 mean additive, irrelevant or antagonism effects.
Thermogravimetric analysis was performed using a TGA8000 Thermogravimetric Analyzer (PerkinElmer, USA) under nitrogen and oxygen atmospheres with a ramp rate of 10 °C/min and a temperature range of 40—750 °C. CZF-5 horizontal vertical combustion tester (Beijing Aerospace Zongheng Inspection Instrument Co., Ltd.) was used to carry out vertical combustion experiments on the samples (300 × 70 mm2) according to the standard method of GB/T 5455–2014, and the samples were ignited with a vertical flame for 12 s. The sample (100 × 100 mm2) was subjected to cone calorimetry (CCT) using i-CONE type cone calorimeter (FT Technologies, USA) according to the ISO5660-1 standard with the heat flow density of 50 kW/m2. The Limiting Oxygen Index (LOI) test was carried out on the sample (150 × 56 mm2) by using a JF-3 limiting oxygen index tester (Nanjing Jiangning District Analytical Instrument Factory, China) according to GB/T 5454–1997 standard.
The LOI of prepared fabrics was examined after being exposed to UV light for 1, 3, 5, and 7 days, respectively, and their flame retardant resistance to washing and soaping was conducted according to the standard FZ/T 73023–2006. Initially, 3 L of deionized water were poured into the washing machine, followed by adding the flame retardancy fabric (10 g) and an accompanying washing fabric (90 g), either polyester or polyester-cotton. Each washing cycle lasted for 5 min, and the whole washing process was repeated after 30 cycles. The soaping procedure was similar to the above process except for the addition of 0.6 g detergent during washing. Upon completing the final cycle of the soaping experiment, it was essential to utilize a substantial amount of deionized water to completely eliminate any residual detergent on the fabric, followed by dehydration and drying. Finally, the LOI of the fabrics was determined. Thermogravimetric-IR spectra (TG-IR) of the samples were obtained by using a Clarus SQ 8 T thermogravimetric-IR coupler (PerkinElmer, USA) under a nitrogen atmosphere at 40–700 ℃ with a heating rate of 50 ℃/min. All the above measurements were repeated at least three times to obtain the mean and standard deviation, except as specified in the standard.
Results and discussion
Characterization of surface structure of functional cotton fabrics
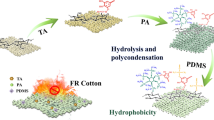
The modified functional cotton fabrics were prepared through LBL assembly as shown in Fig. 1. PEI, PA and metallic ions were introduced onto the fabric in a specific order. This rational design is made according to individual functions and roles. PEI was first coated onto the fabric because of its effect on the improved adhesion of cotton fabrics. (Chen et al. 2015) PA is sandwiched between PEI and metallic ions because of its binding effect. PA can bind well with PEI through the electrostatic interactions to form the complex IFR. In addition, PA was taken to immobilize the metallic ions through chelation by forming coordinating bonds. Noteworthily, the metallic ions were preferably deposited on the outer layer to realize their antibacterial activity and meanwhile synergizing with PEI/PA for enhanced flame-retardant property.

Schematic diagram of preparation process of the flame-retardant and antibacterial cotton
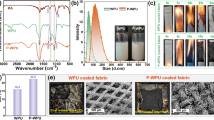
The functional groups on the surface of cotton fabrics can be analyzed by ATR-FTIR. As shown in Fig. 2a, the peaks in 3500 and 2895 cm−1 were ascribed to the stretching vibration of -OH and C-H in cellulose, respectively. After modification, these two peaks become not remarkable and quite similar to that of pure PA. This result can be explained by the location of PA on the outermost layer (to neglect the metallic ions as they do not have characteristic peaks) of cotton fabrics, which contributes to the major signals collected by FTIR. The FTIR spectrum of PA exhibits a sharp band centered at 989 cm−1 attributing to the P-O stretching vibration. The broad band at around 3500 cm−1 has been attributed to asymmetric OH stretching of water molecule and the weak peak at 1716 and 1625 cm−1 indicates H2O deformation bending (Kim et al. 1997). While the peak in 1646 cm−1 was assigned to the asymmetric stretching vibration of -C = O in cellulose. The stretching vibration of C–O–C is near 977 cm−1. The peaks at 3429 cm−1, 2829 cm−1 and 1124 cm−1 are stretching vibration peaks of -N–H, -C-H, and -C-N while the peaks at 1580 and 1362 cm−1 are bending vibration peaks of -N–H and -C-H, all of which are characteristic peaks from PEI (Qi et al. 2023). The peaks observed around 1176 cm−1 corresponded to the stretching vibration of C-O bonds present in cellulose molecular chains. In the spectra of the coated samples, a reduction in peak intensity was noted compared to that of pure cotton, which could be attributed to the complexation of metal ions leading to a decrease in the electron density of the oxygen cloud (Zhang et al. 2021). Moreover, the peak intensity of C-O bond peaks derived from Cotton-PEI/PA/FeAl further reduced due to the enhanced complexation owning to the presence of both metal ions.

Surface Structures of pure and modified cotton. a FTIR spectra of PA, PEI, Cotton, Cotton-PEI/PA/Al, Cotton-PEI/PA/Fe and Cotton-PEI/PA/FeAl; b XPS analysis of Cotton, Cotton-PEI/PA/Al, Cotton-PEI/PA/Fe and Cotton-PEI/PA/FeAl; SEM images of Cotton c, Cotton-PEI/PA/Al d, Cotton-PEI/PA/Fe e and Cotton-PEI/PA/FeAl f
Figure 2b shows the XPS spectra with characteristic peaks of N (1 s: 401 eV), P (2p: 133 eV), Fe (2p: 711 eV), and Al (2p: 57 eV) clearly detected on the modified cotton fabrics. SEM images exhibit the surface morphologies of cotton fibers (Fig. 2c-f). After coating treatment, it is still clear to visualize individual fibers with relatively rougher substructure than the pristine fibers. This result suggests that coating components were adequately deposited on each single fiber without masking the pores among fibers. Thus, it is estimated that the physical properties of cotton fabrics, such as water vapor permeability, do not have significant differences before and after coating treatment. The related experiment will be discussed in the following section.
The surface roughness of modified cotton fibers can be interpreted by the presence of PEI, PA, and metallic ions. To evaluate whether the coating components were uniformly deposited on cotton fabrics, EDS mapping was carried out to show the distribution of key elements (Fig. 3). Exemplified by the Cotton-PEI/PA/FeAl, the C, N, O, P, Fe, and Al elements were mapped uniformly distributing on the cotton fibers, indicating an even coating treatment.

EDS elemental mapping analysis of Cotton-PEI/PA/FeAl
Physical properties of cotton fabrics
The dynamic change in the static water contact angle before and after coating is shown in Fig. 4a. When a droplet was placed on the pristine cotton fabric, the water contact angle was 70.0°, which decreased to 0° within 0.25 s. This was due to the abundant -OH groups on the surface of cotton fabrics, showing good hydrophilic characteristics. In addition, the capillary effect induced by the geometry of fibers and porous fabric structure enabled rapid spreading and absorption of the water droplet. Interestingly, the initial water contact angles for all the modified cotton fabrics were decreased by 41.5° for Cotton-PEI/PA/Al, 29.4° for Cotton-PEI/PA/Fe, and 17.1° for Cotton-PEI/PA/FeAl. And it takes less time for them to decrease the water contact angle to 0° with 0.12 s recorded for Cotton-PEI/PA/Al and 0.08 s for both Cotton-PEI/PA/Fe and Cotton-PEI/PA/FeAl. The improved hydrophilicity of modified cotton fabrics can be attributed to the surface roughness of the coating layers made by the PEI and PA that contains abundant hydrophilic groups (such as -NH, NH2 and -P-OH,) and the metallic ions. Although the surface hydrophilicity of modified cotton fabrics was improved, their water vapor permeability is similar to pristine ones with no significant difference observed. As shown in Fig. 4b, the water vapor permeability of pristine cotton fabrics was measured at 7.04 ± 0.29 mg·cm−2·h−1, while it was 6.69 ± 0.11, 7.77 ± 0.39 and 6.74 ± 0.11 mg·cm−2·h−1 for Cotton-PEI/PA/Al, Cotton-PEI/PA/Fe and Cotton-PEI/PA/FeAl, respectively. It suggests that the pore structure of cotton fabrics was not affected by the modification, which is line with the estimation based on the SEM result in Fig. 2.

Physical properties and biocompatibility of pure and modified cotton. The result of Cotton, Cotton-PEI/PA/Al, Cotton-PEI/PA/Fe, and Cotton-PEI/PA/FeAl in dynamic variation of static water contact angle a ; water vapor transmission rate b fiquid absorption rate c; whiteness d; cell viability by using L929 e and blood compatibility f
As shown in Fig. 4c, the liquid absorption rate of pristine cotton fabrics was measured as 409.41 ± 41.47% because of high hydrophilicity and porous structure, allowing the water not only to spread on the fiber surface but also to be absorbed into the interior of fibers. However, the liquid absorption rate of modified cotton fabrics was largely decreased by 211.23 ± 16.18%, 261.53 ± 29.87%, and 233.30 ± 21.60% for Cotton-PEI/PA/Al, Cotton-PEI/PA/Fe and Cotton-PEI/PA/FeAl, respectively. Although the coating components rendered slightly improved hydrophilicity on the surface of cotton fabrics, the formed layer masked the fiber to limit the water molecules entering into the interiors of cotton fibers. The mechanical properties of the control and the flame-retardant cotton fabrics were summarized in Fig. S1 and Table S1. Notably, the warp and weft tensile stress at break of the fabrics exhibited no significant change after coating, while the breaking elongation increased compared to the that of initial cotton fabric. This observation might result from the mechanical properties of the coatings formed by PEI and PA (Zhang et al. 2021). Disparities in breaking elongation between the warp and weft directions of the fabrics could be attributed to the varying fiber densities. Importantly, the coating process preserved and did not destroy the original fiber and weaving structure, in contrast, the overall mechanical properties were enhanced which will be beneficial to the practical use.
The effect of modification on the cotton whiteness was evaluated in Fig. 4d. It is interesting to find that the aluminum ions can retain the cotton whiteness, evidenced by the Cotton-PEI/PA/Al and Cotton-PEI/PA/FeAl having the whiteness value of 87.35 ± 0.44% and 86.96 ± 0.54%, comparable to that of pristine cotton fabrics (87.89 ± 0.07%). It is worth noting that iron ions induced yellowish color to the cotton fabrics, leading to the reduced whiteness of 83.47 ± 0.52% as measured on Cotton-PEI/PA/Fe. Nevertheless, the adverse effect caused by iron ions can be eliminated by the addition of aluminum ions.
The biocompatibility of multifunctional cotton fabrics was evaluated by the cell viability and hemolysis. As shown in Fig. 4e, the cell viability for cotton fabrics before or after treatment was all higher than 70%, indicating good biocompatibility of testing samples according to the standard. In comparison with pristine cotton fabrics, the cell viability of modified cotton fabrics was higher, especially in the concentration of 1 cm2/mL. After coating treatment, the surface hydrophilicity was improved with better adhesion for the cell proliferation. This result is in good agreement with that in Fig. 4a. Pristine cotton fabrics show excellent blood compatibility (Fig. 4f) and even after modification all the samples exhibit the hemolysis rate below 5%, which was considered acceptable blood compatibility according to the ASTM F756-00 Non-Contact Biological Materials Standard (Weber et al. 2018). In other words, the coating treatment had minimal impact on the blood compatibility of cotton fabrics, making them promising candidate for healthcare and medical applications.
Antibacterial performance
As metallic ions, i.e. Al3+ and Fe3+, were deposited on the surface of cotton fabrics, their effect on the improvement of antibacterial performance was evaluated according to GB/T 20944.2–2007. As shown in Fig. 5a, more bacterial colonies were observed on the agar plates for the pristine cotton fabric than the control, which was attributed to the porous structure of cotton fabrics providing abundant sites for bacterial colonization and growth. After coating treatment, the antibacterial activities were largely enhanced for all three samples doped with Al3+ and/or Fe3+, presenting the best result when both metallic ions were combined (Luo et al. 2021; Gong et al. 2022). Cotton-PEI/PA/Al samples showed 88.5% and 71.3% bactericidal efficacy against S. aureus and E. coli. Cotton-PEI/PA/Fe samples showed 99.2% and 94.3% bactericidal efficacy against S. aureus and E. coli. There was no bacterial growth after the bacterial solution coated plate was in contact with PEI/PA/FeAl-coated treated cotton fabrics, and the bactericidal efficacy was more than 99.9% for both bacteria. The MIC values of the metal ions and the FIC values of both metal ions were further validated as shown in Table S2. For S. aureus, the MIC of Fe2 (SO4)3 was 18.5 μg/mL, and for E. coli, it was 18.0 μg/mL. Similarly, the MICs of Al2 (SO4)3 were 18.5 μg/mL for S. aureus and 18.0 μg/mL for E. coli. The calculated FIC was 0.84 for S. aureus and 0.92 for E. coli, indicating an additive antibacterial effect of the two metal ions.

Antibacterial performance of pure and modified cotton fabrics. a Comparison of antibacterial activity for Cotton, Cotton-PEI/PA/Al, Cotton-PEI/PA/Fe, and Cotton-PEI/PA/FeAl; b Zone of inhibition for Cotton (left) and Cotton-PEI/PA/FeAl (right); c Bacteria stained to show the live and dead cells; d SEM images to show the morphology of S. aureus and E. coli for Cotton and Cotton-PEI/ PA/FeAl
In Fig. 5b, zone of inhibition was examined to compare the antibacterial property before and after coating treatment. As expected, no antibacterial rings around the pristine cotton fabric, and colonies grew densely at the fabric edge. Distinctly, Cotton-PEI/ PA/FeAl exhibited an antibacterial ring diameter of 1.9 cm and a bandwidth of 2 mm against S. aureus and 1.7 cm and 1 mm against E. coli. According to the evaluation standard GB/T 20944.1–2007, Cotton-PEI/ PA/FeAl demonstrated good antibacterial effects. As shown in Fig. 5c, further assessment of the antibacterial performance was conducted using Live/Dead dual-color fluorescent dyes, where Syto 9 and PI were used as green and red dyes to stain the live and dead bacteria, respectively. When compared with the control and pristine cotton fabrics, largely improved antibacterial performance was determined on Cotton-PEI/ PA/FeAl with less green but more red fluorescence imaged by CLSM. The structure and morphology of bacteria can be well observed by SEM (Fig. 5d). For pristine cotton fabrics, no antibacterial performance was found to allow the E. coli and S. aureus retain the original rod-shaped and spherical structures. However, in contact with antibacterial cotton fabrics, the bacteria showed the signs of death cells with remarkable morphological changes, collapsed structures, and even leaked intracellular substances. Taken together, these results demonstrate good antibacterial efficacy on the Al3+/Fe3+-incorporated cotton fabrics.
Flame retardant properties
The flame retardancy of the Cotton-PEI/PA/Al is evaluated under an open fire, high-temperature and strong heat flux conditions, respectively. Vertical burning experiments and LOI tests were conducted to evaluate the performance of test samples under open flame. As shown in Fig. 6a and SI Video1-2, the pristine cotton fabric was immediately ignited, continued to burn for 17 s after the flame was removed, exhibited non-flaming combustion for 23 s, and produced a small amount of char residue, with a LOI of 18.0%. The modified cotton fabric showed resistance toward ignition, and after the flame was removed it exhibited glowing combustion for 1 s before extinguishing, leaving a 2.5-cm long carbon mark while preserving the integrity of the fabric, with a LOI of 35.0%. The LOI of Cotton-PEI/PA/Al and Cotton-PEI/PA/Fe were 32.5% and 28.5%, respectively, indicating that two metallic ions had a synergistic effect on the flame retardance of the fabric.

Vertical combustion images a of Cotton, Cotton-PEI/PA/FeAl; SEM images of Cotton-PEI/PA/FeAl before b and after c the vertical combustion; EDS result of Cotton-PEI/PA/FeAl before d and after e the vertical combustion; The curves of heat release rate f, total heat release g, mass loss rate h, CO production i, and CO2 production j of Cotton, Cotton-PEI/PA/FeAl in the CCT test; Photographs k of cotton-PEI/PA/FeAl before and after cone calorimetry testing
The morphology and surface element distribution of Cotton-PEI/PA/FeAl before and after vertical combustion was observed using SEM (Fig. 6b-c) and EDS (Fig. 6d-e). The fiber morphology was clearly observed on the Cotton-PEI/PA/FeAl, however after combustion, the char residues were formed by the IFR system to cover the surface of the fabric and protect it from further burning. The globular particles were also observed because of the trapped gas bubbles released from the IFR. The relative elemental content of C, P, Fe, and Al on the surface of the char layer after combustion was higher than before combustion, whereas the content of N and O elements were lower, indicating the outgassing of N and O as gaseous species to form the carbon–nitrogen-phosphorus-containing char residues.
Additionally, the combustion behavior of pristine cotton fabrics and Cotton-PEI/PA/FeAl under high heat flux density was studied using the Cone Calorimetry Test (CCT). The curves for Heat Release Rate (HRR), Total Heat Release Rate (THRR), Mass Loss Rate (MLR), Carbon Monoxide Production (COP), and Carbon Dioxide Production (CO2P) are shown in Fig. 6g-j with key parameters summarized in Table 1. Cotton-PEI/PA/FeAl underwent complete thermal decomposition with a Peak Heat Release Rate (PHRR) of 50.67 kW/m2, which was about two times higher than that (25.41 kW/m2) of pristine cotton fabrics that did not completely decompose. The unit mass of the coated fabric generated more CO and less CO2 compared to the uncoated fabric due to the production of more non-combustible gases (H2O and NH3) during the decomposition process, CO cannot come into full contact with O2, resulting in incomplete CO combustion. The Total Smoke Production (TSP) remained constant before and after coating, indicating that the coating released less smoke during combustion. In comparison with the pristine cotton fabrics, more CO and less CO2 were detected on the modified fabrics, which was in good agreement with the results in Fig. 6i-j. Further, the durability and washing resistance of the coating were investigated in terms of UV radiation, water washing, and soaping. The results, presented in Fig. S2 and Table S3-5, indicated that the coated fabrics maintained good flame retardancy properties with a LOI of 35.0% after 7 days of UV radiation. The LOI of the coated fabric decreased from 35.0% to 32.5% after undergoing 30 cycles of pure water washing. Moreover, after 20 cycles of soaping, the LOI decreased from 35.0% to 28.3%, indicating a significant decline in flame retardancy. This phenomenon can be attributed to the fact that the surfactants in the detergent reduce the surface tension of the water, which facilitates better penetration of the water into the fibers and coatings, resulting in the detachment of coatings from the fiber surface.
The thermal stability of cotton fabrics was evaluated through thermogravimetric analysis (TGA). Figure 7a-d depicts the TGA and DTG curves for the pristine and modified cotton fabrics with corresponding data listed in Table 1. As shown in Fig. 7a-b, in air atmosphere, the pristine cotton fabric exhibited two decomposition stages: the first stage (with a mass loss rate of approximately 84%) occurred between 287 °C and 437 °C, where long-chain cellulose was degraded to generate glucose and further decomposed into smaller molecules; the second stage occurred between 450 °C and 680 °C, where the small molecules generated in the previous stage underwent further oxidation (Liu et al. 2018). As detailed in Table 2 and Fig. 7, the residual carbon content of pristine cotton fabrics at 750 °C was only 0.50% with the highest decomposition rate at 383.7 °C (Tmax). After modification, the residual carbon content at 750 °C was sharply improved to 15.8 wt%, 26.4 wt%, and 27.5 wt% respectively for Cotton-PEI/PA/Al, Cotton-PEI/PA/Fe, and Cotton-PEI/PA/FeAl. It seems that the iron ion was more effective than aluminum ion in the improvement of residual carbon content. Noteworthily, T5% and Tmax were decreased after modification treatment on cotton fabrics. The reason behind this is that the PEI/PA/metallic ions in IFR system altered the thermal decomposition process of the cotton fabric to induce the dehydration, condensation, and cross-linking that occurred at lower temperatures, resulting in a denser carbon layer on the fabric surface to help reduce the rate of flammable gas production and fabric decomposition. As earlier reported, PA decomposes at lower temperatures, producing phosphoric acid and polyphosphoric acid, accelerating cellulose dehydration and carbonization, thereby forming a carbon layer barrier prematurely, impeding the transfer of heat and flammable gas, and protecting the material from further degradation (Shi et al. 2018). As shown in Fig. 7c-d, in N2 atmosphere, the residual carbon content of the pristine cotton fabric at 750 °C was increased to 14.5%, significantly higher than that in air atmosphere. However, this value was still less than 50% of that on modified cotton fabrics, which demonstrate improvement on the thermal stability both in Air and N2 atmosphere. In the case of N2 atmosphere, the synergy of aluminum and iron ions was observed on the residual carbon content at 750 °C. The T5% and Tmax under N2 atmosphere reflected the decomposition behaviors similar to air atmosphere. The improvement on thermal stability with higher residual carbon content at 750 °C indicate the enhanced flame retardance of modified cotton fabrics.

TGA curves a and DTG curves b of Cotton, Cotton-PEI/PA/Fe, Cotton-PEI/PA/Al, Cotton-PEI/PA/FeAl in air atmosphere; TGA curves c and DTG curves d of Cotton, Cotton-PEI/PA/Fe, Cotton-PEI/PA/Al, Cotton-PEI/PA/FeAl in nitrogen atmosphere; 3D TG-IR spectra of Cotton e, Cotton-PEI/PA/FeAl fabrics f; FTIR spectra g of decomposition products at the maximum rate of thermal decomposition of Cotton (at 502.02 s) and Cotton-PEI/PA/FeAl ( at 391.00 s), FTIR spectra of products at the late stage of thermal decomposition of Cotton-PEI/PA/FeAl (at 568.90 s); Schematic illustration h of the possible flame-retardant mechanism
To elucidate the degradation mechanism of the fabric, TG-IR was utilized to detect the gas products after thermal degradation. From the 3D TG-IR spectra (Fig. 7e-g), it can be observed that the coated fabric exhibited lower absorbance of volatile products and reached the release peak earlier compared to the uncoated fabric. Volatile product functional groups exhibited similar absorption peak positions around 3654 cm−1 (-OH), 2810 cm−1 (C-H hydrocarbons), 2358 cm−1 (CO2), 1743 cm−1 (C = O), and 1093 cm−1 (C–O–C), as shown in the Fig. 7g. Thanks to the IFR, the char residues covered on the cotton fabrics will protect them from burning, which could be well evidenced by comparing the absorption of C = O and C–O–C that were the characteristic groups in cotton. These absorption peaks mainly belong to the gaseous products of cellulose pyrolysis. The content of volatile products (hydrocarbons, carbonyl compounds, and ether compounds) in the modified cotton fabric was significantly lower than that of the control group, indicating that the modified cotton fabric tended to char at high temperatures, leading to a reduction in volatile products. A peak for N–H appeared at 9967 cm−1 in the modified fabric, indicating that the nitrogen-containing PEI generated non-combustible gas (NH3), which help diluting combustible gases. No peaks related to P elements were detected in the gas phase, indicating that PA primarily functioned in the condensed phase. Compared to the pristine cotton fabric, the absorbance of flammable gas products (CO, C-O, C–O–C) of the coated fabric decreased, reducing the flammability gas products which could slow down the flame spread on the fabric.
Based on these results, a possible flame-retardant mechanism was proposed (Fig. 7h). At the time of combustion, the flame-retardant coatings can prevent cotton fabrics from burning via the synergy of phosphorus-nitrogen intumescent flame-retardant system. In detail, PA degrades during combustion and catalyzes the dehydration and carbonization of cellulose, forming a carbon barrier that impedes heat flow and the transfer of combustible gases. Meanwhile, PEI with high nitrogen content decomposes into nonflammable volatiles to dilute the combustible gas and further inhibits the combustion process.
Conclusion
In summary, through layer-by-layer assembly, the cotton fabric was functionalized using PEI/PA/FeAl system to obtain good biocompatibility, antibacterial and flame-retardant properties. In comparison with the pristine cotton fabric, no significant difference was observed on the modified one in terms of WVTR and whiteness. Whereas the fluid absorption rate was reduced after coating treatment. Interestingly, the modified cotton fabric demonstrated excellent cell viability and blood compatibility. Regarding antibacterial property, Fe3+ and Al3+ that were deposited on the most outer layer of cotton fabrics served as the main component to show the synergistic effect with 99.2% and 94.3% bactericidal efficacy against S. aureus and E. coli, respectively. Thanks to the PEI/PA/FeAl system, the modified cotton fabric showed remarkable flame-retardant property in the vertical burning experiment with a LOI of 35%. Further supported by the CCT, TGA and TG-IR, the underlying flame-retardant mechanism of Cotton-PEI/PA/FeAl was elucidated to show that the char layer was rapidly induced to form by the thermal decomposition of PEI/PA and facilitated by the metallic ions, ultimately protecting the cotton fabric from burning.
References
Barbalini M, Bartoli M, Tagliaferro A, Malucelli G (2020) Phytic Acid and Biochar: An Effective All Bio-Sourced Flame Retardant Formulation for Cotton Fabrics. Polymers 12:811. https://doi.org/10.3390/polym12040811
Chen S, Li X, Li Y, Sun J (2015) Intumescent Flame-Retardant and Self-Healing Superhydrophobic Coatings on Cotton Fabric. ACS Nano 9:4070–4076. https://doi.org/10.1021/acsnano.5b00121
Chen S, Li H, Lai X et al (2021) Superhydrophobic and phosphorus-nitrogen flame-retardant cotton fabric. Prog Org Coat 159:106446. https://doi.org/10.1016/j.porgcoat.2021.106446
Cheng X-W, Tang R-C, Yao F, Yang X-H (2019) Flame retardant coating of wool fabric with phytic acid/polyethyleneimine polyelectrolyte complex. Prog Org Coat 132:336–342. https://doi.org/10.1016/j.porgcoat.2019.04.018
Ding D, Liu K, Liu Y et al (2023) A durable formaldehyde-free flame retardant containing phosphamide and ammonium phosphate for cotton fabrics. Cellulose 30:11195–11209. https://doi.org/10.1007/s10570-023-05540-x
Fang F, Ran S, Fang Z et al (2019) Improved flame resistance and thermo-mechanical properties of epoxy resin nanocomposites from functionalized graphene oxide via self-assembly in water. Compos B Eng 165:406–416. https://doi.org/10.1016/j.compositesb.2019.01.086
Fang F, Huo S, Shen H et al (2020) A bio-based ionic complex with different oxidation states of phosphorus for reducing flammability and smoke release of epoxy resins. Composites Communications 17:104–108. https://doi.org/10.1016/j.coco.2019.11.011
Gong D, Zhang A, Luo H et al (2022) Polyhexamethylene biguanide hydrochloride anchored polymeric elastic fibers with robust antibacterial performance. J of Applied Polymer Sci 139:51633. https://doi.org/10.1002/app.51633
Hao S, Zhu W, Huang H et al (2019) A Phosphorous-Aluminium-Nitride Synergistic Flame Retardant to Enhance Durability and Flame Retardancy of Cotton. ChemistrySelect 4:13952–13958. https://doi.org/10.1002/slct.201903370
Hemaiswarya S, Kruthiventi AK, Doble M (2008) Synergism between natural products and antibiotics against infectious diseases. Phytomedicine 15:639–652. https://doi.org/10.1016/j.phymed.2008.06.008
Holder KM, Smith RJ, Grunlan JC (2017) A review of flame retardant nanocoatings prepared using layer-by-layer assembly of polyelectrolytes. J Mater Sci 52:12923–12959. https://doi.org/10.1007/s10853-017-1390-1
Horrocks AR (2011) Flame retardant challenges for textiles and fibres: New chemistry versus innovatory solutions. Polym Degrad Stab 96:377–392. https://doi.org/10.1016/j.polymdegradstab.2010.03.036
Kappes RS, Urbainczyk T, Artz U et al (2016) Flame retardants based on amino silanes and phenylphosphonic acid. Polym Degrad Stab 129:168–179. https://doi.org/10.1016/j.polymdegradstab.2016.04.012
Kim H-N, Keller SW, Mallouk TE et al (1997) Characterization of Zirconium Phosphate/Polycation Thin Films Grown by Sequential Adsorption Reactions. Chem Mater 9:1414–1421. https://doi.org/10.1021/cm970027q
Lambert E, Aguié-Béghin V, Dessaint D et al (2019) Real Time and Quantitative Imaging of Lignocellulosic Films Hydrolysis by Atomic Force Microscopy Reveals Lignin Recalcitrance at Nanoscale. Biomacromol 20:515–527. https://doi.org/10.1021/acs.biomac.8b01539
Lazar ST, Kolibaba TJ, Grunlan JC (2020) Flame-Retardant Surface Treatments Nat Rev Mater 5:259–275. https://doi.org/10.1038/s41578-019-0164-6
Li N, Han H, Li M et al (2021) Eco-friendly and intrinsic nanogels for durable flame retardant and antibacterial properties. Chem Eng J 415:129008. https://doi.org/10.1016/j.cej.2021.129008
Li Y, Sun L, Wang H et al (2023) A novel composite coating containing P/N/B and bio-based compounds for flame retardant modification of polyester/cotton blend fabrics. Colloids Surf, A 660:130826. https://doi.org/10.1016/j.colsurfa.2022.130826
Liu L, Huang Z, Pan Y et al (2018) Finishing of cotton fabrics by multi-layered coatings to improve their flame retardancy and water repellency. Cellulose 25:4791–4803. https://doi.org/10.1007/s10570-018-1866-4
Liu G, Bao Z, Wu J (2020) Injectable baicalin/F127 hydrogel with antioxidant activity for enhanced wound healing. Chin Chem Lett 31:1817–1821. https://doi.org/10.1016/j.cclet.2020.03.005
Luo H, Yin X-Q, Tan P-F et al (2021) 2021 Polymeric antibacterial materials: design, platforms and applications. J Mater Chem B 9:2802–2815. https://doi.org/10.1039/D1TB00109D
Osimitz TG, Kacew S, Hayes AW (2019) Assess flame retardants with care. Science 365:992–993. https://doi.org/10.1126/science.aay6309
Özer MS, Gaan S (2022) Recent developments in phosphorus based flame retardant coatings for textiles: Synthesis, applications and performance. Prog Org Coat 171:107027. https://doi.org/10.1016/j.porgcoat.2022.107027
Page J, Whaley P, Bellingham M et al (2023) A new consensus on reconciling fire safety with environmental & health impacts of chemical flame retardants. Environ Int 173:107782. https://doi.org/10.1016/j.envint.2023.107782
Qi P, Li Y, Yao Y et al (2023) 2023 Ultra washing durable flame retardant coating for cotton fabric by the covalent bonding and interface polymerization. Chem Eng J 452:139453. https://doi.org/10.1016/j.cej.2022.139453
Rao W, Shi J, Yu C et al (2021) Highly efficient, transparent, and environment-friendly flame-retardant coating for cotton fabric. Chem Eng J 424:130556. https://doi.org/10.1016/j.cej.2021.130556
Shi X-H, Chen L, Liu B-W et al (2018) Carbon Fibers Decorated by Polyelectrolyte Complexes Toward Their Epoxy Resin Composites with High Fire Safety. Chin J Polym Sci 36:1375–1384. https://doi.org/10.1007/s10118-018-2164-1
Sun L, Xie Y, Wu J et al (2021) A novel P/N-based flame retardant synthesized by one-step method toward cotton materials and its flame-retardant mechanism. Cellulose 28:3249–3264. https://doi.org/10.1007/s10570-021-03728-7
Sykam K, Försth M, Sas G et al (2021) Phytic acid: A bio-based flame retardant for cotton and wool fabrics. Ind Crops Prod 164:113349. https://doi.org/10.1016/j.indcrop.2021.113349
Weber M, Steinle H, Golombek S et al (2018) Blood-contacting biomaterials: in vitro evaluation of the hemocompatibility. Front Bioeng Biotechnol 6:99. https://doi.org/10.3389/fbioe.2018.00099
Wu H, Zhang R, Hu B et al (2021) A porous hydrogel scaffold mimicking the extracellular matrix with swim bladder derived collagen for renal tissue regeneration. Chin Chem Lett 32:3940–3947. https://doi.org/10.1016/j.cclet.2021.04.043
Xu F, Zhong L, Xu Y et al (2019) Highly efficient flame-retardant and soft cotton fabric prepared by a novel reactive flame retardant. Cellulose 26:4225–4240. https://doi.org/10.1007/s10570-019-02374-4
Yang CQ, Wu W, Xu Y (2005) The combination of a hydroxy-functional organophosphorus oligomer and melamine-formaldehyde as a flame retarding finishing system for cotton. Fire Mater 29:109–120. https://doi.org/10.1002/fam.877
Ye G, Huo S, Wang C et al (2021) A novel hyperbranched phosphorus-boron polymer for transparent, flame-retardant, smoke-suppressive, robust yet tough epoxy resins. Compos B Eng 227:109395. https://doi.org/10.1016/j.compositesb.2021.109395
Zhang A-N, Zhao H-B, Cheng J-B et al (2021) 2021 Construction of durable eco-friendly biomass-based flame-retardant coating for cotton fabrics. Chem Eng J 410:128361. https://doi.org/10.1016/j.cej.2020.128361
Acknowledgements
This work is financially sponsored by the National Natural Science Foundation of China (No. 52073186), Funding for Distinguished Young Scholars of Sichuan Province (23NSFJQ0001), Strategic Cooperation Projects of Yi Bin City and Sichuan University (No. 2020CDYB-6), Sichuan University Postdoctoral Interdisciplinary Innovation Fund (No. JXCK2231) and Funding of Engineering Characteristic Team, Sichuan University (2020SCUNG122).
Funding
This work is financially sponsored by the National Natural Science Foundation of China (No. 52073186), Funding for Distinguished Young Scholars of Sichuan Province (23NSFJQ0001), Strategic Cooperation Projects of Yi Bin City and Sichuan University (No. 2020CDYB-6), Sichuan University Postdoctoral Interdisciplinary Innovation Fund (No. JXCK2231) and Funding of Engineering Characteristic Team, Sichuan University (2020SCUNG122).
Author information
Authors and Affiliations
Contributions
Qingyi Li, Yakun Zong: Methodology, Experiment, Writing-Original draft preparation, Revision; Yuanzhang Jiang: Investigation, Software; Ruifang Zhao: Resources; Jun Zhang, Yidong Shi: Methodology, Investigation; Jianming Chen, Lin TAN: Conceptualization, Writing-Review & Editing, Supervision, Revision.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Consent for publication
All authors have given approval to the final version of the manuscript.
Ethical approval
All the authors state that they adhere to the Ethical Responsibilities of Authors. In addition, this article does not contain any studies with human participants or animals performed by any of the authors.
Competing Interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Supplementary file1 (MP4 2632 KB)
Supplementary file2 (MP4 6159 KB)
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Li, Q., Zong, Y., Jiang, Y. et al. Functionalization of cotton fabrics through PEI/PA/FeAl ternary system with enhanced flame retardance and antibacterial properties. Cellulose 31, 6517–6533 (2024). https://doi.org/10.1007/s10570-024-05979-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-024-05979-6