
Abstract
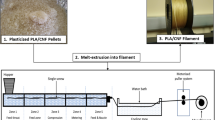
This study fabricated polylactic acid (PLA)/kenaf cellulose fiber biocomposite filaments via melt-extrusion process. Kenaf cellulose fibers (KF) were chemically extracted from locally grown kenaf plants and used as reinforcement. Moreover, the KF was then treated with tetraethyl orthosilicate (TEOS), so-called KFs, to improve the compatibility between the fibers and PLA matrix. Also, the plasticizers (polyethylene glycol) were incorporated to enhance the flowability and processability of the biocomposites. The melt viscosities of the biocomposites increased as the solid KF and KFs were loaded. However, they were significantly decreased with the addition of plasticizers. The combined use of the plasticizers and TEOS treatment improved tensile strength, Young’s modulus and elongation of the biocomposites compared to the neat PLA. The obtained PLA/KFs biocomposite materials are proved to be a mechanical-improved material that could offer the opportunity for rapid production of 3D fully degradable biocomposite prototypes for applications in sustainable textiles and apparel, personalized prostheses and some medical devices that require high strength and elongation.
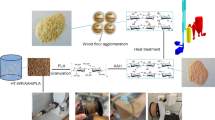
Graphic abstract

Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Additive manufacturing or 3D printing evolves a new dimension for composite manufacturing. The simple and low-cost 3D printing technique, Fused Deposition Modeling (FDM), has become the most attractive manufacturing process for composite materials. 3D printing of polymer composites becomes a new approach to achieve a system with more useful structural or functional properties, gaining attractive interests for numerous applications and industries, for instance, health care and medicine, automotive, aerospace, textiles and apparel, architecture and construction, which has drawn interesting attention globally (Xu et al. 2018; Liu et al. 2019; Wang et al. 2020). However, one common drawback during FDM 3D printing is that the composite materials must be in a filament form to enable extrusion. It is challenging to achieve homogeneous reinforcement dispersion in the polymer matrix that will significantly affect the 3D printability of the composite filaments and the physical properties of the 3D printed products. The uniform dispersion of reinforcement could diminish the void formation during the FDM 3D printing process, which further causes low mechanical properties. (Wang and Gardner 2017; Tekinalp et al. 2019; Sharma et al. 2020; Wang et al. 2020). However, a limited amount of research was conducted to develop polymer composites for the FDM process, especially the studies carried out involving cellulose-based composites (Murphy and Collins 2018; Chang et al. 2019).
Cellulose, natural raw material, has a nearly perfect inerratic structure with good mechanical properties. It was used as a fiber enhancer or reinforcement in polymer composites, in which its sizes, morphology and structure controlled the enhancing effect. The smaller size of the cellulose can enhance the mechanical properties, and the larger size of the cellulose could provide good formability, network structure and entities (Thakur et al. 2014; Gemmeke et al. 2019; Bhasney et al. 2020). In general, cellulose and cellulose derivatives cannot be 3D printed directly. Thus, they are typically prepared as polymer/cellulose composites before manufactured by 3D printing technique. Even though incorporating cellulose into plastic filaments will increase the proportion of biodegradable or renewable raw materials, the obtained filaments’ properties will be varied. Compounding or blending techniques influence the dispersion and properties of cellulose/polymer composites significantly. In situ polymerization, melt compounding and solvent blending are the three most commonly used blending techniques for polymer composites. As stated in several studies, melt compounding or melt extrusion techniques are the most common methods in making well-dispersed polymer-based composites (Pinto et al. 2013). Still, the hydrophilic nature of the cellulose fiber is the main drawback, resulting in a low life cycle and poor interfacial bonding between fiber and matrixes. Cellulose surface modification or incorporation with other materials to introduce or improve the processability and functionality of the cellulose composites will indeed broaden their application areas (Liu et al. 2019).
Polylactic acid (PLA) has recently been considered a replacement for petroleum-based polymers and has been widely used in several applications, especially in the FDM 3D printing process. It possesses remarkable properties, including renewability, biocompatibility, biodegradability, and good thermomechanical properties. PLA has been exploited in various fields regarding such moral properties, such as biomedical, drug-eluting systems, packaging and automotive areas. However, there are some drawbacks concerning its brittleness, slow crystallization, and low glass transition temperature. Preparing PLA composites with some fillers and reinforcement materials promotes efforts to overcome these limitations of PLA and match the end properties (Ding et al. 2016; Scaffaro et al. 2017; Mokhena et al. 2018; Aumnate et al. 2021). Among the variety of fillers, cellulose fibers have been recognized as feasible additives for enhancing the properties of PLA (Jiang et al. 2020).
PLA/microcrystalline cellulose (MCC) composite filaments were found to be successfully prepared using polyethylene glycol (PEG) and silane coupling agent (KH-550) as a plasticizer and a surface modification agent, respectively. (Murphy and Collins 2018) Moreover, a novel 3D printable biocomposite filament produced from wood hemicellulose and PLA was successfully 3D printed as scaffold prototypes. Also, there was a report on successfully preparing the biocompatible hydroxypropyl-methylcellulose/PLA composite filaments for the FDM 3D printing method (Jiang et al. 2020).
Compatibilizer, such as maleic anhydride, is proposed to enhance the interfacial adhesion and cellulose dispersion in the PLA matrix (Zhou et al. 2018). Alternatively, surface modification and functionalization are off proposing methods to overcome the poor dispersion issues between cellulose and the polymer matrix. Because of the cellulose’s hydrophilic nature, the surface modification is targeting to reduce the hydroxyl interactions, further increase the compatibility with hydrophobic polymeric materials (Frone et al. 2013; Murphy and Collins 2018). Cellulose can be modified with silane derivatives to use as a reinforcement in green polymer composites potentially. Such modification significantly affected their physio-chemical properties, including structural, thermal, and morphological characteristics (Frone et al. 2013; Thakur et al. 2014). As mentioned, the main challenge is to promote the homogeneous dispersion of cellulose in polymer matrixes. Thus, improvements of interfacial adhesion between cellulose and polymer matrixes are required. Interestingly, the cellulose surface modification with tetraethyl orthosilicate (TEOS) has shown various advantages, including low-temperature processing, controllability of composition, resultant structure, and easy scale-up. Also, it has been devoted much effort to fabricate superhydrophobic surfaces. Cellulose that crosslinked with TEOS can form strengthened cellulosic gels through Si–O joining, resulting in improved thermal properties and hydrophobic characteristics (Fu et al. 2018; Xie et al. 2019; Zhang et al. 2019). Moreover, the plasticizers and coupling agents can be incorporated into the PLA/cellulose composite system to improve cellulose dispersion due to the long alkyl chain (Immonen et al. 2017).
This study addresses the critical factors in manufacturing of PLA/kenaf cellulose (locally grown in Thailand) composites by using conventional techniques to generate degradable biocomposite filaments with added value, such as biodegradability and complexity of the geometry and shape of the parts. The effects of surface modification with TEOS and plasticizer addition and the influence of the molecular weight of the plasticizers are examined. Different aspects, including thermal properties, rheological behaviors, morphology, and mechanical properties of the biocomposites, are also discussed considering the FDM 3D printability.
Experimental
Materials
Kenaf cellulose fibers (KF) were extracted from the untreated kenaf fibers, Ban Tokpan housekeepers’ kenaf fiber weave group in Khon Kean, Thailand. 3D printing monofilament grade polylactic acid (PLA) (Ingeo™ Biopolymer 4043D, NatureWorks), with the MFR of 6.0 g/10 min (190 °C/2.16 kg) and the density of 1.24 g/cm3 was used as a matrix polymer. Absolute ethanol (C2H5OH) (RPE-ACS grade, CARLO) and tetraethyl orthosilicate (Si(OC2H5)4) (reagent grade 98%, Sigma-Aldrich) were used as received. Acetic acid (glacial ≥ 99%, Sigma-Aldrich) was used as a catalyst for TEOS treatment. Polyethylene glycol 4000 (PEG4) and polyethylene glycol 6000 (PEG6) were purchased from Sigma-Aldrich and used as received.
Kenaf cellulose fiber extraction
Untreated kenaf fibers were treated using 12%w/v NaOH in a 1:20 fiber to liquor ratio, at 80 ± 2 °C for 3 h. The treated kenaf fibers were then washed with water and oven-dried. The dried fibers were further treated and bleached in a 50:50 mixture of glacial CH3COOH and 30% w/v H2O2 in a 1:20 fiber to liquor ratio, at 80 ± 2 °C for 3 h. The fibers were subsequently washed with water, followed by warm ethanol and they were then ground to obtained kenaf cellulose fibers (KF) (Soatthiyanon et al. 2020).
Surface modification of kenaf cellulose fibers
An alternative method for preparing the silica layer on the surface of kenaf fibers was the sol–gel process catalyzed by acetic acid. Tetraethyl orthosilicate (TEOS, 1.0 g) was dissolved in 100 mL of absolute ethyl alcohol, followed by adding acetic acid (5.0 vol%) dropwise. The hydrolysis was then conducted at 60 °C for 1 h. Then, the KF (20 wt% dispersed in absolute ethyl alcohol) was added to the mixture and further stirred at 60 °C for 2 h. The obtained surface modified kenaf cellulose (KFs) was then dried in an oven at 50 °C for 24 h.
Biocomposite filament fabrication
Virgin PLA granules and kenaf cellulose fibers, KF and KFs, were dried in a vacuum oven for 8 h to ensure no moisture content. To fabricate the PLA/kenaf cellulose biocomposite filaments, the dried KF and KFs, were prior mixed with PEG to improve the flowability of the KF and KFs in the PLA matrix. Subsequently, the mixture was then melt compounded with the virgin PLA to get the desired final composition as 10 wt% kenaf cellulose fibers (KF or KFs). The melt compounding process was performed using the microcompounder (Thermo Scientific HAAKE MiniLab II) at 180 °C and the screw speed of 40 rpm.
3D printing of PLA and PLA/kenaf cellulose biocomposites
The obtained PLA filament and PLA/kenaf cellulose biocomposite filaments were 3D printed using a commercial 3D printer (Wanhao, Duplicator6). All filaments were printed using the same printing conditions, listed in Table 1.
Characterization
Attenuated total reflection fourier transform infrared spectroscopy (ATR-FTIR)
The extracted kenaf fiber was characterized using ATR-FTIR (Perkin-Elmer spectrometer 100) in the range of 4000–500 cm−1, with a resolution of 4 cm−1.
X-ray diffraction (XRD)
The samples’ structural and phase analyses of the samples were implemented using a Bruker X-ray diffractometer. All samples were scanned from 5 to 60° for the 2θ range (40 kV, 40 mA). The crystalline index of kenaf cellulose, CIr, was calculated using the following equation (Segal equation):
where I200 is the maximum intensity of cellulose crystalline lattice (200) diffraction (2θ = 22.5°) and Iamorph is the intensity of the amorphous fraction (2θ = 18.0°) (Segal et al. 1959; Kargarzadeh et al. 2012; French 2014; Song et al. 2018).
Scanning electron microscopy (SEM)
Morphology of the tensile tested specimens of the neat PLA and its biocomposites were examined using a JEOL JSM-IT500HR scanning electron microscope (SEM) at an accelerating voltage of 5 kV. The specimens were sputter coated with gold before the examination.
Water contact angle
The surface wettability of the printed samples was carried out using a contact angle meter (Kyowa) and deionized (DI) water as a testing liquid drop. After a droplet of deionized water was added onto the surface, the images were recorded until the water drop was stable on the surface. Three samples of each type were tested and the average value was reported with standard deviation.
Non-isothermal crystallization differential scanning calorimetry
The DSC 3500 Sirius was used to measure the thermal properties of the materials, under nitrogen atmosphere. The filament samples were heated from 30 to 200 °C with the temperature ramp of 10 K/min, and kept isothermal for 2 min. The samples were then cooled down to 30 °C with the temperature ramp of 10 K/min. Following by the second heating scan, the samples were again heated up to 200 °C and kept isothermal for 2 min with the same temperature ramping. Consequently, the degree of crystallization (\(X_{c}\)) of PLA and its composites with kenaf cellulose fiber can be determined based on the following equations (Boruvka et al. 2019)
where \(\Delta H_{m}\) is the enthalpy of melting and \(\Delta H_{c}\) is the enthalpy of crystallization and \(w\) the weight fraction of PLA in the sample. \(\Delta H_{mo}\) is the enthalpy of melting for 100% crystallized PLA, which was taken as 93.1 J/g (Hamad et al. 2015).
Rheology
A parallel-disk (1 mm gap and diameter of 25 mm) rheometer (ARES G2 strain-controlled, TA Instrument, USA) was used for all rheological testing. Based on strain sweeps at 1 Hz, a constant strain amplitude was fixed at 5%, to ensure linearity. Frequency sweeps from 0.01 to 100 Hz were performed at 190 °C and fixed strain amplitude at 5%. The corresponding steady shear measurements were also conducted at 190 °C, over the range from 0.01 to 100 s−1.
Tensile testing
The dog bone-shape specimens (Type-V) were printed in accordance with ASTM D638 (American Society for Testing and Material (ASTM) 2014). All tensile tests were performed using a crosshead speed of 5 mm/min. The ultimate tensile strength, Young’s modulus and elongation at break of the printed samples were evaluated as averages of at least three replicates.
Results and discussion
Extracted kenaf cellulose (KF)
The extracted cellulose fibers (KF) used in this study were verified via FTIR spectrum, as shown in Fig. 1a. The spectrum shows the characteristic peaks at 3300–3400 cm−1, attributed to the stretching vibration of the OH groups of cellulose. The C-H stretching vibration at around 2800–2900 cm−1, corresponds to the presence of C-H stretching. The peaks at 1420–1430 cm−1 and 1300–1400 cm−1, are attributed to the symmetric bending of CH2 and the bending vibrations of the C-H and C-O groups of the aromatic rings in polysaccharide (Jonoobi et al. 2009; Kargarzadeh et al. 2012). The peaks around the range of 1030–1150 cm−1, are attributed to C-O stretching and C-H vibrations of the pyranose ring skeletal. The peak around 895 cm−1, corresponds to COC, CCO, and CCH deformation and stretching vibrations. The FTIR spectrum shows that the cellulose was successfully extracted from kenaf fiber.

a ATR-FTIR spectrum of extracted cellulose fibers (KF) and b XRD patterns of commercial cellulose and extracted KF
Figure 1b shows the XRD intensities of the extracted kenaf cellulose fiber (Extracted KF) in comparison with commercially available cellulose fiber (Commercial Cellulose). Both cellulose samples presented typical semi-crystalline behavior, in which crystalline peaks at 2θ value of 22.5° were observed. The peaks obtained from the XRD intensities were the characteristic peaks for cellulose. The crystallinity index (CrI) of the commercial cellulose is about 77%, while the CrI of the extracted kenaf cellulose is relatively high at around 71%. Such high CrI of the extracted kenaf cellulose is due to the removal of amorphous hemicellulose and lignin during the bleaching and extraction process (Chan et al. 2013). The XRD results also proved that combined use of low NaOH concentration and relatively low temperature did not alter the cellulose structure compared to the commercially available cellulose.
Furthermore, from our previous study (Soatthiyanon et al. 2020), our extracted cellulose fibers (KF) were found to be decomposed at 337.3 °C. The average width and average length of the extracted kenaf cellulose fibers were 8.9 ± 2.1 µm and 101.7 ± 57.6 µm, respectively, with the aspect ratios of 11.5.
The SEM images of the extracted kenaf cellulose fibers, KF and KFs at a magnification of 1000 × were shown in Fig. 2a and b, respectively. The surfaces of the KFs seemed to be smoother than those of the KF. This could be evidence of the presence of the TEOS layer that enveloped the fiber surfaces for the KFs. The critical challenge to achieving the transfer of good mechanical properties of elementary fiber cellulose or single fiber cellulose to the macroscale properties of the polymer composites is also to obtain well-dispersed hydrophilic-reinforcing elementary fiber cellulose or single fiber cellulose in the polymer matrices, but also optimization of the fiber-matrix interface and improved coupling of fiber and polymer for enhanced stress transfer.

SEM images of a kenaf cellulose fiber (KF) and b TEOS modified kenaf cellulose fiber (KFs) at 1000× magnification
Water contact angle
The hydrophobicity of the neat PLA and the PLA/KF biocomposites was analyzed by measuring the water contact angle on the 3D printed parts’ surfaces. In general, a higher water contact angle refers to the higher hydrophobicity of the material surface. As shown in Fig. 3, the water contact angles decreased with the addition of the kenaf cellulose fiber (PLA/KF), resulting from the hydrophilic nature of the kenaf cellulose fiber. The water contact angle values increased for the PLA/KFs, the PLA/PEG4/KFs, and the PLA/PEG6/KFs compared to the PLA/KF, indicating an improvement in hydrophobicity of the TEOS treated kenaf cellulose fiber (KFs). Moreover, the molecular weight of the plasticizer, PEG, seems to affect the hydrophobicity of the fabricated biocomposites. The plasticizer has longer molecular chain led to a more hydrophobic property.

Water contact angles of the printed samples including PLA, PLA/KF, PLA/KFs, PLA/PEG4/KFs and PLA/PEG6/KFs biocomposites
Morphology
Figure 4 exhibits the SEM micrographs of the fracture surfaces of the printed samples. It is obvious that some voids appeared in all printed samples, which were obtained commonly for the melt extrusion based-3D printed products due to the lack of molding pressure during the printing process. Moreover, many voids inside the deposited beads were noticed for the PLA/KF biocomposite, resulting from weak fiber-matrix interfacial adhesion. The inter-bead voids decreased for the PLA/KFs, PLA/PEG4/KFs, and PLA/PEG6/KFs biocomposites. This suggests the improvement of interfacial compatibility between the KFs and the PLA matrix.

SEM images of the printed samples from a PLA, b PLA/KF, c PLA/KFs, d PLA/PEG4/KFs and e PLA/PEG6/KFs biocomposites at 100× magnification
Figure 5 shows SEM micrographs of a cross-sectional view of the tensile testing specimens for the neat PLA, PLA/KF, PLA/KFs, PLA/PEG4/KFs, and PLA/PEG6/KFs biocomposites, respectively. A dense structure can be observed for the neat PLA. There were two different failure modes observed from the test samples. The PLA and all the PLA biocomposite with the KFs depicted a ductile structure, as can be seen from the tiny fibrils that appeared in the images, while the PLA/KF biocomposite showed a brittle structure. Also, for the PLA/KF biocomposite, the fiber imprints and gaps between the fibers and the PLA matrix were noticed. This is due to the different polarities of the hydrophilic KF and the hydrophobic PLA matrix. These features indicate poor adhesion between the KF and the PLA matrix. This negatively affected the tensile strengths of the biocomposites because the applied stress was challenging to transfer to the fibers. Meanwhile, compared to the PLA/KF biocomposite, the denser structure can be observed for the PLA/KFs, PLA/PEG4/KFs and PLA/PEG6/KFs biocomposites. It reveals that the KFs fibers are embedded and covered by the PLA matrix which suggested the compatibility between the KFs fibers and the PLA matrix. Also, the addition of PEG improves the dispersion of the KFs as can be seen from a smaller sizer of fiber bundle compared to the PLA/KFs biocomposite without PEG. The gaps between the fibers and the PLA matrix seemed to be diminished in the PLA/KFs biocomposite. This can be suggested that the modified kenaf cellulose surface with TEOS reduced the hydrophilicity of the kenaf cellulose fibers, thus increased the compatibility and interfacial adhesion between the kenaf cellulose fiber and the PLA matrix.

SEM images of the printed samples from a PLA, b PLA/KF, c PLA/KFs, d PLA/PEG4/KFs and e PLA/PEG6/KFs biocomposites at 1000× magnification
Moreover, the longitudinal-section microstructure of the PLA/PEG6/KFs is depicted in Fig. 6. The KFs fibers undergo separation as a single fiber with a diameter around 10 µm which corresponds to the diameter of the extracted kenaf cellulose, confirming a well-dispersion and distribution during processing. The morphologies of the composites were found to be directly related to the tensile properties. This may be ascribed to the subsequent surface modifying kenaf cellulose with TEOS and incorporating the plasticizers, which can further enhance the fiber-matrix interfacial adhesion, thereby improving the mechanical performance.

SEM images of the longitudinal-section of the printed PLA/PEG6/KFs biocomposite at 1000× magnification
Thermal properties
The thermal properties of the neat PLA and all the PLA/KF biocomposites, including glass transition temperature (Tg), crystallization temperature (Tc), and melting temperature (Tm), were characterized using the DSC measurement. The results from the second heating scan and first cooling cycles are shown in Fig. 7. The melting temperature (Tm) of the neat PLA and all the biocomposites remains almost constant at around 151 °C, while the glass transition temperature (Tg) is slightly decreased for all the biocomposites with PEG incorporating. This may be attributed to the plasticizer effect of PEG, enhancing the PLA chains’ mobility. However, according to the DSC results, it could be concluded that the incorporation of the KF, KFs, and PEG showed no significant effect on the melting temperatures and the glass transition temperatures of the obtained biocomposites.

DSC thermograms of a the second heating scan, b the cooling scan of PLA and its biocomposite filaments
For the PLA/KF and the PLA/KFs biocomposites, the enhancement of Tc refers to the biocomposite filaments is more difficult to undergo cold crystallization than that of the neat PLA filament and thus require higher temperature. As shown in Table 2, the crystallinity of the PLA biocomposites is gradually decreasing with a corresponding decrease in the enthalpy of crystallization as the KF and the KFs are adding. However, the addition of PEG seems to diminish the effect of the KF and KFs on decreasing the crystallinity. The crystallinity of the PLA/PEG4/KFs biocomposite remains almost constant while the crystallinity increases for the PLA/PEG6/KFs biocomposite is approximately two-fold increase compared to the neat PLA. This may be attributed to the combined effects of the PEG6000 and TEOS modification on improving the PLA chains' mobility, increasing the recrystallization ability (Murphy and Collins 2018).
Rheological behaviors
Figure 8 shows the complex viscosity (η*) as a function of frequency for the neat PLA and its biocomposites with the kenaf cellulose fibers at 190 °C. The complex viscosity increases with the kenaf cellulose fiber addition. This may be attributed to the rigidity of the kenaf cellulose fiber restricted the capability to flow of the melted PLA chains. Remarkably, the surface modification of the kenaf cellulose fibers with TEOS leads to a decrease in the complex viscosity. This may result from the more hydrophobic surfaces of the KFs. The complex viscosities of the PLA/KFs biocomposite were similar to those of the neat PLA at all frequencies, which may be attributed to the better dispersion of the KFs in the PLA matrix comparing to the KF. Moreover, the addition of PEG led to a decrease in the complex viscosity since PEG acts as a plasticizer, enhancing the flowability of the composites. The complex viscosity of the PLA/PEG4/KFs composite was considerably lower than that of the other materials. This might be because the smaller molecule of the PEG4 resulted in a lower viscosity as compare to the larger molecule of the PEG6.

Complex viscosity (η*) of PLA and its biocomposite filaments at 190 °C as a function of frequency
The modulus data is a factor to reveal the molecular rigidity. Figure 9a–b shows the effect of the TEOS modified kenaf cellulose and the PEG addition on the evolution of the storage and loss moduli of the biocomposites. It is seen that the storage moduli increased with increasing the frequencies, which are consistent with the complex viscosity results. The KF addition increased the storage moduli of the PLA matrix, indicating the effect of the rigidity of the kenaf cellulose fibers. The modified kenaf cellulose (KFs) showed a slight increase in the storage modulus compared to that of the neat PLA. The increase in the storage moduli was more noticeable for the PLA/KF as compared to the other biocomposites. Such an increase in the storage moduli indicated that the addition of the KF and KFs resulted in prohibiting the deformation of the PLA chains. However, the presence of the plasticizers, PEG4 and PEG6, reduced the storage moduli at all frequencies. Furthermore, the plasticizer addition improved the capability to flow of the biocomposites, at the same time, decreased stiffness.

a Storage modulus (G’) and b loss modulus (G”) of PLA and its biocomposite filaments at 190 °C as a function of frequency
The Cole–Cole plot is generally constructed from the variation in dynamic viscosities, η’ and η”. It is a useful tool to examine the mechanism of relaxation and homogeneity of polymer composites (Azizi and Ghasemi 2009; Manoharan et al. 2014; Wang et al. 2015; Walha et al. 2016; Aumnate et al. 2019). As shown in Fig. 10, the neat PLA and all the biocomposites present single relaxation behavior. The deviation of semicircular shape means the relaxation process of the PLA/kenaf cellulose biocomposites is affected by the type of the kenaf cellulose (KF and KFs) and the addition of the plasticizers (PEG4 and PEG6). It can be observed clearly that the PLA/KF biocomposite shows the longest relaxation time, in which the most deviation of the semicircular shape from the neat PLA is observed. This behavior indicates the heterogeneity and poor compatibility between the kenaf cellulose fibers (KF) and the PLA matrix. Thus, the motion of PLA chains is restrained significantly. The TEOS modified kenaf cellulose (KFs) enhanced the compatibility between such two phases, the modified kenaf cellulose fibers and the PLA matrix, leading to improved PLA chain motion, as evidence by smaller semicircular shape forming.

Cole–cole plots of dynamic viscosity of PLA and its biocomposite filaments
Optimization of extrusion-based 3D printing
In melt extrusion-based 3D printing, the crucial parameter to achieve high interfacial bonding between printed layers is the suitable extrusion temperature, in which the molten filament maintains this temperature in the most recently deposited layers. Knowing the extrusion temperature and flowability of the printed materials leads to more accurate and precise printing. The melt viscosity should be adequate to allow extrusion yet sufficient to provide structural support (Aumnate et al. 2018; Wang et al. 2017). Also, a high cooling rate leads to a higher and more uniform mechanical performance. Thus, tuning the cooling rates also matters.
The shear rate for the melt extrusion-based 3D printing processes, in particular the FDM system, is typically ranged between 100 to 200 s−1 (Osswald et al. 2013; Aumnate et al. 2019; Spicker et al. 2019). Figure 11 shows the plot of steady shear viscosity versus shear rate for the neat PLA and its composites with the kenaf cellulose fibers. As expected, the viscosity of the biocomposite increases for the PLA/KFs composite. This may be due to the rigidity of the KFs interferes the mobility of the PLA chain. On the other hand, the viscosity of the PLA/KFs composites decreases with the PEG addition. The smaller molecule of the PEG4, the lower the viscosity. The reduction in viscosity can be attributed to the plasticizing effect of the PEG, enhancing the flowability of the melt. According to the steady shear viscosity data, over the range of 100 to 200 s−1, the PLA/PEG4KFs biocomposite filament is expected to flow most easily during the 3D printing process.

Steady shear viscosity as a function of shear rate for PLA and its biocomposite filaments
Moreover, the cooling scan from the DSC measurement (see Fig. 7b) for the PLA and its biocomposite filaments gives the low bound for the extrusion temperature according to the biocomposite crystallization behavior. Changing in slope indicates the solidification of the materials. The results showed that PLA and all the biocomposites were solidified at the temperature below 60 °C. The temperature exceeding 60 °C will prevent material solidification at the nozzle. Accordingly, a build plate temperature was set at 60 °C for the FDM 3D printing test to diminish such shrinkage and warpage.
Figure 12 presents the 3D printed specimens of the PLA, PLA/KF, PLA/KFs, PLA/PEG4/KFs and PLA/PEG6/KFs biocomposites. All the samples were successfully 3D printed using the same printing conditions (see Table 1). The color of the sample deviated upon the material compositions in the biocomposites. The color of the printed biocomposites became lighter as the TEOS modification and the plasticizer addition were presented.

3D printed specimens of a PLA, b PLA/KF, c PLA/KFs, d PLA/PEG4/KFs and e–g PLA/PEG6/KFs
Tensile properties
Figure 13 shows the tensile strength of the PLA and its biocomposites. As expected, the addition of the KF shows adverse effects on the mechanical properties. Due to the hydrophilic character of the cellulose, the poor interfacial adhesion and the poor dispersion of the KF in the PLA matrix can be promoted. It is seen that the addition of the KF significantly affected the tensile strength of the biocomposites, as expected. The Young’s modulus increased with the KF addition, which is due to the rigidity of the KF. However, the tensile strength and the elongation at break dropped significantly compared to the neat PLA. This can be attributed to the poor adhesion and poor compatibility between the hydrophilic KF and the PLA matrix. Consequently, the weak spots would be generated during the tensile test. The TEOS surface modification seemed to help on improving the tensile strength and the elongation of the biocomposites. As shown in Fig. 13d, the elongation values of the biocomposites with KFs were in the same level. However, Young’s modulus significantly decreased for the PLA/KFs and the PLA/PEG4/KFs. Remarkably, the biocomposite with the KFs and the PEG6 showed significantly improve in the tensile strength. The higher molecular weight PEG6 improved the tensile strength. From this study, the PLA/PEG6/KFs biocomposite shows the most promising property with an improvement in mechanical performance. This might be the combined effects of the TEOS modifying and the use of an appropriate plasticizer. As shown in Fig. 13, the tensile strength significantly dropped for the PLA/KF biocomposite.

Tensile properties of PLA and PLA/kenaf cellulose fiber composites: a stress–strain curves, and box-whisker plots of b tensile strength, c Young’s modulus and d elongation at break
Conclusions
This study is expected to improve functional properties and expand the applications of FDM 3D printed PLA parts by reinforcing with kenaf cellulose fibers and modified kenaf cellulose fibers.
Kenaf cellulose fibers extracted from locally grown kenaf plants (KF) are successful in being used as reinforcements in the PLA matrix. This study arrived at a methodology of fabricating good-quality PLA/kenaf cellulose biocomposite filaments for the melt extrusion-based 3D printing processes, particularly FDM 3D printing. The surface modification of the kenaf cellulose fibers with TEOS (KFs) improved the hydrophobicity of the kenaf cellulose fibers, enhancing the compatibility between the kenaf cellulose fibers and the PLA matrix, thus enhanced the composites’ mechanical performance. Overall, the results suggested that the TEOS surface treatment combined with the PEG addition was a promising method to fabricate the PLA/kenaf cellulose biocomposite filaments for the melt extrusion based-3D printing process. The PLA incorporated with 10 wt% KFs did not significantly encounter deterioration in the tensile property of the final product. The incorporation of the KF, KFs, and plasticizers caused no significant effect on the melting temperatures and glass transition temperatures of the PLA. In other words, it has little influence on intermolecular interactions or chain flexibility of the PLA polymer chain. The fabricated biocomposite filaments can meet the requirements of desktop FDM 3D printing. The hydrophobicity improvement of the composites may indicate good structural stability in a humid environment. These biocomposite materials offer the opportunity for customized and rapid prototyping of degradable biocomposite products, which will be further helpful in various applications such as sustainable textiles and apparel, flexible printed circuit boards, personalized prostheses and some medical devices that require high strength and elongation.
References
ASTM D638-14 (2014) Standard test method for tensile properties of plastics. ASTM International, West Conshohocken, PA. www.astm.org
Aumnate C, Pongwisuthiruchte A, Pattananuwat P, Potiyaraj P (2018) Fabrication of ABS/graphene oxide composite filament for fused filament fabrication (FFF) 3D printing. Adv Mater Sci Eng. https://doi.org/10.1155/2018/2830437
Aumnate C, Limpanart S, Soatthiyanon N, Khunton S (2019) PP/organoclay nanocomposites for fused filament fabrication (FFF) 3D printing. Express Polym Lett 13:898–909. https://doi.org/10.3144/expresspolymlett.2019.78
Aumnate C, Potiyaraj P, Saengow C, Giacomin AJ (2021) Reinforcing polypropylene with graphene-polylactic acid microcapsules for fused-filament fabrication. Mater Des 198:109329. https://doi.org/10.1016/j.matdes.2020.109329
Azizi H, Ghasemi I (2009) Investigation on the dynamic melt rheological properties of polypropylene/wood flour composites. Polym Compos. https://doi.org/10.1002/pc.20573
Bhasney SM, Kumar A, Katiyar V (2020) Microcrystalline cellulose, polylactic acid and polypropylene biocomposites and its morphological, mechanical, thermal and rheological properties. Compos Part B 184:107717. https://doi.org/10.1016/j.compositesb.2019.107717
Boruvka M, Behalek L, Lenfeld P, Ngaowthong C (2019) Structure-related properties of bionanocomposites based on poly (lactic acid), cellulose nanocrystals and organic impact modifier. Mater Technol 34:143–156. https://doi.org/10.1080/10667857.2018.1540332
Chan CH, Chia CH, Zakaria S et al (2013) Production and characterisation of cellulose and nano- crystalline cellulose from kenaf core wood. Bio Resour 8:785–794. https://doi.org/10.15376/biores.8.1.785-794
Chang Y, Chen Y, Ning J et al (2019) No such thing as trash: a 3D-printable polymer composite composed of oil-extracted spent coffee grounds and polylactic acid with enhanced impact toughness. ACS Sustain Chem Eng 7:15304–15310. https://doi.org/10.1021/acssuschemeng.9b02527
Ding W, Jahani D, Chang E et al (2016) Development of PLA/cellulosic fiber composite foams using injection molding: crystallization and foaming behaviors. Compos Part A Appl Sci Manuf 83:130–139. https://doi.org/10.1016/j.compositesa.2015.10.003
French AD (2014) Idealized powder diffraction patterns for cellulose polymorphs. Cellulose 21:885–896. https://doi.org/10.1007/s10570-013-0030-4
Frone AN, Berlioz S, Chailan J-F, Panaitescu DM (2013) Morphology and thermal properties of PLA–cellulose nanofibers composites. Carbohydr Polym 91:377–384. https://doi.org/10.1016/j.carbpol.2012.08.054
Fu J, He C, Wang S, Chen Y (2018) A thermally stable and hydrophobic composite aerogel made from cellulose nanofibril aerogel impregnated with silica particles. J Mater Sci 53:7072–7082. https://doi.org/10.1007/s10853-018-2034-9
Gemmeke N, Feldmann M, Heim HP (2019) Processing and characterization of engineering biocomposites based on polybutylenterephthalat (PBT) and polytrimethylentherephthalat (PTT) with regenerated cellulose fibers modified with maleic anhydride grafted polyethylene as a processing agent. Compos Part A Appl Sci Manuf 118:327–335. https://doi.org/10.1016/j.compositesa.2019.01.007
Hamad K, Kaseem M, Yang HW et al (2015) Properties and medical applications of polylactic acid: a review. Express Polym Lett 9:435–455. https://doi.org/10.3144/expresspolymlett.2015.42
Immonen K, Lahtinen P, Pere J (2017) Effects of surfactants on the preparation of nanocellulose-PLA composites. Bioengineering. 4(4):91. https://doi.org/10.3390/bioengineering4040091
Jiang G, Yang T, Xu J et al (2020) Investigation into hydroxypropyl-methylcellulose-reinforced polylactide composites for fused deposition modelling. Ind Crops Prod 146:112174. https://doi.org/10.1016/j.indcrop.2020.112174
Jonoobi M, Harun J, Shakeri A et al (2009) Chemical composition, crystallinity, and thermal degradation of bleached and unbleached kenaf bast (Hibiscus cannabinus) pulp and nanofibers. Bio Resour 4:626–639. https://doi.org/10.15376/biores.4.2.626-639
Kargarzadeh H, Ahmad I, Abdullah I et al (2012) Effects of hydrolysis conditions on the morphology, crystallinity, and thermal stability of cellulose nanocrystals extracted from kenaf bast fibers. Cellulose 19:855–866. https://doi.org/10.1007/s10570-012-9684-6
Liu J, Sun L, Xu W et al (2019) Current advances and future perspectives of 3D printing natural-derived biopolymers. Carbohydr Polym 207:297–316. https://doi.org/10.1016/j.carbpol.2018.11.077
Manoharan S, Suresha B, Ramadoss G, Bharath B (2014) Effect of short fiber reinforcement on mechanical properties of hybrid phenolic composites. J Mater 2014:478549. https://doi.org/10.1155/2014/478549
Mokhena TC, Sefadi JS, Sadiku ER et al (2018) Thermoplastic processing of PLA/cellulose nanomaterials composites. Polym Basel. https://doi.org/10.3390/polym10121363
Murphy CA, Collins MN (2018) Microcrystalline cellulose reinforced polylactic acid biocomposite filaments for 3D printing. Polym Compos 39:1311–1320. https://doi.org/10.1002/pc.24069
Osswald TA, Menges G, Manges G (2013) Materials science of polymers for engineers, 3rd edn. Hanser Publishers, Munich Vienna New York
Pinto AM, Cabral J, Tanaka DAP et al (2013) Effect of incorporation of graphene oxide and graphene nanoplatelets on mechanical and gas permeability properties of poly(lactic acid) films. Polym Int 62:33–40. https://doi.org/10.1002/pi.4290
Scaffaro R, Botta L, Lopresti F et al (2017) Polysaccharide nanocrystals as fillers for PLA based nanocomposites. Cellulose 24:447–478. https://doi.org/10.1007/s10570-016-1143-3
Segal L, Creely JJ, Martin AE, Conrad CM (1959) An empirical method for estimating the degree of crystallinity of native cellulose using the X-ray diffractometer. Text Res J 29:786–794. https://doi.org/10.1177/004051755902901003
Sharma S, Singh AA, Majumdar A, Butola BS (2020) Harnessing the ductility of polylactic acid/halloysite nanocomposites by synergistic effects of impact modifier and plasticiser. Compos Part B 188:107845. https://doi.org/10.1016/j.compositesb.2020.107845
Soatthiyanon N, Aumnate C, Srikulkit K (2020) Rheological, tensile, and thermal properties of poly(butylene succinate) composites filled with two types of cellulose (kenaf cellulose fiber and commercial cellulose). Polym Compos. https://doi.org/10.1002/pc.25575
Song Y, Jiang W, Zhang Y et al (2018) Isolation and characterization of cellulosic fibers from kenaf bast using steam explosion and fenton oxidation treatment. Cellulose 25:4979–4992. https://doi.org/10.1007/s10570-018-1916-y
Spicker C, Rudolph N, Kühnert I, Aumnate C (2019) The use of rheological behavior to monitor the processing and service life properties of recycled polypropylene. Food Packag Shelf Life 19:174–183. https://doi.org/10.1016/j.fpsl.2019.01.002
Tekinalp HL, Meng X, Lu Y et al (2019) High modulus biocomposites via additive manufacturing: cellulose nanofibril networks as “microsponges.” Compos Part B 173:106817. https://doi.org/10.1016/j.compositesb.2019.05.028
Thakur KM, Gupta KR, Thakur KV (2014) Surface modification of cellulose using silane coupling agent. Carbohydr Polym 111:849–855. https://doi.org/10.1016/j.carbpol.2014.05.041
Walha F, Lamnawar K, Maazouz A, Jaziri M (2016) Rheological, morphological and mechanical studies of sustainably sourced polymer blends based on poly(lactic acid) and polyamide 11. Polym Basel. https://doi.org/10.3390/polym8030061
Wang L, Gardner DJ (2017) Effect of fused layer modeling (FLM) processing parameters on impact strength of cellular polypropylene. Polym U K 113:74–80. https://doi.org/10.1016/j.polymer.2017.02.055
Wang XF, Zhang ZX, Le LJ et al (2015) Largely improved fracture toughness of an immiscible poly(L-lactide)/ethylene-co-vinyl acetate blend achieved by adding carbon nanotubes. RSC Adv 5:69522–69533. https://doi.org/10.1039/c5ra11192g
Wang X, Jiang M, Zhou Z et al (2017) 3D printing of polymer matrix composites: a review and prospective. Compos Part B 110:442–458. https://doi.org/10.1016/j.compositesb.2016.11.034
Wang Q, Ji C, Sun L et al (2020) Cellulose nanofibrils filled poly(lactic acid) biocomposite filament for FDM 3D printing. Molecules 25(10):2319. https://doi.org/10.3390/molecules25102319
Xie A, Cui J, Chen Y et al (2019) Surface & coatings technology one-step facile fabrication of sustainable cellulose membrane with superhydrophobicity via a sol-gel strategy for efficient oil/water separation. Surf Coat Technol 361:19–26. https://doi.org/10.1016/j.surfcoat.2019.01.040
Xu W, Pranovich A, Uppstu P et al (2018) Novel biorenewable composite of wood polysaccharide and polylactic acid for three dimensional printing. Carbohydr Polym 187:51–58. https://doi.org/10.1016/j.carbpol.2018.01.069
Zhang L, Zhang Q, Yu J et al (2019) Strengthened cellulosic gels by the chemical gelation of cellulose via crosslinking with TEOS. Cellulose 26:9819–9829. https://doi.org/10.1007/s10570-019-02765-7
Zhou L, He H, Li M et al (2018) Enhancing mechanical properties of poly(lactic acid) through its in-situ crosslinking with maleic anhydride-modified cellulose nanocrystals from cottonseed hulls. Ind Crop Prod 112:449–459
Acknowledgments
The authors thankfully acknowledge the support from National Research Council of Thailand (NRCT5-TRG63001-01).
Author information
Authors and Affiliations
Contributions
CA Conceptualization, Methodology, Investigation, Writing- Original draft preparation, Writing-Reviewing and Editing. NS Methodology, Investigation, Writing-Reviewing and Editing. TM Methodology, Investigation, Writing-Reviewing and Editing. PP Resources, Validation, Supervision.
Corresponding author
Ethics declarations
Conflict of interest
The authors have no conflicts of interest to declare that are relevant to the content of this article.
Ethical approval
The authors certify that this manuscript is original and has not been published and will not be submitted elsewhere for publication while being considered by Cellulose. The study is not split up into several parts to increase the quantity of submissions and submitted to various journals or to one journal over time. No data have been fabricated or manipulated (including images) to support your conclusions. No data, text, or theories by others are presented as if they were the authors’ own.
Human and animal rights
This article does not contain any studies with Animal studies or human participants involvement performed by any of the authors.
Informed consent
Informed consent was obtained from all individual participants included in the study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Aumnate, C., Soatthiyanon, N., Makmoon, T. et al. Polylactic acid/kenaf cellulose biocomposite filaments for melt extrusion based-3D printing. Cellulose 28, 8509–8525 (2021). https://doi.org/10.1007/s10570-021-04069-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-021-04069-1