
Abstract
In textile and fashion industry, it is common to combine laser treatment and pigment printing processes for creating special design and aesthetic effects. Other than aesthetic effects, comfort is also a concern to the customer. This paper examines comfort properties, in terms of low stress mechanical properties, of laser treated and pigment printed denim fabric. Tensile, shearing, bending, compression and surface properties were examined by Kawabata evaluation system for Fabric under standard procedure. It was noted that tensile, shearing, bending and compression properties of the denim fabric were affected by laser treatment and pigment printing. This influence could be caused by action of the laser during the treatment as laser can damage the fabric and yarn, and can also burn the fabric surface. The pigment used in printing forms a thin layer on fabric surface making the denim fabric more rigid and difficult to deform. Moreover, surface properties of denim fabric samples were not affected by laser treatment or pigment printing and nor was there any effect of the two combined treatments. The denim fabric samples became smoother and had an even surface.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Use of CO2 laser treatment in textile and fashion applications has been growing for many years, in areas such as pattern cutting and marking (Ondogan et al. 2005a, b; Shterev et al. 2018; Venkatraman and Liauw 2019). However, use of laser treatment for creating aesthetic effects started only about a decade ago (Ortiz-Morales et al. 2003; Ondogan et al. 2005a, b; Ondogan 2005; Gao et al. 2006; Ozguney 2007). Due to the rapid development of the laser technology, laser treatment has emerged as an important finishing process for creating aesthetic effects on textile and fashion products, largely because of its flexibility and productivity compared with conventional aesthetic finishing processes (Štěpánková et al. 2014; Xiong et al 2017; Kan 2014) and other methods (Gashti et al. 2013; Ebrahimi et al. 2018). Laser treatment is being extensively tried on denim products for creating aesthetic effects (Du et al 2019; Dalbaşı et al. 2019). Conventionally aesthetic effects on denim have involved the use of chemicals and mechanical means and the effect sometimes is not consistent because of human errors. On the other hand, chemicals used for creating aesthetic effects on denim products cause pollution problems and also have harmful effects on workers’ health. Being a dry process, laser can create the same aesthetic effects on denim products without environmental and health problems (Hung et al. 2017a, b; Chow et al. 2011).
In textile and fashion industry, pigment printing is a commonly used method for producing designs on textile and fashion products. This can be considered as a local colouration method so that design can be located in a specific area of the textile products. In denim products, pigment printing plays an important role for creation of design patterns (Yuan et al. 2012) which cannot be produced by the conventional dyeing method. By combining laser and pigment printing processes, special design and aesthetic effects can be created. Other than aesthetic effects, comfort is also a concern to the customer. Properties such as moisture management rate, air permeability, water vapour permeability, thermal comfort and low stress mechanical properties also affect the comfort properties of textile and fashion products. Among these properties, low stress mechanical properties influence durability and strength of textile products. In fact, low stress mechanical properties of denim products treated by both laser and pigment printing have been seldom reported (Halleb et al. 2019; Parvinzadeh and Najafi 2008). Therefore, this paper focuses on low stress mechanical properties of denim fabric samples treated with laser before or after pigment printing.
Experimental
Denim fabric
Indigo dyed 100% cotton denim fabric was obtained from a local supplier. The fabric structure is 2/1 right hand twill woven fabric (110 ends/inch and 54 picks/inch) with weight of 161 g/m2. The denim fabric was used as received and was conditioned at 20 ± 2 °C temperature and 65 ± 2% relative humidity for at least 24 h before use.
Laser treatment
A commercial pulsed CO2 laser instrument (Jeanologia, Flexi-e V2) was used for treating the denim fabric (at room temperature). Specifications of the laser instrument are shown in Table 1. Denim fabric samples were laser-treated under different combinations of process parameters, i.e. pixel time (30 µs, 40 µs and 50 µs) and resolution (120 dpi, 130 dpi and 140 dpi; dots per inch). After laser treatment, fabric samples were conditioned at 65 ± 2% relative humidity and 20 ± 2 °C temperature for at least 24 h prior to further use.
Pigment printing
Screen printing was used to apply pigment to the denim fabric and the printing was done manually at room temperature. Two printing frames with 60 mesh size (60 openings per inch) and 120 mesh size (120 openings per inch) were used. Pigment was applied to the denim fabric by 2 strokes in the printing process. In this study, TY pigment Red KG3R (Patek Trading Co. Ltd, Hong Kong) was used along with the base (TY Stock Paste P-01, supplied by Patek Trading Co. Ltd, Hong Kong). The ratio of the base and pigment was 10:1 (weight to weight). For example, 1000 g of base was mixed with 100 g of pigment colour. After printing, the pigment printed denim fabric was dried at 85 ± 5 °C temperature for 10 min and then it was cured at 150 °C for 5 min for colour fixation. Then, the fabric samples were conditioned at 20 ± 2 °C temperature and 65 ± 2% relative humidity for at least 24 h before use.
Fabric groups
Denim fabric samples were treated with laser under different combinations of laser treatment process parameters and pigment printing was carried out before and after laser treatment, as well as without laser treatment (Table 2).
Table 3 summarises details of different denims fabric samples evaluated in this study. The denim fabric sample code represents:
First digit: Sample group (0 = Control sample (Group 0); 1 = Group 1; 2 = Group 2; 3 = Group 3 and 4 = Group 4).
Second digit: Resolution of laser treatment (3 = 30dpi, 4 = 40 dpi and 5 = 50 dpi).
Third digit: Pixel time of laser treatment (2 = 120 μs, 3 = 130 μs and 4 = 140 μs).
Fourth digit: Mesh size in pigment printing (0 = 0, 1 = 60 mesh, 2 = 120 mesh).
Example: 2322 means Group 2 (Laser treatment → pigment printing (LSPP)), resolution is 30 dpi, pixel time is 120 μs and mesh size is 120.
Low stress mechanical properties
Kawabata Evaluation System for Fabric (KES-F) (Kato Tech Co., Ltd, Japan) was used for determining low stress mechanical properties of denim fabric. Specimens of size 20 cm × 20 cm were conditioned at 20 ± 2 °C temperature and 65 ± 2% relative humidity for at least 24 h prior to KES-F testing. Table 4 summarises properties of denim fabric samples measured by KES-F.
Surface morphology
Surface morphology of different denim fabric specimen was determined by Scanning Electron Microscope (SEM) (JEOL JSM-6490) with magnification power up to 8000X. SEM images were taken at 130 μs because it is the pixel time between 120 μs and 140 μs.
Results and discussion
Surface SEM images
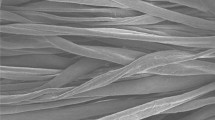
Figure 1a shows surface morphology of the original denim fabric; smooth surface structure is noted. Individual fibres can be observed easily in the SEM image. Figure 1b, c show surface morphology of the denim fabric sample printed with 60 mesh size and 120 mesh size respectively. The mesh size is defined as number of openings per inch in the mesh. A larger mesh size enables transference of more of pigment colour to the denim fabric in a more sharply defined area. Therefore, pigment can be coated more uniformly on the denim fabric in 120 mesh size than in 60 mesh size, as shown in Fig. 1c, b respectively.

a Original sample; b Sample printed with 60 mesh size; and c Sample printed with 120 mesh size
Figure 2 shows surface morphology of laser treated denim fabric with the same pixel time (130 μs) but with increasing resolution, from 30 dpi, 40 dpi to 50 dpi as shown in Fig. 2a–c respectively. In Fig. 2, holes are observed in the laser-treated fibre surface and the hole density increases with resolution, i.e. dpi (dots per inch). Thus 50 dpi gives the highest hole density among all denim fabric specimens. Since the laser power increases with resolution (Kan and Song 2016; Hung et al. 2016, 2017c), Fig. 2c (50 dpi and 130 μs) shows more holes and abraded fibre than Fig. 2a (30 dpi and 130 μs) and Fig. 2b (40 dpi and 130 μs).

Sample treated with laser only: a 30 dpi and 130 pixel time; b 40 dpi and 130 pixel time; and c 50 dpi and 130 pixel time
Figure 3 depicts surface morphology of denim fabric treated with laser, followed by pigment printing (LSPP). Obviously, the hole structure induced by laser treatment (Fig. 2) cannot be observed after pigment printing. In Fig. 2, 50 dpi gives the highest number of holes in the fibre (Fig. 2c because the density of laser beam per inch is the highest. However, after pigment printing the holes in fibre surface are all filled with pigment no matter which laser process parameters combination was used. The surface morphology of Fig. 3 is similar to Fig. 1, under the SEM investigation. In addition, pigment is coated more uniformly when 120 mesh size is used (Fig. 3d–f) than in case of 60 mesh size (Fig. 3a–c)). In addition, the hole structure formation reduces the surface smoothness and finally the fibre surface is roughened.

Sample treated with laser followed by pigment printing: a 30 dpi, 130 pixel time with 60 mesh size; b 40 dpi, 130 pixel time with 60 mesh size; c 50 dpi, 130 pixel time with 60 mesh size; d 30 dpi, 130 pixel time with 120 mesh size; e 40dpi, 130 pixel time with 120 mesh size and f 50 dpi, 130 pixel time with 120 mesh size
Figure 4 shows surface morphology of the denim fabric sample with pigment printing followed by laser (PPLS) treatment. Similar to Fig. 1, pigment is coated more uniformly in the denim fabric sample in 120 mesh size than in 60 mesh size. Hole structures induced by laser (Hung et al. 2016, 2017c) are observed in all denim fabric samples but not as clear as in Fig. 2. In Fig. 2, the hole structure induced by laser is on the fibre surface but for PPLS samples, the hole structure is obviously on the pigment coating because the pigment is coated uniformly on the fibre surface, as a thin layer (Fig. 1). Moreover, the hole density increases with resolution (dpi) which is similar to Fig. 2.

Sample treated with pigment printing followed by laser: a 30 dpi, 130 pixel time with 60 mesh size; b 40 dpi, 130 pixel time with 60 mesh size; c 50 dpi, 130pixel time with 60 mesh size; d 30 dpi, 130 pixel time with 120 mesh size; e 40 dpi, 130 pixel time with 120 mesh size and f 50 dpi, 130 pixel time with 120 mesh size
Tensile properties
With the KES-F system, tensile properties of denim fabrics can be measured in terms of (i) linearity of load-extension curve (LT); (ii) tensile energy (WT); (iii) tensile resilience (RT); and (iv) extensibility (EMT) (Radhakrishnaiah et al. 1993).
A high LT value means low extensibility and low dimensional stability of the fabric (Kan et al. 2015). Figure 5 illustrates that LT values of all treated denim fabrics are higher compared with the original denim fabric. Regarding printing practice, PP-60 and PP-120 denim fabric samples have the same LT values which are higher than the original denim fabric (LT = 1.04). This indicates that the mesh count in the screen influences the extensibility of denim fabric after pigment printing. However, the LSPP and PPLS denim fabric samples achieve higher LT values than the only pigment printed denim fabric (i.e. PP samples). Laser treatment obviously damages the yarn structure in the denim fabric (Fig. 2) and eventually weakens the tensile strength of the fabric (Chow et al. 2011). On the whole, LT values of laser treated denim fabric samples are higher than the original denim fabric which means laser treatment reduces the extensibility as well as dimensional stability of the denim fabric (Chow et al. 2011; Hung et al. 2017c).

LT values
WT denotes energy required to extend the fabric in the process of KES-F measurement. Generally speaking, a larger value of WT refers to a greater stretch ability of a fabric. Figure 6 illustrates that WT values (for both warp and weft directions) of all treated denim fabric samples is lower than that of the original denim fabric. However, WT values vary depending on different treatment processes. The laser treated denim fabric samples (LS) give results similar to the original denim fabric. From Fig. 1, it is noted that the laser effect is concentrated mainly on the surface and there is no significant damage to the bulk of the fabric. Therefore, WT values of laser treated denim fabric samples and the original denim fabric are similar.

WT values
Pigment printed denim fabric samples (PP60 and PP120) give lower WT values than the original denim fabric sample. These results reveal that application of pigment printing on denim fabric can reduce stretch ability of denim fabric. The pigment layer on the fabric surface (Fig. 1) limits the stretch ability of the fabric in the KES-F measurement by a known load. As a result, WT value is lower than that of the original denim fabric and LS denim fabric samples.
Moreover, reduction of WT values in PPLS is obvious when the laser treatment is applied at resolution of 50 dpi. Nevertheless, when laser treatment with resolution of 50 dpi is applied on the LSPP denim fabric samples, values of WT are increased when compared with LSPP treatments with resolution of 30 and 40 dpi.
RT is a measure of ability of the fabric to recover after having been subjected to tensile stress. A higher value of RT indicates the fabric has a better ability to recover from a tensile stress (Kan et al. 2015). Figure 7 shows RT values of different denim fabric samples. It is observed that after laser treatment, RT values of denim fabric samples decline. This reduction in RT values means that the ability of the fabric to recover after tensile deformation is reduced after it is laser treated because of the surface roughening effect (increased inter-fibre friction) induced by laser (Fig. 2). RT values of PP-60 (33.55%) and PP-120 (33.31%) are slightly higher than of the original denim fabric (32.26%). This indicates that mesh count does not influence RT values of the fabric after pigment printing. Moreover, LSPP and PPLS denim fabric samples show slightly higher RT values than PP denim fabric sample. The pigment printed on the fabric surface forms a continuous film (Figs. 3 and 4) which helps the fabric to recover from tensile deformation and that is why RT values increase.

RT values
EMT refers to percent increase in length (elongation) after applying a known tensile stress to the fabric, compared with the initial length. Generally speaking, the greater the EMT value, the longer the elongation of the fabric under a known applied stress will be. As shown in Fig. 8, EMT values of all treated denim fabric samples are reduced when compared with the original denim fabric sample. This means elongation of the denim fabric under a known applied stress is reduced after different treatments.

EMT values
For LS denim fabric samples, EMT values decrease slightly compared with the original samples. As shown in Fig. 2, laser treatment induced surface roughening effect which increases the inter-fibre friction that may restrict the elongation under an applied stress.
EMT values of PP-60 and PP-120 denim fabric samples are nearly the same which indicates that mesh count does not affect EMT values. Moreover, variation in EMT values of PP-60, PP-120, LSPP 60, LSPP 120 is very little because pigment coating is very uniform. The pigment printed on the fabric surface forms a continuous film (Figs. 1 and 3) which reduces elongation of the fabric under a known applied stress.
However, EMT values of PPLS 60 and PPLS 120 are reduced further because the pigment printed on the fabric surface forms a continuous film (Fig. 4) and also laser treatment induces a surface roughening effect. Both effects contribute to the reduction of elongation of the fabric under a known applied stress.
Shear properties
For measurement of shear strength by KES-F system, shear rigidity (G), hysteresis of shear force at 0.5° (2HG) and at 5° (2HG5) of the denim fabric samples need to be measured.
The G value refers to the ability of a fabric to resist shear deformation. Generally speaking, a large G value means a harder shearing which indicates that shear deformation is difficult. Figure 9 shows that all treated denim fabric samples give a larger G value than the original denim fabric. G values of pigment printed denim fabric samples (PP) increase more than the laser treated denim fabric sample (LS). As shown in Fig. 1, the pigment layer coated after printing gives rigidity to the denim fabric which makes shear deformation more difficult. The laser engraving process also increases G values of denim fabric, but to a lesser extent. The reduction in G value is due to the roughened surface (Fig. 2) which leads to inter-fibre frictional force making it difficult for the fabric to shear (Kan et al. 2015).

G values
2HG and 2HG5 denote the fabric’s recoverability after shear deformation (under different shearing degrees). It also describes elasticity of the fabric. Figure 10 shows that 2HG values of all treated denim fabric samples are higher than the original denim fabric. The higher 2HG values indicate that after different treatments, the fabric may have poorer recovery from shear deformation than the original denim fabric. LS denim fabric samples have higher 2HG values than original denim fabric because the surface roughening effect induced by laser treatment (Fig. 2) increases the inter-fibre friction which may restrict the recovery after shear deformation (Ondogan et al. 2005a, b; Kim and Slaten 1999; Pan 2006). The PP denim fabric samples have 2HG values beyond the LS denim fabric samples because the pigment layer imparts rigidity to the fabric which makes shear deformation more difficult. Generally speaking, the LSPP and PPLS demonstrate higher 2HG values which may be due to the presence of the pigment layer which restricts the recovery of fabric after shear deformation.

2HG values
Figure 11 demonstrates that 2HG5 values of all treated denim fabric samples are higher than the original fabric. The high 2HG5 values are after different treatments, indicating the fabric may have poorer recovery from shear deformation than the original fabric. LS denim fabric samples have a higher 2HG5 value than the original because the surface roughening effect induced by laser treatment (Fig. 2) increases the inter-fibre friction which may restrict the recovery after shear deformation. The PP denim fabric samples 2HG5 values increase more than the LS denim fabric samples because the pigment layer imparts rigidity to the denim fabric which makes shear deformation more difficult. Similar to 2HG values, LSPP and PPLS show higher 2HG5 values which may be due to the presence of pigment layer that restricts the recovery of denim fabric after shear deformation.

2HG5 values
Shear is an important property that impacts handle and drape of fabrics. Shear rigidity (G) reflects the subjective handle of fabric (Kan and Yuen 2007), that is increasing the shear rigidity enhances the subjective stiffness of fabric. After different treatments, there is a large increase in fabric shear rigidity. A high shear rigidity indicates that the fabric will have poor drape and three-dimensional forming as required in tailoring of treated fabrics. Especially, in the case of pigment-printed denim fabric sample, due to the presence of pigment coating on the fabric surface, subjective stiffness of fabric increased when compared with the original denim fabric sample. Meanwhile, the differently treated denim fabrics have a higher degree of inelasticity in shear as indicated by the large shear stress values (2HG and 2HG5) (Kan and Yuen 2007).
Bending properties
Bending properties, i.e. bending rigidity (B) and hysteresis of bending moment (2HB) can be obtained by KES-F system.
Generally speaking, fabric with a larger B value indicates it is more rigid and difficult to bend. All treated denim fabric samples (Fig. 12) have larger B value than the original denim fabric. B values of LS denim fabric samples are larger than of PP denim fabric samples. This denotes that the laser treatment has a greater impact on fabric bending rigidity than pigment printing. In case of laser treatment (LS), surface roughening effect, as shown in Fig. 2, introduces inter-fibre friction making it difficult for the fabric to bend (Kan et al. 2015). In case of PP, pigment film in fibre surface (Fig. 1) makes the fabric rigid and restricts the bending. LSPP and PPLS denim fabric samples have larger B values than PP denim fabric samples generally. Combining laser treatment and pigment printing can change bending properties due to the presence of pigment layer on the denim fabric surface.

B values
2HB is the hysteresis of bending moment per unit length which refers to the recovery ability of a fabric after bending. A higher 2HB value means the fabric has poor recovery after bending. Figure 13 shows that after different treatments, 2HB values of fabric samples are increased when compared with the original fabric sample. This means the fabric presents a poor recovery after bending. In case of LS denim fabric samples, laser treatment causes roughening effect to the fibre surface (Fig. 2) which may increase the inter-fibre friction and prevent the fabric from bending (Ondogan et al. 2005a, b; Kim and Slaten 1999; Pan 2006). In case of PP denim fabric samples, the pigment layer on the fabric surface forms a continuous film (Fig. 3) and that may restrict the fabric from bending. The combined laser and pigment printing process did not reduce 2HB values because of the presence of pigment layer on the fabric surface restricting the fabric from recovering after bending action.

2HB values
The increase in values of B and 2HB of the differently treated denim fabrics reduced the fabric flexibility and elastic recovery from bending which in turn affects the fabric’s tailoring, draping and wear (Kan and Yuen 2007).
Compression properties
Linearity of compression (LC), compressional energy (WC) and compressional recoverability (RC) of different denim fabric samples are measured by KES-F system.
Fabric firmness and softness can be reflected by LC value in the KES-F system. Figure 14 shows LC values of different denim fabric samples. LC values of all treated denim fabric samples (LS, PP 60, PP 120, LSPP 60, LSPP 120, PPLS 60 and PPLS 120) are greater than the original denim fabric. In the KES-F system, LC value close to 1 means the fabric has a firmer compression property (i.e. fabric softness is not good). As shown in Fig. 14, both laser treatment and pigment printing change the denim fabric samples to be firmer and less soft than the original denim fabric (all LC values are greater than the original). Laser treatment has thermal oxidation effect on textile material (Hung et al. 2017c). In case of cotton, it may be decomposed into char during the laser treatment process. Tiny black colour powder-like particles are formed at the fabric surface after laser treatment. As a result, surface of laser treated denim fabric would have a firmer hand feel (due to carbon layer) (Hunt et al. 2017c) than the original denim fabric. For the pigment printed denim fabric, the pigment layer (Fig. 1) makes the fabric firmer than the original denim fabric.

LC values
WC value denotes susceptibility of fabric to compression which in turn indicates fluffy properties of the fabric. A larger WC value means the fabric appears fluffier. Generally speaking, both laser treatment and pigment printing change the denim fabric to be fluffier than the original denim fabric (Fig. 15). The laser treatment engraves the denim fabric surface and hence opens the structure of the denim fabric. This makes the laser-treated denim fabric fluffier than the original one. For pigment printed (PP), LSPP and PPLS denim fabric samples, their WC values vary with different processing parameters. However, their values are higher than the original denim fabric sample. As shown in Figs. 1b, c, 3 and 4, pigment layer covers the denim fabric surface and hence increases the fluffiness of the denim fabric.

WC values
RC value can determine recoverability of fabric after compressional deformation. Fabric with percentage nearly 100% can be easily recovered after compressing. Generally speaking, RC values decrease under the influence of laser treatment and pigment printing process (Fig. 16) which means the treated fabric does not recover easily after compression when compared with the original fabric. The laser treatment engraves the fabric surface and roughens the surface. This increases the inter-fibre friction and hence the fabric finds it difficult to recover to original form after compression (Hung et al. 2017c; Kan et al. 2015). Pigment printed (PP) denim fabric samples show the lowest RC values when compared with other LSPP and PPLS denim fabric samples. The pigment is coated on the denim fabric surface and hence it increases the stiffness and thickness of the fabric which makes it difficult for the denim fabric to recover after compression. Meanwhile LSPP and PPLS denim fabric samples show similar RC values.

RC values
Surface properties
Coefficient of friction (MIU) and surface roughness (SMD) are obtained from KES-F system in this study.
MIU is defined as the ratio of frictional force to normal load (Ondogan et al. 2005a, b; Kim and Slaten, 1999; Pan 2006). An increase of MIU value indicates the fabric surface is less smooth and rougher. Figure 17 shows that the values of MIU of all treated denim fabrics are higher than the original denim fabric. The treated denim fabrics process less smooth but rougher fabric surface than the original denim fabric.

MIU values
LS treated denim fabric samples (Fig. 2) have a rough surface compared with the original denim fabric and hence the MIU values are higher. PP-120 denim fabric samples have MIU values similar to the original denim fabric because 120 mesh size can coat pigment more uniformly than PP-60 denim fabric samples (Fig. 1).
MIU values of all LSPP and PPLS denim fabric samples are higher than the original denim fabric but they vary with laser process parameters as well as the mesh size. MIU values of PPLS 60 denim fabric samples laser treated with 120–140 μs and 40 dpi are higher than the LSPP 60 denim fabric samples. However, when the dpi change from 40 to 50, MIU values of PPLS 60 denim fabric samples are lower than the LSPP 60 denim fabric samples.
SMD (surface roughness mean deviation) refers to evenness of a fabric surface. A larger SMD value means less evenness of fabric surface. Figure 18 shows most of the treated denim fabric samples have a slightly lower SMD value than the original denim fabric (change from 2.62 μm to 1.97 μm). As shown in Fig. 18, the LS, PP, LSPP and PPLS generally help improve surface evenness of denim fabric. Among these PP surface has the best evenness and LSPP and PPLS vary depending on the laser treatment parameters. As a result, the combination of laser treatment and pigment printing could improve surface evenness of denim products. In this case, although the surface becomes rough and less smooth after laser treatment and/or pigment printing, the denim fabric surface becomes more homogenous and the distribution of surface roughness and smoothness are even.

SMD values
Interrelation between difficulty in sewing process and ranges of low stress mechanical parameters
Kawabata and Niwa (1989) defined the correlation between difficulty in sewing process and ranges of some low stress mechanical parameters. Table 5 shows the comparisons of ranges of parameters that would introduce difficulty in sewing process of differently treated denim fabric samples. Generally speaking, the original denim fabric is not an ideal fabric for sewing as it has 6 difficulties as defined by Kawabata and Niwa (1989). On the whole, all different treatments of denim fabrics lead to lower difficulties in sewing (most of them have 5 difficulties). Interestingly, the PPLS denim fabric samples treated with pixel time of 40 μs or 50 μs and resolution of 120 dpi, 130 dpi or 140 dpi lead to the least difficulties in sewing process (only 4), irrespective of mesh used for pigment printing. Based on the comparisons in Table 5, the important problems encountered in denim fabric samples in this study are (1) overfeed operation; (2) stream press operation; and (3) cutting operation.
Conclusions
In this paper, we studied comfort properties of denim fabrics treated with laser and pigment printed in terms of low stress mechanical properties. It was noted that tensile, shearing, bending and compression properties of the denim fabric samples were influenced to different degrees under different combinations of laser treatment and pigment printing processes. This influence could be caused by the laser treatment which can damage the yarn and fabric structure and also burn the fabric surface. The binder used in pigment printing forms a thin layer on fabric surface making the denim fabric more rigid and difficult to deform. Moreover, laser treatment and pigment printing improve surface properties of denim fabric samples, making them smoother and with an even surface.
In addition, a comparison between difficulty in sewing process and ranges of some low stress mechanical parameters showed that the original denim fabric is not an ideal fabric for sewing. However, after different treatments with laser and/or pigment printing, the difficulties in sewing were reduced. Interestingly, the PPLS denim fabric samples treated with pixel time of 40 μs or 50 μs and resolution of 120 dpi, 130 dpi or 140 dpi lead to the least difficulties in sewing process, irrespective of the mesh used for pigment printing.
References
Chow YL, Chan CK, Kan CW (2011) Effect of CO2 laser treatment on cotton surface. Cellulose 18:1165–1641
Dalbaşı ES, Özçelik Kayseri G, Aslıİlleez A (2019) A research on the effect of various laser fading parameters on physical and surface properties of denim fabric. Opt Laser Technol 118:28–36
Du W, Zuo D, Gan H, Yi C (2019) Comparative study on the effects of laser bleaching and conventional bleaching on the physical properties of indigo kapok/cotton denim fabrics. Appl Sci 9(21):4662
Ebrahimi I, Gashti MP, Sarafpour M (2018) Photocatalytic discoloration of denim using advanced oxidation process with H2O2/UV. J Photochem Photobiol A Chem 360:278–288
Gao Z, Zhang L, Zhao J (2006) Application of laser technology in textile industry. J Text Res 27(8):117–120
Gashti MP, Rashidian R, Almasian A, Zohouri AB (2013) A novel method for colouration of coton using clay nano-adsorbent treatment. Pigm Resin Technol 42(3):175–185
Halleb N, Sahnoun M, Rouhou MC (2019) The influence of finishing and softening treatments on the sensory properties of denim fabric. Tekstil Konfeksiyon 29(1):55–62
Hung ON, Chan CK, Kan CW (2016) Introducing variations in colour of cotton fabric-reactive dye systems through irradiation with carbon dioxide laser. Color Technol 132:35–48
Hung ON, Chan CK, Kan CW, Yuen CWM (2017a) An analysis of some physical and chemical properties of CO2 laser-treated cotton-based fabrics. Cellulose 24:363–381
Hung ON, Chan CK, Kan CW, Yuen CWM (2017b) Effect of the CO2 laser treatment on properties of 100% cotton knitted fabrics. Cellulose 24:1915–1926
Hung ON, Kan CW (2017) Effect of CO2 laser treatment on the fabric hand of cotton and cotton/polyester blended fabric. Polymers 9(11):609
Hung ON, Chan CK, Kan CW, Yuen CWM (2017c) Microscopic study of the surface morphology of CO2 laser-treated cotton and cotton/polyester blended fabric. Text Res J 87(9):1107–1120
Kan CW, Yuen CWM (2007) Plasma technology in wool. Text Prog 39(3):121–187
Kan CW (2014) Colour fading effect of indigo-dyed cotton denim fabric by CO2 laser. Fiber Polym 15:426–429
Kan CW, Lam YL, Siu YT (2015) Effects of laser treatment on fabric characteristics and performance. Surf Innov 3(4):228–236
Kan CW, Song LJ (2016) An artificial neural network model for prediction of colour properties of knitted fabrics induced by laser engraving. Neural Process Lett 44:639–650
Kawabata S, Miwa M (1989) Fabric performance in clothing and clothing manufacture. J Text Inst 80(1):19–50
Kim JO, Slaten BL (1999) Objective evaluation of fabric hand—part I: relationships of fabric hand by the extraction method and related physical and surface properties. Text Res J 69:59–67
Ondogan Z, Pumul O, Ondogan EN, Ozguney A (2005a) Improving the appearance of all textile products from clothing to home textile using laser technology. Opt Laser Technol 37(8):631–637
Ondogan Z, Pamuk O, Dalbasti T, Aydin H, Ozcelik M (2005b) Laser machine creates patterns in fabric. Laser Focus 41(1):167–170
Ondogan Z (2005) A laser surface design machine to improve the productivity of textile manufacture. Laser Eng 15:375–385
Ortiz-Morales M, Poterasu M, Acosta-Ortiz SE, Compean I, Hernandez-Alvarado MR (2003) A comparison between characteristics of various laser-based denim fading processes. Opt Laser Eng 39:15
Ozguney AT (2007) The comparison of laser surface designing and pigment printing methods for the product quality. Opt Laser Technol 39:1054–1058
Pan N (2006) Quantification and evaluation of human tactile sense towards fabrics. Int J Des Nat Ecodyn 1:48–60
Parvinzadeh M, Najafi H (2008) Textile softeners on cotton dyed with direct dyes: reflectance and fastness assessments. Tenside Surfact Det 45(1):13–16
Shterev Y, Dolchinkov N, St L, Boganova D, Peneva M, Linkov L, Nedialkov D (2018) Examining the possibility of marking and engraving of textile using CO2 laser. Mach Technol Mater 12(12):491–493
Radhakrishnaiah P, Tejatanalert S, Sawhne APS (1993) Handle and comfort properties of woven fabrics made from random blend and cotton-covered cotton/polyester yarns. Text Res J 63:573–679
Rothammer M, Heep M-C, von Freymann G, Zollfrank C (6039s) Enabling direct laser writing of cellulose-based submicron architectures. Cellulose 25:6031–6039s
Štěpánková M, Wiener J, Dembický J (2014) Properties of cotton fabric after irradiation with infrared CO2 laser. Fiber Polym 15:2072–2076
Venkatraman PD, Liauw CM (2019) Use of a carbon dioxide laser for environmentally beneficial generation of distressed/faded effects on indigo dyed denim fabric: evaluation of colour change, fibre morphology, degradation and textile properties. Opt Laser Technol 111:701–713
Xiong X, Yang T, Mishra R, Wiener J, Militký J (2017) Investigation on laser engraving based application of silica aerogel into nonwovens. Fiber Polym 18:2469–2475
Yuan GX, Jiang SX, Newton E, Fan JT, Au WM (2012) Application of laser treatment for fashion design. J Text Inst 103(1):48–54
Acknowledgments
This study is part of a final year project submitted by Shun-ting Tse in partial fulfilment of the requirements for her BA (Hons) degree in Fashion and Textiles in Institute of Textiles and Clothing, The Hong Kong Polytechnic University. This work is financially supported by The Hong Kong Polytechnic University.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Tse, St., Kan, Cw. Effect of laser treatment on pigment printing on denim fabric: low stress mechanical properties. Cellulose 27, 10385–10405 (2020). https://doi.org/10.1007/s10570-020-03461-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03461-7