
Abstract
Oily wastewater seriously pollutes the environment, and is difficult to separate. In this work, superhydrophobic cotton fabrics were fabricated through the combination of micro–nano-binary structure of polydopamine (PDA) and grafting of octadecylamine (ODA). Herein, fluorine-free compounds were used. The PDA binary structure was rapidly deposited on cotton fabric under the catalysis of metal salts and oxidants. Then, the ODA was grafted onto the cotton fabric through Schiff base reaction with o-quinone formed by oxidation of the catechol structure of PDA, which covered the surface of PDA coated cotton fabric. The superhydrophobic cotton fabric with contact angle up to 163.7° and scroll angle around 9° was obtained. Due to the excellent adhesion of polydopamine, the superhydrophobic cotton fabric demonstrated great stability and durability under a variety of harsh environmental conditions. After coating the polyurethane (PU) sponge with the prepared superhydrophobic cotton fabric, an oil absorbing bag was made and it showed good oil–water separation even after being reused 20 times, and the prepared cotton fabric also had excellent self-cleaning performance. This facile strategy of preparation of superhydrophobic materials for continuous oil–water separation is quick, efficient and environmentally friendly, which has great prospect for application in removal of marine oil spills.
Graphic abstract

Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
With the widespread use of industrial crude oil, the marine oil pollution caused by it has become increasingly serious, mainly due to leakage accidents in production and transportation. Oil spill pollution will cause huge ecological and environmental problems, and superhydrophobic and lipophilic materials show application potential in oil–water separation (Xue et al. 2014; Lia et al. 2016). Superhydrophobic material is a kind of material with special wettability. It was originally inspired by the “Lotus Effect”. The binary structure of the nanoscale protrusions and valleys and nano-sticks on the surface of the lotus leaf and the covered wax-like material impart superhydrophobic properties to the lotus leaf. Due to the micro-rough structure and the wax-like material, a layer or film of air is formed on the surface between the water droplets and the lotus leaf, making the water droplets unable to wet and allowing them to slide easily (Guo and Liu 2007; Shirtcliffe et al. 2010). Based on the Wenzel model and the Cassie–Baxter model, the introduction of micro-rough structure can make the flat hydrophobic surface more hydrophobic or even superhydrophobic. Therefore, the superhydrophobic surface (the water contact angle (WCA) reaches above 150°) can be constructed by a combination of appropriate surface roughness and low surface energy (Shao et al. 2019; Wang et al. 2018a). Superhydrophobic materials have a variety of uses such as oil–water separation, self-cleaning, snow-proofing and corrosion resistance (Liu et al. 2015; Xiang et al. 2019; Nine et al. 2020; Wang and Liu 2020). Cotton fabric is made from a natuarl fiber that is inexpensive and produced in large quantities. It has excellent characteristics such as heat resistance, alkali resistance, softness and flexibility. Endowing cotton fabric with superhydrophobicity can expand its application range like anti-staining and oil–water separation (Yang M et al. 2019; Han S et al. 2017). So far, there have been numerous investigations of methods to prepare superhydrophobic materials, such as plasma etching (Li et al. 2015), dip coating (Chen et al. 2015), electrospinning (Ahmed et al. 2015), sol–gel coating (Gonçalves et al. 2008; Shang et al. 2004), electrochemical deposition (Xiong et al. 2019; Rasitha et al. 2019) and template processing (Xiang et al. 2019). However, most of the above methods have some problems, such as complicated operation and the use of fluoride as low surface energy substances, which has caused serious environmental problems. Therefore, it is of great scientific and practical application value to find a method for the preparation of superhydrophobic materials with simple operation and environmentally friendly raw materials.
Dopamine (DA) is a natural analog of 3,4-Dihydroxy-l-phenylalanine (DOPA), which is the main component of mussel foot protein. Since DA and DOPA has the same catecholamine structure, it has the similar adhesion to mussel foot protein (Lee et al. 2007, 2006). Dopamine can be oxidatively polymerized into polydopamine. According to the current research, the polymerization mechanism is mainly that the catechol structure is easily oxidized to form o-quinone structure, and then cyclized with its primary amine group to generate the key cyclization product of dopamine, 5,6-dihydroxyindole (DHI). Finally, through the combination of charge transfer, π accumulation and hydrogen bond interaction (Vecchia et al. 2013) (Scheme 1), a supramolecular aggregate of monomers, polydopamine (PDA), is formed. Due to the strong covalent/noncovalent interactions between the catechol moieties and the substrates, PDA has excellent adhesion and can be deposited on various substrate surfaces (Ma et al. 2018). Its source is natural and environmentally friendly, and the polymer is degradable, so it meets the requirements of environmental protection. Some scholars have carried out research on the superhydrophobicity of dopamine. Firstly, polydopamine is deposited on the surface of the substrate to construct a micro–nano rough structure. Then, based on the catechol group characteristic of polydopamine, the substrate is endowed with superhydrophobic property by grafting low surface energy substances with –SH, –NH2 or siloxane groups via Michael addition reaction or Schiff base reaction (Ma et al. 2018; Li et al. 2018; Wang et al. 2015, 2016, 2018b, 2019; Kang et al. 2019; Cao et al. 2014). However, the traditional polymerization of dopamine takes up to 8–4 h (Bernsmann et al. 2011; Zhang et al. 2018; Ponzio et al. 2016), which greatly limits its application.

Illustration of traditional polymerization of dopamine
Based on the biomimetic chemistry of mussels, we proposed a strategy for preparing superhydrophobic cotton fabrics using metal salts and oxidants to catalyze the rapid polymerization of polydopamine. The surface morphology and chemical structure were tested and characterized by SEM, AFM and XPS and infrared spectra, respectively. The prepared superhydrophobic cotton fabric was then subjected to pH, water washing, stability tests of the organic liquid and mechanical property test. In addition, the prepared superhydrophobic cotton fabric was wrapped on the PU sponge to prepare an oil absorbing bag to test its oil–water separation performance and recyclability. Compared with most traditional mussel biomimetic chemistry, the preparation strategy of superhydrophobic cotton fabric adopted in this study is time-saving and free of harmful compounds such as fluorine-containing compounds. The prepared superhydrophobic cotton fabric has excellent stability to extreme conditions and oil–water separation performance. It also has excellent self-cleaning properties, which provides many possibilities for industrial usage and has broad application prospects.
Experimental
Materials
Cotton fabric (twill fabric, 308 g/m2, warp density: 45 threads per cm; weft density: 21 threads per cm) was provided by Jiangsu Shazhou Printing and Dyeing group (China) and used after soaping. Dopamine hydrochloride (98.5% purity) was purchased from Yuanye Biotechnology Co., Ltd., Shanghai, China. FeCl3 was supplied by Sinopharm Chemical Reagent Co., Ltd., Shanghai, China. 1-Octadecylamine was purchased from Huawei Ruike Chemical Co., Ltd. Beijing, China. Sodium perborate tetrahydrate was provide by Shanghai Titan Scientific Co., Ltd., Shanghai, China.
Preparation of Fe/PDA cotton fabric
The washed cotton fabric (4 cm × 4 cm) was immersed in dopamine(2 g/L) and FeCl3 (2.4 mmol/L) of 100 mL solution. After stirring at 50 °C for 20 min, 15 mmol/L sodium perborate was added, and continued to react for 70 min. The cotton fabric was then taken out and rinsed three times with deionized water, and dried in an oven at 60 °C. Then, the treated cotton fabric was treated repeatedly according to the above procedure to obtain Fe/PDA cotton fabric. The schematic illustration is shown in Scheme 2.
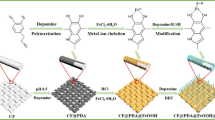
Preparation of Fe/PDA/ODA cotton fabric
The Fe/PDA cotton fabric was immersed in 5 mmol/L octadecylamine solution of ethanol and water (7:3,100 mL), and stirred at 50 °C for 4 h. The modified fabric was rinsed with deionized water and ethanol, then dried at 60 °C and grafted with low surface energy substance on the cotton fabric to achieve superhydrophobic effect. The schematic illustration of preparation of superhydrophobic cotton fabric (Fe/PDA/ODA cotton fabric) is shown in Scheme 2.

Schematic diagram of superhydrophobic modification of cotton fabric
Characterizations
The water contact angle (WCA) and scrolling angle (SA) of the samples were measured using the Kruss DSA 100 (Kruss Company, Germany) instrument. The volume of the droplets in WCA and SA measurements were 6 and 10 µL water respectively, and the results were the average of five measurements. The surface morphology of the fabric was observed using a field emission scanning electron microscope (FESEM, Hitachi S-4800) at 3.0 kV. The surface topography and roughness of the fabric were determined by an atomic force microscope (AFM, Multiomode 8, Burker Company). Surface-sensitive attenuated total reflection Fourier transform infrared (ATR-FTIR) spectra were carried out with Nicolet 5700 instrument. X-ray photoelectron spectra (XPS) were performed on Thermo ESCALAB 250XI (Thermo Fisher Scientific, USA).
Stability tests
Stability tests of the prepared superhydrophobic cotton fabric include pH stability, water wash stability and organic solvent stability. In the water wash stability test, the Fe/PDA/ODA cotton fabric was put into 0.37% detergent according to AATCC 61-2006 standard method, and then washed using 200 mL soaping solution at 40 °C for 45 min in a soaping machine with 10 steel balls. For the abrasion stability test, the Fe/PDA/ODA cotton fabric was rubbed against an original cotton fabric for 200, 400, 600, 800, and 1000 times, respectively, and the WCAs and SAs were measured. In the pH stability test, the Fe/PDA/ODA cotton fabric was soaked in acidic solution (HCl, pH 3), neutral salt solution (NaCl, pH 7), and basic solution (NaOH, pH 10, pH 13) for 12 h, then washed with ethanol and deionized water. The WCAs and SAs were measured after drying at 60 °C. In the organic solvent stability test, the Fe/PDA/ODA cotton fabric was soaked in acetone, carbon tetrachloride, tetrahydrofuran and n-hexane for 12 h, hereafter washed with ethanol and then dried at 60 °C to measure the WCAs and SAs. The INSTRON-3365 material testing machine (American INSTRON Company, Norwood, MA, USA) was used to test the mechanical properties of fabrics. The breaking strength and elongation at break of samples were tested according to ISO 13934-1-2013. The average values were obtained after three tests in warp and weft directions, and the stretching speed was 10 N/cm.
Oil–water separation tests
The oil–water separation tests include gravity driven oil–water separation and adsorption bag oil–water separation tests. For the gravity driven oil–water separation test, oil was dyed with Oil Red O while water was dyed with Methylene Blue. CCl4 and CHCl3 were selected as the experimental oil, and the oil–water separation was performed using a self-made gravity driven oil–water separation device. For the adsorption bag oil–water separation test, the Fe/PDA/ODA cotton fabric was filled with polyurethane (PU) sponge to form an oil adsorption bag, and the vacuum pump was used to provide the driving force in the test.
The oil–water separation efficiency (η) is calculated according to Eq. (1):
where m0 and m1 are the weight of water before and after the oil–water separation, respectively.
The oil–water separation capacity (c) is calculated using Eq. (2):
where M0 and M1 are the weight of the adsorption bag before and after the oil–water separation, respectively (the original weight of the adsorption bag is about 8.25 g).
Self-cleaning test
The original cotton and Fe/PDA/ODA cotton fabrics were respectively sprinkled with Reactive Red dye powder, and washed with water for comparison to test the self-cleaning performance.
Results and discussion
Surface morphology characterization
Chemical composition and geometric structure are two important parameters to realize superhydrophobicity. The optimization of chemical composition can be achieved by introducing low-suface-energy substance, and the surface roughness can be improved by constructing the geometry of micro–nano structure (Ma et al. 2018). Accordingly, it is vital to explore the surface morphology of superhydrophobic materials. FESEM was used to characterize the surface morphology of original cotton fabric, Fe/PDA cotton fabric and Fe/PDA/ODA cotton fabric.
The surface of the original cotton is smooth (Fig. 1a–c), superhydrophilic, and its WCA is 0° (Fig. 1b). After deposition of Fe/PDA, the surface of cotton fabric is coated with a thin layer of nano-sized particles (Fig. 1d–f). The Fe/PDA nano-sized particles are closely arranged on the cotton fabric, endowing the Fe/PDA cotton fabric with hydrophobicity (WCA 141°) (Fig. 1e). After further modification with ODA, the PDA particles covered on the cotton fabric are obviously wrapped by a layer of ODA (Fig. 1g–i). Through the combination of roughness and low surface energy, Fe/PDA/ODA cotton fabric eventually achieved superhydrophobicity. The water droplets rolled unimpeded on its surface. The WCA reached 163.7° (Fig. 1h), SA was 9° (Fig. 1i), and oil contact angle was 0°.

a–c SEM images of original cotton, d–f SEM images of Fe/PDA cotton fabric, and g–i SEM images of Fe/PDA/ODA cotton fabric, the WCA pictures of original cotton fabric, Fe/PDA cotton fabric and Fe/PDA/ODA cotton fabric are inserted in (b), (e) and (h) respectively; inserts of (i) is the SA of Fe/PDA/ODA cotton fabric
Atomic force microscopy (AFM) was used to characterize the surface roughness of cotton fabrics and the binary structure of Fe/PDA cotton fabric and Fe/PDA/ODA cotton fabric (Fig. 2). The root mean square (RMS) value of the smooth original cotton fabric surface was approximately 1.37 nm (Fig. 2a). However, the cotton fabric treated with two layers of PDA has a rough surface structure, and the highest value (Rz) reaches 1273 nm, that is, the thickness of PDA coated on the cotton fabric, and the RMS value is around 76.2 nm (Fig. 2b). Combined with the results of SEM (Fig. 1f), PDA formed nano particles and rough structure on the cotton fabric, which laid a foundation for the construction of superhydrophobic surface. Compared with the Fe/PDA cotton fabric, the roughness of the Fe/PDA/ODA cotton fabric was further increased. The highest surface value (Rz) of the Fe/PDA/ODA cotton fabric reached 2116 nm, indicating that the coverage of ODA continued to increase the thickness of the coating, and the RMS value reached approximately 295 nm (Fig. 2c).
In a word, PDA was deposited on the surface of the cotton fabric to form nano-scale particles, and the combined effect of PDA and ODA ultimately achieved superhydrophobic effect.

AFM diagrams of a original cotton, b Fe/PDA cotton fabric, c Fe/PDA/ODA cotton fabric
Chemical structure and composition
The chemical structure and composition of original cotton fabric, Fe/PDA cotton fabric and Fe/PDA/ODA cotton fabric was determined by Fourier transform infrared spectroscopy and X-ray photoelectron spectroscopy.
Table 1 involves elemental compositions of different cotton fabrics obtained by XPS. As shown in Table 1, the original cotton fabric contains only carbon and oxygen elements. Both Fe/PDA cotton fabric and Fe/PDA/ODA cotton fabric contain N and Fe elements. The nitrogen element comes from PDA and the Fe element comes from metal salts, indicating that iron ion not only acts as catalyst but also chelates with PDA (Zhang et al. 2016). Figure 3a is the Fourier infrared spectrum of original cotton fabric, in which the absorption peaks at 3300 cm− 1 and 2900 cm− 1 are attributed to the stretching vibration of –OH and –CH2, and peaks at 1420 cm− 1 and 1370 cm− 1 are mainly due to the asymmetric wagging and bending vibration of –CH2, respectively. After PDA was deposited on cotton fabric, due to the introduction of N–H bond by PDA, the stretching vibration of –NH– are observed at 3300 cm− 1. The peak at 1642 cm− 1 corresponds to the –C=O groups in the o-quinone structure formed by the oxidation of the oxidant in PDA. The peak at 1470 cm− 1 belongs to the shear vibration of –NH– in PDA, and the peak at 1020 cm− 1 is designated to the stretching vibration of the C–O (Wang et al. 2019; Gao et al. 2018; Dong et al. 2019; Yu et al. 2019; Cao et al. 2019). The absorption peaks at 2910 cm− 1 and 2850 cm− 1 belong to stretching vibration of –CH3 and –CH2 of ODA, respectively. The absorption peak at 1642 cm− 1 can be attributed to – C=O and –C= N stretching vibration (Wang et al. 2020; Wang et al. 2015; Gao et al. 2018).

a The Fourier infrared spectrum for the original and modified fabrics, b the XPS spectra of original cotton fabric high resolution C1s spectrum, c, d high resolution C 1s and N 1s spectrum of Fe/PDA cotton fabric, e, f high resolution C 1s and N 1s spectrum of Fe/PDA /ODA cotton fabric
Figure 3b exhibits the C1s spectrum of the original cotton fabric. It can be seen that the peaks at 284.8 eV, 286.5 eV and 288.1 eV correspond to C–C, C–O and O–C=O bonds, respectively. In Fe/PDA cotton fabric of Fig. 3c, a new peak at 285.7 eV corresponding to the C–N bond appears. The C=O bond at 286.4eV coincides with the C–O bond peak position, and the C=O bond is mainly derived from the o-quinone structure. In Fig. 3d, peaks at 399.8 eV, 401.5 eV and 398.7 eV correspond to the –NH–, –NH2 and –N= bonds of PDA, respectively (Kang et al. 2019; Yu et al. 2019). The –N= bond may originate from intramolecular rearrangement of PDA. For the Fe/PDA/ODA cotton fabric in Fig. 3f, the peak at 398.7eV is significantly increased, which is originated from the –N= of Schiff base. Along with the reduction of C=O group in Fig. 3e, it was proved that the o-quinone structure reacts with ODA to form C=N bond.
The above results demonstrated that PDA were deposited on cotton fabric and formed chemical bonds with ODA, and had a relatively stable chemical structure.
Stability of Fe/PDA/ODA cotton fabric
.
The marine environment is usually complex, and superhydrophobic materials should be able to be used in a variety of complex environments. The stability of superhydrophobic materials can be used to characterize their durability in a variety of harsh environments. The stability tests include water washing stability, pH stability and organic solution stability (Fig. 4). pH and water washing stability test can simulate the harsh environment in the ocean, while the organic solution stability tests can simulate the stability of superhydrophobic materials to various adsorbed marine oils.

Water contact angle and scrolling angle of Fe/PDA/ODA before and after a laundering cycles, b abrasion cycles; water droplets on the surface of Fe/PDA/ODA cotton fabric after c laundering 1–5 times, d rubbing 200–1000 times
The WCAs and SAs of Fe/PDA/ODA cotton fabric before and after laundering are shown in Fig. 4a. The states of water droplets on Fe/PDA/ODA cotton fabric after 1–5 laundering cycles are shown in Fig. 4c, one of which is equivalent to 5 laundering cycles of commercial and domestic washing (Dong et al. 2019). In the abrasion stability test, the Fe/PDA/ODA cotton fabric was rubbed against an original cotton fabric for 200, 400, 600, 800, and 1000 times, respectively, and the WCAs and SAs were measured (Fig. 4b). The states of water droplet on Fe/PDA/ODA cotton fabric after 200–1000 abrasion cycles are shown in Fig. 4d. It can be seen from Fig. 4 that even after 5 times of rapid washing or 1000 times of rubbing, the Fe/PDA/ODA cotton fabric still has superhydrophobicity (WCAs > 150°), showing excellent washability and abrasion resistance.
The WCAs and SAs of Fe/PDA/ODA cotton fabric after pH stability tests are shown in Fig. 5a. The modified fabric has excellent stability under alkaline condition, and can withstand alkali as strong as pH 13 without obvious change of hydrophobic effect, but its acid resistance is poor. This is because the film formed on the fabric surface by ODA has good stability under alkaline condition, while the amino group will change under acidic condition, thus affecting the hydrophobic effect. In the organic solvent stability test, the Fe/PDA/ODA cotton fabric was immersed in acetone (AT), carbon tetrachloride (CCl4), tetrahydrofuran (THF) and n-hexane (n-H) for 12 h. The WCAs and SAs of Fe/PDA/ODA cotton fabric after organic solvent stability test are shown in Fig. 5b. The modified fabric has excellent stability to organic solvent other than CCl4, which may be due to the fact that ODA is very soluble in CCl4, but it has little influence on the hydrophobic effect. Figure 5c shows that Fe/ PDA/ODA cotton fabric floats on the surface of water and submerges in water at pH 10 and 13. The states of water droplets on the Fe/PDA/ODA cotton fabric after pH and organic liquids stability tests are shown in Fig. 5d. It can be seen that in different acid–base solutions, especially in alkaline solutions, Fe/PDA/ODA cotton fabric has good resistance. Its acid resistance is weaker than alkali resistance, which may be due to the hydrolysis of the amino groups in ODA under acidic condition. Fe/PDA/ODA cotton fabric has excellent tolerance to different organic solvents, especially n-hexane. Its relatively weak resistance to CCl4 is probably because ODA is easily soluble in CCl4. From the above results, it can be concluded that the Fe/PDA/ODA cotton fabric can be widely used in oil–water separation under various harsh environments.

Water contact angles and scrolling angles of Fe/PDA/ODA immersed in a pH 3–13, b organic liquids; c images of the superhydrophobic cotton fabric (4 cm × 4 cm) floated on water and submerged in water. Water droplets on Fe/PDA/ODA cotton fabric immersed in d pH 3–13 solutions, organic solvents including AT, CCl4, THF and n-H for 12h
The breaking strength and elongation test results are listed in Table 2. The strength loss of fabric is less than 15%, and the damage of the treated fabric is very small, which proves the mildness of the modification method. This method has little effect on the mechanical properties of the fabric and is not easy to be damaged during use.
It can be seen from the stability test results that the modified cotton fabric had good stability to laundering, pH and organic solvent, which provides the basis for the subsequent oil–water separation experiments and the prerequisite for its application in diverse harsh marine environments.
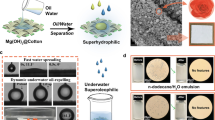
Oil–water separation test
The oil–water separation technology can be used in marine oil spill pollution. In this study, the gravity-driven oil–water separation device (Fig. 6a) was used to test the oil–water separation capacity of Fe/PDA/ODA cotton fabric for heavy oil (organic solvent with density > 1), and the oil–water separation ability to light oil (organic solvent with density < 1) was performed with oil adsorption bag oil–water separation test (Fig. 6b), which mainly simulated the adsorption of oil spills on the sea surface.

a The gravity-driven oil–water separation device, and b adsorption bag for oil–water separation
In the gravity-driven oil–water separation test, the organic solvents included carbon tetrachloride (CCl4), chloroform (CHCl3) and petroleum ether (PE). The gravity-driven oil–water separation device was used for oil–water separation. In the adsorption bag oil–water separation test, n-hexane, n-heptane and toluene were used as organic solvents, as shown in Fig. 7a. The results show that the oil–water separation efficiency is higher than 96%. Therefore, the Fe/PDA/ODA adsorption bag has application prospect in oil–water separation of marine industrial oil.
To further test its durability, the polyurethane (PU) sponge (Fig. 6b) was filled in the Fe/PDA/ODA cotton fabric to absorb the organic solvent in the oil–water mixture, then washed with ethanol and dried after absorption. In the experiment of testing the recyclable times of the adsorption bag, the organic solvent (for example, n-hexane) was absorbed by the adsorption bag for 1–20 times, and the adsorption efficiency and adsorption capacity were calculated, as shown in Fig. 7b. It can be seen that the separation efficiency and separation capacity of the first and twentieth adsorption are 99.8%, 3.79 and 99.6% and 3.78, respectively. After 20 adsorptions, there was no significant decrease in separation efficiency and separation capacity, indicating that the Fe/PDA/ODA cotton adsorption bag has excellent recyclability.
Based on the above results, the Fe/PDA/ODA cotton fabric has excellent separation performance and durability to various organic solvents. Accordingly, it has broad application prospects in the absorption of marine oil spills.

a The separation efficiency (η) of the Fe/PDA/ODA cotton fabric or absorption bag for each organic solvent, and b the recycle numbers of recyclability
Self-cleaning test
In addition to oil–water separation, the modified cotton fabric also has other properties, such as self-cleaning performance. In this study the self-cleaning properties of modified cotton fabrics are shown in Fig. 8. For the original cotton fabrics, the reactive red dye powder was sprinkled on the fabric. As shown in Fig. 8a, when washed with water, the dye will dissolve in the water and leave stains on the fabric surface, which is not conducive to cleaning. As shown in Fig. 8b, for Fe/PDA/ODA cotton fabrics, the dye will roll off with the water and the fabric will remain as it is.

Illustrations of fabric with reactive red dye powder under the rinsing of water a the original cotton fabric, b Fe/PDA/ODA cotton fabric
Conclusions
In this work, the superhydrophobic Fe/PDA/ODA cotton fabric was successfully prepared. Compared with the traditional polydopamine deposition method, the reaction time was greatly shortened, and the cotton fabric was successfully rendered with excellent superhydrophobic properties through ODA, with WCA up to 163.7°and SA about 9°. During the preparation of superhydrophobic cotton fabric, no environmentally harmful substances such as fluorine-containing compounds were added. The bio-inspired superhydrophobic fabric had good adhesion similar to natural mussels, and had good stability against various harsh environments and excellent reusable performance. In addition, the Fe/PDA/ODA adsorption bag had excellent adsorption separation efficiency for different organic solvents, thus it has the application potential of oil–water separation to adsorb marine oil spill in various environments.
References
Ahmed F, Lalia B, Hashaikeh R (2015) A review on electrospinning for membrane fabrication: challenges and applications. Desalination 356:15–30
Bernsmann F, Ball V, Addiego F et al (2011) Dopamine–melanin film deposition depends on the used oxidant and buffer solution. Langmuir 27:2819–2825
Cao Y, Chen Y, Liu N et al (2014) Mussel-inspired chemistry and Stober method for highly stabilized water-in-oil emulsions separation. J Mater Chem A 2:20439–20443
Cao N, Guo J, Boukherroub R et al (2019) Robust superhydrophobic polyurethane sponge functionalized with perfluorinated graphene oxide for efficient immiscible oil/water mixture, stable emulsion separation and crude oil dehydration. Sci China-Technol Sci 62:1585–1595
Chen Q, Leon A, Advincula R (2015) Inorganic–organic thiol–ene coated mesh for oil/water separation. ACS Appl Mater Interfaces 7:18566–18573
Dong X, Gao S, Huang J et al (2019) A self-roughened and biodegradable superhydrophobic coating with UV shielding, solar-induced self-healing and versatile oil–water separation ability. J Mater Chem A 7:2122–2128
Gao R, Xiao S, Gan W et al (2018) Mussel adhesive-inspired design of superhydrophobic nanofibrillated cellulose aerogels for oil/water separation. ACS Sustain Chem Eng 6:9047–9055
Gonçalves G, Marques P, Trindade T (2008) Superhydrophobic cellulose nanocomposites. J Colloid Interface Sci 324:42–46
Guo Z, Liu W (2007) Biomimic from the superhydrophobic plant leaves in nature: binary structure and unitary structure. Plant Sci 172:1103–1112
Han S, Park E, Jeong M et al (2017) Fabrication of recyclable superhydrophobic cotton fabrics. Appl Surf Sci 400:405–412
Kang H, Zhao B, Li L et al (2019) Durable superhydrophobic glass wool@polydopamine@PDMS for highly efficient oil/water separation. J Colloid Interface Sci 544:257–265
Lee H, Scherer N, Messersmith P (2006) Single-molecule mechanics of mussel adhesion. Proc Natl Acad Sci USA 103:12999–13003
Lee H, Dellatore S, Miller W et al (2007) Mussel-inspired surface chemistry for multifunctional coatings. Science 318:426–430
Li K, Zeng X, Li H et al (2015) A study on the fabrication of superhydrophobic iron surfaces by chemical etching and galvanic replacement methods and their anti-icing properties. Appl Surf Sci 346:458–463
Li Y, Feng Z, He Y et al (2018) Facile way in fabricating a cotton fabric membrane for switchable oil/water separation and water purification. Appl Surf Sci 441:500–507
Lia X, Zhao L, Adam M (2016) Biodegradation of marine crude oil pollution using a salt-tolerant bacterial consortium isolated from Bohai Bay, China. Mar Pollut Bull 105:43–50
Liu Y, Liu J, Li S et al (2015) One-step method for fabrication of biomimetic superhydrophobic surface on aluminum alloy. Colloid Surf A-Physicochem Eng Asp 466:125–131
Ma W, Zhao J, Oderinde O et al (2018) Durable superhydrophobic and superoleophilic electrospun nanofibrous membrane for oil–water emulsion separation. J Colloid Interface Sci 532:12–23
Nine M, Kabiri S, Sumona A et al (2020) Superhydrophobic/superoleophilic natural fbres for continuous oil–water separation and interfacial dye-adsorption. Sep Purif Technol 233:116062–116071
Ponzio F, Barthès J, Bour J et al (2016) Oxidant control of polydopamine surface chemistry in acids: a mechanism-based entry to superhydrophilic–superoleophobic coatings. Chem Mater 28:4697–4705
Rasitha T, Vanithakumari S, George R et al (2019) Template-free one-step electrodeposition method for fabrication of robust superhydrophobic coating on ferritic steel with self-cleaning ability and superior corrosion resistance. Langmuir 35:12665–12679
Shang H, Wang Y, Limmer S (2004) Optically transparent superhydrophobic silica-based films. Thin Solid Films 472:37–43
Shao Y, Zhao J, Fan Y et al (2019) Shape memory superhydrophobic surface with switchable transition between “Lotus Effect” to “Rose Petal Effect”. Chem Eng J 19:122989–122997
Shirtcliffe N, McHale G, Atherton S et al (2010) An introduction to superhydrophobicity. Adv Colloid Interface Sci 161:124–138
Vecchia N, Avolio R, Alfè M et al (2013) Building-block diversity in polydopamine underpins a multifunctional eumelanin-type platform tunable through a quinone control point. Adv Funct Mater 23:1331–1340
Wang J, Liu S (2020) Fabrication of water-repellent double-layered polydopamine/copper films on mesh with improved abrasion and corrosion resistance by solution-phase reduction for oily wastewater treatment. Sep Purif Technol 233:116005–116013
Wang Z, Xu Y, Liu Y et al (2015) A novel mussel-inspired strategy toward superhydrophobic surfaces for self-driven crude oil spill cleanup. J Mater Chem A 3:12171–12178
Wang J, Geng G, Liu X et al (2016) Magnetically superhydrophobic kapok fiber for selective sorption and continuous separation of oil from water. Chem Eng Res Des 115:122–130
Wang B, Lei B, Tang Y (2018a) Facile fabrication of robust superhydrophobic cotton fabrics modified by polysiloxane nanowires for oil/water separation. J Coat Technol Res 15:611–621
Wang N, Wang Y, Shang B et al (2018b) Bioinspired one-step construction of hierarchical superhydrophobic surfaces for oil/water separation. J Colloid Interface Sci 531:300–310
Wang S, Fu X, Du X et al (2019) A polydopamine-bridged hierarchical design for fabricating flame-retarded, superhydrophobic, and durable cotton fabric. Cellulose 26:7009–7023
Xiang T, Chen D, Lv Z et al (2019) Robust superhydrophobic coating with superior corrosion resistance. J Alloy Compd 798:320–325
Xiong X, Liu L, Ma J et al (2019) A simplified process for preparing adhesive hydroxyapatite coatings on carbon/carbon composites. Surf Coat Technol 377:124925–124933
Xue Z, Cao Y, Liu N et al (2014) Special wettable materials for oil/water separation. J Mater Chem A 2:2445–2460
Yang M, Liu W, Jiang C et al (2019) Facile preparation of robust superhydrophobic cotton textile for self-cleaning and oil–water separation. Ind Eng Chem Res 1:187–194
Yu H, Zhong Q, Liu T et al (2019) Surface deposition of juglone-Fe III on microporous membranes for oil–water separation and dyes removal. Langmuir 35:3643–3650
Zhang C, Li H, Du Y et al (2016) CuSO4/H2O2 triggered polydopamine/poly(sulfobetaine methacrylate) coatings for antifouling membrane surfaces. Langmuir 33:1210–1216
Zhang X, Liu Z, Zhang X et al (2018) High-adhesive superhydrophobic litchi-like coatings fabricated by in-situ growth of nano-silica on polyethersulfone surface. Chem Eng J 343:699–707
Acknowledgments
This work was supported by the National Natural Science Foundation of China (51973144, 51741301); the Major Program of Natural Science Research of Jiangsu Higher Education Institutions of China (18KJA540002, 19KJB540003); the Priority Academic Program Development (PAPD) of Jiangsu Higher Education Institutions for Textile Engineering in Soochow University.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflicts of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Yan, X., Zhu, X., Ruan, Y. et al. Biomimetic, dopamine-modified superhydrophobic cotton fabric for oil–water separation. Cellulose 27, 7873–7885 (2020). https://doi.org/10.1007/s10570-020-03336-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-020-03336-x