
Abstract
Traditional flame retardant (FR) treatments may bring detrimental effects on comfort as well as mechanical properties for cotton fabrics. This study investigates whether a novel fabric structure—plant-structured fabric can improve fabric performance after FR treatment. Here, plant-structure fabrics were compared with conventional fabrics of similar weight and thickness. The results revealed plant-structured fabrics tended to retain a higher level of comfort properties than the conventional plain and twill weave fabrics on wettability, thermal conductivity, air resistance and fabric hand feel. Moreover, the tearing strength and tensile strength of the plant-structured fabrics are strongly associated with a higher level of flame resistance as evaluated by the 45° flammability test. This can be attributed to higher fabric sett, the presence of closed pores between the two layers and lower open pore volume at its face. The weave pattern of fabrics was observed through microscope and the thermal decomposition behaviour of fabrics was evaluated by thermal gravimetric analysis.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cotton provides good wearing comfort with excellent dyeability and high heat- and alkali-resistance, thus it becomes the most valuable fiber for clothing (Kilinc 2013). It is widely used for different kinds of apparel ranging from casual clothing, sportswear, underwear to sleepwear. However, cotton is one of the highly combustible fibres. The ignition temperature for cotton is around 350 °C while for wool and polyester is 570 °C and 485 °C, respectively (Flame resistant fibres and fabrics 2011; Stegmaier and Mavely 2005). When ignited, cotton undergoes thermal degradation, forming combustible volatile compounds, which further propagates fire (Lam et al. 2012). The fire hazard of cotton poses a substantial risk to wearers, so the application of flame retardants (FRs) on cotton is necessary especially for wearer in military or airline industry (Schindler and Hauser 2004), uniform for industrial workers, and sleepwear for children and elderly people.
The term ‘flame retardant textile’ usually refers to textiles or textile based materials that inhibit or resist the spread of fire (Paul 2014). It can be achieved by using fibers which are inherently fire retardant (Weil and Levchik 2008; Yang et al. 2010) or by applying suitable chemical treatments through surface treatments (Guin et al. 2014; Pan and Sun 2011). Conventionally, FRs are applied to textiles either by impregnating the textile material in a solution containing a flame retardant or by coating or spraying FRs to one side of the fabric (Wu and Yang 2004, 2007). The use of FR chemicals enables the treated fabrics to meet stringent safety standards and regulations.
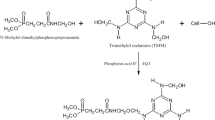
N-Methylol dimethylphosphonopropionamide in combination with a bonding agent such as a melamine resin and a catalyst such as phosphoric acid has been one of the most commonly used durable FR agents for cotton for many years (Hebeish et al. 1999; Wu and Yang 2006; Xialing Wu and Yang 2008). Development of new FR systems mainly focus on using as little FR as possible for cost reduction or satisfying the increasing demand of using environmentally friendly FRs. Majority of the studies are concentrated on the mechanical performance of the treated fabrics (Lam et al. 2011a, b; Yang et al. 2012a, b). Little research has examined the relationship between FR finish and wear comfort. Our previous study (Tang et al. 2017) confirms that fabric hand and strength was improved with the addition of softener to the FR treatment bath while FR property was enhanced by the incorporation of wetting agent. For further enhancing the FR and comfort properties, here, we examine the possibility of using a specific fabric structure—plant-structure design. The rationale of this is that research has found that flame spreading rate is related to fibre density and fabric structure (Weil and Levchik 2008).
Plant-structured fabric, conceptualized from trees’ branching network, is a two-layer moisture management fabric which is getting popular in textile industry. Tang et al. (2013) investigated the easy-care and comfort properties of the crosslinked plant-structured fabric against the conventional plain and twill fabric and found that plant-structured fabrics had superior performance than the conventional fabrics. So far, investigation on the performance of the treated plant-structured fabric is limited and there is still plenty of space to be explored. Previous studies found that fabric structure and density would affect fabric combustibility apart from fibre composition (Lam et al. 2011b; Price et al. 1997; Yang and Qiu 2007). Fabric structure can play an important role as it determines the amount of air present, the active surface area and the flow of air through the fabric (Paul 2014). Fabrics with open constructions may be more combustible and the flame propagation will also be faster. Besides, its surface texture will affect flammability. For example, fabrics with long, loose, fluffy pile or ‘brushed’ nap will ignite more readily (Yang and Qiu 2007). Hence, all these suggest the necessity to select a proper fabric structure so as to achieve optimum FR property and minimize side effects.
Here, the optimum recipes selected from our previous work would be applied to a series of cotton fabrics with different fabric structure through pad-dry-cure finishing process (Tang et al. 2017). Detailed discussion concerning effects of fabric structure on FR, comfort and mechanical properties of cotton fabrics would be provided in this study. The surface feature and weave pattern of fabrics are acquired by microscope. Combustibility of FR-treated fabrics, evaluated by fabric 45° flammability test, would be studied. The thermal decomposition behaviour of the samples is additionally characterised by thermal gravimetric analysis (TGA). Wettability test, air resistance test and thermal conductivity test are performed to investigate its thermophysiological comfort. The fabric hand of fabrics would be evaluated by Kawabata Evaluation System for Fabrics (KES-F). Apart from these, the grab test and Elmendorf tearing test would be conducted to test whether plant-structure can compensate for the strength loss after FR treatment.
Experimental
Material
Six types of 100% cotton fabrics were examined in this study. They varied in fabric structure, including two conventional fabric structures, plain and twill weave fabric, and a special structure called plant-structure. The specifications of these fabrics are shown in Table 1. For fair comparison, fabrics with similar thickness and weight were chosen.
Plant-structured fabrics
Plant-structured fabric is a two-layer moisture management fabric mimicking the tree structure. The yarns are grouped together in-between the two layers (stem) and separated into individual yarns at its face side (Sarkar et al. 2009b). The back of fabric (roots) have large surface to volume ratios in order to efficiently absorb water from skin (soil), and similarly fabric face (leaves) also have large surface to volume ratios in order to efficiently evaporate water into the environment, resulting in faster water transport (Fan et al. 2007). For more detailed description about plant-structured fabrics, reader can refer to other articles (Fan et al. 2007; Sarkar 2007; Sarkar et al. 2009b) and the conceptual illustration of the plant-structured fabric is shown in Fig. 1 (Sarkar et al. 2009a).

Conceptual illustration of plant-structured fabric
Flame retardant treatment
All the samples were pad-dry-cure with the recipes selected from our previous study (Tang et al. 2017). The formulations of these recipes are listed in Table 2. Padding was performed to achieve 80% wet pickup. The padded fabrics were dried at 110 °C for 5 min and cured at 160 °C for 1 min with fan speed of 1600 rpm. After the pad-dry-cure process, the samples were washed with 30 g/L sodium carbonate at 50 °C for 30 min and then rinsed with 50 °C water for additional 30 min to remove residual chemical. After the finishing process, half of the fabric samples were cut for testing and the rest were washed for 3 cycles (followed the normal washing machine condition at 27 ± 3 °C and tumble dried according to AATCC 135-2004) prior to testing. All the samples were pre-conditioned at 20 ± 1 °C and 65 ± 5% R.H. for 24 h before tests were conducted.
Thermal gravimetric analysis (TGA)
TGA was carried out using Q500 TGA by TA Instruments, operating under nitrogen atmosphere with initial sample weights of around 8 mg. The runs were performed over a temperature range of 50–500 °C at a heating rate of 10 °C/min under a continuous N2 flow of 40 mL/min for balance and 60 mL/min for the sample.
Microscopy
Optical microscope was used to examine the surface feature and weave pattern of cotton fabric.
Flammability test
The flammability of fabrics was measured in accordance with ASTM D1230 where the specimen was burnt at the lower end of the sample at an angle of 45° for 8 s (the original setting mentioned in the standard is 1 s). The change in burning time is that 1 s was not enough to burn the specimen and so hindering the ability to differentiate among samples in terms of their flammability. The char length of the sample was measured. The shorter the char length, the better the FR property it is. According to ASTM D1230 standard, progressive burning of a fabric at a distance of 127 mm is recorded as ‘fail’ resistance to burning.
Wettability test
With regard to the thermophysiological comfort, the water absorption property of fabrics was measured in accordance with the wettability test (AATCC 79). This test was performed by employing 0.02 ml of water droplet onto the fabric at 1 cm distance and the time required for the drop of water to lose its specular reflectance was recorded. The longer the water absorption time, the poorer the absorption it is.
Air permeability test
Air permeability is another determinant affecting thermophysiological comfort. Air permeability is inversely related to air resistance. The air resistance was measured by the KES-F air-resistance tester (KES-F8-AP1) in terms of kPa s/m in which a larger value indicated poorer air permeability of the fabric and vice versa.
Thermal conductivity test
The thermal conductivity of fabrics was measured by Thermo Labo II in unit of W/cm °C. It measured the heat loss per unit area under the condition of 10 °C temperature difference.
Fabric handle test
The low stress mechanical properties of the fabrics, reflecting handle of fabrics, including bending, shearing, tensile and surface properties were measured using Kawabata Evaluation System for Fabric (KES-F) (Kawabata et al. 2002). When the fabric is used for clothing, back side of the fabric contacts with our skin most of the time and so the back side of the fabric was tested. The bending rigidity (B) and shear stiffness (G) shows the ability of the fabric to resist bending and shear stress, respectively. Coefficient of friction (MIU) refers to the friction between the fabric surface and a standard contactor while surface roughness (SMD) indicates the variation in surface geometry of the fabric in unit of micron. Tensile energy (WT) refers to the energy used in extending fabric. Tensile resilience (RT) shows the percentage energy recovery from tensile deformation. Here, only the washed samples were measured. In order to compare the change in fabric performance after the FR treatment, the change in fabric property is calculated according to Eq. (1).
where X is the specific fabric property.
Fabric strength test
Tearing strength testing was performed with an Elmendorf Tearing Tester in line with ASTM D1424. The tensile strain measurement was conducted according to ASTM D5034 using the constant-rate-of-extension Instron 4411 tensile testing machine. Only the washed samples were tested.
Statistical analysis
In this study, the statistical analysis was carried by SPSS 22. Two-way between-groups analysis of variance (ANOVA) was performed with recipe and fabric structure being input as the independent variables. However, focus will only be given to the effect of fabric structure in this article. ANOVA test aims to check if there are significant differences in the mean scores across the six fabric structures. The significance level was set at 0.05. Post-hoc tests with Scheffé technique were conducted additionally to find out where these differences lie. For the comparisons of washed and unwashed samples, paired t test was conducted to determine the significance of the differences between two sets of samples.
Results and discussion
Weave pattern of the FR-treated cotton fabrics
Figure 2a, c, e, g show the face side of various plant-structured fabrics while Fig. 2b, d, f, h show their back side correspondingly and long floating yarns can be seen. Figure 2i, j show the weave pattern of plain fabric. Warp yarn and weft yarn are tightly interlaced with each other and so fewer inter-yarn pores can be observed. Similarly, inter-yarn pores are hardly observed in twill fabric as shown in Fig. 2k, l.

Images of a fabric 1A (Face), b fabric 1A (Back), c fabric 1C (Face), d fabric 1C (Back), e fabric 2B (Face), f fabric 2B (Back), g fabric 6C (Face), h fabric 6C (Back), i fabric plain (Face), j fabric plain (Back), k fabric twill (Face), l fabric twill (Back)
Thermal degradation test
TGA was used to investigate the thermal properties of the control and FR-treated cotton fabrics and the TGA curves of the samples are presented in Fig. 3. Figure 3 reveals that the untreated cotton fabric starts to lose weight at 336 °C. TGA curve shows that the rate of weight loss reaches its maximum at 360 °C. About 57% of the mass is lost at this point and mass loss reaches 93% at 500 °C. For FR-treated cotton fabric samples, the degradation starts at a lower temperature which is around 280 °C. The rate of mass loss reaches its maximum at around 310 °C. Around 35% of the mass is lost at this point. The FR-treated fabrics have a 38–42% by weight of ash remaining at the temperature of 500 °C, indicating a significant increase in char formation at 500 °C compared to the control cotton sample. Figure 3a, b show that the difference in mass loss among fabrics in different structures is not prominent.

TGA results of control cotton fabric and FR-treated cotton fabrics in different structure. a Recipe S3-treated fabrics, and b recipe S6-treated fabrics
Effect of flame retardant treatment on geometrical properties of fabrics
The geometrical properties of fabrics are listed in Table 3. It can be observed that fabric weight and fabric thickness increased after the FR treatment. However, fabric porosity is lower for the treated fabrics. The change in fabric weight, thickness and porosity may be due to fabric shrinkage during wet treatment. The reason for fabric shrinkage might attribute to the release of tension developed during finishing. Among the six fabric structures, fabric 2B is the heaviest and the thickest one. On the other hand, fabric Twill is the lightest and the thinnest one.
Effect of fabric structure on flammability
Figure 4 shows the char length of control and FR-treated cotton fabrics. All the control fabrics ignited immediately when approaching fire and they burned to ash quickly. The char length of the untreated sample is 150 mm. On the other hand, all the FR-treated fabrics did not ignite. The flame extinguished right after removal of the ignition source and only a small brownish spot was observed in the FR-treated fabrics. The char length of the FR-treated samples is around 30 mm approximately. It suggests that the FR effect of the treated fabrics improved significantly as compared with the control no matter what structure it is. Those FRs promote formation of solid char, leading to a catalytic dehydration degradation (Lam et al. 2011b; Mostashari and Mostashari 2005), and isolate and protect the polymer from the flames (Lam et al. 2011a).

Flammability test results—char length of fabrics burnt for 8 s
From Table 4, ANOVA test reveals that the char length of the six fabrics differs significantly, including both unwashed and washed samples. Post-hoc test suggests that the char length for fabric 2B (i.e. plant-structured fabric) is the shortest in both unwashed and washed condition, implying better flame retardancy. The better FR property can attribute to higher fabric sett and heavier fabric weight. Guo (2003) mentioned that heavier and tightly woven fabrics have lower tendency to ignite and burn slower than the lighter sheer fabrics. This explains shorter char length observed in fabric 2B. On the other hand, the char length for fabric Twill is the longest among various washed fabrics. Its char length is significantly longer than fabric 1C (p < 0.05), 2B (p < 0.05) and 6C (p < 0.05), suggesting poorer FR property.
The superiority of fabric 1C, 2B and 6C (i.e. plant-structured fabric) against fabric Twill can attribute to the following reasons. First, plant-structured fabrics are woven with finer yarns. This increases surface area to allow more chemicals to be attached. Second, the pores within a fabric can be differentiated into open and closed pores. Plant-structured fabrics with two-layer structure are equipped with closed pores which located in-between the top and bottom layer. These closed pores, have limited oxygen to fuel the flame as the fabric burn, are believed to bring little contribution to combustion. Third, the total pore volume in plant-structured and twill fabrics is of similar level as shown in Table 3. Plant-structured fabrics with rougher surface at the back side and smoother surface at its face and so the open pore volume at its face is comparatively less than its back. The active surface area is lower. Excluding the closed pores and considering the asymmetrical pore distribution in the plant-structured fabric, the lower open pore volume (i.e. lower amount of air present) on the face side of plant-structured fabric might contribute to better FR effect.
Among various fabric structure, paired t-test showed that no significant difference is observed between the washed and unwashed samples (p > 0.05). It can be concluded that the finishing is highly resistant to hydrolysis after multiple launderings. In general, FR coating is able to directly react with cellulose through its N-methylol group to form a crosslinked polymeric network and more FR molecules are able to bind to cotton through the crosslinking bridges (Wu and Yang 2006; Yang and Yang 2005). It explains why the FR finishing has good fastness to washing.
Effect of fabric structure on thermophysiological comfort property
Water absorption property, thermal property and air permeability are the main contributors affecting the thermophysiological comfort of fabrics. For water absorption performance, wettability test was performed. As shown in Fig. 5a, the water absorption time for the FR-treated fabrics is significantly longer than the control fabric (p < 0.05). Fabric 2B gets the shortest water absorption time among the six fabric structures while the water absorption time for fabric plain and twill is significantly longer than the plant-structured fabrics (i.e. fabric 1A, 1C, 2B and 6C, p < 0.05). The use of finer yarn in plant-structured fabrics creates smaller capillary tunnel in the inter-yarn space. Capillary theory shows that smaller pores result in higher capillary pressure and enhance liquid spreading distance (Hsieh 1995). Therefore, water spreading is faster for the plant-structured fabrics and so their water absorption time is shorter.

Thermophysiological comfort test results. a Water absorption time, b thermal conductivity, and c air resistance
For thermal conductivity, ANOVA test suggests that thermal conductivity of the six fabrics differs significantly, including both unwashed (p < 0.05) and washed samples (p < 0.05). The thermal conductivity of fabric 2B is the highest. Post-hoc test result shows that it is significantly higher than fabric Plain and Twill regardless of the number of time washed (p < 0.05). When exercising in a hot environment, fabrics with higher thermal conductivity can transport much body heat away from skin, leaving a cooler skin surface. This is a preferable product feature for summer clothing.
Air permeability is related to the portion of empty space occupied by air. Fabrics with higher air resistance means that less amount of air can flow through it. For summer wear or sportswear, it is desirable to have a fabric with lower air resistance so as to facilitate heat dissipation and sweat evaporation (Chen et al. 2010). As shown in Fig. 5c, the air resistance of the FR-treated fabrics is much higher than the control fabrics, implying poorer air permeability. This can attribute to fabric shrinkage during wet processing and the presence of additives within the fabric which may block the passage of air within the fabric pores. ANOVA test suggests that the air resistance of the six fabrics differ significantly, including both unwashed (p < 0.05) and washed (p < 0.05) samples. In general, the air resistance of the plant-structured fabrics (fabric 1A, 1C, 2B and 6C) is significantly lower than the conventional fabric Plain and Twill (p < 0.05). It can attribute to the higher porosity of the plant-structured fabrics as shown in Table 3. The images shown in Fig. 2 also suggest that there are much pores within the plant-structured fabric.
Effect of fabric structure on sensorial comfort property
Bending rigidity (B) reflects the flexibility of the fabric and higher bending rigidity values indicate greater resistance to bending motions (Hasani 2010). The bending characteristics of a fabric contribute to differences in the way it conforms to the body. Bending properties of a fabric depend on bending resistance of fibres and yarns as well as the fabric structure, and it increases dramatically as the fabric thickness increases. The friction between fibres and yarns also affects bending rigidity (Sun and Stylios 2005). As shown in Fig. 6a, the bending rigidity of the FR-treated fabrics is significantly higher than the control (p < 0.05). This is understandable as the chemical applied may form some “bridges” in the cellulosic material and thus the fabric can hardly be bended easily. After FR treatment, the increment in bending rigidity is the highest for fabric plain (38%) while for fabric 2B is the lowest (5%). As shown in Table 4, ANOVA test suggests that there is significant difference in the mean score of the six FR-treated fabrics (p = 0.000 < 0.05). Fabric 1A gets the lowest bending rigidity, meaning that it is the easiest to be bent and so the best hand feeling. Lower bending rigidity of fabric 1A can attribute to the use of finer yarn and the lower fabric sett. There are more space for yarn movement and inter-yarn friction was reduced (Choi and Ashdown 2000). Post-hoc test reveals that the bending rigidity of fabric 1A is significantly lower than fabric Plain and 2B (p < 0.05), implying better hand feeling.

Kawabata test results. a Bending rigidity, b shear stiffness, c surface friction, d surface roughness, e tensile energy, and f tensile resilience
In the shearing test, shear stiffness (G) is defined as the ability of a fabric to resist shear stress. It represents the difficulty for the fibers to slide against each other. It depends on the mobility of yarns at the intersection point and is related to the fabric weave, yarn diameter and fabric surface characteristics (Behera 2007). Lower value indicates less resistance to shearing, normally corresponding to a softer material having a better drape (Sun and Stylios 2005). The shear stiffness results are illustrated in Fig. 6b. It shows that the shear stiffness of FR-treated fabrics is significantly higher than the control. After FR treatment, the increment in shear stiffness is the highest for fabric plain (33%) while for fabric 6C is the lowest (5%). ANOVA test suggests that there is significant difference in the mean score of the six fabrics (p < 0.05). Post-hoc test reveals that fabric 2B got significantly lower value than fabric 1C, 6C, Plain and Twill (p < 0.05), implying softer fabric with better drape. On the other hand, the shear stiffness for fabric Plain is significantly larger than the others (p < 0.05). This can attribute to the use of coarser yarn and more interlacing area within the plain weave fabric, resulting from lower mobility of the yarn. Choi and Ashdown (2000) also suggest that shear stiffness is affected by the slipperiness at warp-weft yarn intersections.
Coefficient of friction (MIU) is determined by the ease with which two surfaces slide against each other (Lam et al. 2011c). Higher MIU value indicates greater friction on the fabric surface. ANOVA test reveals that coefficient of friction of the six fabrics differs remarkably (p < 0.05). Post-hoc test suggests that surface friction of fabric Plain is significantly lower than the others (p < 0.05). On the other hand, the surface friction of fabric 2B is significantly higher than fabric 1C (p < 0.05), Plain (p < 0.05) and Twill (p < 0.05). As shown in Fig. 2f, the long floating yarns at the back side of fabric 2B may have more contact with the testing probe and so its MIU is higher.
Surface roughness (SMD) measures geometrical roughness and evenness of the fabric surface. Lower value indicates even fabric surface and vice versa. ANOVA test shows that surface roughness of the six fabrics differs remarkably (p < 0.05). Post-hoc test suggests that surface roughness of fabric 2B is significantly higher than the other fabrics (p < 0.05). As shown in Fig. 6d, surface roughness of the plant-structured fabrics is higher in general. This is because the grouping of yarns at its back side may create a rougher surface. On the other hand, fabric Twill, with more floating yarn on its surface, is significantly smoother than the others (p < 0.05).
Tensile energy (WT) is defined as the energy required for extending a fabric. Fabrics with greater tensile strength would have a large value of WT. This depends on various factors such as fibre composition, fabric structure, yarn twist and yarn count. As shown in Fig. 6e, tensile energy of the FR-treated fabrics is significantly lower than the control fabric (p < 0.05). The reduction in WT is probably due to fibre tendering caused by high temperature curing and the highly acidic reaction conditions. Cotton fibre can be damaged by irreversible acid-catalysed depolymerisation, resulting in breaking down of the cellulose chains (Poon and Kan 2016). After FR treatment, the reduction in tensile energy is prominent for fabric plain (−27%) while for fabric 2B is the least obvious (−10%). ANOVA test suggests that there is significant difference in the mean score of the six fabrics (p < 0.05). Post-hoc test suggests that tensile energy of fabric 2B is the highest while that for fabric Twill is the lowest. Fabric 2B with higher fabric sett and use of finer yarns, resulting from higher inter-yarn friction, may be the reasons for the higher WT value observed.
Tensile resilience (RT) is defined as the ability of a fabric to recover after the application of tensile stress. Lower RT value indicates that it is difficult for the fabric to return to its original shape after release of the applied tensile stress. The tensile resilience result of the six fabrics is shown in Fig. 6f. The tensile resilience of the FR-treated fabrics is significantly higher than the control. This can attribute to the formation of crosslinks in the treated fabrics so they cannot return to the original shape easily. Also, the highly acidic reaction condition causes severe damage to the cotton fibre by irreversible acid-catalysed depolymerisation (Kang et al. 1998). Poon and Kan (2016) explained that the polymer chains may be broken, forming shorter chains and so the fabric does not restore to its initial shape after removal of the applied tensile stress. ANOVA test reveals that the six fabrics differ remarkably (p < 0.05). Post-hoc test suggests that the tensile resilience for plain fabric is significantly higher than the others (p < 0.05).
Effect of fabric structure on mechanical properties
The tearing strength result is shown in Fig. 7a. When a fabric is being torn all the force is concentrated on a few threads at the point of propagation of the tear. If the yarns can be grouped together by lateral movement during tearing, the tearing strength increases as more than one thread has to be broken at a time (Saville 1999). Compared with control fabric, the tearing strength of the FR-treated fabrics decreases dramatically (p < 0.05). This is probably due to the formation of crosslinks in fabric which reduce yarn mobility. After FR-treatment, the reduction in tearing strength is more prominent in fabric twill (50%) while that for fabric 6C is much lower (28%). This suggests that reduction in fabric strength can be minimised by proper selection of fabric structure. ANOVA test suggests that there is significant difference in tearing strength among the six fabrics (p < 0.05). Post-hoc test suggests that the tearing strength of fabric 2B is significantly higher than the others (p < 0.05). On the other hand, fabric Plain gets significantly lower tearing strength than the other five samples (p < 0.05). Fabric 2B, a twill-based plant-structured fabric, allows the threads to group better thus its tearing strength is high.

Fabric strength test results. a Tearing strength and b tensile strength at maximum load
The tensile strength result is shown in Fig. 7b. The tensile strength of the FR-treated fabrics is significantly lower than the control. It is because the crosslinking agent in the FR system is composed of melamine resin that may stiffen the fabric and so reducing the strength of the crosslinked cotton fabric (Kang et al. 1998; Yang et al. 2000, 2005). ANOVA test suggests that there is significant difference among the six fabrics (p < 0.05). The tensile strength of plant-structured fabrics 1C, 2B and 6C are significantly higher than the conventional Plain and Twill fabric (p < 0.05). This is because there are more interlacing points in the plant-structured fabrics due to its two-layer structure and the use of finer yarn, resulting in increased inter-yarn friction.
Conclusions
Cotton fabrics have been widely used for clothing and furniture due to its soft hand feel, absorbency and dyeability; however, it burns easily. Hence, FR agent was applied to reduce its flammability. Side effects associated with the FR finishing include poorer fabric handle, reduced fabric strength and declined water absorbency. In our previous investigation, we had attempted to solve these problems by the use of softeners and wetting agent during the post-treatment process of fabrics. For further enhancing the performance of the FR-treated fabrics, this article examined the effect of fabric structure. The FR treatment was applied to a series of novel fabric structures namely plant-structured fabrics. The performance of the plant-structured fabrics was compared against conventional plain and twill fabrics. The experimental results show that this structure not only helps to retain the comfort properties of the FR-treated fabrics, but also improves the FR property and fabric strength.
Plant-structured fabrics, particularly fabric 2B, are more flame resistant than the conventional fabrics. This is because more chemicals were attached to the fabrics woven with finer yarns (higher surface area) and the face side of the plant-structured fabrics have lower open pore volume (i.e. lower amount of air present). For the thermophysiological comfort properties, fabrics 1A and 2B had better wetting performance, higher thermal conductivity and air permeability than the conventional plain weave and twill weave fabrics. In KES-F testing, plant-structured fabrics tended to have a small fall in comfort properties comparing with the big fall given by the conventional fabric. These illustrated that plant-structured fabrics could retain higher level of comfort properties than conventional fabrics under FR finish. Fabric 1A and 2B got superior performance in the most important factor affecting fabric hand. That is bending rigidity and shear stiffness. Furthermore, fabric 2B had a higher tearing strength and tensile strength than the conventional plain and twill weave fabrics. This is because more number of finer yarn was used which increased inter-yarn friction. Also, the yarn in this structure have higher mobility which allows grouping of yarns. In brief, fabric 2B (i.e. Twill-based plant-structure) and 1A (i.e. 2/2 Matt and Plain weave based plant-structure) showed the most outstanding performance. This could improve treatment effectiveness and minimise side effects of the finishing. This study confirmed the importance of proper selection of fabric structure.
References
ASTM D1230 Standard Test Method for Flammability of Apparel Textiles (2010). American Society for Testing and Materials, USA
Behera BK (2007) Comfort and handle behaviour of linen blended fabrics. AUTEX Res J 7(1):33–47
Chen Q, Fan JT, Sarkar M, Jiang GM (2010) Biomimetics of plant structure in knitted fabrics to improve the liquid water transport properties. Text Res J 80(6):568–576
Choi M-S, Ashdown SP (2000) Effect of changes in knit structure and density on the mechanical and hand properties of weft-knitted fabrics for outerwear. Text Res J 70(12):1033–1045
Fan JT, Sarkar MK, Szeto YC, Tao XM (2007) Plant structured textile fabrics. Mater Lett 61(2):561–565
Flame resistant fibres and fabrics (2011) vol 85. Textiles Intelligence Limited, Wilmslow
Guin T, Krecker M, Milhorn A, Grunlan JC (2014) Maintaining hand and improving fire resistance of cotton fabric through ultrasonication rinsing of multilayer nanocoating. Cellulose 21(4):3023–3030
Guo J (2003) The effects of household fabric softeners on the thermal comfort and flammability of cotton and polyester fabrics. Virginia Polytechnic Institute and State University, Blacksburg
Hasani H (2010) Effect of different processing stages on mechanical and surface properties of cotton knitted fabrics. Indian J Fibre Text 35(2):139–144
Hebeish A, Waly A, Abou-Okeil AM (1999) Flame retardant cotton. Fire Mater 23(3):117–123
Hsieh Y-L (1995) Liquid transport in fabric structures. Text Res J 65(5):299–307
Kang I, Yang CQ, Wei W, Lickfield GC (1998) Mechanical strength of durable press finished cotton fabrics Part I: effects of acid degradation and crosslinking of cellulose by polycarboxylic acids. Text Res J 68(11):865–870
Kawabata S, Niwa M, Yamashita Y (2002) Recent developments in the evaluation technology of fiber and textiles: Toward the engineered design of textile performance. J Appl Polym Sci 83(3):687–702
Kilinc F (2013) Handbook of fire resistant textiles. Woodhead Publishing, Sawston
Lam YL, Kan CW, Yuen CW (2011a) Effect of oxygen plasma pretreatment and titanium dioxide overlay coating on flame retardant finished cotton fabrics. BioResources 6(2):1454–1474
Lam YL, Kan CW, Yuen CWM (2011b) Flame-retardant finishing in cotton fabrics using zinc oxide co-catalyst. J Appl Polym Sci 121(1):612–621
Lam YL, Kan CW, Yuen CW, Au CH (2011c) Low stress mechanical properties of plasma-treated cotton fabric subjected to titanium dioxide coating. Text Res J 81(10):1008–1013
Lam YL, Kan CW, Yuen CWM (2012) Developments in functional finishing of cotton fibres – wrinkle-resistant, flame-retardant and antimicrobial treatments Text Prog 44(3-4):175-249
Mostashari SM, Mostashari SZ (2005) Synergistic effect of boric acid-urea on the flame-retardancy imparted to cotton fabric. Asian J Chem 17(4):2331–2334
Pan N, Sun G (2011) Functional textiles for improved performance, protection and health. Elsevier, Amsterdam
Paul R (2014) Functional finishes for textiles: improving comfort, performance and protection Woodhead publishing series in textiles. The Textile Institute, Amsterdam
Poon C-k, Kan C-w (2016) Relationship between curing temperature and low stress mechanical properties of titanium dioxide catalyzed flame retardant finished cotton fabric. Fiber Polym 17(3):380–388
Price D, Horrocks AR, Akalin M, Faroq AA (1997) Influence of flame retardants on the mechanism of pyrolysis of cotton (cellulose) fabrics in air. J Anal Appl Pyrol 40:511–524
Sarkar MK (2007) Plant structured textile materials. The Hong Kong Polytechnic University, King’s Park
Sarkar M, Fan JT, Szeto YC, Tao XM (2009a) Biomimetics of plant structure in textile fabrics for the improvement of water transport properties. Text Res J 79(7):657–668
Sarkar MK, Fan JT, Szeto YC, Tao XM (2009b) Development and characterization of light weight plant structured fabrics. Fiber Polym 10(3):343–350
Saville BP (1999) Physical testing of textiles. Woodhead Publishing Limited, Cambridge
Schindler WD, Hauser PJ (2004) Chemical finishing of textiles. Woodhead publishing in textiles, Woodhead Publishing in association with the Textile Institute, Boca Raton
Stegmaier T, Mavely J (2005) High performance and high functional fibres and textiles. In: Shishoo RL (ed) Textiles in sport. Woodhead Publishing in Association with the Textile Institute, CRC, Cambridge
Sun D, Stylios GK (2005) Investigating the plasma modification of natural fiber fabrics-the effect on fabric surface and mechanical properties. Text Res J 75(9):639–644
Tang KP, Fan JT, Zhang JF, Sarkar MK, Kan CW (2013) Effect of softeners and crosslinking conditions on the performance of easy-care cotton fabrics with different weave constructions. Fiber Polym 14(5):822–831
Tang KPM, Kan CW, J-t Fan, S-l Tso (2017) Effect of softener and wetting agent on improving the flammability, comfort, and mechanical properties of flame-retardant finished cotton fabric. Cellulose 24(6):2619–2634
Weil ED, Levchik SV (2008) Flame retardants in commercial use or development for textiles. J Fire Sci 26(3):243–281
Wu W, Yang CQ (2004) Comparison of DMDHEU and melamine-formaldehyde as the binding agents for a hydroxy-functional organophosphorus flame retarding agent on cotton. J Fire Sci 22(2):125–142
Wu W, Yang CQ (2006) Comparison of different reactive organophosphorus flame retardant agents for cotton: Part I. The bonding of the flame retardant agents to cotton. Polym Degrad Stab 91(11):2541–2548
Wu W, Yang CQ (2007) Comparison of different reactive organophosphorus flame retardant agents for cotton. Part II: fabric flame resistant performance and physical properties. Polym Degrad Stab 92(3):363–369
Xialing Wu, Yang CQ (2008) Flame retardant finishing of cotton fleece fabric: part III—the combination of maleic acid and sodium hypophosphite. J Fire Sci 26(4):351–368
Yang CQ, Qiu X (2007) Flame-retardant finishing of cotton fleece fabric: part I. The use of a hydroxy-functional organophosphorus oligomer and dimethyloldihydroxylethyleneurea. Fire Mater 31(1):67–81
Yang H, Yang CQ (2005) Durable flame retardant finishing of the nylon/cotton blend fabric using a hydroxyl-functional organophosphorus oligomer. Polym Degrad Stab 88(3):363–370
Yang CQ, Wei WS, Lickfield GC (2000) Mechanical strength of durable press finished cotton fabric—part II: comparison of crosslinking agents with different molecular structures and reactivity. Text Res J 70(2):143–147
Yang CQ, Wu W, Xu Y (2005) The combination of a hydroxy-functional organophosphorus oligomer and melamine-formaldehyde as a flame retarding finishing system for cotton. Fire Mater 29(2):109–120
Yang CQ, He Q, Lyon RE, Hu Y (2010) Investigation of the flammability of different textile fabrics using micro-scale combustion calorimetry. Polym Degrad Stab 95(2):108–115
Yang Z, Fei B, Wang X, Xin JH (2012a) A novel halogen-free and formaldehyde-free flame retardant for cotton fabrics. Fire Mater 36(1):31–39
Yang Z, Wang X, Lei D, Fei B, Xin JH (2012b) A durable flame retardant for cellulosic fabrics. Polym Degrad Stab 97(11):2467–2472
Acknowledgments
This work was supported by research studentship of The Hong Kong Polytechnic University granted to Dr Ka Po Maggie Tang [RPPU] and thanks were given to HUNTSMAN for the sponsor of chemical.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tang, Kp.M., Kan, Cw., Fan, Jt. et al. Flammability, comfort and mechanical properties of a novel fabric structure: plant-structured fabric. Cellulose 24, 4017–4031 (2017). https://doi.org/10.1007/s10570-017-1372-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-017-1372-0