
Abstract
Micro-fibrillar cellulose aqueous suspensions with different fiber lengths were prepared by mechanical refining of softwood pulp fiber suspensions at different specific refining energies. Effects of refining energy level, micro-fiber concentration and temperature on the rheological properties of these aqueous suspensions were studied. These microfibers form a three-dimensional network, which displays typical shear-thinning behavior with little thixotropic tendency, at concentrations as low as 0.5 wt%. A viscoelastic analysis showed that these micro-fibrillar cellulose suspensions at different concentrations (from 0.5 to 2 wt%) exhibit a viscoelastic gel-like behavior [G′ > G″ over an extended range of frequencies (ω) and a weak dependency of G′ on ω] at 25 °C. The storage modulus, G′, at 1 rad/s increased strongly upon increasing concentration from 0.5 to 2 wt% following a power law with an exponent of 3.2. However, increasing the temperature decreases the storage modulus, G′, due to weakening or disruption of intermolecular interactions at elevated temperatures. The viscoelastic behavior changes to liquid-like, with G″ > G′ at the investigated frequency range, for the suspensions at 85 °C.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Cellulose is a linear biopolymer of glucose, mainly existing in higher plant as a structural component of the cell wall, and it is considered to be the most abundant renewable biopolymer in the world, with an annual biosynthesis of 7.5 × 1010 tons (Habibi et al. 2010). In the biosynthesis of cellulose, parallel association of the linear chains form substructures called cellulose microfibril, and further aggregation of these microfibrils forms cellulose fibers. Depending on the biological origin of the cellulose, the dimensions of its microfibrils range from about 3 to 20 nm in diameter and up to several tens of microns in length (Klemm et al. 2011). Mechanical disintegration of cellulose fibers results in individualized fibrillar material with a large aspect ratio (length to diameter ratio) and high degree of crystallinity, called microfibrillated cellulose (MFC). MFC preparation has been investigated in numerous studies. In the original methods, pulp fibers were delaminated by using a high-pressure homogenizer, where the shear forces break down the multi-layered structure of cellulose fibers separating the microfibrils (Herrick et al. 1983; Turbak et al. 1983). The high energy consumption, amounting to over 25,000 kWh/ton (Klemm et al. 2011), is the major limitations for large scale production and commercial success of MFC. More recently, researchers have focused on energy-efficient production methods, such as chemical or enzymatic pre-treatment before mechanical treatment to decrease the energy demand during disintegration. TEMPO-mediated oxidation (Saito et al. 2007) and mild enzymatic hydrolysis (Henriksson et al. 2007; Paakko et al. 2007) combined with mechanical shearing and high-pressure homogenization were introduced resulting in a more controlled delamination of cellulose down to nanoscale as well as a relatively lower energy consumption. The diameter of microfibrils in MFC suspensions depends not only on the fibril source but also on pre-treatment and the degree of fibrillation, starting from 3 to 5 nm of single cellulose I fibrils ranging up to several tens of nanometers of fibril aggregates (Saarikoski et al. 2012; Vartiainen et al. 2011; Isogai et al. 2011; Agoda-Tandjawa et al. 2010; Pääkkö et al. 2007). In this study, we used low-consistency refining of pulp fiber suspensions at different refining energies (kWh/ton) to produce micro-fibrillar cellulose. This technique, by eliminating the usage of any chemicals and optimizing the amount of applied shearing energy, introduces a new generation of cellulose micro-materials for applications in food, medical, pharmaceutical, cosmetic, coating composites and oil and gas industries. Since these cellulose microfibers are intended to be used mostly as reinforcing, thickening and gelling material in all these applications, a fundamental rheological study of these suspensions is crucial in order to successful commercialization of any cellulose micro-fiber based products.
A number of studies have been conducted to investigate the rheological properties of microfibrillated cellulose (MFC) prepared by high pressure treatment, chemical treatments and combined enzymatic hydrolysis and mechanical shearing (Nechyporchuk et al. 2014; Jia et al. 2014; Jowkarderis and Van de Ven 2014; Karppinen et al. 2012; Iotti et al. 2011; Lasseuguette et al. 2008; Pääkkö et al. 2007; Tatsumi 2007; Tatsumi et al. 1999 and 2002) and cellulose nanocrystals (CNC) (Shafiei-Sabet et al. 2012, 2013, 2014; Lu et al. 2014a, b; Boluk et al. 2012; Urena-Benavides et al. 2011). These MFC or CNC suspensions are usually shear-thinning and also display a three-region viscosity profile. The shear flow and viscoelastic properties are influenced by the ionic strength of the suspension for CNC and highly charged MFCs and by temperature (Shafiei-Sabet et al. 2014; Karppinen et al. 2012; Iotti et al. 2011; Pääkkö et al. 2007; Lowys et al. 2001; Herrick et al. 1983). However, with regard to the effects of temperature, contradictory results can be found in the literature. Some studies reported a reduction of the viscosity with increasing temperature, but others reported that the storage and loss modulus were unaffected by temperature or slightly increased with increasing temperature (Chen et al. 2013; Iotti et al. 2011; Pääkkö et al. 2007; Lowys et al. 2001; Herrick et al. 1983).
In this paper, the rheological properties of micro-fibrillar cellulose, prepared by low-consistency refining, have been studied by steady flow and dynamic rheological tests. The effects of refining energy level (fiber length) on the rheology of these micro-fibrillar cellulose suspensions is investigated systematically for the first time in order to find the optimum energy level to obtain the desired rheological properties. Effects of other experimental parameters such as micro-fiber concentration and temperature on the flow and viscoelastic properties of the suspensions were also investigated, aiming to use them as an alternative product of micro-fibrillated cellulose (MFC), cellulose nano-crystals (CNC) and cellulose nano-fibrils (CNF).
Materials and methods
Preparation of micro-fibrillar cellulose suspensions
Micro-fibrillar cellulose suspensions with different micro-fiber lengths (700, 550 and 416 µm) were prepared at large scale by mechanical disintegration of northern bleached softwood Kraft (NBSK) pulp through application of different refining energy (500, 1000, 2000 kWh/ton) according to procedure described by Khan et al. (2014). First, 2000 L of 4 % consistency NBSK pulp was prepared using market NBSK and water in a 4000 L tank with agitation. The tank was attached to a low-consistency refining loop consisting of PVC piping, a centrifugal pump and a single disk Aikawa refiner with 16-inch Finebar plates installed. Instrumentation consisted of pressure and temperature sensors at the refiner inlet and outlet and a TRS refiner gap measurement. The system was controlled using the National Instruments Lab VIEW program. The suspension was re-circulated through the refining loop at specific refiner loading, flow rate, and refiner plate patterns. As recirculation continued and fiber properties changed, different refiner loads and plate patterns were used to impart different levels of refining energy (500–2000 kWh/ton) to the suspension. The aqueous micro-fibrillar cellulose suspensions at different fiber concentrations (0.5, 1, 1.5 and 2 wt%) were then prepared and characterized in this study.
Fiber size measurements
The fiber size for different samples has been measured by Malvern 2000 Mastersizer and reported lengths are average values of 5 measurements. The values measured by Mastersizer are based on equivalent hydrodynamic volume, therefore they cannot be considered as the actual length size of the fibers and are mainly used here as a comparison between different samples. We considered these volume mean diameters measured by Mastersizer to be a valid representative of size difference between different samples studied here as the Mastersizer measures the fine micro-fibers as well as the larger bundles since the device measuring range is from 0.02 to 2000 µm. We have also tried measuring the fiber length using Fiber Quality Analyzer (FQA) but the results showed about 90 % of fibers rejected and thus the size could not be quantified since the micro-fibers are smaller than the lower end of the range of the device (Mirvakili et al. 2016).
Scanning electron microscopy (SEM)
The structure of cellulose micro-fibers were characterized using a Hitachi S-3000 N-VP SEM at operating voltage of 5–10 kV at a magnification of 1200× at room temperature. The samples were deposited on an aluminum holder (5 × 5 mm) and sputtered with gold-platinum (coating thickness, 150–180 Å) in a Hummer IV sputter coater. The working distance was maintained between 15.4 and 16.4 mm, and the acceleration voltage used was 5 kV, with the electron beam directed to the surface at a 90° angle and a secondary electron imaging (SEI) detector.
Rheological measurements
The rheological measurements were performed using a rotational rheometer (MCR 501 Anton Paar Physica) with parallel flat stainless steel plate geometry of 50 mm in diameter and at 1 mm gap. To avoid sample evaporation during measurements, a small amount of low viscosity silicone oil was placed on the periphery of samples together with an evaporation blocker. All rheological measurements were performed at temperature of 25 °C, unless otherwise mentioned. Samples were pre-sheared for 5 min at shear rate of 200 s−1 with a subsequent 20 min of recovery (time sweep at strain 1 % and frequency 6.28 rad/s). Isothermal dynamic frequency sweep was performed to determine the linear viscoelastic properties over the whole accessible frequency range. The strain amplitude used was 1 % during all small-amplitude oscillation tests, where all the samples have shown linear viscoelastic behavior. At the end of the viscoelastic measurements, flow measurements were performed in the shear rate range of 0.01–100 s−1. First, a hysteresis loop test was conducted for each sample. Then to describe the flow property, steady state shear viscosity was monitored by increasing the shear rate from 0.01 to 100 s−1. To study the effects of temperature on the viscoelastic properties of the micro-fibrillar cellulose aqueous suspensions, temperature sweep measurements were performed. First, the temperature increased (2 °C/min) from 25 up to 85 °C at an angular frequency of 6.28 rad/s, followed by a mechanical spectrum at 85 °C and then another temperature sweep from 85 down to 25 °C was performed for each sample.
Results and discussion
Three sets of micro-fibrillar cellulose suspensions, prepared by different levels of refining energies, were first characterized by a mastersizer in order to measure the fiber sizes. Figure 1 shows the size distribution of each sample. As can be seen in Fig. 1, by increasing the level of refining energy, the average size of cellulose microfibers decreases from 740 µm for pulp fiber to 700, 550, and 416 µm for micro-fibers refined at 500, 1000, and 2000 kWh/ton refining energies, respectively. Scanning electron microscopy (SEM) analysis have also showed the same trend on the effect of refining energy on micro-fiber structure and length, as shown in Fig. 2. Based on this set of data, the samples refined by 1000 and 2000 kWh/ton energy have significantly smaller size in comparison with the original pulp fiber. The consistencies of these samples were also measured and are tabulated in Table 1.

Size distribution of cellulose microfibers prepared with different levels of refining energy. The size of the pulp fibers (0 kWh/ton energy level) is also included for comparison

SEM micrographs of cellulose microfibers prepared with different levels of refining energy a 0 (no load), b 500, c 1000 and d 2000 kWh/ton
Viscoelastic properties of micro-fibrillar cellulose suspensions at 25 °C
Effects of refining energy
The dynamic viscoelasticity of micro-fibrillar cellulose suspensions obtained after delamination by 500, 1000 and 2000 kWh/ton refining energy at 2 and 1 wt% micro-fiber concentrations are shown in Fig. 3a and b, respectively. According to Fig. 3, the mechanical spectra at 25 °C for all the samples, showed the storage modulus G′ to be higher than the loss modulus G″ within the investigated angular frequency range. The G′ of samples also showed a weak dependency on the angular frequency, evidencing a gel-like behavior for these samples. This is attributed to the formation of a three-dimension gel-like structure in these micro-fiber suspensions. However, the gel structure formed by micro-fibers is shown to be stronger for the suspensions containing micro-fibers prepared at higher levels of refining energy, at each constant micro-fiber concentrations. The effect of refining energy on the viscoelasticity of these micro-fibrillar cellulose suspensions can also be seen in Fig. 4, where the G′ of the samples at constant angular frequency of 6.28 rad/s increases from 700 to 1300 and 1830 Pa, by increasing the refining energy from 500 to 1000 and 2000 kWh/ton, respectively. This is due to the smaller size of micro-fibers for the ones with higher refining energy which leads to a much stronger fiber network at a constant fiber concentration.

Storage modulus (G′) and loss modulus (G″) as a function of angular frequency (ω) for samples with different micro-fiber sizes (different refining energy levels) at a 2 and b 1 wt% micro-fiber concentrations. The filled symbols are G′ and the empty symbols are G″

Storage modulus (G′) as a function of time at constant angular frequency of 6.28 rad/s and strain of 1 %, for samples with different micro-fiber lengths (different refining energy levels), at same microfiber concentration of 2 wt%
Effects of micro-fiber concentrations
To study the effect of micro-fiber concentration on the viscoelastic properties of these suspensions, the mechanical spectra of 2000 and 1000 kWh/ton samples at different concentrations, 0.5, 1, 1.5, and 2 wt% are shown in Figs. 5 and 6, respectively. As can be seen in Fig. 5, the samples prepared by 2000 kWh/ton refining energy exhibit gel-like viscoelastic behavior (G′ > G″ over the whole investigated frequency range), at all studied concentrations, even the lowest concentration studied here, 0.5 wt%. However, both the storage modulus (G′) and the loss modulus (G″) increased with the micro-fiber concentration. The storage modulus at 0.1 rad/s increased from 16 to >1400 Pa when the concentration increased from 0.5 to 2 wt%. Figure 6 also shows the same trend for samples refined by 1000 kWh/ton at different concentrations, showing a gel-like behavior for all the concentration investigated (1, 1.5 and 2 wt%). It is noteworthy to mention that the values of G′ and G″ are relatively high in comparison to those obtained for microcrystalline cellulose hydrogels (Rudraraju and Wyandt 2005), suspension of cellulosic microfibrils from sugar beet pulp (Lowys et al. 2001) and cellulose nanocrystals suspensions (Shafiei-Sabet et al. 2012) and are comparable to those reported for treated microfibrillated cellulose from sugar-beet pulp (Agoda-Tandjawa et al. 2010) and those reported for enzymatic treated microfibrillated cellulose from softwood pulp (Pääkkö et al. 2007). The pronounced viscoelastic properties of micro-fibrillar cellulose presented in this study can be related to the morphology of these micro-fibers observed in the SEM micrographs (Fig. 2), which leads to formation of a rigid entangled micro-fiber network.

Storage modulus (G′) and loss modulus (G″) as a function of angular frequency (ω), for samples prepared by 2000 kWh/ton refining energy, at different micro-fiber concentrations

Storage modulus (G′) and loss modulus (G″) as a function of angular frequency (ω), for samples prepared by 1000 kWh/ton refining energy, at different micro-fiber concentrations
The storage modulus G′ at 1 rad/s is plotted as a function of cellulose micro-fiber concentration in Fig. 7. The storage modulus of 2000 kWh/ton refined suspension at 1 rad/s increased from 18 to 1600 Pa upon increasing the micro-fiber concentration from 0.5 to 2 wt%. The concentration dependence of G′ can be expressed with a power equation of G′ = 182.3 C3.2 for 2000 kWh/ton and G′ = 134.4 C3.2 for 1000 kWh/ton refined suspensions. The experimental data presented here are consistent with those reported by Pääkkö et al. (2007) (G′ = c3) for the enzymatic treated microfibrillated cellulose from softwood pulp. Tatsumi et al. (2002) also showed that for cellulose fiber suspensions in the power law correlation between G′ and fiber concentration, c, (G′ = kcα), the factor k and power α reflect the individual fiber characteristics and the structural property of the whole suspension, respectively. The authors concluded that α will be constant regardless of the lengths of cellulose fibers. Therefore, the exponent value of 3.2 obtained for the suspensions studied here regardless of their size differences reflects the rigid network structure of these suspensions and confirms that the suspensions prepared by both 1000 and 2000 kWh/ton refining energies have the same type of gel network structure.

Storage modulus G′ as a function of micro-fiber concentration at 25 °C and at an angular frequency of 1 rad s−1 for 2000 (filled square) and 1000 (filled triangle) kWh/ton refined suspensions
Steady state shear properties of cellulose microfibers at 25 °C
Effects of refining energy
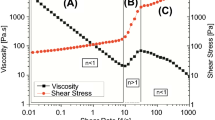
The flow curves of micro-fibrillar cellulose suspensions prepared with different levels of refining energy (500, 1000 and 2000 kWh/ton) at constant concentration of 2 wt% are shown in Fig. 8. According to Fig. 8a, the viscosity profiles show a significant shear thinning behavior for all these suspensions over the whole investigated shear range. However, the viscosity of the suspensions at constant shear rate is higher for the suspension prepared at higher refining energy. For example, the viscosity at shear rate of 0.1 s−1 increases from 100–400 to 670 Pa s by increasing the refining energy from 500–1000 to 2000 kWh/ton, respectively. In Fig. 8b, where the shear stress is plotted as a function of shear rate, a constant shear stress at very low shear rates is observed indicating yield stress behavior of these suspensions which increases by increasing the refining energy. The dependency of shear stress on shear rate changes at shear rates of ca. 3, 8 and 13 s−1 for samples prepared by 500, 1000, and 2000 kWh/ton refining energy, respectively. This transition can be attributed to the change in the mechanism of microstructure changes in the suspension under applied shear. The micro-fibers, at rest, form an entangled 3D gel network which is stronger and more interconnected in the case of samples prepared by higher amount of refining energy. When shear is applied, the existence of strong gel network structure results in yield stress behavior. When the shear stress is above yield stress, shear forces deform and break the gel network structure resulting in observed shear thinning behavior up to certain shear rates, then the individual micro-fibers are free to align along the shear direction resulting in further shear thinning at higher shear rates region. The hysteresis measurements were also performed for these samples (not shown here). The area of the hysteresis loop was rather small, suggesting that these micro-fibrillar cellulose suspensions have a weak thixotropic tendency and that the microstructure destroyed by shear forces can recover within a short time (Agoda-Tandjawa et al. 2010; Barnes 1997). The rheological behavior observed for these suspensions are similar to those reported by Karppinen et al. (2012) for mechanically disintegrated micro-fibrillated cellulose.

Flow curves of cellulose micro-fiber suspensions at constant concentration of 2 wt% and different refining energies; a steady-state viscosity as a function of shear rate and b shear stress as a function of shear rate
Effects of micro-fiber concentration
The flow curves of suspensions refined by 2000 kWh/ton refining energy at different micro-fiber concentrations are shown in Fig. 9. According to Fig. 9a, the viscosity of these suspensions shows a significant dependence on the micro-fiber concentration. For all the sample studied here (at the concentration range from 0.5 to 2 wt%) the shear viscosity reduces by increasing the shear rate. This shear thinning behavior is due to breakage of micro-fiber networks under application of shear and the alignment of individual micro-fibers in the direction of shear at higher shear rates. It is noteworthy that the viscosity of these suspensions at each constant shear rate are higher than those reported for other types of cellulosic fiber suspensions at same concentrations, (Karppinen et al. 2012; Rudraraju and Wyandt 2005; Shafiei-Sabet et al. 2013; Araki et al. 1998) for example, the apparent viscosity is about ~6000 Pa s, at a shear rate of 0.01 s−1 at 2 wt% for the present micro-fibrillar cellulose suspensions to be compared to 3000 Pa s for mechanically disintegrated microfibrillated cellulose from bleached kraft birch pulp measured using a bob and cup metal geometry at gap 1 mm, to 900 Pa s for microfibrillated cellulose from sugar beet pulp measured using a 40 mm Teflon parallel plate geometry at gap 1 mm (Agoda-Tandjawa et al. 2010), to 500 Pa s for the enzyme treated microfibrillated cellulose from bleached softwood pulp measured using a 40 mm cone and plate geometry with cone angle 1º (Pääkkö et al. 2007), and to 1 Pa s for cellulose nanocrystals measured using a 43 mm glass parallel plate geometry at gap 1 mm (Shafiei-Sabet et al. 2012), evidencing the significant viscosifying characteristic of the present material. The yield stress behavior is also exhibited for all samples at different concentrations in Fig. 9b. The existence of a yield stress for these suspensions can be related to the gel-like network structure formed by micro-fibers. The value of yield stress increases from 1.5 to 60 Pa by increasing the micro-fiber concentration from 0.5 to 2 wt%, consistent with a study by Karppinen et al. (2012) on MFC suspensions from bleached kraft birch pulp.

Flow curves of cellulose micro-fiber suspensions prepared at 2000 kWh/ton refining energy at different concentrations; a steady-state viscosity as a function of shear rate and b shear stress as a function of shear rate
Effects of temperature on the viscoelastic properties
Temperature sweep experiments were performed in order to evaluate the temperature dependency of these micro-fibrillar cellulose suspensions. The temperature dependency of G′ for different samples is shown in Fig. 10. As can be seen in Fig. 10, the modulus decreases with increasing temperature from 25 to 85 °C, for all the samples. This decrease in G′ with temperature can be explained by the weakening or disruption of intermolecular interactions at elevated temperatures (Jia et al. 2014). The variation of G′ under heating and cooling processes was also measured for suspensions at various concentrations and the ones for 1.5 wt% concentration are sown as an example in Fig. 11. By cooling the suspensions from 85 to 25 °C, the properties of the samples recover indicating the thermo-reversibility of these suspensions. This was confirmed by the superimposition of mechanical spectra obtained at 25 °C for all cellulose concentrations before and after the temperature sweep experiments (results not shown). The viscoelastic behavior of these micro-fibrillar cellulose suspensions at 25 and 85 °C are compared to each other for different concentrations in Fig. 12. As can be seen in Fig. 12, the strong gel-like viscoelastic behavior of all samples observed at 25 °C changes to a liquid-like viscoelastic behavior (G″ > G′ over the whole investigated frequency range) and the values of storage modulus is significantly lower for the samples at 85 °C.

Storage modulus, G′, as a function of temperature for suspensions prepared at a 2000 and b 1000 kWh/ton refining energy at different concentrations

Variation of storage modulus, G′, under heating and cooling processes for 1.5 wt% micro-fiber suspension prepared by a 2000 and b 1000 kWh/ton refining energy

Storage modulus (G′) and loss modulus (G″) as a function of angular frequency (ω), for samples prepared by 2000 kWh/ton refining energy at a 2 wt% and b 1.5 wt% and the samples prepared by 1000 kWh/ton at c 2 wt% and d 1.5 wt%
Conclusion
The rheological study of micro-fibrillar cellulose suspensions, prepared by low-consistency refining, has shown that these suspensions display a gel-like viscoelastic behavior and a shear thinning flow behavior. The superior rheological properties observed for these aqueous suspensions at low micro-fiber concentrations are due to formation of a three-dimensional network structure by micro fibers. Both the level of refining energy and the micro-fiber concentration have been shown to have significant effects on the rheological properties of the suspension. By increasing the level of applied refining energy, the average micro-fiber size decreases, resulting in the formation of a stronger and more interconnected gel structure; both 1000 and 2000 kWh/ton energy levels found to be able to form such structure. For samples prepared at same level of refining energy, the viscosity increases about two orders of magnitude by increasing the micro-fiber concentration from 0.5 to 2 wt%. The effects of temperature on rheological properties have also been investigated. A viscoelastic analysis confirmed that increasing temperature decreases the storage modulus and the behavior of suspension changes from a strong gel-like at 25º C to a liquid-like viscoelastic behavior at 85 °C. Overall, our findings indicate that the micro-fibrillar cellulose with superior rheological properties, desired for thickening and gelling applications, and relatively lower cost compared to other cellulose nano-materials, can be prepared with this new method. Combining the effect of refining energy level, micro-fiber concentration and the consistency of the suspension prepared at different energy levels, this study suggests an optimum preparation condition to gain desired rheological properties for different applications.
References
Agoda-Tandjawa G, Durand S, Berot S, Blassel C, Gaillard C, Garnier C, Doublier J-L (2010) Rheological characterization of microfibrillated cellulose suspensions after freezing carbohydrate polymers. Carbohydr Polym 80:677–686
Araki J, Wada M, Kuga S, Okano T (1998) Flow properties of microcrystalline cellulose suspension prepared by acid treatment of native cellulose. Colloids Surf A: Physicochem Eng Asp 142(1):75–82
Barnes HA (1997) Thixotropy—a review. J. Non-Newton Fluid Mech 70:1–33
Boluk Y, Zhao L, Incani V (2012) Dispersions of nanocrystalline cellulose in aqueous polymer solutions: structure formation of colloidal rods. Langmuir 28:6114–6123
Chen P, Yu H, Liu Y, Chen W, Wang X, Ouyang M (2013) Concentration effects on the isolation and dynamic rheological behavior of cellulose nanofibers via ultrasonic processing. Cellulose 20:149–157
Habibi Y, Lucia LA, Rojas OJ (2010) Cellulose nanocrystals: chemistry, self-assembly and applications. Chem Rev 110:3479–3500
Henriksson M, Henriksson G, Berglund LA, Lindstrom T (2007) An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur Polym J 43:3434–3441
Herrick FW, Casebier RL, Hamilton JK, Sandberg KR (1983) Microfibrillated cellulose: morphology and accessibility. J Appl Polym Sci Appl Polym Symp 37:797–813
Iotti M, Gregersen O, Moe S, Lenes M (2011) Rheological studies of microfibrillar cellulose water dispersions. J Polym Environ 19:137–145
Isogai A, Saito T, Fukuzumi H (2011) TEMPO-oxidized cellulose nanofibers. Nanoscale 3:71–85
Jia X, Chen Y, Shi C, Ye Y, Abid M, Jabbar S, Wang P, Zeng X, Wua T (2014) Rheological properties of an amorphous cellulose suspension. Food Hydrocoll 39:27–33
Jowkarderis L, van de Ven TGM (2014) Intrinsic viscosity of aqueous suspensions of cellulose nanofibrils. Cellulose 21:2511–2517
Karppinen A, Saarinen T, Salmela J, Laukkanen A, Nuopponen M, Seppala J (2012) Flocculation of microfibrillated cellulose in shear flow. Cellulose 19:1807–1819
Khan RA, Korehei R, Salem HJ, Darychuk N, Martinez M, Olson JA (2014) Fabrication and characterization of microfibrillated cellulose reinforced sodium alginate based biodegradable films for packaging applications. J Sci Tech For Prod Process 4(1):10–16
Klemm D, Kramer F, Moritz S, Lindstrm T, Ankerfors M, Gray D, Dorris A (2011) Nanocelluloses: a new family of nature-based materials. Angew Chem Int Ed 50:5438–5466
Lasseuguette E, Roux D, Nishiyama Y (2008) Rheological properties of microfibrillar suspension of TEMPO-oxidized pulp. Cellulose 15:425–433
Lowys MP, Desbrieres J, Rinaudo M (2001) Rheological characterization of cellulosic microfibril suspensions. Role of polymeric additives. Food Hydrocoll 15(1):25–32
Lu A, Song Y, Boluk Y (2014a) Electrolyte effect on gelation behavior of oppositely charged nanocrystalline cellulose and polyelectrolyte. Carbohydr Polym 114:57–64
Lu A, Hemraz U, Khalili Z, Boluk Y (2014b) Unique viscoelastic behaviors of colloidal nanocrystalline cellulose aqueous suspensions. Cellulose 21:1239–1250
Mirvakili MN, Van Bui H, van Ommen JR, Hatzikiriakos SG, Englezos P (2016) Enhanced barrier performance of engineered paper by atomic layer deposited Al2O3 thin films. ACS Appl Mater Interfaces. doi:10.1021/acsami.6b02292
Nechyporchuk O, Belgacem MN, Pignon F (2014) Rheological properties of micro/nanofibrillated cellulose suspensions: wall-slip and shear banding phenomena. Carbohydr Polym 112:432–439
Paakko M, Ankerfors M, Kosonen H, Nykanen A, Ahola S, Osterberg M, Ruokolainen J, Laine J, Larsson PT, Ikkala O, Lindstrom T (2007) Enzymatic hydrolysis combined with mechanical shearing and high pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 8:1934–1941
Rudraraju VS, Wyandt CM (2005) Rheology of microcrystalline cellulose and sodiumcarboxymethyl cellulose hydrogels using a controlled stress rheometer: part II. Int J Pharm 292(1–2):63–73
Saarikoski E, Saarinen T, Salmela J, Seppala J (2012) Flocculated flow of microfibrillated cellulose water suspensions: an imaging approach for characterization of rheological behavior. Cellulose 19:647–659
Saito T, Kimura T, Nishiyama Y, Isogai A (2007) Cellulose nanofibers prepared by TEMPO-mediated oxidation of native cellulose. Biomacromolecules 8(8):2485–2491
Shafiei-Sabet S, Hamad WY, Hatzikiriakos SG (2012) Rheology of nanocrystalline nellulose aqueous suspensions. Langmuir 28:17124–17133
Shafiei-Sabet S, Hamad WY, Hatzikiriakos SG (2013) Influence of degree of sulfation on the rheology of cellulose nanocrystal suspensions. Rheol Acta 52:741–751
Shafiei-Sabet S, Hamad WY, Hatzikiriakos SG (2014) Ionic strength effects on the microstructure and shear rheology of cellulose nanocrystal suspensions. Cellulose 21:3347–3359
Tatsumi D (2007) Rheology of cellulose fiber disperse systems and cellulose solutions. Nihon Reoroji Gakkaishi 35(5):251–256
Tatsumi D, Ishioka S, Matsumoto T (1999) Effect of particle and salt concentrations on the rheological properties of cellulose fibrous suspensions. Nihon Reoroji Gakkaishi 27(4):243–248
Tatsumi D, Ishioka S, Matsumoto T (2002) Effect of fiber concentration and axial ratio on the rheological properties of cellulose fiber suspensions. J Soc Rheol Jpn 30(1):27–32
Turbak AF, Snyder FW, Sandberg KR (1983) Microfibrillated cellulose, a new cellulose product: properties, uses and commercial potential. J Appl Polym Sci Appl Polym Symp 37:815–827
Urena-Benavides EE, Ao G, Davis VA, Kitchens CL (2011) Rheology and phase behavior of lyotropic cellulose nanocrystal suspensions. Macromolecules 44:8990–8998
Vartiainen J, Pohler T, Sirola K, Pylkkanen L, Alenius H, Hokkinen J, Tapper U, Lahtinen P, Kapanen A, Putkisto K, Hiekkataipale P, Eronen P, Ruokolainen J, Laukkanen A (2011) Health and environmental safety aspects of friction grinding and spray drying of microfibrillated cellulose. Cellulose 18:775–786
Acknowledgments
The authors would like to acknowledge Green Fibre Network for financial support. We also would like to thank Prof. Savvas Hatzikiriakos for giving us the opportunity to work in his rheology laboratory. Mehrnegar Mirvakili and Reza Korehei are acknowledged for providing the SEM micrographs of the samples.
Author information
Authors and Affiliations
Corresponding authors
Rights and permissions
About this article

Cite this article
Shafiei-Sabet, S., Martinez, M. & Olson, J. Shear rheology of micro-fibrillar cellulose aqueous suspensions. Cellulose 23, 2943–2953 (2016). https://doi.org/10.1007/s10570-016-1040-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-016-1040-9