
Abstract
Cellulose nanofiber (CNF) is becoming a topic of great interest among the industrial and academic communities, mainly due to their potential applications in very well-differentiated industrial sectors. Among this wide range of applications, papermaking is one of the most accepted and studied. However, it is widely known that the papermaking sector is forced to compete in markets where products do not have huge added value and production margins are very low. Therefore, papermakers are constantly looking for new technologies that balance efficiency and production costs. In line with this, the present work attempts to assay the enzymatic hydrolysis of cellulose fibers to obtain CNFs. Accordingly, pH, pulp consistency, treatment time, enzyme dosage and temperature were varied to find a combination of parameters that could lead to highly efficient CNF in terms of the mechanical properties of paper enhancement and production costs. For this, CNFs were applied to unrefined and refined bleached kraft pulps and their properties were assessed. The obtained results demonstrated that it is possible to obtain highly efficient CNFs from bleached pulp at affordable costs for papermakers. Moreover, it was found that the treatment time has a key role during the production of this CNF but at low enzyme dosages since the obtained results, in terms of intrinsic properties and reinforcing potential, for high enzyme charges did not vary significantly as time was increased. In sum, the present work offers a cost-efficient solution for the application of CNF in the production of paper from bleached pulp as well as a promising alternative to those conventional processes from a technical point of view.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
It is widely known that papermaking industries compete in markets where the added value of products is low. Not only this, but margins for papermakers are becoming lower every day. Therefore, the paper industries are constantly undergoing technological developments, trying to balance efficiency and production costs.
Cellulose nanofiber (CNF) is becoming a topic of great interest among the industrial and academic communities, mainly due to their potential applications in very well-differentiated industrial sectors. Among this wide range of applications, papermaking is one of the most studied, where CNF can play different roles, e.g., in the optical (Iwamoto et al. 2005; Fukuzumi et al. 2008; Okahisa et al. 2009), barrier (Fukuzumi et al. 2008; Lavoine et al. 2012) and mechanical (Sehaqui et al. 2011c; González et al. 2014) properties of paper improvement, depending on the type of CNF used and how it is applied. As Zimmermann et al. (2010) described, the process to obtain CNF involves at least three steps. The first is pulp preparation, which concerns those processes related to raw material preparation and obtaining fiber. The second step concerns the pretreatment of the fibers. This step deserves special attention since it determines the whole energy consumption in the third and last step, which is fiber nanofibrillation. Regarding the variety of CNFs, TEMPO-oxidized (Saito et al. 2007; Besbes et al. 2011a), enzymatically hydrolyzed (Henriksson et al. 2007; Pääkkö et al. 2007), carboxymethylated (Ankerfors 2015), acid hydrolyzed (Zimmermann et al. 2010) and mechanically prepared (Espinosa et al. 2016) CNFs must be mentioned. These nomenclatures always refer to the pretreatment applied to the fiber. Each type of CNF can be used for many applications depending on its intrinsic properties such as the transparency, dimensions or strengthening potential (Delgado-Aguilar et al. 2015d). Considering their role in papermaking processes, it must be taken into account that the added value of paper products is usually low. For this, the pretreatment step plays a key role during the production of CNFs to be used in papermaking since the final energy consumption of the CNF production will determine the economic viability of using them.
Among the above-mentioned CNFs, it is worth emphasizing those obtained by enzyme-assisted methods. In principle, this methodology is supposed to be environmentally friendly since it is based on bioprocesses, although no life cycle assessment regarding this CNF has been performed. In any case, the enzyme dosage required to enzymatically hydrolyze cellulose with the purpose of producing CNF is quite controversial . In this sense, some researchers decided to apply from 200 to 30,000 g/ton of enzymes to the pulp slurry (Henriksson et al. 2007; Sehaqui et al. 2011a, 2013); others decided to apply the lower dosage from the above-mentioned literature (Yoo and Hsieh 2010), and those who were more moderate decided to establish an enzyme charge of 80 g/ton (Pääkkö et al. 2007; Charani et al. 2013a, b; Petroudy et al. 2014). This was reflected in the property enhancement that the CNFs produced in the above-mentioned literature were able to provide to the paper that they produced. For instance, the tensile strength increase that could be found in the literature was between 24 and 68 % for enzymatic CNF dosages ranging from 2 and 10 % (Sehaqui et al. 2011a, 2013; Charani et al. 2013a; Petroudy et al. 2014), being lower than those produced by TEMPO-mediated oxidation, which were higher than 70 % for a 3 wt% addition (González et al. 2012). Nonetheless, Wang et al. (2015) demonstrated that low dosage such as 1 mg of protein (enzyme) per gram of fiber is enough to observe differences in the decrease of the degree of polymerization of cellulose chains. However, although the enzyme dosage was the same in many studies and different in others, the pulp consistency was almost ignored or at least not considered as important as in fact it is. The pulp consistency for a constant dry weight of fiber determines the volume of the suspension or, in the same way, for a constant enzyme dosage, it determines the enzyme concentration in the medium. Moreover, the pH of all the suspensions was set at 7. In previous works where endo-β-1,4-glucanases have been used with another purpose, the pulp consistency was considered as crucial as the rest of the treatment parameters (González et al. 2013; Delgado-Aguilar et al. 2015c), bringing to light that this parameter was a determinant for the final mechanical properties of fibers as well as the pH of the fiber suspension.
As stated at the beginning of this introduction, the papermaking sector is forced to compete in a difficult, sometimes wild market where the efficiency of their processes must be as high as possible. This is the main reason why the substitution of conventional methods to improve the mechanical properties of paper, such as mechanical refining, is targeted by researchers and paper producers. Mechanical refining has been considered to be somewhat effective for restoring the bonding ability of the used fibers because of their swelling (Kibblewhite 1972). However, mechanical refining has some inherent drawbacks such as fines generation, fiber shortening, permanent structural damages to fibers and negative effects on the drainage rate of pulp slurries (Norell et al. 1999) . All these drawbacks develop on fibers capable of being recycled a few times (Delgado-Aguilar et al. 2015b).
In this regard, the present work attempted to improve the effectiveness of the pretreatment step (enzymatic hydrolysis, in this case) with the purpose of easing the nanofibrillation step, obtaining CNF suspensions with yields of nanofibrillation equal to or even higher than those obtained by mechanical treatments (Delgado-Aguilar et al. 2015d) with lower energy consumption for their production.
Materials and methods
Materials
The bleached kraft hardwood pulp (BKHP) used both for the production of CNF and as paper substrate was kindly supplied by Torraspapel S.A. (Spain), originally with 16 µm diameter and 700 µm length. The enzymatic hydrolysis was performed using the commercial enzyme cocktail Novozym 476, kindly provided by Novozymes A/S (Denmark), which contains 2 % endo-β-1,4-glucanases with an activity factor of 4500 CNF-CA/g cellulose (tested over a CMC substrate).
Experimental design
A total of three pulps were used as substrate to evaluate the obtained CNF: unrefined BKHP and industrially refined BKHP at 75 and 135 kWh/ton.
The first part of the experimental work consisted of determining the influence of the pulp consistency and pH, keeping the rest of the parameters constant. This influence was evaluated as a function of the breaking length increase that the addition of 3 wt% CNF imparted over the unrefined BKHP papers. Once both treatment parameters had been established, the enzyme dosage ranged between 80 and 320 g/ton, and the treatment time was varied from 2 to 4 h, as detailed below. All the obtained CNFs were characterized and applied as reinforcement for unrefined and refined papers. The produced CNFs received the following nomenclature: CNF-Enzyme Charge/Treatment time, i.e., CNF-80/2, CNF-80/3, CNF-160/2, etc.
A second part of the work concerns the addition of CNF-320/4 over industrially refined pulps. This deserves special attention because it shows the compatibility of adding CNF to refined pulps and the synergies that can be generated.
Mechanical pretreatment of BKHP
The BKHP was dispersed at 1.5 wt% in water in a laboratory pulper for 30 min at 3000 rpm. Then, the fiber was mechanically refined at 10 wt% consistency in a PFI for 4000 revolutions. This process was carried out to swell the fibers and thus to promote the activity of the endo-β-1,4-glucanases.
Enzymatic hydrolysis of fibers
The refined BKHP was enzymatically treated according to Henriksson et al. (2007), with slight modifications. In this sense, the enzyme dosage, treatment time, pulp consistency and pH were varied to find more optimized treatment conditions. The enzyme dosage ranged between 80 and 320 g/ton and the treatment time from 2 to 4 h. The pulp consistency was set at 3 and 5 wt% and finally the pH at 5 and 7.
Briefly, the enzymatic treatment was performed as follows: first, fibers were suspended in water (until reaching a pulp consistency of 3 or 5 wt%), and 0.1 N HCl was dropped until achieving a pH of 5 (tap water was used for the case of pH around 7). Then, the suspension was heated until 50 °C under constant stirring to avoid temperature gradients. At this step, the enzyme was dropped into the suspension (80, 160, 240 or 320 g/ton) and stirred for 2, 3 or 4 h, depending on the established treatment time. The enzymatic process was stopped by heating the suspension until 80 °C for 15 min, where the enzyme suffers its denaturation.
Fibrillation of fibers
The enzyme-treated suspensions were gradually homogenized in a PANDA Plus laboratory homogenizer (Gea Niro Soavi, Italy) following the sequence of three passes at 300 bar, three passes at 600 bar and three passes at 900 bar. All the suspensions followed the above-mentioned sequence to assure constant fibrillation, making the difference only during the enzymatic treatment.
Characterization of the obtained CNF
The characterization of CNF was performed according to previous works (Delgado-Aguilar et al. 2015a, d). Cationic demand was determined by colloidal titration using a Mütek PCD04 charger analyzer from BTG, S.L. (UK). This titration was performed through surface adsorption of poly-DADMAC and the excess was titrated with PES-Na and anionic standard polymer, both from BTG.
The carboxyl content was determined by ionic exchange between two defined pHs. This methodology is based on the ionic exchange that takes place between carboxylic groups from cellulose and zinc cations from an aqueous suspension.
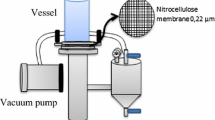
The yield of nanofibrillation was determined by centrifuging an aqueous suspension of CNF in a vessel equipped with a nitrocellulose membrane (pore size of 0.22 µm) at the bottom. The retained solids were weighed and referred to the total amount of CNF added to the vessel, obtaining the non-fibrillated percentage. The degree of polymerization (DP) of CNF was determined from intrinsic viscosity measurements, according to UNE 57-039-92. The viscosimetric average molecular weight was calculated from the equation: g = KMa, where g is the intrinsic viscosity, K = 2.28 and a = 0.76 (Henriksson et al. 2008). Transmittance measurements were performed on CNF suspensions with 0.1 % solid content. The sample was introduced into quartz cuvettes and the transmittance measured with a UV–Vis Shimadzu spectrophotometer UV-160A set in the range between 400 and 800 nm. Distilled water was used as reference. The energy consumption was determined using energy-measuring equipment: a Circutor CVM-C10 (Spain) and a Socomec Diris A20 (Spain). The cost of the energy was estimated at 0.08 €/kWh. The prices of chemical reactants and enzymes were also considered in the calculation of the final cost of CNF.
Incorporation of the CNF into the pulp slurries and characterization
BKHP refined at three different levels (0, 75 and 135 kWh/ton) were used as substrate. All three were kindly supplied by Torraspapel S.A. The CNFs were incorporated into the BKHP, and subsequent paper sheet formation was carried out according to González et al. (2012). The dosage of CNF was always 3 wt% in bulk. The incorporation of the obtained CNF was carried out, on the one hand, with tap water (conductivity of 289 µS/cm) and, on the other, with process water from Torraspapel S.A. (conductivity of 1168 µS/cm). The resulting paper sheets were mechanically characterized for breaking length following the standard ISO 1924-2. The Schopper-Riegler degree of the pulps was determined in a Schopper-Riegler tester (mod. 95587, PTI Austria) following the ISO 5267-1 standard.
Statistical analysis
The statistical analysis was carried out using the IBM SPSS Statistics v.19 software (IBM Corp., USA). The variance analysis (ANOVA) of one factor was used, followed by a Tukey average separation test in case of obtaining significant differences. At least five samples were taken into account to develop all the analysis. The significance level for all tests was α = 0.05.
Results
As described in the previous section, the initial treatment conditions were set according to Henriksson et al. (2007), and the enzyme dosage was established at 160 g/ton, being of the same magnitude as that reported in the literature. This optimization was performed in terms of the reinforcing potential of the obtained CNF. This potential was assessed through the addition of 3 wt% CNF to the pulp slurry, always using BKHP as substrate. In this sense, Table 1 shows the breaking length increase by the addition of 3 wt% CNF for each treatment.
The main reason for varying the pH was that previous works demonstrated that this type of enzyme presented its maximum activity at pH values near 5 (Delgado-Aguilar et al. 2015c). Moreover, since the total volume of the pulp suspension is decreased as the pulp consistency is increased, the efficiency of the endo-β-1,4-glucanases was enhanced when working at a pulp consistency of 5 wt% (González et al. 2013; Delgado-Aguilar et al. 2015c). In the same way, as Hildén et al. (2005) described, endoglucanase reactions follow a pseudo-first-order kinetics governed by the enzyme concentration in the medium. Therefore, treatment 3 and 4 were performed at a pulp consistency of 5 wt%.
As can be seen in Table 1, for low pulp consistency (treatments 1 and 2), decreasing the pH from 7 to 5 leads to an increase in the reinforcing potential of the obtained CNF of 10 %. On the other hand, comparing treatment 1 and 3, where the pH remains constant at 7 and the pulp consistency is increased from 3 to 5 wt%, it is possible to appreciate an increase of the same magnitude. As has been stated before, this is due to the increase of the enzyme concentration with regard to the total volume of the fiber suspension. Combining these two treatments (2 and 3), it is possible to obtain an increase in the breaking length of paper of 86 % (treatment 4). In fact, decreasing the pH value from 7 to 5 and increasing the pulp consistency from 3 to 5 wt% during the enzymatic hydrolysis for the production of the CNF leads to an increase of 31 % of their reinforcing potential over paper. However, although the increase in breaking length was substantial, the reinforcing potential of the obtained CNF does not achieve the same level that is is possible through the addition of CNF prepared by TEMPO-mediated oxidation, which is around 100 % (Delgado-Aguilar et al. 2015d).
As a result of applying these CNFs over the BKHP substrate, the obtained breaking lengths were 3184, 3389, 3409 and 3820 m for treatment 1, 2, 3 and 4, respectively.
Regarding the temperature, it is known that the enzyme kinetics depend on it, as do most biochemical and chemical reactions. However, the enzyme used in the present work suffers its denaturation at 80 °C (Henriksson et al. 2007; Pääkkö et al. 2007; Yoo and Hsieh 2010). In this sense, taking the operating conditions of treatment 4 and increasing the temperature to 10 °C, the resulting breaking length increase was 69 %, being lower than that achieved at 50 °C. This fact indicates that 50 °C could be the more appropriate temperature for this enzymatic hydrolysis, as described previously (Henriksson et al. 2007).
At this step, and concerning the second optimization, the enzyme dosage and treatment time were varied. The treatment time was only increased, since an increase of 86 % would not be achieved if this time was reduced. However, the enzyme dosage ranged from 80 to 320 g/ton, dosages much lower than those reported in the literature (Henriksson et al. 2007) and of the same magnitude as those reported for biorefining processes (González et al. 2013; Delgado-Aguilar et al. 2015c). All the obtained CNFs were characterized in terms of transmittance, cationic demand, carboxyl rate, yield of nanofibrillation and degree of polymerization, as reflected in Table 2.
It is known that the degree of polymerization is strongly related to the final mechanical properties of polymers, even cellulose fibers and/or nanofibers (Battista 1975; Zimmermann et al. 2010). Thus, it is conceivable that the higher the degree of polymerization, the more the intrinsic mechanical properties will be present in the CNFs. However, in some cases the depolymerization of cellulosic fibers enhances their bonding capacity, yielding higher mechanical properties when they are used as reinforcement (Zimmermann et al. 2010). This effect was also observed previously in enzymatic treatments. Delgado-Aguilar et al. (2015c) described in their work that endo-β-1,4-glucanases surround individual cellulose chains at appropriate enzyme charges to access the amorphous part thereof and thus drastically decrease the degree of polymerization of cellulosic chains (Ek et al. 2009).
The increase of bonding capacity is mainly a consequence of the increase on the specific surface of fibers. Fibers with a higher specific surface will present a higher surface hydroxyl group density, which enhances the inter-fiber bonds. As a consequence, the anionic surface charge will be higher, and thus the surface adsorption of the poly-DADMAC (standard cationic polymer used for the determination of cationic demand) will also be enhanced.
This increase of the cationic demand as the treatment time is increased and, at the same time, as the enzyme dosage is increased for a specific treatment time also translates into higher yields of nanofibrillation and consequently into higher transmittance at 800 nm wavelength. This fact has been reported previously by several authors (Besbes et al. 2011b; Chaker et al. 2013; González et al. 2014; Delgado-Aguilar et al. 2015a). Both the yield of nanofibrillation and the transmittance are much lower than for TEMPO-oxidized CNF, a fact that reveals that the morphology of the CNF from this study is substantially different (Besbes et al. 2011a; González et al. 2012, 2014; Delgado-Aguilar et al. 2015a, d; Gamelas et al. 2015). Moreover, the cationic demand of TEMPO-oxidized cellulose nanofibers is much higher than for enzymatic CNFs, being about 1200 µeq g/g for those with an oxidation degree of 5 mmol sodium hypochlorite (González et al. 2014).
Regarding the carboxyl content, a property that is not shown in the above table, all the samples presented a carboxyl content of 76 µeq g/g. This value is much higher for other types of CNF such as those obtained by TEMPO-mediated oxidation, which present values of about 800 µeq g/g (Delgado-Aguilar et al. 2015d). In this sense, TEMPO-mediated oxidation leads to CNFs with smaller diameters and larger specific surfaces, properties that enable them to be used in a wider range of applications.
The diameter and specific surface of CNF were previously estimated in the literature (Delgado-Aguilar et al. 2015d; Espinosa et al. 2016). Briefly, they can be calculated assuming two possible mechanisms (Rouger and Mutjé 1984; Carrasco et al. 1996): (1) an ionic interaction between the cationic polymer and the carboxylic groups on the cellulose surface and (2) surface interactions due to London-van der Waals forces. Moreover, if both mechanisms are supposed to occur at the same time, it is possible to calculate the specific surface area and diameter of the CNF. For this, cationic demand and carboxyl content are used, and the colloidal titration must be performed with poly-DADMAC with higher molecular weight than 100 Da (Zhang et al. 2016). The calculations are also reported in the cited literature, but, briefly, they consist of determining the specific surface of the poly-DADMAC monomer, which has an elliptical structure, and assuming the stoichiometric relationship between the hydroxyl and carboxyl groups of the fiber surface with the standard cationic polymer. The evolution of the specific surface is reflected in Fig. 1.

Evolution of the specific surface as the enzyme dosage and time of treatments increase
As can be seen, the specific surface presents an increasing tendency as the enzyme dosage and time are increased, reaching their highest value around 105 m2/g. Accordingly, the diameter was reduced as the specific surface area increased. The obtained diameters were in the magnitude of 24 nm for those CNFs with a specific surface close to 100 m2/g. This was mainly due to the increase of the treatment severity by means of more reaction time and a higher enzyme concentration in the slightly acidic medium.
One way to settle the role of the specific surface, and implicitly the diameter size, is assessing the reinforcing potential of the obtained CNF over a paper substrate. The discourse based on the key role that the specific surface plays in the mechanical properties of CNF has been widely used (Sehaqui et al. 2011b, c; Ansari et al. 2014; Delgado-Aguilar et al. 2015a, d; Espinosa et al. 2016). Accordingly, Fig. 2 shows the relative breaking length increase that a 3 wt% CNF imparts over a BKHP substrate, which has an original breaking length of 2054 m.

Evolution of the breaking length of different CNF-reinforced papers as the enzyme dosage and time of the treatments increase
Figure 2 illuminates the strong relationship between the specific surfaces of CNFs and their reinforcing potential when they are used as reinforcement in paper slurries. Accordingly, one can clearly observe the similarities between Figs. 1 and 2, where both tendencies seem to be governed by the same phenomenon. In fact, this phenomenon was described by Page (1969) in A theory for tensile strength of paper, where he established a relationship between the relative bonded area and tensile strength of paper. In fact, the relative bonded area increases the higher the specific surface of the fibers is. Therefore, when adding CNF with a high specific surface, the relative bonded area also increases, which leads to better mechanical properties of paper. However, as Lindström et al. (2014) described, at a certain point this relative bonded area cannot be further increased, which leads to a stagnation of the tensile strength improvement. This was corroborated by the ANOVA analysis with regard to the treatment time. The obtained results showed that the treatment time only has a significant effect on the intermediate enzyme dosages (P < 0.05), reaching values significantly higher after 4 h of treatment with regard to the rest of the treatment times. This is the main reason why CNFs prepared by TEMPO-mediated oxidation (with a much higher specific surface than those obtained by enzymatic treatments) present a breaking length enhancement of the same magnitude (Delgado-Aguilar et al. 2015d). In addition, although not represented in Fig. 2, the drainability of the pulp slurries was decreased, but not to the same extent that pulps reinforced with TEMPO-oxidized CNF experience. This is mainly due to the lower specific surface of enzymatically hydrolyzed CNF compared with TEMPO-oxidized ones, as well as the lower carboxyl group content of the first with respect to the second. Another type or grade of CNF is those obtained by fully mechanical methods. It has been previously reported that lignin plays a key role during this kind of process (Ferrer et al. 2012; Delgado-Aguilar et al. 2015b), but it must be taken into account that the whiteness of paper can be reduced between 3 and 4 % with the application of 3 wt% lignocellulosic nanofibers (LCNFs). In this sense, these CNFs could be used in the production of cardboard or recycled paper, where the brightness and whiteness are secondary properties that rarely determine the quality of these papers.
Reinforcing industrial pulps with CNF
The papermaking industry always includes mechanical refining processes, either slight or more severe, to enhance the mechanical properties of paper. However, this process causes structural damage to fibers and consequently reduces their lifespan. Therefore, as reported by Hubbe (2014), in the near future the papermaking industry will need to implement several concurrent strategies to deal with the likely future pressure on forest resources and to be able to afford the production costs. This is the main reason why papermakers try to decrease the basis weights or to increase the percentage of mineral fillers in their paper products, maintaining the final properties of their products. Nevertheless, the market requirements are not supposed to decrease; quite the opposite, harder standards are expected for paper products in the next years. As was been stated in the introduction of the present work, CNF is a strengthening additive that imparts significant mechanical property enhancement without harming the paper's cellulose fibers. Accordingly, it is conceivable that CNFs could have a shared role with mechanical refining if applied on a large scale.
To evaluate the viability of combining both techniques, industrial refined pulps (75 and 135 kWh/ton) were reinforced with 3 wt% CNF. This allows establishing a parallelism with the unrefined pulp (Fig. 2) studied before. Figure 3 shows the effect of adding CNF to the refined pulp slurries.

Evolution of the breaking length of different CNF-reinforced papers as the enzyme dosage and time of the treatments increase for mechanically refined pulps
Similar behaviors can be observed regardless of the refining degree of the pulp as CNFs are added in bulk. However, even presenting analogous tendencies, the relative property enhancement that CNFs can impart to the pulps varies depending on the substrate to be reinforced. In this sense, as the pulp becomes more refined, the breaking length increase becomes lower. For instance, taking CNF-320/4 as an example, the breaking length increase as a consequence of the addition of 3 wt% CNF was 101.7, 76.3 and 38.7 % for the unrefined pulp, refined pulp at 75 kWh/ton and refined pulp at 135 kWh/ton, respectively. This phenomenon has been described before in the literature (Page 1969; Hubbe 2014; Lindström et al. 2014; Delgado-Aguilar et al. 2015a, c), using the same explanation as explained above referring to the fiber surface saturation. In this sense, it is true that, taking a single fiber, the available surface is higher when the suspension is refined rather than when it is not. However, precisely because refined fibers have greater available surfaces, their interaction with the rest of the fibrous components is higher. Thus, the global relative bonded area (RBA) of refined pulps without CNF is higher than in unrefined pulps, which leads to poorer accessibility of the CNF. Nevertheless, the obtained papers presented a notable breaking length compared to the others reported in the literature (Charani et al. 2013a; Sehaqui et al. 2013), leading to papers with almost 6000 m breaking length in an isotropic fiber distribution with 32°SR. Figure 3 also shows that through the addition of 3 wt% CNF-320/4 to the refined pulp at 75 kWh/ton, it is possible to reach the same value of refined pulp as at 135 kWh/ton without CNF. Accordingly, the mechanical energy during refining could be reduced at least by half, which could extend the fiber lifespan. On the other hand, comparing the results reflected in Figs. 2 and 3, it is possible to state that the addition of 3 wt% CNF-320/4 exceeds the breaking length of the refined pulp at 75 kWh/ton, which again could extend the fiber lifespan. Accordingly, many combinations could be performed to reduce the impact on fibers.
Comparing the obtained results and taking into account the global concern about the environment, it is possible to observe that CNF-160/4 presents approximately the same property enhancement as those prepared at higher enzyme dosages but treated for less time. Therefore, an economic and environmental study should be performed to determine which of the obtained CNFs are the most competitive in terms of economics, the environment and technology. However, the enzyme dosages used in the present study are of the same magnitude as those reported in the literature that are considered environmentally friendly (Henriksson et al. 2007; Pääkkö et al. 2007), but with higher effectiveness. The environmental advantages of using cellulose nanofibers for the enhancement of the mechanical properties of paper instead of using conventional processes such as mechanical refining have been previously discussed (Delgado-Aguilar et al. 2015b), as have some of the economic aspects (Delgado-Aguilar et al. 2015d). Accordingly, it must be pointed out, as described in the experimental section, that each CNF in the present work was produced applying the same mechanical energy during the nanofibrillation process. This is not a clear indicator of the total economic cost or environmental impact of each CNF, but it clearly reveals the effect of the pretreatment during the production of CNFs. Thus, among the explored treatments that lead to CNFs that impart an about 100 % increase of tensile strength when 3 wt% is added for unrefined pulps, the more environmentally friendly and economically sustainable ones should be determined in further research. However, regarding the cost of producing this type of CNF, the total cost per kilo of obtaining enzymatically hydrolyzed CNF has been previously published (Delgado-Aguilar et al. 2015d). In that work, the total cost of enzymatic CNF was 13.66 €/kg, and the result was CNFs with lower efficiency in terms of property enhancement. In the present work, not only the mechanical properties of CNF were improved, but also the cost was reduced. This was possible because of the substitution of the pH buffer used in the cited work by HCl, which is much cheaper than standard buffers. Accordingly, the approximate cost of the CNF obtained in the present work is about 2 €/kg, which implies that the present work shows the most efficient CNF produced from bleached pulp in terms of the property/cost ratio. Nevertheless, it is possible to find still cheaper CNF (Delgado-Aguilar et al. 2015b), but the main drawback is that these contain lignin, which can drastically affect the brightness and whiteness of paper. The energy and chemical consumption for the production of CNF and for refining the pulp mechanically are reflected in Table 3, as are the production costs taking into account the purchase price of the chemicals and a cost of 0.08 €/kWh.
As Table 3 shows, the cost of chemicals for carrying out enzymatic hydrolysis increased as the enzyme dosage also increased. This was mainly due to the cost of the enzyme, since the amount of HCl was kept constant. Moreover, the energy consumption during enzymatic hydrolysis is a function of the treatment time. Taking into account that, as mentioned above, the homogenization was performed following the same sequence for all the obtained CNFs, it is foreseeable that as enzymatic hydrolysis conditions are increased, so are production costs. In this sense, and taking into account the property enhancement that each CNF is able to provide to the pulps (Fig. 2), it appears that CNF-160/4 is the most balanced in terms of mechanical performance and production costs. Thus, taking CNF-160/4 as the most efficient, the incorporation of 3 wt% of these CNFs into a ton of unrefined pulp slurry represents 57.9 €/ton of paper. On the other hand, to reach the same tensile strength, 135 kWh/ton is required for mechanical refining. Considering that the energy cost is 0.08 €/kWh, the cost of refining 1 ton of pulp is 10.8 €/ton, approximately five times less. Nevertheless, it must be pointed out that the cost of chemicals was calculated according to the purchase cost at the laboratory scale and, most importantly, that mechanical refining is a well-established technology that has been improved throughout papermaking history. Moreover, previous works revealed that the addition of CNF is more sustainable than refining the fibers mechanically, which leads us to think that in the near future the addition of CNF will be a strong alternative to the conventional processes based on mechanical refining (Delgado-Aguilar et al. 2015b).
Reviewing the results presented in Table 2, it is possible to establish a relationship between the degree of polymerization and the cationic demand of the obtained CNF, as reflected in Fig. 4.

Correlation between the degree of polymerization and cationic demand of CNF
Establishing this relationship and representing it in a dispersion graph, it was possible to differentiate at least, two zones (A and B in Fig. 4). Regarding zone A, relatively higher degrees of polymerization could be observed. Concretely, what could be observed was that the CNFs prepared with an enzyme charge of 80 g/ton were within the first zone, while those prepared with an enzyme charge of 240 and 320 g/ton were within zone B. The CNFs prepared at 160 g/ton were located in the transition zone. In fact, this explains the evolution of the tensile property enhancement that each CNF type provided to paper slurries. Enzyme dosages of 80 g/ton were not enough to further depolymerize the cellulose chains, and the effect of treatment time was not substantial. Regarding the CNFs in zone B, the results indicated that enzyme dosages up to 240 g/ton depolymerized the cellulosic chains more than those at lower charges. In this case, the effect of the treatment time was almost negligible. Where the effect of time was substantial was for those CNFs obtained at an enzyme dosage of 160 g/ton. As can be observed in Fig. 3, the degree of polymerization evolved linearly with the cationic demand, going from zone A to zone B. Establishing a parallelism, this effect was also observed in the breaking length increase that 3 wt% of each CNF provided to the paper. In fact, CNF-160/2/3/4 represented the transition from percentages of around 60–100 % of breaking length relative increase, as can be observed in Fig. 1 for the specific surface.
Figure 4 also shows that the CNF-160/4 and CNF-320/4 present have the same cationic demand but different degrees of polymerization. Surprisingly, the property enhancement that each CNF can impart to the paper substrate was almost the same. Accordingly, it can be stated that when CNFs are used as a paper reinforcement, the influence of the cationic demand, and thus the specific surface, is higher than the degree of polymerization. This is mainly due to what each property measures: on the one hand, a decrease of the degree of polymerization means that the cellulose chain has been reduced in length, leading to shorter cellulose chains and thus fewer glucose units per chain. On the other hand, cationic demand indirectly indicates the specific surface of fibers (or cellulose nanofibers, in this case). The increase on the specific surface can come from the fiber swelling, diameter reduction, fiber longitudinal opening or all the above-mentioned phenomena at the same time. Therefore, since the capability to form inter-fiber bonds comes from the hydroxyl group density on the fiber surface, it is understandable that the tensile index of the reinforced papers became higher as the cationic demand increased, given that a higher specific surface implies a higher surface hydroxyl group density.
Conclusions
The present work studied the suitability of producing different CNFs through enzymatic hydrolysis with high efficiency for their application as a paper reinforcement. It was found that many factors influence the final properties of CNF during the pretreatment step, which in this case was enzymatic hydrolysis. Accordingly, the pulp consistency is a key factor to increase the efficiency of endo-β-1,4-glucanases as well as the pH of the suspension. It has been demonstrated that with the severity of the treatment (increasing either the treatment time or enzyme dosage), the specific surface of the obtained CNF increased, leading to a greater capacity to create hydrogen bonds with the adjacent fibers. Moreover, time has a significant effect on enzyme dosages lower than 240 g/ton, since the differences of the properties that each CNF can impart are a function of the time. Up to this enzyme dosage, the treatment time does not have a significant influence, nor do the rest of the parameters. It was found that in the best of the studied cases, 3 wt% CNF-240/4 could impart an about 104 % breaking length increase in unrefined and bleached kraft hardwood pulp. In addition, CNF-160/4 and all the CNFs hydrolysed with an enzyme dosage of 240 and 320 g/ton imparted an increase of the breaking length of the same magnitude.
Regarding the industrially refined pulps, the reinforcing potential of CNF seemed to be limited by its lower accessibility because of the abundant presence of fibrils on the refined fiber surface. Accordingly, the relative effect of each CNF was similar to when they were added to unrefined pulp. However, the breaking length enhancement was higher in all cases than those reported in the literature.
In the same way, it was observed that as the severity of the enzymatic hydrolysis treatment increased, the degree of polymerization decreased, whereas the cationic demand increased. In this sense, two zones were defined in which the transition between the two was defined for those CNFs hydrolysed with an enzyme dosage of 160 g/ton as the treatment time increased. Accordingly, when CNFs are used as a paper reinforcement, the cationic demand has a more pronounced effect than the degree of polymerization.
Finally, the CNF obtained in this work presented the highest efficiency/production cost ratio that can be found in the literature regarding CNFs from bleached pulps.
In general terms, the present study evaluated the effect of different operational parameters during enzymatic hydrolysis, finding that it is possible to obtain highly efficient CNFs that, pending further research, are obtained through environmentally friendly methods and are cheaper than could have been guessed.
References
Ankerfors M (2015) Microfibrillated cellulose: energy-efficient preparation techniques and applications in paper. Ph.D. Thesis, doctoral, Royal Institute of Technology (KTH)
Ansari F, Galland S, Johansson M, Plummer CJG, Berglund LA (2014) Cellulose nanofiber network for moisture stable, strong and ductile biocomposites and increased epoxy curing rate. Compos A Appl Sci Manuf 63:35–44
Battista OA (1975) Microcrystal polymer science. McGraw-Hill, New York
Besbes I, Alila S, Boufi S (2011a) Nanofibrillated cellulose from TEMPO-oxidized eucalyptus fibres: effect of the carboxyl content. Carbohydr Polym 84(3):975–983
Besbes I, Vilar MR, Boufi S (2011b) Nanofibrillated cellulose from alfa, eucalyptus and pine fibres: preparation, characteristics and reinforcing potential. Carbohydr Polym 86(3):1198–1206
Carrasco F, Mutje P, Pelach M (1996) Refining of bleached cellulosic pulps: characterization by application of the colloidal titration technique. Wood Sci Technol 30(4):227–236
Chaker A, Alila S, Mutje P, Vilar MR, Boufi S (2013) Key role of the hemicellulose content and the cell morphology on the nanofibrillation effectiveness of cellulose pulps. Cellulose 20(6):2863–2875
Charani PR, Dehghani-Firouzabadi M, Afra E, Blademo Å, Naderi A, Lindström T (2013a) Production of microfibrillated cellulose from unbleached kraft pulp of Kenaf and Scotch Pine and its effect on the properties of hardwood kraft: microfibrillated cellulose paper. Cellulose 20(5):2559–2567
Charani PR, Dehghani-Firouzabadi M, Afra E, Shakeri A (2013b) Rheological characterization of high concentrated MFC gel from kenaf unbleached pulp. Cellulose 20(2):727–740
Delgado-Aguilar M, González I, Pèlach MA, De La Fuente E, Negro C, Mutjé P (2015a) Improvement of deinked old newspaper/old magazine pulp suspensions by means of nanofibrillated cellulose addition. Cellulose 22(1):789–802
Delgado-Aguilar M, Tarrés Q, Pèlach MÀ, Mutjé P, Fullana-i-Palmer P (2015b) Are cellulose nanofibers a solution for a more circular economy of paper products? Environ Sci Technol 49(20):12206–12213
Delgado-Aguilar M, Tarrés Q, Puig J, Boufi S, Blanco Á, Mutjé P (2015c) Enzymatic refining and cellulose nanofiber addition in papermaking processes from recycled and deinked slurries. BioResources 10(3):5730–5743
Delgado-Aguilar M, Tovar IG, Tarrés Q, Alcalá M, Pèlach MÀ, Mutjé P (2015d) Approaching a low-cost production of cellulose nanofibers for papermaking applications. BioResources 10(3):5345–5355
Ek M, Gellerstedt G, Henriksson G (2009) Wood chemistry and wood biotechnology. Walter de Gruyter, Berlin
Espinosa E, Tarrés Q, Delgado-Aguilar M, González I, Mutjé P, Rodríguez A (2016) Suitability of wheat straw semichemical pulp for the fabrication of lignocellulosic nanofibres and their application to papermaking slurries. Cellulose 23(1):837–852
Ferrer A, Quintana E, Filpponen I, Solala I, Vidal T, Rodríguez A, Laine J, Rojas OJ (2012) Effect of residual lignin and heteropolysaccharides in nanofibrillar cellulose and nanopaper from wood fibers. Cellulose 19(6):2179–2193
Fukuzumi H, Saito T, Iwata T, Kumamoto Y, Isogai A (2008) Transparent and high gas barrier films of cellulose nanofibers prepared by TEMPO-mediated oxidation. Biomacromolecules 10(1):162–165
Gamelas JAF, Pedrosa J, Lourenco AF, Mutje P, Gonzalez I, Chinga-Carrasco G, Singh G, Ferreira PJT (2015) On the morphology of cellulose nanofibrils obtained by TEMPO-mediated oxidation and mechanical treatment. Micron (Oxford, England : 1993) 72:28–33
González I, Boufi S, Pèlach MA, Alcalà M, Vilaseca F, Mutjé P (2012) Nanofibrillated cellulose as paper additive in eucalyptus pulps. BioResources 7(4):5167–5180
González I, Vilaseca F, Alcalá M, Pèlach M, Boufi S, Mutjé P (2013) Effect of the combination of biobeating and NFC on the physico-mechanical properties of paper. Cellulose 20(3):1425–1435
González I, Alcalà M, Chinga-Carrasco G, Vilaseca F, Boufi S, Mutjé P (2014) From paper to nanopaper: evolution of mechanical and physical properties. Cellulose 21(4):2599–2609
Henriksson M, Henriksson G, Berglund L, Lindström T (2007) An environmentally friendly method for enzyme-assisted preparation of microfibrillated cellulose (MFC) nanofibers. Eur Polym J 43(8):3434–3441
Henriksson M, Berglund LA, Isaksson P, Lindstrom T, Nishino T (2008) Cellulose nanopaper structures of high toughness. Biomacromolecules 9(6):1579–1585
Hildén L, Väljamäe P, Johansson G (2005) Surface character of pulp fibres studied using endoglucanases. J Biotechnol 118(4):386–397
Hubbe MA (2014) Prospects for maintaining strength of paper and paperboard products while using less forest resources: a review. BioResources 1(9):1787–1823
Iwamoto S, Nakagaito A, Yano H, Nogi M (2005) Optically transparent composites reinforced with plant fiber-based nanofibers. Appl Phys A 81(6):1109–1112
Kibblewhite RP (1972) Effect of beating on fibre morphology and fibre surface structure. Appita J 26(3):196–202
Lavoine N, Desloges I, Dufresne A, Bras J (2012) Microfibrillated cellulose–Its barrier properties and applications in cellulosic materials: a review. Carbohydr Polym 90(2):735–764
Lindström T, Fellers C, Ankerfors M, Glad-Nordmark G (2014) On the strength mechanism of dry strengthening of paper with nanocellulose. Recent advances in Cellulose Nanotechnology Research, Trondheim
Norell M, Johansson K, Persson M (1999) Retention and drainage. In: Papermaking science and technology, Book 4: papermaking chemistry, Suomen Paperi-insinöörien Yhdistys, Technical Association of the Pulp and Paper Industry (TAPPI), pp 43–81
Okahisa Y, Yoshida A, Miyaguchi S, Yano H (2009) Optically transparent wood–cellulose nanocomposite as a base substrate for flexible organic light-emitting diode displays. Compos Sci Technol 69(11):1958–1961
Pääkkö M, Ankerfors M, Kosonen H, Nykänen A, Ahola S, Österberg M, Ruokolainen J, Laine J, Larsson P, Ikkala O (2007) Enzymatic hydrolysis combined with mechanical shearing and high-pressure homogenization for nanoscale cellulose fibrils and strong gels. Biomacromolecules 8(6):1934–1941
Page D (1969) A theory for tensile strength of paper. Tappi 52(4):674
Petroudy SRD, Syverud K, Chinga-Carrasco G, Ghasemain A, Resalati H (2014) Effects of bagasse microfibrillated cellulose and cationic polyacrylamide on key properties of bagasse paper. Carbohydr Polym 99:311–318
Rouger J, Mutjé P (1984) Correlation between the cellulose fibres beating and the fixation of a soluble cationic polymer. Br Polym J 16(2):83–86
Saito T, Kimura S, Nishiyama Y, Isogai A (2007) Cellulose nanofibers prepared by TEMPO-mediated oxidation of native cellulose. Biomacromolecules 8(8):2485–2491
Sehaqui H, Allais M, Zhou Q, Berglund LA (2011a) Wood cellulose biocomposites with fibrous structures at micro-and nanoscale. Compos Sci Technol 71(3):382–387
Sehaqui H, Zhou Q, Berglund LA (2011b) High-porosity aerogels of high specific surface area prepared from nanofibrillated cellulose (NFC). Compos Sci Technol 71(13):1593–1599
Sehaqui H, Zhou Q, Ikkala O, Berglund LA (2011c) Strong and tough cellulose nanopaper with high specific surface area and porosity. Biomacromolecules 12(10):3638–3644
Sehaqui H, Zhou Q, Berglund L (2013) Nanofibrillated cellulose for enhancement of strength in high-density paper structures. Nord Pulp Pap Res J 28(2):182
Wang W, Mozuch MD, Sabo RC, Kersten P, Zhu J, Jin Y (2015) Production of cellulose nanofibrils from bleached eucalyptus fibers by hyperthermostable endoglucanase treatment and subsequent microfluidization. Cellulose 22(1):351–361
Yoo S, Hsieh JS (2010) Enzyme-assisted preparation of fibrillated cellulose fibers and its effect on physical and mechanical properties of paper sheet composites. Ind Eng Chem Res 49(5):2161–2168
Zhang H, Zhao C, Li Z, Li J (2016) The fiber charge measurement depending on the poly-DADMAC accessibility to cellulose fibers. Cellulose 23(1):163–173
Zimmermann T, Bordeanu N, Strub E (2010) Properties of nanofibrillated cellulose from different raw materials and its reinforcement potential. Carbohydr Polym 79(4):1086–1093
Acknowledgments
The authors wish to acknowledge the financial support of the Economy and Competitiveness Ministry of the Government of Spain to project CTQ2013–48090–C2–2–R.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Tarrés, Q., Saguer, E., Pèlach, M.A. et al. The feasibility of incorporating cellulose micro/nanofibers in papermaking processes: the relevance of enzymatic hydrolysis. Cellulose 23, 1433–1445 (2016). https://doi.org/10.1007/s10570-016-0889-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-016-0889-y