
The influence of a corrosive medium on the transformation of strength properties of a steel 45 surface layer subjected to impact electromechanical treatment is studied. Results are provided for a study of the effect of impact electromechanical treatment regimes on the corrosion activity of strengthened specimens, estimated by the change in hardened surface layer microhardness. The nature and degree of reduction in strengthened surface layer hardness in specimens strengthened with current density j = 100, 300, and 600 A/mm2 are established in relation to corrosion test duration.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction of combined component surface layer treatment methods with use of different high intensity forms of energy supply to a treatment area is an advanced direction for improving the efficiency of engineering products [1,2,3,4].
Use of technology aimed at forming specific metal surface structures (white layers) makes it possible to implement completely material physicomechanical properties that will make it possible to improve component operating properties.
Published data [5,6,7] point to the promise of using component surface strengthening by electromechanical treatment (EMT) with dynamic deformation force application (impact EMT).
With use of electromechanical treatment, based on simultaneous thermal and force actions on a metal surface layer the nature of deformation force application may be both static [2] and also dynamic (pulsed) [8].
A change in the nature of deformation force application (and as a consequence the phase transformation mechanism) during EMT makes it possible to improve strengthening efficiency compared with that of traditional electromechanical strengthening.
It has been established [1, 2] that white layers formed by highly concentrated energy flows within carbon steels are characterized by reduced chemical activity compared with the basic metal. However, corrosion activity of a steel surface layer strengthened by static electromechanical treatment has not been studied sufficiently (a small amount of work [9,10,11] and no study of the corrosion activity of surface layers of steels strengthened by EMT with a dynamic nature of deformation).
The aim of this work is a study of the effect of a corrosive medium on strength properties of steel 45 surface layer subjected to impact electromechanical treatment with a constant force pulse and an electric current differing with respect to pulse density.
Research was conducted on specimens of normalized steel 45 in the form of disks 25 mm in diameter and 15 mm thick, strengthened by EMT with a single-stage (point) temperature-force pulse.
Surface strengthening of each specimen was accomplished by simultaneous passage of an impact force pulse and an electric pulse (pulse duration 0.0001 sec) through the contact area of a tool with a specimen.
Dynamic loading was accomplished in an RTsS-403U4 unit with automatic control of operating sequence and duration. Equality of duration and frequency of impact and electric pulses was provided by a transformer power circuit with conformity of the maximum current pulse density to the maximum value of impact pulse. Specimen treatment was accomplished by regimes: impact force P = 1500 N (without separating the point of contact of the electrode tool with a specimen); current pulse density j = 100, 300, and 600 A/mm2.
With high-speed specimen loading from external heat and deformation sources within the specimen surface there is formation of a segmented fragment of white layer, and as a result of the rapid metal cooling rate (due to output of heat formed from a fragment of white layer into the depth of material) there is formation of a transmission zone of thermal action at temperatures that are lower than that for phase transformations, but quite high in order to change the original metal structure (within the metal structure of the transition zone there is also reflected the effect of pulsed surface plastic deformation [5].
After strengthening specimen surface layer properties were evaluated from the change in microhardness Hμ through the strengthened layer thickness with a PMT-3 microhardness meter with a load of 0.1 N. Microhardness measurements were performed in microsections of specimens in a direction perpendicular to the strengthened surface along the electrode tool impact direction.
The distance between indentations was 30 μm. A microsection surface after careful polishing was etched in 4% nitric acid solution in ethanol in order to reveal the microstructure. Analysis of the change in strength and structural components in the steel surface was provided from microhardness measurement results, and the strengthened layer depth was determined.
It was established that mechanical properties of a strengthened segment (white layer) differ significantly from the original basic metal (steel 45) properties. The sequence of zones with movement from the specimens surface into the volume of metal: quenched zone (whose structure corresponds to the structure of finely dispersed martensite); transition zone; original steel structure. Microhardness and dimensions of the white layer fragments depend considerably on current density during impact EMT.
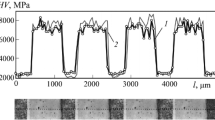
It follows from analysis of experimental data that the steel specimen maximum microhardness, strengthened with current density j = 100 A/mm2 is Hμ = 8–10 GPa, the white layer thickness h – 0.24 mm (Fig. 1a, curve 1); with current density j = 300 А/mm, Hμ = 10.5–12.0 GPa, h = 0.65 mm (see Fig. 1b, curve 1); with current density j = 600 А/mm, Hμ = 7.5–10.0 GPa, h = 1.65 mm (see Fig. 1c, curve 1).

Diagrams of microhardness Hμ distribution through the thickness l of a fragment of normalized steel 45 strengthened by impact EMT in the original condition (1) and after exposure in MgCl2·6H2O solution for 144 h (2) in a hardened regime: (a) current density j = 100 A/mm2; (b) j = 300 A/mm2; (c) j = 600 A/mm2.
Fast rates of the thermal deformation process, proceeding with impact EMT, facilitate fixation of highstrength structures to a greater surface layer depth than with traditional EMT [12]. As distance increases from the white layer boundary towards the original steel structure (within a transition zone) metal microhardness decreases gradually, and changes are smooth in nature. The magnitude of the transition zone of the strengthened layer also depends on current density during EMT.
Corrosion tests were performed for strengthened specimens after EMT for steel 45 specimens for all of the test regimes studied.
The corrosive medium for testing was an automobile road reagent, i.e., a solution of bischofite (MgCl2 · 6H2O). The strengthened layer microhardness was measured after each 36 h of specimen exposure in the corrosive medium. The overall test duration was 144 h.
It follows from analysis of corrosion test experimental data that the surface hardness of the white layer (see Fig. 1a, b, c, curve 2) obtained by impact thermal action decreases with specimen exposure in a corrosive medium with all of the test EMT regimes. The greatest change is observed in the transition zone of thermal deformation effect. The greatest specimen resistance to action of a corrosive medium (in a segment of white layer, and in a transition zone) is provided as a result of impact EMT with current density j = 300 A/mm2. Transition zones of a specimen strengthened with j = 100 and 600 A/mm2 are subject to marked changes under action of a corrosive medium; the thickness of the transition zone for specimens treated with j = 100 A/mm2 decreased by 0.08 mm (see Fig. 1a, curve 2); for that treated with j = 600 A/mm2 it decreased by 0.2 mm (see Fig. 1c, curve 2).
Results are illustrated in Fig. 2 for evaluation of microhardness ΔHμ inhomogeneity within a strengthened fragment of white layer after specimen exposure in MgCl2 · 6H2O solution for 144 h.

Histogram of surface e microhardness inhomogeneity ΔHμ within a segment of steel 45 white layer strengthened by impact EMT with different values of current density j: 1) in original condition; 2) after exposure in corrosive medium for 144 h.
Research showed that the white layer microhardness for specimens after testing is characterized by significant inhomogeneity; scatter of microhardness values increased by a factor of 1.75–2.0 compared with the scatter of microhardness values before a test, and a proportional relationship was observed for the increase in inhomogeneity on the increase in current density with pulsed treatment. The difference between minimum and maximum microhardness values (ΔHμ = Hμ max – Hμ min) for specimens strengthened with j = 100 and 300 А/mm2 is 3.0–3.5 GPa, and for specimens strengthened with j = 600 А/mm2 it is up to 4.0 GPa.
An increase in microhardness inhomogeneity for strengthened specimens during corrosion tests is connected on one hand with the greater inhomogeneity of martensite with respect to hardness in the original structure of a strengthened segment, and on the other hand with uniform plastic deformation of martensite caused by an increase in rate and degree of metal deformation with dynamic impact.
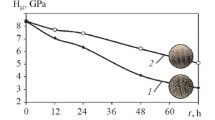
A change in average microhardness in white layer segments obtained by impact EMT with different values of current strength in relation to corrosion test duration is illustrated in Fig. 3.

Dependence of average microhardness in a segment of steel 45 white layer strengthened by impact EMT on duration of corrosive medium (MgCl2 ·6H2O solution) action; (1) j = 100 A/mm2; (2) j = 300 A/mm2; (3) j = 600 A/mm2.
It has been established that the intense reduction in average microhardness both within a white layer and also at the boundary of the transition from a white layer to the original material commences after 72 h of exposure in a corrosive medium. After specimen exposure in a corrosion active medium for 144 h the average white layer microhardness, obtained with j = 100 A/mm2 is reduced by 2.0 GPa (see Fig. 3, curve 1), with j = 300 A/mm2 by 1.2 GPa (see Fig. 3, curve 2), and treated with j = 600 A/mm2 by 0.6 GPa (see Fig. 3, curve 3).
It follows from the diagram (see Fig. 3) that the white layer hardness for specimens strengthened by EMT with a current density of j = 100 A/mm2 decreases more rapidly. The rate of reduction in hardness of a specimens strengthened with j = 100 A/mm2 is higher by a factor of 1.2 than the rate if reduction in hardness of specimens strengthened with j = 300 A/mm2, and by a factor of 3.3 higher than the rate of reduction in hardness of specimens strengthened with j = 600 A/mm2.
After corrosion testing random specimen surface damage was observed in the form of individual pits.
As a result of comparative analysis of the data obtained a reduction was established in the corrosion activity of specimens strengthened by impact EMT compared with the corrosion activity of specimens strengthened by traditional static EMT. After testing for 72 h the specimen white layer microhardness strengthened with j = 300 A/mm2 decreased by 0.8 GPa, and the microhardness of specimens strengthened with j = 100 and 600 A/mm2 was almost unchanged, whereas the microhardness of specimens subjected to traditional EMT decreased by 2.9 GPa [11].
Analysis of corrosion test results for steel 45 subjected to impact EMT make it possible to conclude that as a result of a change in technology of temperature and deformation action during EMT with dynamic deformation force there is a change in the corrosion breakdown mechanism for a surface layer formed during EMT.
A reduction in duration and an increase in intensity of thermal deformation stresses affects an increase in deformation rate during surface treatment for steel specimens (with all of the test regimes), and an increase in thermal deformation stress intensity facilitates steel structure refinement that makes it possible to provide a strengthened surface layer with improved resistance to action of a corrosive medium.
The differences in corrosion resistance for the surface of strengthened specimens are due to the different ratio of deformation and temperature process during strengthening, which affect hardness and the depth of the surface layer, and also the residual stress level within a surface layer.
Conclusions
During a study of the corrosion resistance of steel 45 strengthened specimens in a bischofite solution it has been established that surface layer strength properties depend considerably on current density during impact electromechanical treatment; the rate of reduction in specimen hardness strengthened with a current density of j = 100 A/mm2 is higher by factors of 1.2 and 3.3 than the rate of reduction in hardness of specimens strengthened with a current densities of 300 and 600 A/mm2. Corrosion activity of the white layer after impact EMT is lower than the corrosion activity of a white layer after traditional EMT, which is due to the production features of the pulsed process of thermomechanical treatment. With control of impact electromechanical treatment parameters (temperature and degree of deformation) it is possible to provide a good set of mechanical and anticorrosion properties of the surface layer of steel components.
References
Yu. I. Babei, Physical Bases of Pulsed of Steel and Cast Iron Strengthening [in Russian], Naukova Dumka, Kiev (1988).
V. P. Bagmutov, S. N. Parshev, N. G. Dudkina, et al, Electromechanical Strengthening of metals and Alloys [in Russian], Volgograd (2016).
D. A. Lesyk, S. Martinez, B. N. Mordyuk, et al., “Effects of laser heat treatment combined with ultrasonic impact treatment on the surface topography and hardness of carbon steel AISI 1045,” Optics & Laser Technology, 111, 424–438 (2019).
R. Zenker, “Electron meets nitrogen: combination of electron beam hardening and nitriding,” International Heat Treatment & Surface Engineering, 3, No. 4, 141–146 (2009).
M. M. Matlin, N. G. Dudkina, and A. D. Dudkin, “Features of strengthened layer formation during electromechanical treatment with dynamic force action,” Uproch. Tekhnol. Pokryt., No. 6(30), 39–40 (2007).
A. S. Gill, A. Telang, and Y. Chang, “Localized plastic deformation and hardening in laser shock peened material,” Materials Characterization, 142, 15–26 (2018).
V. R. Edigarov, E. V. Litau, and V. V. Malyi, “Combined electromechanical treatment with dynamic force action,” Omsk. Nauch. Vestnik, No. 1 (137), 59–72 (2015).
N. G. Dudkina, A. N. Fedorov, and S. Yu. Svitachev, RF patent 2168552, C21D7/04, C21D8/00, B24B39/00. Method for treating components by surface plastic deformation, Claimant and Patent Holder Volgograd State Technical University, Claim 01.10.2000, Publ. 06.10 2001, No. 2000100552/02, Bull., No. 16.
B. M. Askinazi, Machine Component Strengthening and Restoration by Electromechanical Treatment [in Russian], Mashinostroenie, Leningrad (1989).
N. G. Dudkina, “Corrosion resistance of a steel 45 surface layer subjected to combined strengthening treatment,” Khim. Neft. Mashinostroenie, No. 7, 38–40 (2019).
N. G. Dudkina, “Corrosion resistance of steel 45 subjected to electromechanical treatment and surface plastic deformation,” Metal. Term. Obrab. Metallov, No. 9 (747), 41.44 (2017).
N. G. Dudkina and I. N. Zakharov, “Study of surface carbon steel layer microhardness after electromechanical treatment.” Metally, No. 4, 64–71 (2004).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, Vol. 56, No. 2, pp. 36–39, February, 2020.
Rights and permissions
About this article

Cite this article
Dudkina, N.G., Barinov, V.V. Study of the Effect of a Corrosive Medium on Medium-Carbon Steel Surface Layer Microhardness Subjected to Impact Electromechanical Treatment. Chem Petrol Eng 56, 143–148 (2020). https://doi.org/10.1007/s10556-020-00751-6
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-020-00751-6