
Analysis of the mechanism of frictional interaction of parts in sealing units of industrial equipment showed the importance of evaluation of the factors affecting the friction coefficient and leak-tightness while designing these parts.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
The environment around industrial undertakings depends to a large extent on the state of the equipment operating at excessive pressure, such as vessels, apparatuses, pipelines, pipe fittings, etc.
Analysis of investigations of abnormal situations in chemical and petrochemical plant sites [1] indicate that many of these occur due to loss of leak-tightness of the detachable joints (DJ) of the technological equipment.
For designing technological equipment in accordance with the current normative documents, an assessment of the operating fitness and reliability of the parts and their components is made essentially in terms of static strength criteria. For calculating the force parameters (contact pressures, stresses, torques, etc.) in units with contact interaction of parts, use is made of friction coefficient values taken in conformity with the normative documents. These values were fixed several decades ago with no regard for the peculiarities of the mechanism of contact interaction of the parts during operation of the equipment.
However, the critical stress-bearing units of a high-pressure equipment function under complex conditions of contact interaction of the parts and their components during their mutual sliding and slipping and transmission of cyclically changing load.
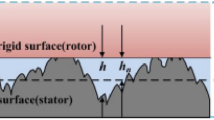
When rigid bodies come into contact on surfaces of materials having different physicomechanical and chemical properties and the rigid body and its partner (base) are in frictional contact, there appear intricate, interconnected chemical, physical, and mechanical phenomena. The irreversible unsteady processes occurring in this case exert considerable influence on the nature of interaction of the bodies during their relative movement. Many authors observed in their experimental investigations [2,3,4,5,6] formation and movement of dislocations in the surface-adjoining layers of the metals, straining and microplastic flow of the material in a direction coinciding with the direction of the vector of the speed of motion of the body, moving the bodies towards each other (static friction) and during sliding of the bodies (dynamic friction). These processes are of a random nature and depend on the influence of many interdependent factors, such as physicomechanical and chemical properties of the materials of the bodies and the surrounding medium, the state of the surfaces of interaction of the bodies, the extent and pattern of change in active external forces, etc.
The branch of mechanics dealing with reliability of parts and units of equipment operating under complex conditions of friction, wear and tear, and fatigue is called tribophatics [3, 5]. Currently, in calculation and designing of industrial equipment, processes and phenomena of tribophatics are commonly ignored, which may lead to unpredictable failures of the equipment and appearance of emergency situations at the plants.
Let us consider friction processes occurring in critical units of a high-pressure equipment from the point of tribophatics and hermetology and determine the factors affecting the operating fitness of these units.
A special feature of functioning of friction joints of a high-pressure equipment is that during the operation the physicomechanical and other characteristics of the friction surfaces change relative to the initial parameters of the materials of the contacting parts that were adopted for designing. The causes of these changes could be improper selection of the materials of the contacting pairs, excessive load in the parts contact zone, collision and vibration impacts, elevated temperatures, appearance of defects on the contacting surfaces during fabrication or assembly, improper selection or lack of lubricant, destructive processes, such as fatigue, adhesion, diffusion, corrosion, etc.
The listed causes may lead to impairment and alteration of the state of the surfaces, such as strain, damage, wear and tear, breakdown, seizing, loss of leak-tightness, etc. In turn, alteration of the state of the contacting surfaces of the parts may lead to unsteady friction process.
Analysis of these processes while designing the units of the equipment will help control the friction process and find the technical solutions aimed at reducing or increasing the frictional forces on the contacting surfaces. For instance, in DJs having self-sealing rings, the latter are displaced when the securing parts are tightened, the pressure is elevated or released, and the DJs on the sliding surface (sealing surface of the flange of the housing, pipe, etc.) are disassembled [1]. The boundary zone may be overstrained if the sealing ring moves [1, 7]. As a result, the mechanical properties on the surface, which differ from the properties of the deep layers, change. In this case, the sealing ring “tears off” to a fresh (still not fully affected by strain) base. This process may be repeated and accompanied by “snaps,” during which occurs spasmodic transition from the maximum force characterizing friction of rest (static friction) to a weaker force characterizing sliding of surfaces.
We determined the parameters of the processes occurring in sealing, supporting, and threaded friction pairs of DJs, taking account of contact interaction of the parts and their wear and tear (Fig. 1).

Scheme of interaction of parameters of processes in friction pairs.
It is evident from Fig. 1 that the number of parameters affecting the friction processes is quite large and may go up to 50 and higher [2]. These parameters, both individually and collectively, affect the complex processes of interaction of the parts, which may develop by different scenarios, depending on specific friction contact conditions.
The irreversible processes generated due to tightening of the securing parts, pressurization, and disassembling exert considerable influence on the nature of interaction of the contacting parts and on their operating fitness.
The scheme in Fig. 1 can be used to predict the change in the properties of the material at various stages of the friction process and to determine the parameters affecting the magnitude of the friction force, the possible type of wear and tear, or change in the state of the contacting surfaces of the parts (Fig. 2).

Types of possible changes in surface layer of parts due to friction.
Numerous investigations of sealing, supporting, and threaded surfaces for diagnosing high-pressure equipment revealed that these changes are expressed most commonly in the following forms: seizing of materials of the parts in threaded, supporting, and sealing joints; destruction of the materials of the parts; changes in micro- and macro-geometry of friction surfaces; interior tearing out due to sliding; traces of sliding on sealing surfaces.
For preventing these and other possible changes in surfaces of parts, effective solutions have been found and they are used widely in science and engineering, which include application of various lubricating materials, soft coatings on hard surfaces, devices for tightening securing pins by axial stretching, etc. [7, 8]. These and other engineering solutions are aimed at improving the conditions of interaction of bodies in frictional contact.
It is obvious from Fig. 1 that various schemes of friction processes are possible under different combinations of factors. These processes are of a random nature, and to describe them definitively in a closed form is impossible, so methods of mathematical statistics are used to solve specific problems. These methods can be used in specific situations to purposely eliminate the factors that adversely affect friction processes and to apply optimal solutions while designing.
Based on the above elucidation, the postulate regarding invariability of the coefficient of friction in the parts contacting process needs reexamination.
For designing equipment for high and superhigh pressure, it is necessary to conduct investigations for precise determination of friction coefficients usable in analytical and numerical calculations of parts junctions.
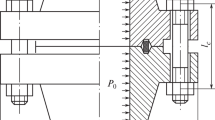
How important it is for equipment designing can be demonstrated by the example of determination of contact forces operating on the sealing surfaces in the DJ due to tightening of securing parts and pressure impact (Fig. 3). Reversal of friction forces occur when loading by tightening force passes into loading by pressure of the medium, i.e., their direction on the sealing surfaces is reversed.

Schemes of forces operating on sealing surfaces: (a) in tightening process; (b) with elevation of pressure of medium.
It is assumed [1, 7, 8] that the operating fitness and leak-tightness of DJs depend on the level of normal contact pressure on sealing surfaces qN.
The normal contact force acting on a sealing surface is determined by the following equations, taking account of the force schemes in Fig. 3:
− due to action of tightening forces
− due to action of pressure of medium
where qZt and qZp are the axial contact force due to tightening and action of pressure, respectively; ρ is the friction angle; γ is the slope of the sealing surface.
The influence of friction coefficient f on qNt and qNp values at the same qZ value is illustrated in Fig. 4 where

Dependencies of Kt and Kp values on friction angle ρ at different slope angles of sealing surface: Kt1 and Kp1 − at γ1 = 30°; Kt2 and Kp2 − at γ2 = 45°; Kt3 and Kp3 − at γ3 = 60°.
Thus, a change in friction conditions at the contact of sealing surfaces due to a change in friction coefficient may greatly affect the magnitude of contact force and operating fitness of a sealing joint.
For getting more precise friction coefficient values, taking account of the parameters in Figs. 1 and 2, it is preferable to use mathematical models obtained from the results of multifactorial experimental studies, the conditions for performance of which are close to the conditions of performance of a specific joint [7, 9, 10]. An example is the multifactorial mathematical model for determining the coefficient of friction in tapering sealing joints after preliminary loading of the sealing surfaces [7], which has the form:
where q is the contact pressure (50–250 MPa); Dc is the contact diameter (60–300 mm); Rz1 and Rz2 are the parameters of roughness of the sealing surfaces of the parts being joined (0.2–2.5 μm); HB1 and HB2 are the hardness of the material of the joined parts made of 20Kh18N10T (20Cr18Ni10Ti), 22Kh3M (22Cr3Mo), 40Kh (40Cr), and 20Kh3MF (20Cr3MoV) steels.
These values of the parameters and the experiments implementation conditions conform to current normative documents.
The extent of influence of each parameter on friction coefficient can be assessed from the type of the function fp.
The normative documents provide for (at the equipment designing stage) indirect assessment of the influence of friction processes on the operating fitness of the critical units by prescribing tests of process equipment by operating or test pressure and determination of the degree of leak-tightness of the equipment. Such an approach can be considered adequate for estimating the strength of the equipment parts.
If there is friction of the parts in the equipment units, the operating fitness of the units can be determined (at the designing stage) using multifactorial mathematical models obtained by experimental studies. Such models developed in accordance with the schemes in Figs. 1 and 2 were obtained to determine leakage in various types of sealing joints [7, 8].
Mathematical models that helps establish the link between the number of cycles and the operating parameters of the sealing joints were obtained to estimate the service life of valve gate with tapering sealing surfaces [7]. If the number of cycles is more than 1000, the mathematical model for the permissible leakage B = 10−2 cm3/(sec∙cm) has the form:
where α is the taper angle (30–90°); q1/Rp0.2 is the ratio of the contact pressure normal for a sealing surface to the yield limit of the seat material (0.4–1.0); ΔK is the Kambalov number, which can be determined from the profilograms (surface roughness records) of the sealing surfaces [(0.77–6.3)·10−2]; p is the pressure of the medium (100–250 MPa); t is the temperature of the medium (20–320°C).
Conclusions
-
1.
It is shown that friction processes on sealing, supporting, and threaded surfaces exert considerable influence on the operating fitness of critical units of technological process equipment.
-
2.
Friction coefficient values used without regard for equipment operation conditions could be a reason for significant errors in design calculations.
-
3.
Analysis of the presented schemes of interaction of the parameters in friction pairs and types of possible changes in the surfaces of parts due to friction will help determine while designing critical units (depending on the conditions of their operation) the factors that affect the friction coefficient value or the leak-tightness.
-
4.
Employment of methods of calculation of the parameters of friction processes using experimentally obtained multifactorial relationships will help determine the typical features of their operation and validate design safety.
References
V. K. Pogodin, Detachable Joints and Leakproofing of High-Pressure Equipment [in Russian], Edited by A. M. Kuznetsov, OGPU Irkutsk Regional Press No. 1, Irkutsk (2001).
G. S. Gura, “Differential equation of constrained motion with due regard for straining of friction contact,” in: Papers at the Fifth Int. Symp. on Tribophatics [in Russian], Irkutsk, 3–7 Oct. 2005, Vol. 2, IrGUPS, Irkutsk (2005), pp. 230–252.
V. I. Balibanov and S. I. Tishchenko, “Tribophatics as a linking chain between tribology and resistance of materials,” Vestn. FGOU BPO, V. P. Goryachkin Moscow State Agroengineering University, No. 1, 100–102 (2008).
Yu. N. Drozdov, V. G. Pavlov, and V. N. Puchkov, Friction and Wear under Experimental Conditions: A Handbook [in Russian], Mashinostroenie, Moscow (1986).
I. V. Kragel’skii and N. M. Mikhin, Friction Joints of Machines: A Handbook [in Russian], Mashinostroenie, Moscow (1983).
V. K. Pogodin, S. Yu. Trutaev, and V. V. Trutaeva, “Mechanisms of contact interaction of detachable hoop joints,” Sovr. Tekhnol. Syst. Analiz. Model., IrGUPS, Irkutsk, No. 4 (52), 44–48 (2016).
V. K. Pogodin, Detachable Joints. Technology of Use in Equipment at Excessive Pressure [in Russian], Edited by P. M. Ogar, Vol. 1. Design, BrGU Press, Bratsk (2013).
V. K. Pogodin, Shutoff Valves for High Parameters. Research and Design [in Russian], BrGU Press, Bratsk (2016).
V. K. Pogodin, E. G. Borsuk, A. A. Tupitsin, et al., “Study of coefficients of friction in sealing joints of high-pressure equipment,” Probl. Mashinostr. Nadezhn. Mashin, No. 2, 51–56 (2005).
V. K. Pogodin, A. A. Tupitsyn, and I. M. Rudykh, “Statistical studies of friction coefficient of sealing joints,” in: Collec. Paps. 5th Int. Symp. Tribophatics, ISTF 2015, Vol. 3, 3–5 Oct. (2005), pp. 110–112.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, Vol. 54, Nos. 5–6, pp. 7–11, June, 2018.
Rights and permissions
About this article

Cite this article
Pogodin, V.K., Verkhozin, N.A., Trutaev, S.Y. et al. Taking Account of Friction in Designing Critical Units of High-Pressure Technological Equipment. Chem Petrol Eng 54, 379–385 (2018). https://doi.org/10.1007/s10556-018-0490-3
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-018-0490-3