
Three main types of cryothermal vacuum units for testing spacecraft products at liquid-helium temperature are considered. Methods for heat removal from test objects depending on their geometric and thermophysical properties are presented. The designs of the different thermal vacuum chambers are discussed considering the thermophysical processes occurring in them. The operating efficiency of the thermal vacuum chambers and their advantages and disadvantages are estimated based on an analysis of heat-transfer processes.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Cryothermal vacuum units (CTVUs) are widely used in tests of aerospace equipment to simulate spaceflight conditions and functioning and to validate the tactical-technical characteristics of the aerospace apparatus (AA) components, instruments, and auxiliary equipment operating at low and ultralow temperatures in a vacuum [1,2,3,4].
The thermobaric chamber for performing terrestrial experiments is a hermetic shell with vacuum pumps and cryoshields located within [5]. Cryoshields (radiation heat exchangers chilled by liquid N2 [6, 7]) are designed to cool and regulate the temperature of test objects, to remove the heat released within the CTVU from instruments and radiation simulators, to freeze out residual gas and degassing products, and to protect from radiation of the warm shell wall.
The test chamber construction for temperatures < 80 K is a rather complicated engineering and scientific problem [8]. Also, considerable financial and time outlays are incurred if cryogens such as H2, Ne, and He are used.
Input data for CTVU design:
-
temperature range of CTVU operation and test object;
-
dimensions of the largest of the planned test objects;
-
maximum single test duration at the required temperatures;
-
time to reach test object mode, cooling or heating rate, amount of heat received, and released internal heat;
-
need to maintain a certain test-object temperature or to perform tests in a certain temperature interval;
-
temperature variation range at the shields and chillers and maximum temperature deviations depending on the heat load;
-
atmospheric conditions inside the CTVU (low vacuum, gaseous or liquid cryogen in the chamber, etc.);
-
nomenclature of measurement and control instruments used during tests;
-
need for additional devices in the CTVU (special windows for introducing radiation, manipulators, etc.);
-
mechanical movements of the object or other effects during the tests (vibrations, acoustic waves, rotation, etc.).
Three main heat-transfer methods were used to design the CTVU, i.e., conductive (due to thermal conductivity); convective; and radiative. The CTVUs were subdivided into three main types depending on the heattransfer method.
Type 1 CTVUs use conductive-convective heat transfer due to circulation of liquid cryogens in the system. In this instance, two cryoshields cooled by liquid N2 and He (which flow in channels inside the shields or in tubes connected to the shields), respectively, are used. Heat is removed from the test object by radiation or radiation-conduction using thermal bridges. Figure 1 shows a schematic of this unit.

Schematic of N2–He CTVU with installed test object: 1) CTVU body; 2) N2 cryoshield; 3) inner cryoshield N2 line; 4) inner cryoshield He line; 5) liquid N2 tank; 6) liquid He tank; 7) He collector; 8) gaseous He tanks; 9) He liquefier with turbo expander; 10) vacuum fore pump; 11) chamber system evacuation pump; 12) pressure valve; 13) regulated flow meter; 14) temperature-controlled valve; 15) illuminator; 16) cryogenic accumulator; 17) thermal bridges; 18) test object; 19) technological feed-through. Flow direction: ––>, N2; ––>, He; – – >, He feed to loop with chilled gaseous He through thermal regulator.
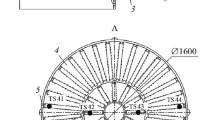
The CTVU body is made of highly doped stainless steel, e.g., 12C18N10T. The N2 cryoshield, i.e., a set of Al-alloy plates attached to a framework of tubes of the same material through which the N2 flows, is installed inside the body. The N2 cryoshield consists of three parts, i.e., two torispherical surfaces (situated on the bases of the thermobaric chamber) and one cylindrical surface. The He cryoshield construction is analogous to that of the N2 cryoshield except that it is made of copper (Cu). Figure 2 shows the CTVU construction with the N2 and He cryoshields.

CTVU construction with N2 and He cryoshields.
Hangers, technological supports, or spacers are used as attachment points between the CTVU body and the cryoshields. They are made of metal alloys with low thermal conductivity, e.g., melchior and invar, or nonmetallic insulators as strong as the metals in order to decrease heat flow through them [9].
Shielding coatings and screens chilled to liquid-He temperatures must be used to reach the required temperatures at the test object and to exclude penetrating radiation during the cooling. Heat input due to radiation is decreased by polishing the corresponding surfaces until they have absorption capacity less than 0.05 under standard conditions. Polyimide film with double-sided Al coating is used for the thermal insulation shields [10]. A cryogen should be fed into separate sections of the He shields to facilitate changes of heating and cooling rates of test objects. Preliminary chilling by liquid N2 followed by evacuation of the tubes is recommended for chilling components below 80 K.
Type 2 CTVUs use conductive heat removal through thermal bridges connected to the test objects by cold accumulators (using liquid He flow) or direct cooling (through conductively cooled cryocooler shields at 4.2 K). Chilling heads of two-stage closed cryocoolers operating on Gifford–McMahon or Joule–Thompson cycles act as thermal bridges for the cryoshields [11]. The first stage is not connected to the second stage and cools the outer shield to 45–50 K. A single cryocooler can remove up to 40 W of heat. The second stage cools the internal shield to about 2.9 K (for zero heat flux to the shield). One cryocooler can remove up to 1.5 W of heat at 4.2 K [12].
The first type of CTVU uses liquid cryogens to chill the cryoshields whereas the second type removes heat only via conductive heat transfer. Therefore, ultrapure metals with high thermal conductivities, e.g., Al AV000 (99.99% Al) and M0b Cu and other grades with < 0.03% impurities must be used instead of traditional Al alloys AmGZ, AmG6, and similar ones.
Highly electrically conducting ultrapure metals have the greatest coefficients of thermal conductivity in the range 100–15 K, in contrast with the alloys. For example, Cu and Al reach a maximum at ~ 15 K and exceed the values under standard conditions by > 10 times. The coefficient of thermal conductivity decreases if the temperature is reduced further to 4.5 K but still exceeds the value at standard conditions by ~ 6 times.
The cryoshields made of ultrapure metals in the second type of CTVU must be flat in order to suppress the development of surfaces involved in radiative heat transfer. The thickness of the shields is determined by the required useful volume of the thermobaric chamber, chill down rate, number of cryocoolers, and allowed temperature drop for the cryoshield assemblies. Insulation in the form of a shielding vacuum or cryoshield cooled by liquid N2 must be installed between the chamber shell and the first-stage cryoshield chilled by a cryocooler.
Cryoshields must be installed using thermally insulating gaskets with high thermal resistance to compensate for large conductive heat fluxes by the thermal conductivity of cryocoolers (to avoid a substantial temperature difference between the assembly and contact points). The materials for the supports and gaskets could be fiberglass PN-1 or FL-1, fluoroplastic F-202, Textolite PG, Getinaks V, and fiberglass AG-4C [13]. The hangers from the chamber body or other cryoshield to the cryoshields should be made of steel 12C18N10T, melchior, or carbon fiber (which has low thermal conductivity and high tensile strength along the fiber at low temperatures).
The cryoshield hangers should be shaped as rods, cables, or chains as long as possible to increase the thermal resistance. Tubes should be kept to the minimum thickness determined by their strength for even greater thermal resistance [14]. Figure 3 shows a diagram of the cryoshield attachment.

Diagram of attachment of shields to chamber shell or shield to shield using vertical hangers: (a) usual; (b) lengthened; 1) shield; 2) chamber body or other shield; 3) hanger; 4) tube.
The disadvantages of using cryocoolers are the strictly vertical installation in the chiller to avoid reducing (by 20%) the chilling efficiency and microvibrations (due to compressor operation) of the cryocooler that could substantially affect several investigations.
The advantage of cryocoolers is the comparatively low cost (their assemblies do not use liquid cryogen tubing systems, liquid cryogen accumulators, chilling systems, transportation, and other costly cryogenic equipment). Therefore, use of cryocoolers in the design of small-scale thermobaric chambers is advisable despite the aforementioned disadvantages. Cryocoolers cannot be used for large-scale CTVUs because of the large temperature difference between the chilled parts. Figure 4 shows a three-dimensional model of a type 2 CTVU.

CTVU thermobaric chamber construction with cryoshields.
Type 3 CTVUs combine convective and radiative heat removal to chill objects to ~ 4.5 K. A second thermobaric chamber (cryostat) of slightly smaller size instead of a second (He) cryoshield is used in the third type. Test objects in the third type of CTVU can be chilled using the following methods:
-
throttling He on its surface from the accumulator, for which the cryostat assembly includes a throttling grid, and removing expanded gas by continuous pumping from the inner chamber using special pumps;
-
natural convection of gaseous He between the hermetic cryostat wall (at the temperature required for the test object) and the object itself;
-
constant purging by gaseous He of variable temperature until 4.5 K is reached, for which the cryogen supply tubes include heating elements to regulate the gas temperature. Heated He is removed through a pumping system.
The third type of CTVU includes two thermal vacuum chambers made of steel 12C18N10T, one of which is smaller (cryostat) and is situated inside the other on four wheels that simultaneously support the cryostat weight and move it during technological and construction operations.
Tubes are welded to the outer and inner surfaces of the hermetic cryostat. The outer ones are for supplying liquid N2; the inner ones, for supplying He. The N2 tubes of the hermetic cryostat are protected on the outside by multilayer shielding and vacuum thermal insulation.
Special power-regulated vacuum pumps must be used to evacuate the hermetic cryostat. The cryostat should provide controlling shut-off valves to isolate the vacuum chamber feedthroughs and enable a high vacuum to be maintained in it. For this, the thermobaric chamber assembly has feedthroughs in contact on one side with flanges of the outer surface of the outer chamber; on the other, flanges of the hermetic cryostat. Figure 5 shows a CTVU assembly with an internal N2–He cryostat.

CTVU construction with hermetic N2–He cryostat.
The third type of CTVU is prepared for operation by evacuating the outer (between the chamber body and hermetic cryostat) and inner cryostats. Liquid N2 is fed into the two loops in the N2 cryoshield and the N2 cooling system of the hermetic cryostat when the vacuum reaches an appropriate value. The test object is cooled further by purging its surface with temperature-regulated gaseous N2 when the temperatures of both loops reach 80 K and is chilled as much as possible by radiative means.
When the object is chilled to close to 80 K, gaseous N2 is pumped out to the previous vacuum level. Then, the gas-liquid mixture is pumped out of the N2 chilling system of the hermetic cryostat before liquid He is fed into the cryostat He loop.
A gas-liquid He flow into the inner volume or purging of the object (previously chilled to liquid-N2 temperature) with temperature-regulated gaseous He (analogously to N2 chilling) through nozzles (or the throttling grid) begins when the cryostat is chilled.
Chilling continues until an average object temperature of 4.5–5 K is reached. Then, gaseous He is pumped out to reach the required vacuum level. The object is tested at various temperatures provided by special equipment.
The N2 shield and He cryostat must be warmed in parallel. Gaseous He is fed into the He chilling system in portions (to avoid thermal shock) or the He cryoshield is heated electrically in sections. Liquid N2 is collected from the N2 cryoshield tubes that are then purged with dry air.
The temperature of the test object during CTVU warming should average 10–15 K greater than the maximum surface temperature of the surrounding cryoshield. This is achieved by using electrical heaters or the thermal radiation flux from illuminators.
The test-object temperature should be 5–7 K greater than that of the environment before the CTVU vacuum is broken in order to prevent condensation [15]. Figure 6 shows a schematic of a CTVU with a hermetic N2–He cryostat.

Schematic of N2–He CTVU with inner hermetic cryostat: 1) CTVU body; 2) N2 cryoshield; 3) N2–He hermetic cryostat; 4) technological feedthrough; 5) Dewar with liquid N2; 6) Dewar for collecting liquid He; 7) He gas collector; 8) gaseous He tanks; 9) turbo expander (He liquefier); 10) vacuum fore pump with tank and outlet to atmosphere; 11) vacuum pumps between chambers; 12) pressure valve; 13) regulated flow meter; 14) temperature-controlled valve; 15) pumping system with regulated flow rate; 16) He vapor-liquid throttling system; 17) illuminator assembly; 18) test object. Notations: ––>, N2 flow direction; ––>, He flow direction; – – >, He feed to loop with overcooled gaseous He through feedback line;  , N2 chiller tubes of hermetic cryostat;
, N2 chiller tubes of hermetic cryostat;  , He chiller tubes of hermetic cryostat.
, He chiller tubes of hermetic cryostat.
The described types of CTVUs are designed for all known types of terrestrial test objects at liquid-He temperatures. Heat is efficiently transferred in the first and second types of CTVUs through thermal bridges from the test objects. However, the rate of temperature drop will slow significantly as the required temperature is approached. This could increase considerably the time to reach the required temperature. Therefore, in this instance, tests can be conducted to simulate external conditions in space or to chill reasonably sized objects with high thermal conductivities.
Use of type 2 CTVUs to chill large assemblies is also inadvisable because heat loss is limited by the maximum power of the used cryocoolers. However, type 2 CTVUs are more efficient for testing small objects and devices because of the compactness and relatively low cost.
Type 3 CTVUs are reasonable for testing large objects, e.g., those made of graphite composites. Convective heat transfer is most efficient and provides even cooling over practically the whole surface and can regulate the cooling rate of the object.
The advisability of using one CTVU or another for terrestrial thermal vacuum tests should be determined from the required conditions during the experiment-planning stage.
References
V. P. Belyakov, Cryogenic Equipment and Technology [in Russian], Energoizdat, Moscow, 1982, 272 pp.
V. P. Pashkov, Methods and Test Devices for Aerospace Equipment: Lectures Notes [in Russian], SPbGUAP, St. Petersburg, 2008.
S. A. Krat and V. V. Khristich, “Spacecraft thermal vacuum optimization: Development of new tendencies,” Vestn. SibGAU, No. 4 (30), 126–129 (2010).
S. V. Kravchenko, S. B. Nesterov, V. A. Roman’ko, et al., “Approaches to the design of complex systems for developing and testing spacecraft,” Inzh. Zh. Nauka Innovatsii, No. 1 (13), 149–175 (2013).
A. V. Kolesnikov, Course Lecture Notes for Construction and Systems Tests of Aerospace Apparatuses [in Russian], Izd. MAI, Moscow, 2007, 155 pp.
N. V. Kholodkov, V. A. Afanas’ev, and V. S. Barsukov (eds.), Experimental Development of Spacecraft [in Russian], Izd. MAI, Moscow, 1994, 412 pp.
V. I. Kurenkov and V. A. Kapitonov, Reliability Assurance Methods and Experimental Development of Aerospace Equipment: Study Guide [in Russian], Izd. Samar. Gos. Aerokosm. Univ., Samara, 2012, 258 pp.
L. V. Denisova, D. Yu. Kalinin, and S. V. Reznik, “Theoretical and experimental studies of heat-transfer modes of space antenna mesh reflectors,” Vestn. Mosk. Gos. Tekh. Univ. im. N. E. Baumana, Ser. Mashinostr., No. 1, 92–105 (2011).
Yu. P. Solntsev and G. A. Stepanov, Materials in Cryogenic Equipment [in Russian], Mashinostroenie, Leningrad, 1982, 312 pp.
J. Tuttle, M. Di Pirro, and E. Canavan, “Thermal properties of double-aluminized kapton at low temperatures,” NASA Goddard Space Flight Center, Electronic textbook StatSoft; URL: https://ntrs.nasa.gov/search.jsp?R=20080045503] (accessed Aug. 16, 2017).
A. M. Arkharov, I. V. Marfenina, and E. I. Mikulin, Theory and Calculation of Cryogenic Systems [in Russian], Mashinostroenie, Moscow, 1978, 415 pp.
Electronic textbook StatSoft; URL: http://www.shicryogenics.com (accessed Aug. 15, 2017).
M. P. Malkov, I. B. Danilov, A. G. Zel’dovich, et al., Handbook of Physical and Technical Bases of Cryogenics [in Russian], Energoatomizdat, Moscow, 1985, 432 pp.
S. V. Zolotovskaya and A. S. Molchanov, Helium Cryostats for Scientific Research. Construction Principles: Study Aide [in Russian], MIFI, Moscow, 1991, 108 pp.
A. Yu. Vshivkov and E. N. Golovenkin, “Modern terrestrial test complex for thermal vacuum treatment of open space apparatuses,” in: Proceedings of the IInd International Scientific Conference “Navigation Satellite Systems, Their Role and Significance in Modern Human Life” [in Russian], N. A. Testoedov (chief ed.), Oct. 10–14, 2012, Zheleznogorsk, OAO ISS, Sib. Gos. Aerokosmich. Univ., Krasnoyarsk, 2012, pp. 118–121.
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, Vol. 54, No. 5, pp. 25−30, May, 2018.
Rights and permissions
About this article

Cite this article
Vshivkov, A.Y., Delkov, A.V., Kishkin, A.A. et al. General Concept of Thermal Vacuum Tests of Space-Appliance Elements at Helium Temperatures. Chem Petrol Eng 54, 327–334 (2018). https://doi.org/10.1007/s10556-018-0483-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-018-0483-2