
Chromium steel (12% Cr) surface layer microhardness and microstructure after plasma hardening are studied. Friction tests show that plasma hardening increases chromium steel wear resistance by more than two orders of magnitude. Use of UDGZ-200 equipment makes it possible to perform hardening without deformation for steel 20X13 “races.” Hardened race withstand standard acceptance tests.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Manual hardening with a UDGZ-200 unit makes it possible to harden different surfaces without feeding coolant, and this simplifies organization of work and makes it possible to perform hardening in machining workshops and only on specialized thermal products. Since hardening is carried out with continuous successive bands (width 7–14 mm), then there is no marked object deformation, there is also a negligibly small change in surface roughness, and therefore finish grinding is unnecessary [1–3].
The aim of the work is to study plasma hardening for steel 20Kh13 using a UDGZ-200 unit (hardness and wear resistance determination) and identify the possibility of using the unit for hardening “races,” i.e., rings of a large supporting ball bearing (Fig. 1) 608–2354 mm in diameter (the material is corrosion-resistant steel 20Kh13). The working surfaces in contact with balls should be strengthened by hardening. Use of traditional heating technology (furnace, HFC, gas-flame) appeared to be impossible for the reason of race deformation (in view of low stiffness). With plasma hardening by a UDGZ-200 unit, it is possible to harden small sections in order to prevent deformation.

Drawing of race cross section.
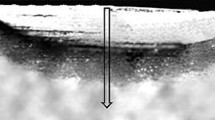
Study of Hardened Layer Hardness and Wear Resistance. Hardening of steel 20Kh13 specimens with a UDGZ-200 unit was carried out with currents of 180–220 A. It was established that hardening chromium steel (in contrast to hardening carbon low-alloy steels) is accompanied by more rapid surface melting (Fig. 2). This is probably caused by the difference in thermophysical properties of metal and oxide films. The melting depth was 0.23 mm, and uplift above the surface was 0.16 mm.

Surface melting during steel 20Kh13 plasma hardening.
The hardened layer depth was up to 2.1 mm (Table 1), and at a depth up to 0.55 mm there is a dendritic structure (Fig. 3) that indicates recrystallization. Then (up to a depth of 1.4 mm) a refined grain zone formed (see Fig. 3, lower part). Both zones have high microhardness, which decreases with distance from the surface.

Surface layer macrosection after hardening to a depth of 0.55 mm with a dendritic structure.
Wear resistance testing was performed in a friction machine by a disk–block scheme without lubricant. The disk was steel 20Kh13 (in different conditions) and the block was made of steel 45. Disk rotation rate (d40·10 mm) was 425 rpm.
Testing (five stages) each of 5 min: in stages 1, 2, 3, and 4 a load of 200 N, and in stage 5 a load of 300 N. Weighing (in order to determine wear) was carried out after each stage. In stage 1, there is pair running-in; stages 2–4 are a steady-state wear process; stage 5 is the capacity of a friction pair to withstand overloading. Three pairs of specimens were tested in each material combination; wear resistance analysis was carried out according to the average amount of wear in steady-state wear stages.
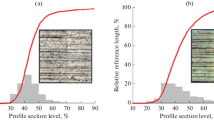
As a result of bulk hardening and plasma hardening, disk running-in improved, whose wear in the fi rst stage decreased by factors of ~2 and ~10, respectively (Fig. 4).

Wear of steel 20Kh13 disks in condition: Norm is normalizing; BH is bulk hardening; PH is plasma hardening.
Overloading in testing stage 5 did not have a marked effect on wear. In the steady-state wear stages, the advantage of specimens with bulk and plasma hardening over normalized specimens comprised factors of 5 and 150, respectively (Table 2).
Bulk hardening with tempering and plasma hardening was not noticeably refl ected in block running-in; their wear in test stage 1 was about identical (Fig. 5).

Block wear (normalized steel 45) in pairs with steel 20Kh13 disks (labelling same as in Fig. 4).
An increase in block wear in test stages 2–5 in pairs with normalized disks of steel 20Kh13 indicates that running-in of blocks in these pairs did not occur. Blocks in pairs with disks given bulk hardening with tempering were run-in towards stages 4–5, and wear reduced by a factor of 6. Blocks in pairs with disks given plasma hardening were run-in in test stage 1, and there was a reduction in wear in the steady-state wear stages by more than factor of ten. Overloading in stage 5 led to some increase in block wear.
On the whole, plasma hardening of steel 20Kh13 disks under sliding friction conditions provides a marked improvement in wear resistance of both the disks themselves, and blocks in contact with them made of normalized steel 45. This combined with the fact that with plasma hardening of steel 20Kh13 the surface is strengthened to a significant depth (more than 1 mm) made it possible to move to studying plasma hardening of races.
Race Plasma Hardening. Races for plasma hardening were made with a tolerance of 0.5 mm for finish grinding in order to remove a possibly fuzed surface.
Hardening was performed in three strips (Fig. 6). Several races marked with sixteen segments were placed on a plate. Hardening was carried out with alternation of segments and races in order to prevent residual deformation.

Race hardening by plasma arc: a) with three passes; b) with one strip with transverse torch oscillations.
The surface of races after hardening was cleaned with a lobed wheel and hardness was measured by a portable UZIT-3 ultrasonic instrument. Hardness in hardened strips was 56 HRC; over the length of the joints of strips hardness (as a result of tempering due to heating action of the third strip) decreased to 46 HRC. Hardened race (Fig. 7) after model assembly on 280 balls (38 mm diameter) were roller tested under a load of 140 kN.

Races after hardening.
Six races (about 10%) did not withstand tests, with annular channels ~0.1 mm deep formed. Unhardened gaps 2–4 mm wide were revealed in these races between hardened strips. Repeated hardening after grinding to the repair dimension was performed with torch transverse oscillations over the whole width of the race working surface (see Fig. 6 b) in order to avoid the development of unhardened sections. Hardness measurements for a hardened layer, made with transverse oscillations, showed that at a depth up to 1.5 mm microhardness values were not below 610 HV. The method was used to harden one segment followed by transfer to another race.
The new hardening sequence did not give rise to an increase in residual deformation, but made it possible to reduce labor intensity compared with hardening by three strips (as a result of a reduction in transfers between operations).
Conclusions
-
1.
Plasma hardening of steel 20Kh13 with a UDGZ-200 unit makes it possible to provide an increase in microhardness to 600–800 HV and a considerable (by more than two orders of magnitude) increase in wear resistance during friction compared with a normalized condition, and by a factor of five compared with bulk hardening and tempering. Simultaneously there is a reduction in wear of a critical components made of normalized steel 45.
-
2.
The thickness of a plasma-hardened layer >1.5 mm makes it possible to keep a tolerance for finish grinding that is required since steel 20Kh13 with plasma hardening develops a greater tendency to melting than carbon steels.
-
3.
Use of a UDGZ-200 unit has made it possible to provide hardening of race made of steel 20Kh13 without deformation that is impossible with bulk hardening and hardening with HFC heating. Hardened race withstood standard acceptance tests.
References
V. A. Korotkov and A. V. Shekurov, “Investigations into plasma quenching,” Weld. Int., 22, No. 7, 475–479 (2008).
V. A. Korotkov, “Equipment for surface hardening,” Khim. Neftegaz. Mashinostr., No. 11, 43–45 (2012).
V. A. Korotkov , S. P. Anan’ev, and A. V. Shekurov, “Surfacing of plungers for high-pressure vessels,” Weld. Int., 27, No. 5 (2013).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimicheskoe i Neftegazovoe Mashinostroenie, No. 7, pp. 46–48, July, 2015.
Rights and permissions
About this article

Cite this article
Korotkov, V.A. Study and Use of Chromium Steel Plasma Hardening. Chem Petrol Eng 51, 501–505 (2015). https://doi.org/10.1007/s10556-015-0076-2
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10556-015-0076-2