
Analysis of the performance of vacuum columns of ELOU-AVT plants showed that in many cases long residue contains as much as 30 % vacuum gas oil with final boiling point up to 560°C. A comparative analysis was made of three options for increasing extraction of heavy gas oil in the residual fuel oil fractionation process. A conventional scheme involving pressure reduction at the vacuum column top, fractionation of the long residue without its heating after the primary vacuum column in an additional vacuum column, and fractionation of the residual fuel oil by a two-column scheme without heating of the residual fuel oil in the first column with extraction of only the light gas oil and with heating of the long residue of the first column, followed by its fractionation in the second column with extraction of the heavy vacuum gas oil was investigated. The performance of the vacuum column of the ELOU AVT-6 vacuum fractionation plant was analyzed. The process was simulated in Apen HYSYS environment. It is shown theoretically that extraction of heavy vacuum gas oil can be increased by deep-vacuum fractionation of vacuum residue. The merits and demerits of two-column vacuum fractionation of residual fuel oil were examined. A design of the fractionating column and feedstock feeding device is proposed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
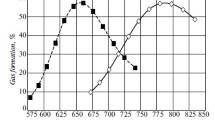
Because of updating of existing and construction of new catalytic cracking plants, the possibility arose for processing vacuum gas oil with final boiling point up to 560°C. Results of analysis of operation of AVT columns [1,2,3,4] showed that technologies of residual oil fractionation using steam under moderate vacuum of 5.3-9.0 kPa enable extraction of distillate fractions boiling off at 500°C to the extent of 85-90 % of their potential content. At the same time, up to 25-30 wt. % of vacuum gas oil with final boiling point of 560°C is left in the vacuum residue (Fig. 1). The results of analysis of the performance of a K-300 vacuum column of an ELOU AVT-6 plant show the following:

Typical composition of vacuum residue at pressure up to 9 kPa at the vacuum column bottom
1) the content of heavy vacuum gas oil boiling off at temperatures up to 550°C in the long residue is not less than 25 wt. %;
2) the temperature of vacuum residue and quench in the still of the K-300 column is on average 342°C (maximum 353°C and minimum 337°C);
3) the temperature of vacuum residue in the K-300 column without quench supply is 358°C and in only 13% cases does it exceed 360°C;
4) the vapor pressure at the column top ranges from 0.7 to 2.6 kPa (average 0.9 kPa);
5) the vapor temperature at the column top ranges from 52 to 118°C at the time of start (average 65°C);
6) the properties of the vacuum residue conform to regulatory requirements; the average kinematic viscosity of the vacuum residue is 400 mm2/sec, the density at 15°C is 990 kg/m3, the flash point is 310°C.
The vacuum gas oil yield in the K-300 column can be increased only by reducing pressure at the column top. According to the data in [5, 6], the optimum pressure is 0.65 kPa. Currently, the pressure at the column top is 0.9 kPa, which means that the pressure can be reduced by 0.25 kPa. Ignoring the increase in hydraulic resistance of the column upon pressure drop in it (inversely proportional to the square root from the absolute pressure in the column), the pressure in the feedstock entrance area will also decrease by 0.25 kPa.
The deep-vacuum fractionation of vacuum residue of the ELOU AVT-6 plant was simulated using Aspen HYSYS software package. The process was simulated with reference to flash vaporization of residual fuel oil in a K-100 column. The characteristics of the residual oil from a K-200 column at 400°C under 8 kPa pressure were use used as the initial feedstock.
The pressure in the area of residual fuel oil injection into a K-300 column, which was 5.6 kPa that corresponded to the vacuum residue temperature of 358°C, was found by simulation of the process (Table 1).
In the process of simulation, it was found that pressure reduction in the feedstock entry area by 0.25 kPa causes a slight increase (by 0.046 % or, in absolute term, 55 kg/h) in the quantity of distilled-off gas oils at the existing gas oil yield of 120 ton/h (Table 1).
The results of simulation of the feedstock injection area and of the still of the column K-300 for determining the pressure in the feedstock injection area and the rate of vapor flow from this column (blow-off) are cited in Table 2. The increase in hydraulic resistance of the column upon pressure reduction was not taken into account because such pressure change at the column top does not produce a perceptible effect, but necessitates updating of the vacuum producing system.
Increase of heavy gas oil extraction from long residue without heating in an additional column operating under deep vacuum with a residual pressure at the column top of up to 0.65 kPa was studied earlier [7].
From the results of simulation of long residue fractionation in an additional K-301 column show the following:
1) yield of heavy vacuum gas oil ranges from 3.15 to 9.01 wt. % at temperatures ranging from 555 to 596°C (99 % distillation of heavy vacuum gas oil as per ASTM at feedstock temperature (long residue) corresponds to 355°C);
2) with rise of feedstock temperature to 360°C the of heavy vacuum gas oil yield ranges from 3.45 to 11 wt. % at temperatures ranging from 555 to 596°C (99 % distillation of heavy vacuum gas oil as per ASTM).
Vacuum residual fuel oil distillation can be improved further by double-vaporization scheme using two vacuum columns in the plant. A wide vacuum fraction is separated in the first (primary) vacuum column and this fraction is separated into narrow oil fractions of the desired quality in the second (secondary) column.
Thus, residual fuel oil distillation scheme in two vacuum columns have the following merits:
• the unit can operate in fuel and lube oil scheme;
• higher-quality lube oil distillates of fixed fractional composition;
• excess heat is utilized much more efficiently in two vacuum columns.
The demerits of two-column vacuum units are:
• considerable metal consumption for fabrication of additional equipment and channels, which raises capital cost;
• increase of work volume for operation of the unit [8].
The yield of heavy vacuum gas oil can be increased by another two-column vacuum fractionation scheme. In the first vacuum fractionation column, the light vacuum gas oil fraction from the residual fuel oil is extracted without heating and steam supply. The pressure at the column top is taken to be about 1 kPa, which corresponds to modern vacuum columns for fractionation in onecolumn scheme [7]. The long residue oil obtained in this column is heated in an oven and fed into the second vacuum column, into which is also fed steam in the amount of not more than 0.27 % of the mass of the long residue flowing into the second column. The temperature at which the feedstock is fed into the first and second vacuum columns is on average 350-360°C. The number of theoretical plates in the columns does not exceed 10, i.e., in total it is almost the same as the number of theoretical plates for residual fuel oil fractionation in one-column scheme. As contact devices in these columns use was made of Mellapak 250 X packing, for which, at a load factor of 2.5 Pa0.5, the pressure drop per theoretical plate is 0.05 kPa [9, 10]. Consequently, the pressure in the feedstock feed entry area even allowing for threefold margin does not exceed 3 kPa. Simulation of such a two-column scheme showed that almost the whole light vacuum gas oil is extracted in the first column. Pressure drop in the second column will allow enhancement of heavy vacuum gas oil yield by not less than 15-18 % with final boiling point of 596°C.
The flow diagrams of fractionation in the first and second columns of two-column vacuum fractionation are akin to the diagram in [2].
The flow parameters and the properties of the vacuum residue (99 % distillation of heavy vacuum gas oil as per ASTM corresponds to 588°C) obtained as a result of simulation are cited in Table 2.
The column design shown in Fig. 2 is proposed for two-column vacuum fractionation.

General view of column for two-column vacuum fractionation: 1 – housing; 2 – hatch; 3 – regular packing; 4 – support grid; 5 – liquid distributor; 6 – dead tray; 7 – feedstock feeding nipple; 8 – level gage chamber; 9 – cylindrical support
A feedstock distributing scheme shown in Fig. 3 is proposed for reducing long and vacuum residue carry-over.

Feedstock distributor
The feedstock distributor operates as follows. As the vapor-liquid stock is fed into the distributing device, the two-phase flow moves via four spiral channels where it separates into vapor and liquid phases under the action of centrifugal force. Thereafter, the liquid phase flows through the holes of the feed distributor plate as stream into the column still. In the stream trickling process, the vapor phase, which flows through the central nipple into the fractionating section of the column, undergoes further separation.
Thus, a comparative analysis is made of three ways of increasing yield of heavy vacuum gas oil by residual fuel oil fractionation:
• conventional scheme with reduction of pressure at the column top to 0.25 kPa;
• fractionation of long residue without its heating past the primary vacuum column in the additional vacuum column at a pressure of 0.65 kPa at the column top;
• fractionation of residual fuel oil in two-column scheme without its heating and with extraction of only light gas oil in the first column and with heating of the long residue (the product of the first column) and collection of heavy vacuum gas oil in the second column at column top pressure of 1 kPa.
In comparison with conventional scheme, the option of residual fuel oil fractionation in a tow-column vacuum unit makes it possible to increase yield of vacuum gas oil with final boiling point up to 588°C.
The simulation results validate the propositions put forward.
References
A. V. Zhuravlev, A. S. Fadeev, and E. A. Chernysheva, Khim. Tekhnol. Topl. Masel, No. 3, 12-14 (2012).
S. K. Churakova, I. D. Nesterov, and K. F. Bogatykh, Neftepererab. Neftekhim., No. 4, 51-56 (2013).
V. A. Morozov, et al., Neftepererab. Neftekhim., No. 10, 51-58 (2016).
O. V. Kapitonova and E. V. Osipov, Vestn. Kazan. Tekhnol. Univ., 18, No. 20 (2015).
D. A. Lukanov, L. K. Lubsandorzhieva, T. V. Kostina, et al., Neftepererab. Neftekhim., No. 6, 36-39 (2013).
Yu. Yu. Ratovskii, Khim. Tekhnol. Topl. Masel, No. 4, 26-28 (2010).
M. V. Klykov, T. V. Alushkina, and Yu. A. Zharinov, Neftegaz. Delo, No. 1, 260-281 (2020).
A. G. Laptev, N. G. Mineev, and P. A. Malkovskii, Designing and Updating Separating Apparatuses in Oil and Gas Processing [in Russian], Kazan (2002), p. 220.
Structured Packings Energy-efficient, innovative and profitable. URL: https://www.sulzer.com/-/media/files/products/separation-technology/distillation-and-absorption/brochures/structured_packings.ashx (circulation: 11.04.2021).
S. I. Yakushko and M. E. Sh. Mukhammed, Specifications for Contact Devices for Vacuum Oil Fractionation [in Russian], Izd. SumGU (2011).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimiya i Tekhnologiya Topliv i Masel, No. 3, pp. 17–20, May–June, 2021.
Rights and permissions
About this article

Cite this article
Klykov, M.V., Alushkina, T.V. Development of Flow Diagrams for Increasing Vacuum Gas Oil Extraction. Chem Technol Fuels Oils 57, 441–445 (2021). https://doi.org/10.1007/s10553-021-01262-7
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10553-021-01262-7