
The effect of antifriction additives based on dialkyldithiophosphoric acid and molybdenum-containing friction modifiers (A-22, A-23, A-24, DF-11, PAF-4, TEF-3, ADTF ) on the tribological characteristics of polyurea lubricating greases based on petroleum and synthetic oils is discussed. The dependence of the tribological characteristics of polyurea plastic greases on the nature, the concentration of the additive (1-3 wt. %), and the dispersion medium was studied. The antiwear and extreme pressure characteristics were determined by three well-known standard methods: ChMT-1 four ball wear tester; Brugger tribometer; KT-2 four ball tester.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
At the present time, in the development of modern frictional units and mechanisms much attention is being paid to reducing their physical dimensions and increasing the service life of plastic lubricants and lubricating materials in order up to increase the product life without replacement. This leads to increased workloads per unit area and requires the use of lubricants with improved antioxidant and tribological characteristics. For this reason the production of plastic greases requires continuous improvement of their composition suitable for the ever more rigorous demands made on the lubricant materials. This can be done, among other things, by introducing various additives that improve the required properties of the lubricants. Rational selection and correct use of additives make a significant contribution to the reliability of operation and durability of the various frictional units [1,2,3,4].
Due to tightening of the operating conditions for the various friction units and their conditions of use, modem greases require the presence of additives for various purposes.
The effectiveness of these additives sometimes manifests itself better in polyurea greases than in soap greases and can be characterized by the better diffusion properties of the additives in the interfiber space of polyurea, formed by less polar molecules compared with soap thickeners [5,6,7].
In the present work the effect of the following additives on the properties of mineral-based (S-9) and synthetic-based (PAOM-4) polyurea greases was examined:
•Derivatives of zinc dialkyldithiophosphate with various hydrocarbon groups A-22 (boron-modified zinc dialkyldithiophosphate), DF-11 (zinc dialkyldithiophosphate), A-23 (zinc dialkyldithiophosphate). A-24 (zinc dialkyldithiophosphate), VNII NP-354 (dialkyldithiophosphate);
•Ashless friction modifiers based on dialkyldithiophosphoric acid — TEF-3 (on zinc dialkylphenyldithiophosphates) and ADTP (the product from interaction of dialkyldithiophosphoric acid and amine);
•Oil-soluble molybdenum derivative — friction modifier PAF-4 (molybdenum dialkyldithiophosphate).
The subjects of investigation have various contents of zinc and phosphorus — elements primarily responsible for the tribological characteristics of the additives (Table 1).
The above additives with various concentrations and dispersion media were investigated on a ChMT-1 four-ball friction machine to determine such parameters as wear scar diameter, welding load, and critical load. The results of the tribological tests are presented in Table 2.
The best indicators of the wear scar diameter were obtained for samples with the A-22, A-23, and DF-11 additives on both mineral and synthetic bases.
The obtained results indicate that the ash additives are more effective than the ashless additives. This correlates with published data indicating that the best antiwear additives are zinc dialkyldithiophosphates, which have been used widely in the formulation of lubricants for more than 50 years.
The A-22 additive has most likely shown the greatest effect due, among other things, to the presence of another tribologically active component boron, which is present in the composition in an oil-soluble form.
On comparing the results for the DF-11, A-23, and A-24 additives it can be seen that the antiwear activity is affected not only by the zinc content of the additive but also by the molecular mass and structure of the hydrocarbon part of the dithiophosphate (represented cumulatively as the affinity for the environment in which the test is performed).
The superiority of these additives is especially noticeable for the samples with additive concentrations of 2 and 3 wt.%.
In terms of welding load the best results were shown by the samples containing the PAF-4 and A-24 additives, the former being inferior to A-24 only in the mineral-based sample (C-9) at a concentration of 3 wt.%. This concentration of the additive can be considered insufficiently profitable from an economic standpoint, and provided that in other cases PAF-4 either shows the best results or gives identical results to A-24 it can be considered the most effective in terms of welding load. In particular, it is considered that at the most economically favorable concentration of 2 wt. % the mineral-based sample (S-9) containing PAF-4, for example, gives significantly better results than the sample that contains the A-24 additive.
The obtained results are fully expected and correlate totally with the phosphorus content of the additives. (The welding load increases with increase in the phosphorus content of the additive.) It is known from published that the oxygen compounds perform most effectively at high loads on account of the formation of metal phosphide at the point of contact under the increased loads during the test.
The PAF-4 additive shows the best results at lower concentration on account of the widely known high activity of sulfur-containing compounds of molybdenum under the conditions of high loads as a result of in situ formation of molybdenum sulfide.
If we consider the effect of the additives on the change in the critical load index, they then behave differently depending on the selected dispersion medium. Thus, of the mineral-based samples (S-9) the samples containing the A-23 additive were best at all concentrations, while for the synthetic-based samples (PAOM-4) the samples containing the ADTF additive were best.
One explanation for this fact may be the synergy of a particular additive with the employed dispersion medium. However, separation of the most and least effective additives at all concentrations was most clearly noticeable in this part of the investigation. The results on the critical loading parameter for samples with all the employed additives at all the investigated concentrations on the mineral (S-9) and synthetic (PAOM-4) bases are shown in Fig. 1 (a) and (b) respectfully.

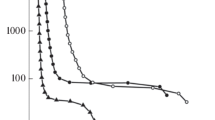
Dependence of the coefficient of friction on temperature for the mineral-based S-9 (a) and synthetic-based PAOM-4 (b) samples: 1) without additive; 2, 3) with A-22 and PAF-4 additives respectively.
Thus, after comparison of all the samples, for all the parameters of the ChMT-I four-ball friction machine on both the mineral (C-9) and the synthetic (PAOM-4) bases, the most interesting for further research were the samples containing the A-22 and PAF-4 additives since they showed the best performance for scar diameter and weld load respectively. Due to clear identification of the best additive according to the critical load parameter and the impossibility of choosing a sample with any one additive, it was decided not to take this parameter into account during subsequent investigation.
The next stage of the work was to check how the results correlate with the additives A-22 and PAF-4 on other tribological devices.
It seemed interesting to make a comparative assessment of the results using more modern equipment, i.e., the Brugger tribometer.
As mentioned earlier, the jointly most successful were the samples on the mineral (C-9) and synthetic (PAOM-4) bases, containing the A-22 and PAF-4 additives. By further investigation on the Brugger tribometer, which gave the area of the wear scar and took account of data on the load, it was possible to calculate the Brugger load capacity. The results of the tests are presented in Table 3 [8].
The results showed complete agreement with the conclusions reached in the tests on the four-ball machine. It was found that the sample containing the A-22 additive with a concentration of 3 wt. % worked best on the S-9 dispersion medium with standard loading (400 N), while the sample containing the PAF-4 with a concentration of 3 wt. % worked best at reduced loading (160 N). During the tests on the PAF-4 dispersion medium the best results were obtained with samples containing the A-22 additive; the sample containing 1 wt. % of the additive was best at the standard load (400 N), and the sample with 3 wt. % of the additive was best at the reduced load (160 N).
Another quantitative method for determination of the lubricating properties is provided by the KT-2 four-ball machine, which models the operating conditions of the frictional unit. It was of interest to examine the effect of the additives at elevated temperatures. The results of the experiment were used to obtain the dependence of the coefficient of friction on temperature for the samples on the S-9 and PAOM-4 dispersion media containing the A-22 and PAF-4 additives at concentrations of 2 wt. %.
Among the additives and dispersion media used at this stage of the work it was found that the polyurea grease based on synthetic oil POM-4 containing the A-22 additive has the most stable coefficient of friction over time (figure).
Based on all the obtained results, it can be concluded that the introduction of additives into plastic lubricants definitely improves their antiwear and extreme pressure properties. This is confirmed by all three known methods for assessing the tribological characteristics. The best results were obtained with the A-22 and PAF-4 additives.
During further research on the Bragger tribometer it was found that the effectiveness of the additives depends not only on the chemical composition of the additives but also on the nature of the dispersion medium.
Further investigations on the KT four-ball machine showed that the coefficient of friction most stable in the course of time is obtained with the mineral-based sample(PAOM-4) containing the A-22 additive at a concentration of 2 wt. %.
In view of the fact that zinc dialkyldithiophosphates exhibit better antiwear properties and that the PAF-4 additive based on molybdenum disulfide gives the best result at high loads it can be assumed that a combination of these two additives can be most effective in the development of lubricants for high-load friction units.
References
M. V. Garshin, A. Yu. Kilyakova, V. P. Kiprikova, et al., Tekhnologii Nefti i Gaza, No. 6, 10-12 (2014).
V. M. Kapustin, B. P. Tonkonogov, I. G. Fuks, Production of Petroleum Lubricants: A Textbook for University Students Enrolled in the Specialty “Chemical Technology”, Part 3, Moscow (2019), 324 pp.
A. Yu. Evdokimov, I. G. Fuks, T. N. Shabalina, et al., Lubricating Materials and Ecological Problems [in Russian], Neft’i Gaz, Moscow (2000), 422 pp.
MotoSportService [Electronic resource] Additives: electronic article, (2002). URL: https://mssoil.ru/o-smazkakh/prisadki/ (Date of the application: 07.10.2020).
Lubricants. Production, Application, Properties. Directory: tran. 2nd Eng. ed., T. Mang, U. Drezel (Ed. V. M. Shko’nikov), Center for educational programs “Professiya”, St. Petersburg (2010), 943 pp.
I. A. Lyubinin, Nauka i Tekhnologiya v Promyshlennosti, No. 3, 98-100 (2011).
L. Liu, H. W. Sun, Lubrication Science, 22(9), 405-413 (2010). 8. M. M. Frolov, A. Yu. Kilyakova, L. Drangai, et al., Khimiya i Tekhnologiya Topliv i Masel, No. 6, 28-31 (2019).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimiya i Tekhnologiya Topliv i Masel, No. 1, pp. 7 – 10, January – February, 2021.
Rights and permissions
About this article

Cite this article
Tonkonogov, B.P., Kilyakova, A.Y., Frolov, M.M. et al. Improvement of the Tribological Properties of Polyurea Lubricants by the Use of Functional Additives. Chem Technol Fuels Oils 57, 9–15 (2021). https://doi.org/10.1007/s10553-021-01222-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10553-021-01222-1