
The article presents the results of tests of a system of catalysts developed for demetallation and desulfurization of oil residues to produce low-sulfur marine fuel. A fixed catalyst bed was used. The optimum feedstock hydrogenation conditions were chosen: pressure 15 MPa, process temperature 360-420°C, and feed space velocity 0.5/124. The prolonged tests of the developed catalysts system were conducted successfully.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Shipping is a trade that accounts for a large part of international cargo traffic. As per estimates, marine transport constitutes up to 70% of international cargo turnover. The prospects of marine fuel development in general is considered commensurate with the trend of development of international shipping, i.e., approximately with 2-3% annual growth [1]. It is expected that by 2020 global shipping will need as much as 400 mln tons and by 2030 as much as 460 min tons of marine fuel annually [2].
In Russia, 10-15 mln tons of marine fuels is produced annually, which constitutes only 2.5-3% of the global volume. Considering the available domestic raw material resources and growing volumes of cargo turnover, there are potentials for substantial increase in marine fuel production.
Since January 1, 2015, the sulfur content limit of not more than 0.1 wt. % in marine fuel came into effect for vessels located in emission control areas, which currently are North and Baltic Seas and Pacific and Atlantic coasts of North America [3]. In 2020, sulfur content in marine fuel is expected to be restricted to not above the 0.5 wt. % level throughout the entire water expanse of the world ocean outside the emission control areas.
The quality indexes of current marine fuels are regulated by the ISO 8217:2012 standard to which conform the Russian state standards GOST 54299-2010 and GOST 32510-2013. In accordance with these standards, marine fuels for diesel engine and boiler-turbine plants are divided into two types:
1) distillate marine fuels designated in accordance with international classification as Marine Diesel Oil (MDO) or Marine Gas Oil (MGO);
2) residual marine fuels (mazut in Russian terminology) are mixtures of residual fractions of various oil refining processes. The international term for residual fuels is Intermediate Fuel Oil (IFO), the most widespread being the brands having viscosities of 180 and 380 mm2/sec at 50°C.
Residual fuel brands account for the major part (80-90%) [1] of the marine fuel volume consumed in the world.
Production of low-sulfur marine fuel could be of economic interest for oil refining companies because of substantial cost difference between high-sulfur fuel oil (mazut) and low-sulfur bunker oil. The cost of marine fuel is fixed at ports at special exchanges and is directly connected with crude oil price quotations. The difference between costs of ultralow-sulfur and high-sulfur fuel oils (ULSFO and HSFO, respectively) is US$150-200/ton [1], which makes it possible to increase revenue substantially from bunkering operations if the ship bunkering volumes are large.
Since marine residual fuel oil is in high demand for marine transport, and there are no crude oils whose residues contain less than 0.1% sulfur, improvement of its quality, i.e., production of residual marine fuels containing less than 0.1 and 0.5 wt. % sulfur is an urgent task.
The foreign technologies known abroad for hydrotreatment of oil residues. namely, Chevron Lummus Global (CLG)RDS/VRDS,Unionfining (UOP) RCD, and Axens Hyvahl processes using fixed catalyst bed, CLG LC-Fining and Axens H-Oil processes using fluidized catalyst bed, and Eni hydroconversion process using suspended bed catalyst, meet the demand for low-sulfur marine fuels [4, 5].
Hydrofining of oil residues in a fixed catalyst bed is the most widespread and developed in the oil industry because of high operational reliability and relative simplicity of equipment design.
In Russia, there are presently no commercial catalysts and direct residual oil hydrotreatment processes. In view of this, it is a task of practical importance to create highly effective residual fuel oil hydrodemetallation and hydrofming catalysts for getting low-sulfur marine fuel.
High content of metals (vanadium and nickel) and asphaltic-resinous compounds is a serious hindrance to heavy crude oil hydrotreatment because it leads to irreversible deactivation of hydrodesulfurization catalysts due to poisoning by treatment byproducts.
Active metal and asphaltene removing systems help protect catalysts of the main bed, lengthens its service life, improves equipment operation conditions by reducing hydraulic resistance of reactors, and enhances energy efficiency and reliability of hydrotreatment processes.
For solving the problem of thorough cleaning of fuel oils in Russia it is essential to develop domestic technologies and create effective catalysts distinguished by higher metal absorbing capacity and higher hydrogenating activity with respect to polycyclic aromatic hydrocarbons and asphaltenes, and more accessible active surface with respect to diffusion of high-molecular-weight oil compounds. For full development of the technology for producing residual marine fuels containing less than 0.5 wt. % sulfur, AO VNII NP (All-Russian Scientific Research Institute of Oil Refining JSC) developed and synthesized samples of demetallation and desulfurization catalysts.
In this work, the investigations were conducted with two types of hydrodemetallation (Ni-Mo/Al2O3,) and hydrodesulfurization (Ni-Mo-W/Al2O3,) catalysts. Straight-run residual oil from West Siberian crude oil whose characteristics are listed in Table 1 was used as the feedstock.
The characteristics of the synthesized laboratory samples of catalysts used in this work for demetallation and hydrodesulfurization are listed in Table 2.
The tests on hydroftning of fuel oil from West Siberian crude were conducted on a pilot hydrogenating plant with circulation of a hydrogen-containing gas in a reactor having a fixed bed of each type of catalyst. A reactor having an inert packing from top to bottom was loaded with 50 cm' of catalyst mixed with equal quantity of silicon carbide.
Before starting the tests, the catalyst was submitted to sulfidation by standard method using a diesel fraction containing 3% dimethyl disulfide (DMDS). After sulfidation, the process parameters were controlled for the respective set conditions. The influence of the process temperature was studied in the 360-420°C range with a feed space velocity of 1 and the influence of feed space velocity was studied in the 0.5-2 h4 range at 420°C. The duration of the tests under each condition was 24 h, the hydrogen/feed ratio was 600 nm3/m3, and the pressure was 15 MPa.
The hydrogenates. after being purged with nitrogen from hydrogen sulfide, were analyzed with respect to the same parameters as to those of the feedstock by standard test methods.
The data on the influence of process temperature on the quality of the liquid reaction products obtained from residual oil on GDM demetallation and DM hydrodesulfurization catalysts are cited in Table 3.
During the tests, heightening of temperature exerted the maximum effect on such product quality parameters as sulfur, nitrogen, vanadium, and nickel contents. The content of sulfur and heavy metals in the product diminished on both the GDM demetallation catalyst and the GM hydrodesulfurization catalyst. Desulfitrization and demetallation occurred more fully on GM than on GDM catalyst lathe 360-420°C range. The maximum degree of hydrodesulfurization reached 74.5 and 92.7 wt. % on GDM and GM catalysts, respectively, at 420°C. On these catalysts the degree of denitration reached 25.9 and 70.3%, respectively.
With rise of temperature, the GM hydrodesulfurization catalyst was also more effective in coking residue conversion than the GDM hydrodemetallation catalyst. In this regard, conversion of asphaltenes on GDM hydrodemetallation catalyst was greater, which is explicable by larger pore size in GDM catalyst, which facilitates diffusion of large asphaltene molecules into the catalyst granules. The hydrodesoulfurization catalyst, in turn, has mid-sized pores and high hydrogenating activity, which are more suitable for sulfur and nitrogen removal and reduction of coking capacity.
Note that more thorough sulfur removal leads to increased yield of fractions boiling out up to 360°C and, consequently, to increased hydrogen consumption.
Since the GM catalyst possesses better desulfurizing properties than the GDM demetallation catalyst, the influence of feed space velocity on the sulfur content in the product was studied only on the GM catalyst. The influence of feed space velocity on the sulfur content in hydrofined residual fuel oil at 420°C process temperature is shown graphically in Fig. 1.

Influence of feed space velocity on sulfur content in hydrogenate at 420°C process temperature.
It was found that sulfur content reduction down to 0.5 wt. % in the hydrofined product is achieved at 15 MPa pressure, 420°C process temperature, and 2 h-1 and lower feed space velocity. Sulfur content below 0.1 wt. % requires more harsh conditions, especially reduction of feed space velocity to 1.1 h-1.
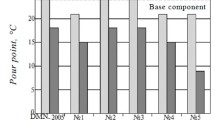
The results of checking of the stability of the GDM and GM catalyst system (1:1 ratio) are plotted in Fig. 2. The tests were conducted under the following conditions: pressure - 15 MPa, overall feed space velocity - 1 h-1, rate of circulation of hydrogen-containing gas - 600 nm3/m3, process temperature in the first reactor - 360-420°C (indicated in Fig. 2), in the second reactor - 360-380°C. As evident from these data, after use of the catalysts for more than 2700 li, the catalysts system continued to perform stably (residual sulfur content in hydrogenate was 0.2-0.4 wt. %).

Results of stability tests of GDM and GM catalysts system.
The data on the quality of average sample of hydrogenate obtained by hydrotreatment of West Siberian oil are cited below.
Density at 15°C, g/m3……………………….... | 898 |
Sulfur content, wt. %.......................................... | 0.21 |
Coking capacity, wt. %...................................... | 2.85 |
Coking capacity, wt. %...................................... | 2.85 |
Asphaltene content, wt. %................................. | 2.9 |
Heavy metal content, mg/kg | |
vanadium……………………………………… | 20.3 |
nickel………………………………………….. | 9.3 |
Yield of fraction boiling out up to 350°C, vol. %........................................................................ | 32.5 |
Degree of demetallation, %: | |
vanadium……………………………………… | 67.4 |
nickel………………………………………….. | 75.5 |
Degree of desulfurization, %............................. | 80.9 |
From the cited data it is evident that in the residual fuel oil hydrodesulfurization process with pre-demetallation on GDM and GM catalysts system a hydrofined product with less than 0.5 wt. % sulfur content can be obtained with simultaneous removal of 82-85 wt. % of heavy metals.
The residual fuel oil obtained by hydrofining was submitted to distillation with collection of fractions boiling out above 300°C to check its conformance to the requirements set for residual marine fuels. The test results are cited in Table 4.
According to the data in Table 4, the fraction boiling out above 300°C meets the GOST 32510 specifications prescribed for RMG-180 marine fuel.
Thus, this work shows the possibility of getting RMG-180 type of marine fuel containing less than 0.5 wt. % sulfur by hydrodesulfurization of residual fuel oil with pre-demetallation on GDM and GM catalysts system. The problem of production of high-viscosity marine fuel containing less than 0.1 wt. % sulfur by hydrotreatment of residual fuel oil can also be solved by developing optimal variants of layer-by-layer loading of the fixed bed of catalysts ear-marked for demetallation and removal of sulfur, coke and nitrogen and by toughening of process parameters.
References
K. V. Kholopov and O. V. Sokolova, Ross. Vneshneékon. Vestn., No. 7, 98-114 (2015).
Methods Proposed by Axens for Producing Marine Fuel [in Russia], VVTS Conf., Russia 2013.
MARPOL 73/78 Int. Convention, Annexure VI (revised). Rules of Prevention of Air Pollution from Marine Vessels [in Russian], TsNIIMF, St. Petersburg (2012).
V. A. Khavkin, L. A. Gulyaeva, and E. A. Chernysheva, Hydrogenation Processes for Producing Marine Fuels [in Russian], Ltd. GUP INKhP RB, Ufa (2013), p. 264.
R. I. Nigmetov, A. F. Nurmukhamedova, and N. V. Popadin, Vestn.AGTU,No. 2,30-35 (2016).
The applied scientific research was conducted by AO PNII NP (All-Russian Scientific Research Institute of Petroleum Refining OJSC) with the financial support of the Ministry of Education and Science of the Russian Federation within the framework of the Federal Targeted Program "It & D in the priority areas of development of science and technological complex of Russia for 2014-2020" in conformity with the Agreement No. 14.576.21.0088 on awarding of a grant for the subject "Development of Technologies of Direct and Indirect Hydrofining of Residual Fuel Oil with Production of Marine Fuel Having Improved Ecological Characteristics" (unique identifier of works RFMEFI57617X0088).
Author information
Authors and Affiliations
Corresponding author
Additional information
Translated from Khimiya i Tekhnologiya Topliv i Masel, No. 6, pp. 3 — 6, November — December, 2018.
Rights and permissions
About this article

Cite this article
Gulyaeva, L.A., Khavkin, V.A., Shmel’kova, O.I. et al. Production of Low-Sulfur High-Viscosity Marine Fuel by Hydrotreatment of Oil Residues. Chem Technol Fuels Oils 54, 669–675 (2019). https://doi.org/10.1007/s10553-019-00974-1
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10553-019-00974-1