
Abstract
A thermotolerant ethanol fermenting yeast strain is a key requirement for effective ethanol production at high temperature. This work aimed to select a thermotolerant yeast producing a high ethanol concentration from molasses and increasing its ethanol production by mutagenesis. Saccharomyces cerevisiae DMKU 3-S087 was selected from 168 ethanol producing strains because it produced the highest ethanol concentration from molasses at 40 °C. Optimization of molasses broth composition was performed by the response surface method using Box–Behnken design. In molasses broth containing optimal total fermentable sugars (TFS) of 200 g/L and optimal (NH4)2SO4 of 1 g/L, with an initial pH of 5.5 by shaking flask cultivation at 40 °C ethanol, productivity and yield were 58.4 ± 0.24 g/L, 1.39 g/L/h and 0.29 g/g, respectively. Batch fermentation in a 5 L stirred-tank fermenter with 3 L optimized molasses broth adjusted to an initial pH of 5.5 and fermentation controlled at 40 °C and 300 rpm agitation resulted in 72.4 g/L ethanol, 1.21 g/L/h productivity and 0.36 g/g yield at 60 h. Strain DMKU 3-S087 improvement was performed by mutagenesis using ultraviolet radiation and ethyl methane sulfonate (EMS). Six EMS mutants produced higher ethanol (65.2 ± 0.48–73.0 ± 0.54 g/L) in molasses broth containing 200 g/L TFS and 1 g/L (NH4)2SO4 by shake flask fermentation at 37 °C than the wild type (59.8 ± 0.25 g/L). Among these mutants, only mutant S087E100-265 produced higher ethanol (62.5 ± 0.26 g/L) than the wild type (59.5 ± 0.02 g/L) at 40 °C. In addition, mutant S087E100-265 showed better tolerance to high sugar concentration, furfural, hydroxymethylfurfural and acetic acid than the wild type.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
High temperature ethanol fermentation is required for effective ethanol production in tropical countries that have elevated temperatures throughout the year. Fermentation at high temperature has several advantages including rapid fermentation rate, reduction of cooling cost and minimizing risk of contamination (Abdel-Banat et al. 2010; Nuanpeng et al. 2016). To achieve high temperature ethanol production, an efficient ethanol fermenting yeast strain that tolerates high temperature is essential (Banat et al. 1998; Limtong et al. 2007a; Techaparin et al. 2017).
Saccharomyces cerevisiae strains have been widely employed in industrial ethanol production (Abdel-Banat et al. 2010; Edgardo et al. 2008). In recent years, many researchers have attempted to explore effective thermotolerant and ethanol fermenting yeast strains and determine their potential in industrial applications. Among numerous reports, the thermotolerant yeast Kluyveromyces marxianus has received increasing interest due to its high thermotolerance (Hu et al. 2012; Limtong et al. 2007a; Nuanpeng et al. 2016; Techaparin et al. 2017). More recently, Pichia kudriavzevii, a new name of Issatchenkia orientalis (Kurtzman et al. 2011), has also been reported for its effective ethanol production at high temperature (Dhaliwal et al. 2011; Yuangsaard et al. 2013). Several reports have focused on selection of thermotolerant strains of S. cerevisiae (Edgardo et al. 2008; Nuanpeng et al. 2016; Techaparin et al. 2017) and genetic improvement of S. cerevisiae strains for increasing thermotolerance and ethanol production (Shahsavarani et al. 2012; Sridhar et al. 2002). Compared with other effective thermotolerant ethanol fermenting yeasts, S. cerevisiae shows better ethanol tolerance (Chi and Arnebory 2000), and some strains exhibit growth and produce ethanol at 42–44 °C (Edgardo et al. 2008; Sree et al. 2000). S. cerevisiae is a facultative anaerobe that shows high rates of growth and ethanol fermentation under anaerobic conditions while other thermotolerant yeasts such as K. marxianus do not (Banat et al. 1998). S. cerevisiae, like K. marxianus, has the ability to ferment different sugars commonly present in various raw materials including glucose, fructose and sucrose (Choi et al. 2010; Edgardo et al. 2008; Phutela and Kaur 2014) whereas P. kudriavzevii cannot ferment sucrose (Kurtzman et al. 2011).
Improvement of ethanol production can be achieved both by process development and ethanol fermenting strain improvement. Different strategies such as mutagenesis, sexual breeding and genetic engineering have been used to improve yeast strains (Bro et al. 2006; Hughes et al. 2012). Sexual breeding and genetic engineering are difficult to perform, time consuming and high in cost, while mutagenesis is simple, easy to carry out and low in cost (Sridhar et al. 2002; Watanabe et al. 2011; Zhang et al. 2014). Mutagenesis by ultraviolet (UV) radiation is the most common method (Hughes et al. 2012), whereas mutagenesis by ethyl methane sulfonate (EMS) is also effective and widely used (Mobini-Dehkordi et al. 2008). UV radiation could result in chemical modification, DNA cleavage, mitotic crossing over and formation of cyclobutene pyrimidine dimer (Capiaghi et al. 2004; Zhang et al. 2014). EMS is an alkylating agent that induces point mutation of a DNA molecule by transition of A–T to G–C base pairs (French et al. 2006).
First-generation bioethanol is generally produced from renewable raw materials including crops rich in sugars e.g. sugarcane, sugar beet and molasses, and crops rich in starch e.g. corn, wheat and cassava (Nigam and Singh 2011; Zabed et al. 2017). Molasses is a by-product of the final stage of sugar crystallization in the sugar industry (Ҫakar et al. 2014a, b). The composition of the compounds in molasses depends on the technology used in sugar factories. Molasses contains approximately 50% total sugar and 32% sucrose (Abubaker et al. 2012 and Gasmalla et al. 2012). In Thailand, molasses is widely used as a raw material for ethanol production due to its abundance, low cost and ease of use.
The aims of this study were to select a thermotolerant yeast strain capable of high ethanol production from molasses at high temperature and to enhance its ethanol production at high temperature by strain improvement. The selected strain was identified on the basis of molecular taxonomy. Optimization of the selected strain for ethanol production from molasses at 40 °C and improvement of the strain by UV and EMS mutagenesis were performed. The superior mutants were investigated for their tolerance to various stresses.
Materials and methods
Yeast strains
A total of 168 thermotolerant yeast strains isolated from various sources (fresh and rotten fruits, palm sugar, honey, soil and water in sugar factories, fermented fruits, and traditional alcoholic beverages) by an enrichment technique using yeast extract dextrose (YPD) broth (10 g/L yeast extract, 20 g/L peptone and 20 g/L glucose) supplemented with 40 ml/L of absolute ethanol, and shake flask incubation at 35 or 40 °C and maintained in the culture collection of the Department of Microbiology, Faculty of Science, Kasetsart University (DMKU) were used in this study. The yeast strains were preserved in yeast extract malt extract (YM) broth (3 g/L yeast extract, 3 g/L malt extract, 5 g/L peptone and 10 g/L glucose) supplemented with 100 g/L glycerol at − 80 °C. Working stock cultures were maintained on yeast extract peptone dextrose (YPD) agar (10 g/L yeast extract, 20 g/L peptone, 20 g/L glucose and 20 g/L agar) slants at 8 °C and sub-cultured every 60 days.
K. marxianus DMKU 3-1042, an effective thermotolerant-ethanol fermenting yeast (Limtong et al. 2007a), was used for comparison.
Screening of thermotolerant yeasts for high ethanol production from molasses at high temperature
A three-step screening of the yeast strains for high ethanol production from molasses at high temperature (40 °C) was carried out. In the first screening, ethanol production was performed in molasses broth containing 160 g/L total fermentable sugars (TFS) and 0.5 g/L (NH4)2SO4, with initial pH of 4.5 in Durham fermentation tubes and static incubation at 40 °C for 96 h. The accumulation of gas in the Durham tubes was recorded, and the ethanol in the culture broth was analyzed by gas chromatography. Strains producing a certain amount of ethanol were selected for further screening. In the second screening, ethanol production was conducted by shake flask cultivation of 100 mL of molasses broth with the same TFS and (NH4)2SO4 concentrations, with an initial pH of 4.5 in a 250 mL Erlenmeyer flask incubated on a rotary shaker (Lab Companion IS-971R, Korea) at 100 rpm and 40 °C for 48 h. The inoculum was prepared by transferring one loop-full of 24 h culture grown on YPD agar into 100 mL of molasses broth containing 20 g/L TFS, 0.5 g/L (NH4)2SO4, 0.15 g/L KH2PO4 and 0.5 g/L MgSO4·7H2O in a 250 mL Erlenmeyer flask and incubated on a rotary shaker at 25 °C and 150 rpm for 24 h. The initial cell concentration was adjusted to an optical density (OD) at 600 nm of 0.5. Strains producing more ethanol than K. marxianus DMKU 3-1042 were selected for further screening. In the third screening, the time-course of ethanol production was determined by shake flask cultivation using the same molasses broth and cultivation conditions and recording growth and ethanol concentration every 6 h for 48 h.
Identification of the selected yeast strain
The selected yeast strain was identified based on comparative analysis of the sequence of the D1/D2 region of the large subunit (LSU) rRNA gene according to the guideline of Kurtzman and Robnett (1998) that strains of ascomycetous yeast species with 0–3 nucleotide differences are conspecific or sister species. The sequence of the D1/D2 region of the LSU rRNA gene was determined from PCR products amplified from genomic DNA, using the primers NL1 and NL4. The method for DNA extraction and amplification of the D1/D2 region of the LSU rRNA gene was as previously described by Limtong et al. (2007b). The PCR product was checked by agarose gel electrophoresis and purified by using the TAINquick Midi purification kit (Tiangen Biotech, China). The purified product was submitted to Macrogen (Korea) for sequencing of the D1/D2 region of the LSU rRNA gene with the primers NL1 and NL4.
Optimization of molasses broth composition for ethanol production by Box–Behnken design
The inoculum was prepared by transferring one loop-full of 24 h culture grown on YPD agar into 100 mL of molasses broth containing 20 g/L TFS, 0.5 g/L (NH4)2SO4, 0.15 g/L KH2PO4 and 0.5 g/L MgSO4·7H2O in a 500 mL Erlenmeyer flask and incubating on a rotary shaker (Lab Companion IS-971R, Korea) at 150 rpm for 24 h. Ethanol fermentation in 500 mL Erlenmeyer flask was performed in triplicate using 200 mL of molasses broth adjusted to pH 5.5 and inoculated with an initial cell concentration of 1.0 as determined by OD at 600 nm. The flasks were incubated on a rotary shaker at 100 rpm and 40 °C.
To identify the optimal nutrient composition for ethanol production of the selected strain, a Box–Behnken design (BBD) was employed. This design has been used to examine the relationship between one or more response variables and a set of quantitative experimental parameters based on response surface methodology. Four variables, namely the concentrations of TFS, (NH4)2SO4, KH2PO4 and MgSO4·7H2O, were used in this study. The experimental design generated by the software Design Expert 10 (STAT-EASE Inc., Minnepolis, USA) with 3 levels (+ 1, 0, − 1) for the four variables are shown in Table 1. The software was designed for 27 experimental runs. The goodness of fit of the regression model was evaluated using the coefficient of determination (R2) and analysis of variance (ANOVA). The variables that significantly affected ethanol concentration and productivity were determined using a confidence level above 95% or a p value less than 0.05.
Ethanol production from molasses by the selected strain in a stirred-tank fermenter
Batch fermentation was carried out in a 5 L stirred-tank fermenter (Marubishi MD-250, Japan) with a 3 L working volume. The inoculum was prepared and inoculated to make an initial cell concentration of 1.0 as determined by OD at 600 nm, using the same method as in the optimization experiments. The molasses broth was composed of the optimal concentrations of TFS, (NH4)2SO4, KH2PO4 and MgSO4·7H2O as determined in the shake flask trials with an initial pH of 5.5. Fermentation was conducted without aeration, temperature and agitation were controlled at 40 °C and 300 rpm, respectively, and samples were taken every 6 h for 72 h.
Increasing ethanol production of the selected strain by mutagenesis
Mutagenesis of the selected strain was performed by using UV and EMS as described by Sridhar et al. (2002) and Mobini-Dehkordi et al. (2008), respectively, with modification. The selected strain was cultivated in 25 mL YPD broth in a 125 mL Erlenmeyer flask on a rotary shaker at 150 rpm and 25 °C for 24 h. In UV mutagenesis, cells were collected, washed, resuspended and adjusted to 107 cells/mL with sterile distilled water. Approximately 10 mL of the cell suspension was transferred to a sterile Petri plate and stirred with a magnetic stirrer. The cell suspension in the plate was irradiated with UV-C rays (180–290 nm) at a distance of 30 cm for 300 s. Samples were taken at 30 s intervals, kept in the dark for 2 h and then tenfold serial diluted with sterile distilled water; then 0.1 mL was spread on YPD agar plate. Colonies were counted after 48 h of incubation at 37 °C and randomly selected. In EMS mutagenesis, cells were collected and resuspended in 0.1 M sodium phosphate buffer (pH 7) to 107 cells/mL. Approximately 5 mL of the cell suspension was added with EMS (50 and 100 µL/mL), mixed and incubated at 37 °C for 60 min. Samples were taken at 15 min intervals. The reaction was stopped by adding 8 mL of 5% sodium thiosulfate. Treated cells were collected and resuspended in sterile distilled water. The EMS treated cell suspension was tenfold serial diluted with sterile distilled water and 0.1 mL was spread on YPD agar plate. Colonies were counted after 48 h of incubation at 37 °C and randomly selected.
Screening of mutants with increased ethanol production at high temperature
To obtain mutants producing more ethanol than the wild type, three-step screening was carried out by shake flask cultivation at 37 and 40 °C in YPD broth and molasses broth. The inoculum was prepared in YPD broth or molasses broth as previously described and inoculated to make an initial cell concentration of 0.5 as determined by OD at 600 nm. The wild type was used for comparison. In the first screening, cultures from colonies that were randomly collected after mutagenesis were cultivated in 50 mL of YPD broth containing 150 g/L glucose in 125 mL Erlenmeyer flask on a rotary shaker at 100 rpm and 37 °C for 48 h. In the second screening, the ethanol production of mutants selected from the primary screening was determined in 50 mL of YPD broth containing 200 g/L glucose and molasses broth containing 200 g/L TFS and 1 g/L (NH4)2SO4 in a 125 mL Erlenmeyer flask. Fermentation was carried out on a rotary shaker at 100 rpm and 37 °C for 48 h. The third screening was carried out by cultivation of the selected mutants that produced high ethanol concentrations at 37 °C in the second screening in the same media as in the secondary screening, but incubation was performed by shaking at 100 rpm and 40 °C for 48 h. All treatments in every experiment were carried out in duplicate.
Characterization of the superior mutants
The mutants with increased ethanol production in molasses broth at 37 °C were investigated for their tolerance to various stresses, namely, high glucose concentration, high ethanol concentration, hydrogen peroxide, furfural, hydroxymethylfurfural (HMF), acetic acid, formic acid, pH (low and high) and high temperature. Inoculum was prepared as previously described and adjusted by sterile distilled water to an OD at 600 nm of 1.0 and then a tenfold serial dilution of the cell suspension was made. Ten microliters of cell suspension was dropped onto the surface of various agar media in plates. In these experiments YPD agar, which contained or was supplemented with the test compounds (1) 400, 450 and 500 g/L glucose, (2) 90, 100 and 110 mL/L ethanol, (3) 3 and 5 mM hydrogen peroxide (H2O2), (4) 5, 7 and 10 mM furfural, (5) 8, 10 and 12 mM HMF, (6) 3, 5 and 7 g/L acetic acid, and (7) 1, 2 and 3 g/L formic acid, was used. In addition, the effect of pH (pH 1, 2 and 3) and temperature (37, 40 and 42 °C) on growth was determined on YPD agar. The plates were incubated at 37 °C for 2–5 days. All treatments in every experiment were performed in duplicate.
Analysis of fermentation parameters
Yeast cell concentration was determined by measuring the OD at 600 nm with a spectrophotometer (UV-1700; Shimadzu, Japan) after washing and resuspending with reverse osmosis water.
Ethanol concentration was analyzed by gas chromatography (Shimadzu GC-2010 Plus, Japan) with a flame ionization detector using an Agilent DB-225 capillary column (0.25 mm inner diameter and 30 m in length) packed with 10% polyethylene glycol-20 M. Operating conditions were as follows: helium was used as the carrier gas at a flow rate of 0.44 mL/min, and the column, injection and detector temperatures were 90, 200 and 250 °C, respectively.
Total fermentable sugar (TFS) concentration was the sum of sucrose, glucose and fructose concentrations analyzed by HPLC (Agilent 1100, Agilent Technologies, USA) with an RI detector and a sugar column (Shodex sugar SC1011, Showa Denko, Japan). Double distilled H2O was used as the mobile phase running at 1.0 mL/min at 80–85 °C.
Results and discussion
Screening of thermotolerant yeasts for high ethanol production from molasses at high temperature
To obtain efficient thermotolerant ethanol fermenting yeast strains, 168 strains were screened in three-steps. The first screening was by fermentation in molasses broth containing 160 g/L TFS and 0.5 g/L (NH4)2SO4 using a Durham fermentation tube and static incubation at 40 °C. Twenty-seven strains accumulated gas in the Durham tubes and produced ethanol in the range of 5.4–48.6 g/L (data not shown). Eighteen strains that produced more than 22.0 g/L of ethanol were selected for the second screening. Ethanol production in the same molasses medium was conducted with shaking flask cultivation at 40 °C for 48 h. Only one strain, namely DMKU 3-S087, produced slightly more ethanol than K. marxianus DMKU 3-1042, and strain DMKU 3-S002 produced the same amount as the reference. In the third screening, the time-course of ethanol production by shaking flask cultivation using the same molasses medium that contained 200 g/L TFS and cultivation conditions was carried out. Results confirmed that strain DMKU 3-S087 had slightly higher ethanol production (49.5 ± 0.07), productivity (1.38 g/L/h) and yield (0.25 g/g) than K. marxianus DMKU 3-1042 (47.6 ± 0.03 g/L, 1.32 g/L/h and 0.24 g/g, respectively). Whereas strain DMKU 3-S002 showed almost the same ethanol concentration, productivity and yield (47.9 ± 0.27 g/L, 1.33 g/L/h and 0.24 g/g, respectively) as DMKU 3-1042. Strain DMKU 3-S087 was thus selected for the optimization of ethanol production from molasses.
In recent years, there have been reports on the selection of thermotolerant strains of S. cerevisiae for high ethanol production at high temperature from various substrates. S. cerevisiae K211, which possessed improved salt-tolerance, was reported to produce 91 g/L ethanol at 35 °C from molasses broth containing 220 g/L total sugar (TS) and its ethanol yield was 0.41 g/g (Morimura et al. 1997). S. cerevisiae R-8 produced 48 g/L of ethanol with a yield of 0.48 g/g at 37 °C from a fermentation broth containing 100 g/L glucose (Brooks 2008). Srimachai et al. (2015) reported a strain of S. cerevisiae produced 11.5 g/L of ethanol with a yield of 0.30 g/g at 37 °C from oil palm frond juice containing 38.8 g/L TS. S. cerevisiae KKU-VN8 was reported to produce 48.5 g/L of ethanol with a yield of 0.24 g/g at 40 °C from sweet sorghum juice containing 200 g/L TS (Techaparin et al. 2017). Nuanpeng et al. (2016) reported that S. cerevisiae DBKKU Y-53 produced 85 g/L of ethanol with a yield of 0.34 g/g at 40 °C from sweet sorghum juice containing 250 g/L TS. Although, strain DMKU 3-S087, which was selected in this study, did not produce as much ethanol when compared with the other strains previously reported, it should be noted that our selection was based on production of ethanol from molasses at 40 °C. This may indicate that this strain is tolerant to toxic compounds in molasses at high temperature.
Identification of strain DMKU 3-S087
Strain DMKU 3-S087 was identified on the basis of molecular taxonomy by analysis of the D1/D2 region of the LSU rRNA gene sequence similarity (Kurtzman and Robnett 1998). The sequence the D1/D2 region of the strain DMKU 3-S087 was identical with the type strain of S. cerevisiae, S. cerevisiae CBS 1171 (GenBank no. AY048154). Therefore, strain DMKU 3-S087 was identified to be S. cerevisiae. The sequence of the D1/D2 of strain DMKU 3-S087 has been deposited as GenBank no. LC386210.
Optimization of medium composition for ethanol production by RSM
The optimal nutrient composition of molasses broth for ethanol production was determined by Box–Behnken factorial design. Four important variables, namely, the concentrations of TFS, (NH4)2SO4, KH2PO4 and MgSO4·7H2O, were used. The ANOVA for a response surface quadratic model of ethanol production and productivity are presented in Table 2. Based on the ANOVA, which gave the level of response as a function of the four independent variables by employing multiple regression analysis, the following regression equations were obtained:
The correlation coefficient (R2) for ethanol production and productivity were relatively high at 0.910 and 0.909, respectively, which were close to 1. This indicated strong models and good predictions of the responses. The result of the regression coefficient revealed that X1 and X2, which represent the concentrations of TFS and (NH4)2SO4, respectively, had significant effects on ethanol production and productivity of S. cerevisiae DMKU 3-S087. The contour plot (Fig. 1) indicated the highest response values for ethanol production in molasses broth consisted of 200 g/L TFS and 1 g/L (NH4)2SO4 when the initial pH was adjusted to 5.5 and shaking incubation at 40 °C and 100 rpm was used. Under this optimal nutrient composition, the ethanol concentration and productivity were predicted to be 57.6 g/L and 1.37 g/L/h, respectively. The ethanol production experiment in molasses broth consisting of optimal nutrient composition resulted in 58.4 ± 0.24 g/L ethanol (Fig. 1a) and 1.39 g/L/h productivity (Fig. 1b), which were consistent with the predicted results. This indicated that the equations obtained were appropriate.

Contour plot showing the effect of total fermentable sugars and (X1) and ammonium sulfate (X2) of S. cerevisiae DMKU 3-S087 on ethanol production (a) and productivity (b)
To confirm the model, the experiment was performed to verify the predicted values; the variables were as follows: 213.04 g/L TFS, 0.87 g/L (NH4)2SO4, 0.97 g/L KH2PO4 and 0.69 g/L MgSO4.7H2O. An ethanol concentration and productivity of 57.7 ± g/L and 1.38 g/L/h, respectively, were obtained under this nutrient composition (data not shown). The actual ethanol concentration and productivity obtained in this study are reliably close to the predicted value (58.3 g/L and 1.39 g/L/h, respectively). It indicated that the model could be used.
Ethanol production from molasses by S. cerevisiae DMKU 3-S087 in a 5 L stirred-tank fermenter
Batch ethanol fermentation by S. cerevisiae DMKU 3-S087 in a 5 L stirred-tank fermenter using 3 L of a molasses broth with the optimal TFS of 200 g/L and optimal (NH4)2SO4 of 1 g/L with an initial pH of 5.5, and fermentation controlled at 40 °C and 300 rpm agitation was carried out. Results showed that high ethanol production of 72.4 g/L after 60 h, a productivity of 1.21 g/L/h and a yield of 0.36 g/g were obtained. The maximal cell concentration determined by OD at 600 nm was 11.64 at 42 h and TFS was reduced to 15.1 g/L at 72 h (Fig. 2).

Time-course of ethanol production (filled circle), growth (filled square) and total fermentable sugars (filled triangle) by S. cerevisiae DMKU 3-S087 in a 5 L stirred-tank fermenter using 3 L of a molasses broth containing 200 g/L total fermentable sugars, 1 g/L (NH4)2SO4 and an initial pH of 5.5. During batch fermentation temperature at 40 °C and agitation at 300 rpm were controlled without aeration
Regarding ethanol production from molasses at high temperature, Candida tropicalis HSC-24 produced 35.0 g/L of ethanol and a yield of 0.18 g/g at 35 °C from molasses broth containing 200 g/L TS with an initial pH of 5.0 after 66 h (Hamouda et al. 2015a). In molasses broth containing 250 g/L TS with an initial pH of 5.0, Pichia veronae HSC-22 produced 32.3 g/L of ethanol and a 0.13 g/g yield at 35 °C after 60 h (Hamouda et al. 2015b). S. cerevisiae CT2.5D produced 32.7 g/L of ethanol and a yield of 0.15 g/g whereas PD1.6H produced 23.1 g/L of ethanol and a yield of 0.11 g/g from molasses broth (22°Brix) at 40 °C (Phong et al. 2016). The result of this study indicated that S. cerevisiae DMKU 3-S087 showed better ethanol production and ethanol yield at high temperature (72.4 g/L and 0.36 g/g at 40 °C) than other strains when molasses was used as the raw material. Therefore, this selected strain is appropriate for industrial ethanol production when molasses is used as a raw material and fermentation is carried out at high or uncontrolled temperature in tropical countries.
Increasing ethanol production of S. cerevisiae DMKU 3-S087 by mutagenesis
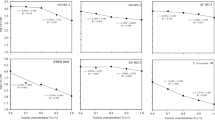
Forty-five colonies from cells surviving after UV mutagenesis of S. cerevisiae DMKU 3-S087 for 300 s, the survival rate being less than 1% (Fig. 3a), were collected. EMS mutagenesis by a low EMS concentration of 50 µL/mL for 45 and 60 min resulted in 35.2 and 14.8% survival rates (Fig. 3b). While the survival rates after treatment with 100 µL/mL EMS for 45 and 60 min were 10.5 and 5.0%, respectively (Fig. 3b). The result indicated that a higher concentration of EMS resulted in higher cell death when long exposure was used. Forty-one and three hundred colonies were randomly collected from the 50 and 100 µL/mL EMS treatments, respectively.

Survival rate of S. cerevisiae DMKU 3-S087 irradiated by UV (a) and treated by EMS (b). Each point was averaged from two determinations
Screening of mutants with increased ethanol production at high temperature
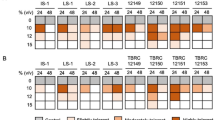
A total of 386 colonies of surviving cells from UV (45 colonies) and EMS (341 colonies) mutagenesis were screened for mutants with increased ethanol production at high temperature. In the first screening, ethanol production was determined by shake flask cultivation in YPD broth containing 150 g/L glucose at 37 °C for 48 h. Results showed that 124 mutants produced ethanol concentrations (46.1 ± 0.09–57.0 ± 0.21 g/L) higher than or equal to that of S. cerevisiae DMKU 3-S087 (46.0 ± 0.13 g/L) (data not shown). The forty mutants with the highest ethanol production, all of which were derived from the EMS treatment, were selected for a second screening. In the second screening, ethanol production was determined using shake flask cultivation in YPD broth containing 200 g/L glucose and in molasses broth containing 200 g/L TFS at 37 °C. In YPD broth containing 200 g/L glucose, the ethanol production of 23 mutants was higher than that of the wild type, and in molasses broth, the ethanol production of 21 mutants was higher than that of the wild type (Fig. 4). Strain S087E100-294 produced the highest ethanol concentration in both media. This mutant produced 80.0 ± 0.19 g/L of ethanol in YPD broth containing 200 g/L glucose and 73.0 ± 0.53 g/L of ethanol in molasses broth, while the wild type produced 72.1 ± 0.11 and 59.8 ± 0.25 g/L of ethanol, respectively. Six mutants with the highest ethanol production from molasses at 37 °C (Table 3) were selected for a third screening, in which ethanol production was determined in the same two media as in the second screening but at 40 °C. Results showed that at 40 °C, three mutants, S087E100-275, S087E100-294 and S087E100-295, produced more ethanol (71.3 ± 0.41–72.6 ± 0.59 g/L) than the wild type (66.5 ± 0.19 g/L) in YPD broth containing 200 g/L glucose. In molasses broth, only mutant S087E100-265 produced slightly more ethanol (62.5 ± 0.26 g/L) than the wild type (59.5 ± 0.02 g/L) (Table 3). It should be noted that the mutants with better ethanol production than the wild type were obtained by EMS mutagenesis.

Ethanol production by S. cerevisiae DMKU 3-S087 (wild type) and 40 mutants, which produced higher ethanol than the wild type in YPD broth containing 150 g/L glucose at 37 °C, in YPD broth containing 200 g/L glucose (open squared) and molasses broth containing 200 g/L total fermentable sugars (filled squared) at 100 rpm and 37 °C for 48 h
The result of this study agreed with several reports that showed mutants obtained by UV and EMS mutagenesis achieved increased ethanol production. S. cerevisiae VS1 and VS3 mutants obtained by UV mutagenesis were found to produce slightly more ethanol from glucose than their wild type at 30 °C (Sridhar et al. 2002). Mobini-Dehkordi et al. (2008) used EMS mutagenesis to increase ethanol production of S. cerevisiae. The mutant mut1 produced 62.0 g/L ethanol at 30 °C, which was 17.3% higher than its wild type.
Characterization of the superior mutants of S. cerevisiae DMKU 3-S087
During the fermentation process, yeast cells are exposed to several stresses including osmotic, ethanol, oxidative and heat stress, all of which have severe effects on cell viability and ethanol production (Gibson et al. 2007; Zhang et al. 2015). Therefore, in addition to efficient ethanol fermentation ability, candidate yeasts to be used in the ethanol production industry must also possess tolerance to these stresses. The degree of stress tolerance of the six superior mutants, S087E100-245, S087E100-265, S087E100-275, S087E100-293, S087E100-294 and S087E100-295 was thus compared with that of the wild type.
The effect of osmotic stress on cell growth of the six mutants was tested by determination of growth on YPD agar containing 400, 450 and 500 g/L glucose at 37 °C. The result, shown in Fig. 5a, was that all six mutants and the wild type grew on media containing 400 and 450 g/L glucose, and three mutants, namely S087E100-265, S087E100-293 and S087E100-295, grew on 500 g/L glucose while the wild type did not. The mutants with a higher osmotolerance were found to produce higher ethanol concentrations. This finding agreed with that reported by Watanabe et al. (2010). The effect of ethanol concentration on growth was determined using YPD agar supplemented with 90, 100 and 110 mL/L ethanol at 37 °C. All mutants showed obviously lower growth than the wild type in 90–100 mL/L ethanol and no growth in 110 mL/L ethanol, the same as the wild type (data not shown). The result of this study revealed that there was no relation of ethanol tolerance and ethanol fermentation, the same finding as was reported by Curran and Khalawan (1994) but different from that reported by Watanabe et al. (2010).


Growth of superior mutants at 37 °C on YPD agar contained high sugar concentration (a), and supplemented with furfural (b), hydroxymethylfurfural (c) and acetic acid (d)
Fermentation at high temperatures induces oxidative stress caused by reactive oxygen species (ROS) free radicals, e.g. superoxide anions (O2−), hydrogen peroxide (H2O2) and hydroxy radicals (HO), inside the cells (Spencer et al. 2014; Zhang et al. 2015). ROS could cause extended lag phases, reducing viability and reducing ethanol production (Gibson et al. 2007; Spencer et al. 2014; Zhang et al. 2015). In the present study, the effect of oxidative stress on growth was determined on YPD agar supplemented with 3 and 5 mM H2O2 at 37 °C. All six superior mutants and the wild type were able to grow under both H2O2 concentrations (data not shown). Therefore, oxidative stress may have less effect on this S. cerevisiae strain.
Browning reaction products, furfural and HMF, are known to inhibit microbial growth and ethanol fermentation (Boyer et al. 1992; Modig et al. 2002). Therefore, in this study, the effect of furfural on the growth of the six superior mutants was determined on YPD agar supplemented with 5, 7 and 10 mM furfural at 37 °C. All six mutants grew in 5 and 7 mM furfural; however, mutant S087E100-294 revealed lower growth than the other mutants and the wild type (Fig. 5b). This mutant could not grow in 10 mM furfural while the other mutants and the wild type could, and mutant S087E100-265 showed slightly better growth. Growth on YPD agar supplemented with 8, 10 and 12 mM HMF was studied at 37 °C. Only mutant S087E100-265 grew better than the other mutants and the wild type on the medium supplemented with 12 mM HMF. Mutant S087E100-294 did not grow on media supplemented with any of the HMF concentrations tested, while the other mutants and the wild type grew (Fig. 5c). Among the mutants, mutant S087E100-265 grew better than the wild type in both high furfural and HMF concentrations, indicating higher tolerance than the wild type to these toxic compounds. The inhibitory effects of furfural and HMF depend on their concentrations and the yeast strain (Taherzadeh and Karimi 2011; Tian et al. 2011). High concentrations of furfural and HMF (3 g/L) were reported to extend the lag phase of S. cerevisiae Y5 (Tian et al. 2011). Growth and ethanol fermentation of Scheffersomyces stipitis are more sensitive to furfural and HMF than are those of K. marxianus (Nitiyon et al. 2016).
The growth of the superior mutants was determined on YPD agar supplemented with 3, 5 and 7 g/L acetic acid at 37 °C. Three mutants, S087E100-245, S087E100-293 and S087E100-295, showed better growth than the wild type on the 5 g/L acetic acid supplemented medium (Fig. 5d). No growth of any of the mutants nor of the wild type was observed on the 7 g/L acetic acid supplemented medium. In addition, the investigation showed that all superior mutants and the wild type grew only on YPD agar supplemented with 1 g/L formic acid, and that there was no growth on 2 and 3 g/L formic acid supplemented media (data not shown). Formic acid shows a stronger inhibitory effect than acetic acid. It is highly hydrophobic at lower concentrations in undissociated form, and due to its lower molecular size, can more easily diffuse into cells than acetic acid (Almeida et al. 2007; Taherzadeh and Karimi 2011).
Growth on YPD agar adjusted to pH 1, 2 and 3 was investigated and the results revealed that all six mutants and the wild type grew well only at pH 3; there was no growth at pH 1 and 2 (data not shown). Growth on an agar medium at 37, 40 and 42 °C was also investigated. All mutants and the wild type grew well at 37 and 40 °C but showed very weak growth at 42 °C (Fig. 6). It was reported that heat stress was found to significantly disturb protein structures and functions, denature and aggregate biomacromolecules, and reduce cell growth and cell viability (Suutari et al. 1990; Verghese et al. 2012). At high temperatures, yeast cells synthesized heat shock proteins (Hsps) that play a role in many types of stress such as heat and ethanol stress (Auesukaree et al. 2012).

Growth of superior mutants on YPD agar at 37, 40 and 42 °C
Conclusions
In the present study, the selected strain, namely S. cerevisiae DMKU 3-S087, revealed high potential for industrial ethanol production when molasses is used as a raw material and fermentation is carried out at high or uncontrolled temperature in tropical countries. For ethanol production at high temperature (40 °C) from molasses, only (NH4)2SO4 was required as an additional nitrogen source. Batch fermentation carried out in a 5 L stirred-tank fermenter with 3 L optimized molasses broth adjusted to an initial pH of 5.5 with fermentation controlled at 40 °C and 300 rpm agitation resulted in 72.4 g/L ethanol at 60 h. Mutagenesis by EMS could be used to improve ethanol production at high temperature.
References
Abdel-Banat BA, Hoshida H, Ano A, Nonklang S, Akada R (2010) High-temperature fermentation: how can processes for ethanol production at high temperatures become superior to the traditional process using mesophilic yeast? Appl Microbiol Biotechnol 85:861–867
Abubaker HO, Sulieman AME, Elamin HB (2012) Utilization of Schizosaccharomyces pombe for production of ethanol from cane molasses. J Microbiol Res 2:36–40
Almeida JR, Modig T, Petersson A, Hähn-Hägerdal B, Lidén G, Gorwa-Grauslund MF (2007) Increased tolerance and conversion of inhibitors in lignocellulosic hydrolysates by Saccharomyces cerevisiae. J Chem Technol Biotechnol 82:340–349
Auesukaree C, Koedrith P, Saenpayavai P, Asvarak T, Benjaphokee S, Sugiyama M, Kaneko Y, Harashima S, Boonchird C (2012) Characterization and gene expression profiles of thermotolerant Saccharomyces cerevisiae isolates from Thai fruits. J Biosci Bioeng 114:144–149
Banat IM, Nigam P, Singh D, Marchant R, McHale AP (1998) Review: ethanol production at elevated temperatures and alcohol concentrations: part I—yeasts in general. World J Microbiol Biotechnol 14:809–821
Boyer LJ, Vega JL, Klasson KT, Clausen EC, Gaddy JL (1992) The effects of furfural on ethanol production by Saccharomyces cereyisiae in batch culture. Biomass Bioenergy 3:41–48
Bro C, Regenberg B, Forster J, Nielsen J (2006) In silico aided metabolic engineering of Saccharomyces cerevisiae for improved bioethanol production. Metab Eng 8:102–111
Brooks AA (2008) Ethanol production potential of local yeast strains isolated from ripe banana peels. Afr J Biotechnol 7:3749–3752
Ҫakar F, Ӧzer I, Özhan Aytekin A, Şahin F (2014a) Improvement production of bacterial cellulose by semi-continuous process in molasses medium. Carbohydr Polym 106:7–13
Ҫakar F, Ӧzer I, Özhan Aytekin A, Şahin F (2014b) Improvement production of bacterial cellulose by semi-continuous process in molasses medium. Carbohydr Polym 106:7–13
Capiaghi C, Ho V, Thoma F (2004) Kinetochores prevent repair of UV damage in Saccharomyces cerevisiae centromeres. Mol Cell Biol 24:6907–6918
Chi Z, Arnebory N (2000) Saccharomyces cerevisiae strains with different degrees of ethanol tolerance exhibit different adaptive responses to produced ethanol. J Ind Microbiol Biotechnol 24:75–78
Choi GW, Um HJ, Kim Y, Kang HW, Kim M, Chung BW, Kim YH (2010) Isolation and characterization of two soil derived yeasts for bioethanol production on cassava starch. Biomass Bioenergy 34:1223–1231
Curran BPG, Khalawan SA (1994) Alcohols lower the threshold temperature for the maximal activation of a heat shock expression vector in the yeast Saccharomyces cerevisiae. Microbiology 140:2225–2228
Dhaliwal SS, Oberoi HS, Sandhu SK, Nanda D, Kumar D, Uppal SK (2011) Enhanced ethanol production from sugarcane juice by galactose adaptation of a newly isolated thermotolerant strain of Pichia kudriavzevii. Bioresour Technol 102:5968–5975
Edgardo A, Carolina P, Manuel R, Juanita F, Jaime B (2008) Selection of thermotolerant yeast strains Saccharomyces cerevisiae for bioethanol production. Enzyme Microb Technol 43:120–123
French CT, Ross CD, Keysar SB, Joshi DD, Lim CU, Fox MH (2006) Comparison of the mutagenic potential of 17 physical and chemical agents analyzed by the flow cytometry mutation assay. Mutat Res 602:14–25
Gasmalla MAA, Yang R, Nikoo M, Man S (2012) Production of ethanol from Sudanese sugar cane molasses and evaluation of its quality. J Food Process Technol 3:1–3
Gibson BR, Lawrence SJ, Leclair JP, Powell CD, Smart KA (2007) Yeast responses to stresses associated with industrial brewery handling. FEMS Microbiol Rev 31:535–569
Hamouda HI, Nassar HN, Madian HR, Abu Amr SS, EI-Gendy NS (2015a) Statistical optimization of batch ethanol fermentation of sugarcane molasses by Candida tropicalis strain HSC-24. Int J Chemtech Res 8:878–889
Hamouda HI, Nassar HN, Madian HR, Abu Amr SS, EI-Gendy NS (2015b) Response surface optimization of bioethanol production from sugarcane molasses by Pichia veronae strain HSC-22. Biotechnol Res Int 2015:905792
Hu N, Yuan B, Sun J, Wang SA, Li FL (2012) Thermotolerant Kluyeromyces marxianus and Saccharomyces cerevisiae strains representing potentials for bioethanol production from Jerusalem artichoke by consolidated bioprocessing. Appl Microbiol Biotechnol 95:1359–1368
Hughes SR, Gibbons WR, Bang SS, Pinkelman R, Bischoff KM, Slininger PJ, Qureshi N, Kurtzman CP, Liu SQ, Saha BC, Jackson JS, Catta MA, Rich JO, Javers JE (2012) Random UV-C mutagenesis of Scheffersomyces (formerly Pichia) stipitis NRRL Y-7124 to improve anaerobic growth on lignocellulosic sugars. J Ind Microbiol Biotechnol 39:163–173
Kurtzman CP (2011) Pichia E.C. Hansen (1904). In: Kurtzman CP, Fell JW, Boekhout T (eds) The yeasts, a taxonomic study, 5th edn. Elsevier, Amsterdam, pp 685–707
Kurtzman CP, Robnett CJ (1998) Identification and phylogeny of ascomycetous yeasts from analysis of nuclear large subunit (26 S) ribosomal DNA partial sequences. Anton Leeuw 73:331–371
Limtong S, Sringiew C, Yongmanitchai W (2007a) Production of fuel ethanol at high temperature from sugar cane juice by a newly isolated Kluyveromyces marxianus. Bioresour Technol 98:3367–3374
Limtong S, Yongmanitchai W, Tun MM, Kawasaki H, Seki T (2007b) Kazachstania siamensis sp. nov., an ascomycetous yeast species from forest soil in Thailand. Int J Syst Evol Microbiol 57:419–422
Mobini-Dehkordi M, Nahvi I, Zarkesh-Esfahani H, Ghaedi K, Tavassoli M, Akada R (2008) Isolation of a novel mutant strain of Saccharomyces cerevisiae by an ethyl methane sulfonate-induced mutagenesis approach as a high producer of bioethanol. J Biosci Bioeng 105:403–408
Modig T, Liden G, Taherzadeh MJ (2002) Inhibition effects of furfural on alcohol dehydrogenase, aldehyde dehydrogenase and pyruvate dehydrogenase. Biochem J 363:769–776
Morimura S, Ling ZY, Kida K (1997) Ethanol production by repeated-batch fermentation at high temperature in a molasses medium containing a high concentration of total sugar by a thermotolerant flocculating yeast with improved salt-tolerance. J Ferment Bioeng 83:271–274
Nigam PS, Singh A (2011) Production of liquid biofuels from renewable resources. Prog Energy Combust Sci 37:52–68
Nitiyon S, Keo-oudone C, Murata M, Lertwattanasakul N, Limtong S, Kosaka T, Yamada M (2016) Efficient conversion of xylose to ethanol by stress tolerant Kluyeromyces marxianus BUNL-21. Springerplus 5:185
Nuanpeng S, Thanonkeo S, Yamada M, Thanonkeo P (2016) Ethanol production from sweet sorghum juice at high temperatures using a newly isolated thermotolerant yeast Saccharomyces cerevisiae DBKKU Y-53. Energies 9:253
Phong HX, Giang NTC, Nitiyon S, Yamada M, Thanonkeo P, Dung NTP (2016) Ethanol production from molasses at high temperature by thermotolerant yeasts isolated from cocoa. Can Tho Univ J Sci 3:32–37
Phutela UG, Kaur J (2014) Process optimization for ethanol production from sweet sorghum juice using Saccharomyces cerevisiae strain NRRLY-2034 by response surface methodology. Sugar Tech 16:411–421
Shahsavarani H, Sugiyama M, Kaneko Y, Chuenchit B, Harashima S (2012) Superior thermotolerance of Saccharomyces cerevisiae for efficient bioethanol fermentation can be achieved by overexpression of RSP5 ubiquitin ligase. Biotechnol Adv 30:1289–1300
Spencer J, Phister TG, Smart KA, Greetham D (2014) Tolerance of pentose utilising yeast to hydrogen peroxide-induced oxidative stress. BMC Res Notes 7:151
Sree NK, Sridhar M, Suresh K, Banat IM, Venkateswar Rao L (2000) Isolation of thermotolerant, osmotolerant, flocculating Saccharomyces cerevisiae for ethanol production. Bioresour Technol 72:43–46
Sridhar M, Sree NK, Rao LV (2002) Effect of UV radiation on thermotolerant, ethanol tolerance and osmotolerant of Saccharomyces cerevisiae VS1 and VS3 strains. Bioresour Technol 83:199–202
Srimachai T, Nuithitikul K, O-thong S, Kongjan P, Panpong K (2015) Optimization and kinetic modeling of ethanol production from oil palm frond juice in batch fermentation. Energy Procedia 79:111–118
Suutari M, Liukkonen K, Laakso S (1990) Temperature adaptation in yeasts: the role of fatty acids. J Gen Microbiol 136:1469–1474
Taherzadeh MJ, Karimi K (2011) Fermentation inhibitors in ethanol processes and different strategies to reduce their effects. In: Pandey A, Larroche C, Ricke SC, Dussap CG, Gnansounou E (eds) Receptor localization. Elsevier, Burlington, pp 287–311
Techaparin A, Thanonkeo P, Klanrit P (2017) High-temperature ethanol production using thermotolerant yeast newly isolated from Greater Mekong Subregion. Braz J Microbiol 48:461–475
Tian S, Zhu J, Yang X (2011) Evaluation of an adapted inhibitor-tolerant yeast strain for ethanol production from combined hydrolysate of softwood. Appl Energy 88:1792–1796
Verghese J, Abrams J, Wang Y, Morano KA (2012) Biology of the heat shock response and protein chaperones: budding yeast (Saccharomyces cerevisiae) as a model system. Microbiol Mol Biol Rev 76:115–158
Watanabe T, Srichuwong S, Arakane M, Tamiya S, Yoshinaga M, Watanabe I, Yamamoto M, Ando A, Tokuyasu K, Nakamura T (2010) Selection of stress-tolerant yeasts for simultaneous saccharification and fermentation (SSF) of very high gravity (VHG) potato mash to ethanol. Bioresour Technol 101:9710–9714
Watanabe T, Watanabe I, Yamamoto M, Ando A, Nakamura T (2011) A UV-induced mutant of Pichia stipitis with increased ethanol production from xylose and selection of a spontaneous mutant with increased ethanol tolerance. Bioresour Technol 102:1844–1848
Yuangsaard N, Yongmanitchai W, Yamada M, Limtong S (2013) Selection and characterization of a newly isolated thermotolerant Pichia kudriavzevii strain for ethanol production at high temperature from cassava starch hydrolysate. Anton Leeuw 103:577–588
Zabed H, Sahu JN, Suely A, Boyce AN, Faruq G (2017) Bioethanol production from renewable sources: current perspectives and technological progress. Renew Sust Energy Rev 71:475–501
Zhang M, Zhu R, Zhang M, Wang S (2014) Creation of an ethanol-tolerant Saccharomyces cerevisiae strain by 266 nm laser radiation and repetitive cultivation. J Biosci Bioeng 118:508–513
Zhang M, Shi J, Jiang L (2015) Modulation of mitochondrial membrane integrity and ROS formation by high temperature in Saccharomyces cerevisiae. Electron J Biotechnol 18:202–209
Funding
This work was supported by the research grant from the Faculty of Science, Kasetsart University, Bangkok, Thailand and the Thailand Research Fund through the TRF Research-Team Promotion Grant RTA6080004.
Author information
Authors and Affiliations
Contributions
SP: Performed research and wrote the paper, NL: Data discussion and checking the paper, MY: Data discussion and checking the paper, SL: Designed study, data discussion and wrote the paper.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that there are no conflicts of interest.
Ethical approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Pattanakittivorakul, S., Lertwattanasakul, N., Yamada, M. et al. Selection of thermotolerant Saccharomyces cerevisiae for high temperature ethanol production from molasses and increasing ethanol production by strain improvement. Antonie van Leeuwenhoek 112, 975–990 (2019). https://doi.org/10.1007/s10482-019-01230-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10482-019-01230-6