
Abstract
This paper studies the effect of particle system on the quasistatic compression behavior and damage accumulation of high solids loading polymer-particle composites. To isolate the effect of particle system, two binary polymer-particle composites are fabricated with either crystalline silica sand or sodium chloride at 80% nominal particle weight fractions in a polydimethylsiloxane matrix. The particle size distributions are controlled with a median particle size of 312 ± 12 micrometers. Near fully-dense right circular composite cylinders with nominal diameter of 25.4 mm and nominal height of 18.8 mm are compressed under monotonic and cyclic loadings in a uniaxial, unconfined configuration. Under monotonic loadings, the compression modulus of the sodium chloride composites are nearly 7 times larger than the compression modulus of the silica sand composites. Novel experiments performing cyclic loadings at small strains assess material damage through changes in peak stresses and apparent stiffness with strain and cycle number. Both composites reached a decreasing peak stress with cycle number at the same strain suggesting damage similarly initiates at low strains and accumulates with repeat loadings. The bulk composite strength and damage observations are discussed in the context of single-particle fracture strength estimated from a pressure-volume analysis of their uniaxial confined compression behavior. The increased bulk compressive strength of the sodium chloride composite despite the lower estimated particle strength suggests that particle shape has a larger effect on low-strain compression behavior than particle strength in these high-solids-loading composites. Quantitative segmentation of X-ray micro-computed tomographic images using an unsupervised k-means clustering algorithm into polymer and particle spatial distributions observes that damage initiates at the sample boundaries. It is presented that the unsupervised segmentation of the low-contrast X-ray images quantitatively agrees with measurements of ingredient mass fractions taken during fabrication and is largely insensitive to typical image pre-processing steps of image sharpening and filtering.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The deformation and damage behavior of polymer-particle composites is inherently complex due to the dependence on both the individual constituents and their interfaces. For low solids loading polymer-particle composites (\(\le\)30 wt%), a variety of polymer and particle material combinations have been studied for their quasistatic strength, and thermal or conductivity enhancement [1,2,3]. A growing area of research is focused on natural fiber plastic composites (NFPCs) or hybrid biocomposites which include wood polymer composites (WPC), fiber reinforced polymer composites (FRP) and ecocomposites or green composites that broadly encompass organic and inorganic fillers at moderate (30-60 wt%) solids loading in the polymer matrix. The development of composites with recycled or waste materials seeks to lower their environmental impact through reduced dependency on petroleum-based products and efficient waste management for the preservation of natural resources. These green polymer-particle composites are used in a vast and growing number of applications including rail, automotive and aviation industries, building construction, and furniture [4,5,6,7,8]. Examples with higher solids loading (up to 80 wt%) are fewer as fabrication conditions become more difficult and compression molding is often preferred [7,8,9]. Applications of these NFPCs are largely concerned with the flexure, compressive, and impact properties of the resulting bulk composite [10].
When composites have high filler fractions (\(\ge\)80 wt%), the number of interparticle connections increase developing contact networks capable of supporting greater stress states [11, 12], promoting thermal transport [13], enhancing energy absorption for improved isolation from mechanical vibration and impact [14], and enabling novel stimuli-responsive reinforced polymer composites [15, 16]. One prevalent category of high solids loading composites are energetic materials including plastic-bonded explosives (PBX), solid rocket propellants, and their associated mock materials common in propulsion applications like space exploration and the civil sector for oil and gas drilling and mining. These materials are dtinguished from NFPCs as their particles include organic crystals with brittle behaviors embedded within a viscoelastic polymer matrix. Additionally, while the role of pre-processing treatments for optimized interfacial properties between the polymer and particles has been extensively studied with hybrid biocomposites [17], such treatments are largely unstudied between the crystalline particles and polymer matrix in energetic materials. Thus, damage initiation is of much interest [18,19,20,21] and opportunities exist for improved safety with enhanced damage tolerant energetics [22].
This class of high solids loading polymer-particle composites exhibit disparate mechanical behaviors of viscoelastic solids under small deformations and of granular media under large deformations [23]. Damage to the composite may occur in the polymer matrix (rupture), at the polymer-particle interfaces (debonding, shear-induced dilatation, particle rearrangement), or in the particles (fracture). Current literature on high solids loading polymer-particle composites has focused on studying the effect of polymer type, particle size, filler weight fraction, or processing variables on bulk material response and damage. Herman et al. compared mechanical response of a 95 wt% 5-iodo-2’-deoxyuridine solids loading varying particle size, pressing temperature and polymer composition, showing the polymer matrix dominates mechanical response while particle size and pressing conditions have a lesser, yet measurable effect on response [18]. Agarwal and Gonzalez investigated both the effect of cyclic loading and time-recovery on 85 wt% sugar solids loading with aluminum additive content in several samples. It was shown that the majority of damage was accumulated near the core of cylindrical samples under uniaxial compression in the form of interfacial debonding and particle rearrangement [19]. Rae et al. examined the influence of microstructure on three PBXs with varying polymer systems and found failure begins with debonding near larger particles [24, 25].
These studies often offer limited characterization of the filler particle strength and are generally complex, multi-constituent formulations making the data less amenable to the development of deformation and damage material models. The current state-of-the-art in modeling polymer-particle composite deformation and damage behavior at the macroscale has largely been developed from the PBX [26,27,28,29,30] and propellant [31, 32] material perspective, and influenced by ideas from other aggregate composite materials such as concrete [33]. Such models typically include mechanisms for viscoelasticity, damage, and accumulation of permanent strain (plasticity) [26]; however, the specific form of these mechanisms varies widely across models. The damage evolution laws include formulations based on statistical crack mechanics (SCRAM) theory [34], material porosity/density [27], anisotropic damage evolution using a microplane approach [35], and various others [26]. While the models do incorporate some damage mechanism(s) of varying sophistication, generally no distinction is made between intra-particle and inter-particle cracking at the interface between the particles and polymer matrix (debonding). It is hypothesized that the opening of cracks leads to increased porosity and increased particle mobility to rotate and rearrange within the matrix resulting in positive macroscale volume strain, suggesting that damage and permanent strain evolve in a coupled manner [26, 30]. Mesoscale modeling approaches such as the recent study by Clemmer et al. [36] begin to provide insight, but corresponding experimental discovery is also needed to discern the complex coupling between these phenomena.
Our research directly studies the effect of particle system on the deformation behavior of high solids loading polymer-particle composites with an experimental methodology and new datasets suitable to advance damage accumulation modeling. To do so, our objectives are three fold: 1) develop an exemplar polymer-particle composite that can be fabricated with different particle systems having consistent size distributions, 2) utilize techniques from the powder compression community to characterize the single-particle fracture strength of each particle system, and 3) measure both monotonic and cyclic bulk compression behavior of the composite observing the accumulation of damage with strain and cycle number. Unique to this work is the development of a binary polymer-particle system and fabrication processing incorporating a well-characterized polymer matrix and two different crystalline particle systems. Such a dataset provides valuable new information to the broader composites community addressing knowledge gaps on the role of fillers on mechanical behavior and provides new studies on damage evolution that support continued model advancement. Filling this knowledge gap ultimately supports development of new functional composite materials, such as exploring new filler formulations for green rocket propellants [37], high temperature thermal protection systems [38], thermal interface materials [39], improved performance automobile tires [40], advanced syntactic foams [41], and new concepts for novel filler systems [42].
This paper is organized as follows. Section 2 discusses the materials used and characterizes the particle systems including size distributions, optical images, and particle fracture strengths. Section 3 presents monotonic and cyclic quasistatic compression data exploring the differences in bulk composite deformation and damage accumulation due to changes in particle system. Section 4 discusses the technique for volumetrically characterizing the manufactured composites by segmentation and analyzes microstructural changes after compression to 10% strain in one composite. Finally, Section 5 summarizes this research and provides concluding remarks.
2 Materials and Characterization
Polymer-particle composites composed of a polydimethylsiloxane (PDMS) binder and either silica sand or sodium chloride particles are fabricated via a custom process. PDMS is a polymeric silicone compound widely used within the polymer-particle composite literature [43,44,45,46]. PDMS can accept many particle systems and its mechanical properties can be controlled based on curing parameters and mixture ratios. Sylgard 184® is used in this study as it is already well characterized which is amenable to model development [47,48,49]. Composites with high solids loading often use crystalline particle systems in the nanometer to micrometer size range. Silica sand and sodium chloride are selected as they are both crystalline, inert, and have differing strengths.
2.1 Composite Fabrication
A process to create 25.4-mm-diameter, right cylindrical, high solids loading polymer-particle composites with dimensional repeatability and tight control of perpendicularity and parallelism is developed. Figure 1 displays the fabrication workflow illustrating mixing the Sylgard 184® with the desired mass fraction of particles and curing in a custom mold at elevated temperature and pressure. For the mixing process, particles are degassed for approximately 15 min to remove any absorbed moisture. 10 parts Sylgard 184® base and 1 part curing agent are hand mixed for two minutes then degassed to remove entrapped air. After no air bubbles are visible in the Sylgard 184®, particles (Fig. 1a) are hand mixed for two minutes to ensure the particles are completely wetted by the Sylgard 184®. This process introduces air into the mixture, so additional degassing is required. For the curing process, the slurry is loaded into the aluminum mold in two increments (Fig. 1b) and degassed after each increment. Multiple degassing steps attempt to remove all air but a small amount of air remains in the mixture. After the second degassing, an aluminum plate with threaded holes is fastened to the top of the fixture. Driver bolts are torqued to apply a nominal preload pressure of 10.5 MPa (1530 psi). Applied pressure during curing is necessary to achieve high solids loadings and dimensional repeatability. The fixture is then placed in a Thermotron Bench Top Environmental Test Chamber S\(-\)1.5-8200 (Fig. 1c) which ramps temperature up to 71 \(^{\circ }\)C at 10 \(^{\circ }\)C per minute, holds at 71 \(^{\circ }\)C for 16 h, and cools for an additional two hours to allow for handling of the mold. This cycle was chosen to match published Sylgard 184® curing parameters [47]. The mold is removed from the chamber and samples (Fig. 1d) are pressed out of the mold before undergoing a conditioning phase for a minimum of 88 h prior to testing per ASTM D618-21 [50]. During the conditioning phase and storage between testing, particles and composite samples are kept in a Terra Universal ValuLine™ ES™, Static Dissipative polyvinyl chloride desiccator cabinet with silica gel desiccant.

a Particle and polymer ingredients. b Illustration of mold showing driver bolts, PEEK pistons and the composite slurry. c Image of Thermotron Benchtop Environmental Test Chamber S\(-\)1.5-8200. d Photograph of representative final composite sample with right cylindrical shape
The final sample diameter, height and mass are measured. Fabricated samples have nominal height of 25.4 mm, face perpendicularity within 25 \(\mu\)m to the central axis and face parallelism within 200 \(\mu\)m. To improve consistency of sample height for uniaxial compression, samples were faced to a nominal height of 18.84 ± 0.05 mm resulting in a length-to-diameter ratio of 0.74. Nominal polymer mass fraction is 19.6 ± 1.0% and the nominal particle mass fraction is 80.4 ± 1.0%. Theoretical maximum densities (TMD) are calculated between 90% and 97% for the varying polymer-particle composites with constituent solid densities of 1.03 g/cm\(^3\) for the Sylgard 184®, 2.65 g/cm\(^3\) for silica sand, and 2.16 g/cm\(^3\) for the sodium chloride. Shore A hardness is taken after the sample has undergone its conditioning phase. Based on Shore A hardness measurements of 86 to 96, the composites qualify as a rigid plastic.
2.2 Particle Systems
The particle system consisted of either silica sand (CAS# 14808-60-7) purchased from GFI Chemicals or sodium chloride purchased from HEB (CAS# 7647-14-5). Particle size distributions were measured with a LA-960V2 Horiba Particle Size Analyzer. Table 1 shows the 10%, 50% and 90% cumulative size distribution percents and Fig. 2 shows the probability distribution functions for two batches of as-purchased silica sand (SS1, SS2) and one batch of sieved sodium chloride (SC1). The sodium chloride particles are sieved through a screen with 300 \(\mu\)m openings for 7 min. Using these sieving parameters, the median particle size of the sieved sodium chloride is within 25 \(\mu\)m of both silica sand median particle sizes. As seen in Fig. 2, the difference between probability distribution function bins for each particle system is at most 6.5%. Based on the particle size measurements and the known challenges in controlling particle size by sieving when particle shape varies [51], we consider the size distributions to be well matched between the silica sand and sodium chloride particle systems.

Probability distribution function distribution of the silica sand 1 (SS1), silica sand 2 (SS2), and sodium chloride 1 (SC1) particle system
Figure 3 shows optical images of the particles using an Olympus DXS 500 microscope. Silica sand particles are ellipsoids with varying aspect ratios whereas the sodium chloride particles are cubic. Fine particles of sodium chloride (defined as < 100 \(\mu\)m) appear in the optical images and are approximately 2.5% of the particle system (Fig. 2).

Optical image of a silica sand particles and b sieved sodium chloride particles
2.3 Particle Fracture Strength
Unique to this study is an assessment of the single particle fracture strength of the composite filler. Prior literature has estimated single particle fracture strength based on features of a bulk powder stress–strain curve [52, 53] and have shown good agreement with the strength of single particles measured by nanoscale compression techniques [54]. This analysis uses a pressure-volume relationship derived for uniaxial confined compression that simplifies at large strains to a linear relationship shown in Eq. 1 [52]. Here, P is the stress applied to the confined particles while under compressive natural strain \(\varepsilon\).
By rearranging Eq. 1 [52], apparent single particle fracture strength, \(\tau _{0}^{'}\), can be estimated using the y-axis intercept \(\ln (\tau _{0}^{'}/\alpha ^{'})\) and slope \(\alpha ^{'}\) when fitted to a bulk powder compression curve. The estimated apparent particle fracture strength found using this methodology allows a quantitative comparison between our silica sand and sodium chloride particle systems.
To measure the bulk compression curve of each particle system, a confined uniaxial compression fixture largely following that of Cooper et al. [54] is manufactured out of a 304 stainless steel die body with nominal outer diameter of 25.40 mm and inner diameter of 6.35 mm. The compression rams consist of 52100 tool steel class Z no-go plug gauge pins with diameter of 6.347 ± 0.003 mm. The compression fixture is placed in an Instron 3367 load frame as illustrated in Fig. 4 with a 2530-10kN load cell. The compression fixture compliance is measured with load applied to the top ram via the Instron platen and no sample installed (Fig. 4a). Figure 4b illustrates the arrangement for compressing a small mass of particles at a rate of 0.1 mm/min until machine load limitations are reached at 9.9 kN. The height of the powder bed sample h is calculated from the Instron displacement measurement, the compliance curve, and ram lengths.

Schematic of powder compression fixture mounted between Instron 3367 platens. a Configuration with no sample for measurement of compression fixture compliance and b configuration for compressing a powder sample with a load applied to the top ram and calculated sample height, h

Silica sand and sodium chloride particle compression data from the 10 kN Instron 3367. Average measured single particle fracture strength of the 5 tests are annotated next to the representative particle compression data. Solid black lines represent the compression data. Equation 1 is fitted (dashed lines) to the data at high strains and extrapolated to the y-axis yielding an estimate of single particle fracture strength
The representative bulk compression data for the SS2 and SC1 particle systems are plotted in Fig. 5 as the natural logarithm of applied stress P versus the natural strain, \(\varepsilon = \ln (h_0/h)\). Solid black lines on Fig. 5 represent the compression data. Equation 1 is fitted to the data (dashed lines) at high strains and extrapolated to the y-axis yielding an estimate of single particle fracture strength. Extrapolated particle fracture strength for the average of 5 tests of each particle system is annotated on Fig. 5. Table 2 displays the average and standard deviations of 5 bulk particle mass measurements, initial bulk densities, bulk particle aspect ratios, and measured particle fracture strengths for each particle system tested. Similar data for repeat particle compression tests appear in Table A.7. Uncertainties in the reported values are due to compression fixture tolerances and load cell uncertainty. Bulk compressibility and compliance corrections were applied to the stress–strain data in post-processing.
SS1 was not tested but is expected to have similar particle fracture strength to SS2 due to nearly identical size distributions. Other reported strength measurements for silica sand include 37 MPa yield stress for particles between 300 and 600 \(\mu\)m [55], and 61.76 MPa individual crushing strength for particles between 250 and 300 \(\mu\)m [56]. These values are lower than our apparent particle fracture strength measurements, but information on full particle size distribution and aspect ratio is lacking in other literature. No similar studies were found on the bulk compression of sodium chloride particles that quantify particle fracture strength. Measurement of particle fracture strength from bulk powder compression methods is subject to variability based on aspect ratio of initial powder height to diameter (wall friction effects), particle size and shape (friction, jamming effects), and compression rate [54]. While a direct data comparison to literature is limited, it is possible to conclude that the silica sand particles have an estimated fracture strength an order of magnitude larger than the sodium chloride particles used in our composites.
3 Particle Influence on Quasistatic Compression Behavior of Composites
This section presents compression tests performed within the quasistatic regime where inertial forces are negligible and the sample is assumed to be in stress equilibrium during the slow rate compression. Monotonic testing has been used previously to characterize bulk stress–strain behavior while varying particle size [18] and solids loading (\(\le 50\)% weight) [1]. Cyclic testing combined with X-ray micro-computed tomography (micro-CT) in-situ [57] and ex-situ [19] on high solids loading polymer-particle composites has explored damage of these composites during loading cycles. Based on the quasistatic literature, material damage is most likely due to debonding of the polymer-particle interface which is known to occur at small strains [19, 24, 25]. Here, we explore the monotonic and cyclic compression behavior to assess the onset and accumulation of damage that must be occurring due to debonding at small strains and stresses much lower than the estimated particle fracture strength (Section 2.3).
Both monotonic and cyclic tests were performed to characterize bulk material response and damage behavior of our binary composites with the different particle systems using an Instron 3367 load frame with a 2530-10kN load cell at a compression rate of 1.3 mm/minute per ASTM D695 Compression Testing of Rigid Plastics [58]. The data is corrected for apparatus compliance. Multiple tests for each type of compressive loading were performed to assess material behavior given the inherent randomness of particle arrangement within the bulk composite. Table 3 provides details of the text matrix including sample details of particle system, size, particle mass fraction (MF), particle volume fraction (VF), and solid density fraction (% theoretical maximum density) for all quasistatic compression experiments. Uncertainties in measured sample geometry and mass correspond to ±0.05 mm and ±0.5 mg. These propagate to particle mass fraction, volume fraction, and TMD uncertainties of ±1.0%, ±1.5%, and ±2.2% for all samples in Table 3.
3.1 Monotonic Compression
Figure 6 plots the monotonic compressive response of four silica sand and four sodium chloride composites listed in Table 3. These curves exhibit the four regions outlined in [20] for polymer-particle composite compression behavior including 1) an initial nonlinear loading region as the compression platens contact the top and bottom surface of the composite, 2) a linear region where the composite is elastically compressing, 3) a region where the response begins to roll over and damage begins to occur, 4) a region of crush and significant loss of strength.

Monotonic compression stress–strain curves for the four silica sand and four sodium chloride tests of Table 3
From the data of Fig. 6, the compression modulus (calculated between stresses of 15% to 70% ultimate strength), ultimate strength, and strain at ultimate strength are tabulated for the composites in Table 4. Also given in Table 4 is the compression modulus for neat Sylgard 184® that was measured in a similar manner. The addition of fillers increases compression modulus by over two orders of magnitude in both composite systems as compared to the polymer alone. Uncertainty in the reported values comes from both load cell uncertainty and standard error of the mean.
Table 4 shows the sodium chloride composites have a compression modulus that is approximately 7 times larger than the silica sand composites despite the sodium chloride particles having a lower fracture strength. However, sodium chloride composites appear less damage tolerant and begin accumulating damage at lower strains (\(\sim\)1%, Fig. 6). The increase in compression modulus for the sodium chloride is potentially due to additional interparticle contacts of the rectangular-shaped particles promoting jamming and preventing rearrangement. Differences in strain at ultimate strength and overall monotonic stress–strain behavior show that these silica sand composites behave in a more ductile manner whereas sodium chloride composites exhibit a quasi-brittle behavior. Composite ultimate strengths are within 0.38 MPa each other suggesting the polymer matrix dominates compression ultimate strength [18].
3.2 Cyclic Compression
Cyclic testing is performed to explore the onset of damage accumulation at small strains. Agarwal and Gonzalez performed cyclic testing on polymer bonded sugars (some with aluminum filler) where the composite was loaded to a strain near its ultimate strength, unloaded to a lower strain bound, then reloaded to the strain near ultimate strength [19]. The composite was subsequently loaded and unloaded between these bounds for over twenty cycles. The composite was continually damaged until material stabilization appeared to occur by the twentieth cycle. They did not investigate material damage at low strains in the linear regions of the material response curves. Chen et al. performed cyclic testing on a PBX mock at low strains (\(\le 2\%\)) and observed that material damage increased with strain [20]. Repeat tests at the same strains were not performed. Considering these two prior studies, we perform repeat cyclic compression testing at small strains on the same sample to assess material damage via changes in peak stresses and apparent stiffness with strain and cycle number.
Figure 7 displays the stress–strain response from cyclic testing of a silica sand composite (SiO\(_2\)_5 of Table 3) overlayed with the monotonic curve from Fig. 6. Similar data for repeat samples appear in Table B.8. The strain is increased in 5 increments between 0% and nearly 5% strain and 5 reload cycles are performed at each strain level. Strain is plotted relative to the initial sample height before the first loading event. For each of these discrete cyclic tests, one loading and unloading curve is measured, then the compression platens completely removed from the sample. Five loading cycles are applied to the sample at each strain prior to an increase in applied strain. At the compression rate of 1.3 mm/minute, composites are loaded for approximately 9 s and unloaded for 9 s for each 1% strain applied. The loading cycles are followed by 30 s to reset and begin the next loading cycle. The total time between each discrete test is between 50 and 120 s.

Several notable trends are observed in Fig. 7. First, the silica sand composite continues to reach higher peak stresses with increasing strain indicating some degree of strain hardening is occurring. This cyclic test envelope is enclosed by the overlayed monotonic curve as has been observed by others [26]. Second, the composite shows evidence of damage for repeated tests at the same strain as the composite reaches lower peak stresses at maximum strain. This behavior occurs even for strains that appear to be in the linear region of the monotonic curve (\(<2\)%), but is most evident at the larger strains (\(>2\)%). With repeated tests to a given strain, the bulk strength appears to approach a constant peak stress value as has been reported previously [19]. Similar to the effect of cycle number on peak stress, a damage effect is also observed from the loading tangent moduli (stiffness) which successively decreases with each reloading cycle and incremental increase to the next higher strain level. Evidence of plasticity appears as permanent strain accumulated after each reload cycle that is not fully recovered upon unloading. While it is difficult to see in Fig. 7 that the sample does not fully recover to 0% strain when fully unloaded, a slight increase in the strain amount at the peak stress of each reload cycle is visible since strain is calculated and plotted relative to the initial pre-test sample height. This observation of permanent strain is similar (although significantly less pronounced) to the TATB-based material of [26] and may be related to their longer times of relaxation under load and unloaded recovery (e.g., hour(s) in [26] versus minute(s) for this work).

Figure 8 displays the stress–strain response from cyclic testing of a sodium chloride composite (NaCl_6 of Table 3) overlayed with the monotonic curve from Fig. 6. Similar data for repeat samples appear in Table B.9. In contrast to the silica sand composite (Fig. 7), the sodium chloride composite shows continuous degradation in peak stresses as strain is increased beyond 2%. As shown previously, the composite shows evidence of damage for repeated tests at the same strain as the composite reaches lower peak stresses at maximum strain. From Figs. 7 and 8, it can be inferred that damage is occurring during the linear region of monotonic compression at low strains even though the roll over region 3 [20] has not yet been reached. If silica sand cyclic testing is extended to higher strains, it can be expected to follow the trend of increasing peak strength until past 7.3% strain (SiO\(_2\) strain at ultimate strength), where strain softening is then expected.
To ensure material relaxation and repeated platen removal between the discrete cyclic tests of Figs. 7 and 8 did not impact material response, additional cyclic testing was performed except the sample was never completely unloaded between repeat cycles or prior to the 5 strain increments between 0% and nearly 5%. Figures 9 and 10 plot the stress–strain response from cyclic testing of a silica sand composite (SiO\(_2\)_9 of Table 3) and a sodium chloride composite (NaCl_8 of Table 3). Similar data for repeat samples appear in Table B.10. Compression platens loaded the composite to the desired strain followed by unloading to a low threshold of 5 N. Subsequent loading then began again. In Figs. 9 and 10, the mechanical behaviors of both composites are nearly identical to the testing with complete unloading between cycles of Figs. 7 and 8. These short-duration material relaxations between tests do not appear to affect material response. As seen previously in Figs. 7 and 8 and now in Fig. 9, the cyclic compressive response appears to approach that of the monotonic curve as compression is applied past the previously loaded strain. This behavior is similar to that seen in the cyclic compression tests of a TATB-based material by [26], and indicates that the overall behavior of these composites is not changed by cyclic loading. Additionally, permanent strain is accumulated after each new load level showing there are two distinct macroscale mechanisms that limit stress/ load carrying capacity: one that reduces the material’s stiffness (damage) and one that incurs permanent strain (macroscopic plasticity). By contrast, the TATB-based material only showed an accumulation of permanent strain between cycles with no changes in stiffness [26]. While interesting to note this comparison, since both particle filler and binder are different between the current materials and prior study of [26], it is not possible to draw any conclusions about what drives the different behaviors. We can hypothesize, however, that it is likely the distinct combination of mesoscopic mechanisms (debonding, porosity evolution, etc.) specific to a particular particulate filler-binder combination that govern how stress-limiting behavior is manifested at the macroscale. Volumetric characterization in the next section investigates the spatial evolution of damage within a silica sand composite after monotonic loading.

Cyclic compression stress–strain curve for silica sand composite (SiO\(_2\)_9 from Table 3). The testing was performed without unloading the sample between loading-unloading cycles

Cyclic compression stress–strain curve for sodium chloride composite (NaCl\(_2\)_8 from Table 3). The testing was performed without unloading the sample between loading-unloading cycles
4 Damage Assessment by Micro-CT
X-ray micro-computed tomography is commonly used in polymer-particle composite literature to assess spatial damage evolution within the material after mechanical stimuli. Micro-CT grayscale images can be segmented in a variety of ways to extract individual composite constituents. Agarwal and Gonzalez used grayscale intensity bounds to match micro-CT measured volume fractions of porosity and composite constituents to lab-measured volume fractions [19]. Manner et al. performed a similar method on several plastic bonded explosives scanned during compression [59]. Chen et al. fitted a summation of two independent Gaussian functions to the grayscale distribution where intensity bounds were identified using means and standard deviations of the Gaussian functions [20]. Utilizing a segmentation scheme that requires user-defined thresholding is known to be sensitive to the selected grayscale intensity threshold [60]. For this study, we avoid user-controlled thresholding methods for segmentation of micro-CT images and utilize an unsupervised k-means clustering algorithm (kmeans() [61] in MATLAB) previously shown to perform well in the segmentation of low-contrast images [62]. We apply this segmentation method to images from one of our polymer-particle composites for the purpose of characterizing the particle distribution uniformity within the fabricated sample and to compare spatial changes in particle distribution after monotonic compression. The following sections present data from the silica sand composite, SiO\(_2\)_1 of Table 3.
4.1 Micro-CT Segmentation and Analysis
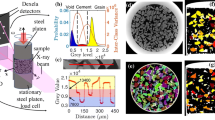
A North Star Imaging X50 micro-CT machine imaged the entire sample volume with a 24.131 \(\mu\)m voxel resolution. Using the MATLAB Image Processing Toolbox [63], individual images are pre-processed by radially flattening grayscale intensities and performing denoising (filtering) and edge enhancement (sharpening). Finally, the k-means clustering algorithm segmented the image identifying data clusters corresponding to the sample constituents (e.g., polymer, particle, void).
To demonstrate this image processing workflow and assess the uncertainty of each pre-processing step on the k-means segmentation result, one micro-CT image is examined further. Figure 11 provides the raw micro-CT image and corresponding segmentation output resulting from the application of different pre-processing steps. Here, we present a subset of the full image to facilitate visual observation of the small changes in segmentation output. Figure 11a shows the raw grayscale image where the lowest intensity pixels correspond to voids, the highest intensity pixels correspond to silica sand, and the intermediate intensity pixels correspond to the polymer. Applying the k-means algorithm directly to Fig. 11a results in detecting numerous false voids which appear as dark speckles in Fig. 11b. Applying a 2D Gaussian filter before segmentation effectively eliminates the occurrence of false voids as shown in Fig. 11c. However, the filtering function lowers the contrast at constituent interfaces which is countered by a sharpening the image for a segmentation result shown in Fig. 11d.

Micro-CT and segmented images for silica sand sample SiO\(_2\)_1 from Table 3. Only a subset of the full-field images are shown to aid visual observation. a Grayscale section of a micro-CT slice. Voids correspond to lowest intensity pixels (dark blue), silica sand correspond to the highest intensity pixels (light blue) and polymer (yellow) corresponds to the intermediate intensity pixels. b k-means clustered image of (a) using no pre-processing functions. c k-means clustered image using a filtering function on (a). d k-means clustered image using filtering and sharpening on (a)
From the full-field segmented images (Fig. 11), the volume and mass fractions of the constituent clusters (voids, polymer and particles) are determined by summing the pixels of each cluster and dividing by the total number of pixels in the sample boundary. It is assumed that the constituent area fractions of each image can be converted to volume fraction considering the voxel height between images. As seen in Table 5, filtering and sharpening the micro-CT images tends to reduce error in the calculated polymer and particle volume fractions in the single image when compared to bulk lab measurements. Based on this single-image quantitative analysis, the process to analyze the entire micro-CT tiff stack of the sample volume consisted of looping through the entire tiff stack and pre-processing each image by filtering and sharpening followed by k-means segmentation. The number and coordinates of pixels corresponding to the void, polymer, and particle clusters are tallied enabling later calculation of constituent volume fraction as a function of sample height and radius. This methodology is applied to all of the image slices with full cross-sections. The first 25 and last 24 images are not included in the analysis as they were not full cross-sections due to sample tilt during imaging.
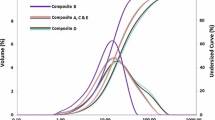
Figure 12 plots the constituent volume fractions calculated in each micro-CT image as a function of normalized sample height and Fig. 13 plots the constituent volume fractions as a function of normalized sample radius. The solid lines represent the volume fraction extracted from each region of interest in the micro-CT image (e.g., entire image cross-section for variation with height, or cylindrical regions in the volumetric reconstruction for variation with radius). For Fig. 12, each image with full sample cross-section is analyzed and the summary data plotted directly. For Fig. 13, the k-means segmented clusters Cartesian coordinates are converted to polar coordinates, and constituent pixels were summed in discrete radial step sizes across the entire image stack. Clustered radial pixel totals are divided by the total radial step pixel count to obtain constituent volume fractions as a function of radius. The shaded regions of Figs. 12 and 13 correspond the estimated uncertainty in the segmentation process which assigns whole pixels to the constituent clusters. Uncertainty in the micro-CT measured volume fractions is estimated by root sum squaring one quarter the nominal voxel size of 24.131 \(\mu\)m with two standard deviations of the mean volume fraction of each segmented constituent. The physical boundary between constituents is blurred due to the relatively low voxel resolution compared to particle length scales, so voxel uncertainty is assumed to be one quarter the voxel size.

Volume fraction of constituents in representative silica sand composite as a function of sample height. Horizontal axes normalized using imaged sample height and radius. Solid lines represent to the nominal volume fraction extracted with shaded regions representing uncertainty. Volume fractions can be compared to lab-measured particle (56.7 ± 1.4%), polymer (33.7 ± 0.9%), and void (9.6 ± 0.6%) volume fractions

Volume fraction of constituents in representative silica sand composite as a function of sample height (left) and sample radius (right). Horizontal axes normalized using imaged sample height and radius. Solid lines represent to the nominal volume fraction extracted with shaded regions representing uncertainty. Volume fractions can be compared to lab-measured particle (56.7 ± 1.4%), polymer (33.7 ± 0.9%), and void (9.6 ± 0.6%) volume fractions
The plotted data of Figs. 12 and 13 demonstrate the fabricated samples have nearly uniform distribution of particles throughout the sample volume. Void volume fractions increase near sample boundaries (height \(\approx 0\) and 1, radius \(\approx 1\)) which is likely is due to the mold wall preventing polymer and particles from packing tightly. Most interesting is the good agreement within less than 5% difference of the micro-CT calculated constituent volume fractions to the lab measurements based on ingredient weights and final sample dimensions (Table 5). To the authors’ knowledge, this is the first demonstration of using an unsupervised segmentation algorithm to demonstrate an independent measurement constituent volume fractions in polymer-particle composites. Application of this technique to micro-CT images collected with a smaller voxel resolution would improve the agreement between the micro-CT-calculated and lab-measured volume fractions.
4.2 Post Quasistatic Compression Micro-CT Results
The SiO\(_2\)_1 sample imaged after fabrication (Figs. 12 and 13) is compressed to approximately 10% strain and then imaged again by micro-CT. By comparing the pre- and post-compression volumetric sample characterization, we attempt to observe changes in the material microstructure due to debonding or particle rearrangement. The initial scan (Figs. 12 and 13) was performed 22 days prior to composite compression, and the final scan was performed 7 days after compression. Material relaxation may have occurred between the mechanical compression and final scan, further study of possible sample relaxation with time is saved for future work.
Figures 14 and 15 display the results of micro-CT calculated volume fractions as a function of height and radius for the data collected before and after compression. To aid in visualization, the calculated uncertainty bands are not shown. The colored lines correspond to the pre-compression data of Figs. 12 and 13 and the black lines correspond to the post-compression data. As before, sample tilt during imaging resulted in the first 12 and last 30 slices not being full cross-sections and so are not analyzed. A total of 751 post-compression image slices are analyzed as compared to 756 pre-compression image slices. While the total number of analyzed images decreased, the average number of pixels analyzed per image increased after compression with analyzed post-compression radius being an average of 533 pixels as compared to 528 pixels in the pre-compression data. Both datasets are normalized to the pre-compression, as-fabricated sample height and radius enabling observation of the increased bulk sample volume after compression. Accounting for the increase of pixels per slice and decrease in total slices analyzed, total analyzed segmented volume increased by 1.2% after compression. Bulk lab measurements indicate a volume increase of 0.9%. These numbers agree within measurement uncertainties and are a small but statistically significant increase in bulk volume.

Silica sand pre- (colored) and post (black) micro-CT spatial measurements. Colored lines represent the initial scan and black lines represent scan after compression

Silica sand pre- (colored) and post (black) micro-CT spatial measurements. Colored lines represent the initial scan and black lines represent scan after compression
This bulk volume increase is indicative of void opening due to applied strain. The majority of differences seen in Figs. 14 and 15 are at the sample boundaries. In Fig. 14, there is a noticeable increase in void volume fraction, and decrease in particle volume fraction at normalized height \(\approx 0\) and \(\approx 1\). In Fig. 15, voids increase significantly above its mean volume fraction at normalized radius \(\approx 1\), and polymer and particle volume fraction decrease. The rest of the volume fractions are consistent with the previous volumetric analysis of the sample (Table 6). This informs that damage is not accumulated uniformly during compression and is concentrated at the sample boundaries where void opening is present. This behavior is consistent with Hu et al. [57], where in-situ micro-CT during uniaxial compression of a polymer-bonded sugar specimen showed void accumulation was highest in the outer edge region of the sample compared to the sample core. This is hypothesized to be due to the core region being more self-confined than the outer regions. By contrast, a similar in-situ micro-CT study by Manner et al. [59] showed that the void distribution and damage type (debonding vs. particle cracking, etc.) could be changed by additives that altered the binder behavior and binder-particle interface strength.
5 Conclusions
This research has investigated the role of particle system on the bulk response and damage of high solids loading polymer-particle composites and produced novel datasets for use in the verification and validation of damage models for polymer-particle composite deformation. A new process to create repeatable, uniform composites is presented. Size distributions between the differing particle systems are controlled to have median particle diameters within 25 \(\mu\)m. Micro-CT image analysis provided an independent verification of constituent volume fractions within the bulk and provides the first demonstration of an unsupervised segmentation algorithm for use with low-contrast polymer-particle composites.
Unique to this work is a characterization of the single-particle fracture strength for the filler particle systems by application of a uniaxial confined compression methodology used within the powder compression research community. Silica sand is shown to have nearly an order of magnitude greater particle fracture strength when compared to sodium chloride. Interestingly, when the particle systems are combined with the polymer matrix at high solids loadings of 80 wt%, the sodium chloride composites had an average compression modulus nearly 7 times that of the silica sand composites. It is suggested that particle shape plays a significant role in bulk strength due to particle connectivity and likelihood of particle rearrangement within the polymer matrix. Thus, particle shape plays a role in the compression modulus but the polymer matrix likely dominates compression ultimate strength as it is similar between the two composite materials. Future work seeks to explore the effect of particle shape in our binary polymer-particle composites.
Damage is shown to occur at very low strains (\(< 5\)%) and the mechanism is inferred to be debonding based on the low applied stresses where particle fracture is not expected. Volumetric analysis of a sample before and after applied strain shows void opening near sample boundaries. The cyclic testing also showed evidence of plasticity in the form of accumulated strain after each new load level. Comparison of this work with prior studies highlight a number of future research areas to further unravel the interaction between distinct macroscale mechanisms of damage that reduces the material’s stiffness, macroscopic plasticity that yields permanent strain, and the particle mechanics of densely-arranged particle filler that affect the stress and load-carrying capacity of these high solids loading polymer-particle composites.
Data Availability
The datasets generated during and analyzed in the current study are available from the corresponding author on reasonable request.
References
Fu, S.-Y., Feng, X.-Q., Lauke, B., Mai, Y.-W.: Effects of particle size, particle/matrix interface adhesion and particle loading on mechanical properties of particulate-polymer composites. Compos. B Eng. 39(6), 933–961 (2008)
Graziano, A., Titton Dias, O.A., Petel, O.: High-strain-rate mechanical performance of particle-and fiber-reinforced polymer composites measured with split Hopkinson bar: A review. Polym. Compos. 42(10), 4932–4948 (2021)
Hsissou, R., Seghiri, R., Benzekri, Z., Hilali, M., Rafik, M., Elharfi, A.: Polymer composite materials: A comprehensive review. Compos. Struct. 262, 113640 (2021)
Jagadeesh, P., Puttegowda, M., Oladijo, O.P., Lai, C.W., Gorbatyuk, S., Matykiewicz, D., Rangappa, S.M., Siengchin, S.: A comprehensive review on polymer composites in railway applications. Polym. Compos. 43(3), 1238–1251 (2022)
Khosravani, M.R., Weinberg, K.: Characterization of sandwich composite T-joints under different ageing conditions. Compos. Struct. 197, 80–88 (2018)
Keskisaari, A., Kärki, T.: The use of waste materials in wood-plastic composites and their impact on the profitability of the product. Resour. Conserv. Recycl. 134, 257–261 (2018)
La Mantia, F.P., Morreale, M.: Green composites: A brief review. Compos. A Appl. Sci. Manuf. 42(6), 579–588 (2011)
Chen, R.S., Ahmad, S., Gan, S., Tarawneh, M.A.: High loading rice husk green composites: Dimensional stability, tensile behavior and prediction, and combustion properties. J. Thermoplast. Compos. Mater. 33(7), 882–897 (2020)
Bakshi, P., Pappu, A., Patidar, R., Gupta, M.K., Thakur, V.K.: Transforming marble waste into high-performance, water-resistant, and thermally insulative hybrid polymer composites for environmental sustainability. Polymers 12(8) (2020)
Guo, D., Guo, N., Fu, F., Yang, S., Li, G., Chu, F.: Preparation and mechanical failure analysis of wood-epoxy polymer composites with excellent mechanical performances. Compos. B Eng. 235, 109748 (2022)
Hu, Y., Du, G., Chen, N.: A novel approach for Al2O3/epoxy composites with high strength and thermal conductivity. Compos. Sci. Technol. 124, 36–43 (2016)
Kaully, T., Siegmann, A., Shacham, D.: Mechanical behavior of highly filled natural CaCO3 composites: effect of particle size distribution and interface interactions. Polym. Compos. 29(4), 396–408 (2008)
Lee, E.-S., Lee, S.-M., Shanefield, D.J., Cannon, W.R.: Enhanced thermal conductivity of polymer matrix composite via high solids loading of aluminum nitride in epoxy resin. J. Am. Ceram. Soc. 91(4), 1169–1174 (2008)
Kim, M.-K., Kim, H.-I., Nam, J.-D., Suhr, J.: Polyamide-nylon 6 particulate polycarbonate composites with outstanding energy-absorbing properties. Polymer 254, 125082 (2022)
Senses, E., Akcora, P.: An interface-driven stiffening mechanism in polymer nanocomposites. Macromolecules 46(5), 1868–1874 (2013)
Gunckel, R., Koo, B., Xu, Y., Lin, W.J., Hall, A., Chattopadhyay, A., Dai, L.L.: Stress-responsive reinforced polymer composites via functionalization of glass fibers. Ind. Eng. Chem. Res. 60(43), 15558–15565 (2021)
Elsheikh, A.H., Panchal, H., Shanmugan, S., Muthuramalingam, T., El-Kassas, A.M., Ramesh, B.: Recent progresses in wood-plastic composites: Pre-processing treatments, manufacturing techniques, recyclability and eco-friendly assessment. Clean. Eng. Technol. 8, 100450 (2022)
Herman, M.J., Woznick, C.S., Scott, S.J., Tisdale, J.T., Yeager, J.D., Duque, A.L.: Composite binder, processing, and particle size effects on mechanical properties of non-hazardous high explosive surrogates. Powder Technol. 391, 442–449 (2021)
Agarwal, A., Gonzalez, M.: Effects of cyclic loading and time-recovery on microstructure and mechanical properties of particle-binder composites. J. Appl. Mech. 87(10), 101008 (2020)
Chen, L., Han, D., Bai, S., Zhao, F., Chen, J.: Compressive behavior and damage evaluation of a PBX substitute material. Mech. Adv. Mater. Struct. 24(9), 737–744 (2017)
Drodge, D.R., Williamson, D.M.: Understanding damage in polymer-bonded explosive composites. J. Mater. Sci. 51(2), 668–679 (2016)
Li, J., Liu, Y., Ma, W., Fei, T., He, C., Pang, S.: Tri-explosophoric groups driven fused energetic heterocycles featuring superior energetic and safety performances outperforms HMX. Nat. Commun. 13(1), 5697 (2022)
Lester, B., Long, K., Reedlunn, B., Vignes, C.: Library of Advanced Materials for Engineering 5.4, Section 4.35: Viscoplastic-viscoSCRAM Model. Technical Report SAND2021-16079, Sandia National Laboratories (2021)
Rae, P.J., Goldrein, H.T., Palmer, S.J.P., Field, J.E., Lewis, A.L.: Quasi–static studies of the deformation and failure of \(\beta\)–HMX based polymer bonded explosives. Proceedings of the Royal Society of London. Series A: Mathematical, Physical and Engineering Sciences 458(2019), 743–762 (2002)
Rae, P.J., Palmer, S.J.P., Goldrein, H.T., Field, J.E., Lewis, A.L.: Quasi–static studies of the deformation and failure of PBX 9501. Proceedings of the Royal Society of London. Series A: Mathematical, Physical and Engineering Sciences 458(2025), 2227–2242 (2002)
Plassart, G., Picart, D., Gratton, M., Frachon, A., Caliez, M.: Quasistatic mechanical behavior of HMX- and TATB-based plastic-bonded explosives. Mech. Mater. 150, 103561 (2020)
Reaugh, J.E., White, B.W., Curtis, J.P., Springer, H.K.: A computer model to study the response of energetic materials to a range of dynamic loads. Propellants, Explos. Pyrotech. 43(7), 703–720 (2018)
Hackett, R.M., Bennett, J.G.: An implicit finite element material model for energetic particulate composite materials. Int. J. Numer. Meth. Eng. 49(9), 1191–1209 (2000)
Buechler, M.A., Luscher, D.J.: A semi-implicit integration scheme for a combined viscoelastic-damage model of plastic bonded explosives. Int. J. Numer. Meth. Eng. 99(1), 54–78 (2014)
Brown, J.A., Beckwith, F., Wolf, K.T., Cooper, M., Vignes, C., Long, K.: The role of pressure-dependent viscoplasticity and volumetric dilatation in energetic materials at intermediate strain rates. Accepted in the Royal Society of Chemistry Conference Proceedings (2023)
Duncan, E.J., Margetson, J.: A nonlinear viscoelastic theory for solid rocket propellants based on a cumulative damage approach. Propellants, Explos., Pyrotech. 23(2), 94–104 (1998)
Xu, J., Chen, X., Wang, H., Zheng, J., Zhou, C.: Thermo-damage-viscoelastic constitutive model of HTPB composite propellant. Int. J. Solids Struct. 51(18), 3209–3217 (2014)
Wei, Q., Huang, X.-C., Chen, P.-W., Liu, R.: A pressure-dependent plasticity model for polymer bonded explosives under confined conditions. Cent. Eur. J. Energetic Mater. 18(3) (2021)
Dienes, J.K.: A statistical theory of fragmentation processes. Mech. Mater. 4(3), 325–335 (1985)
Benelfellah, A., Gratton, M., Caliez, M., Frachon, A., Picart, D.: VDT microplane model with anisotropic effectiveness and plasticity. Mech. Ind. 18(6), 607 (2017)
Clemmer, J.T., Long, K., Brown, J.A.: Exploring pressure-dependent inelastic deformation and failure in bonded granular composites: an energetic materials perspective. Mech. Mater. 184, 104693 (2023)
Kopacz, W., Okninski, A., Kasztankiewicz, A., Nowakowski, P., Rarata, G., Maksimowski, P.: Hydrogen peroxide – a promising oxidizer for rocket propulsion and its application in solid rocket propellants. FirePhysChem 2(1), 56–66 (2022). Progress in Solid Rocket Propulsion - Part A
Jithin A.J., A., Panigrahi, S.K., Sasikumar, P., Rao, K.S., Krishnakumar, G.: Ablative properties, thermal stability, and compressive behaviour of hybrid silica phenolic ablative composites. Polym. Degrad. Stab. 203, 110063 (2022)
Kanuparthi, S., Subbarayan, G., Siegmund, T., Sammakia, B.: An efficient network model for determining the effective thermal conductivity of particulate thermal interface materials. IEEE Trans. Compon. Packag. Technol. 31(3), 611–621 (2008)
Wang, L., Zhao, S.: Study on the structure-mechanical properties relationship and antistatic characteristics of SSBR composites filled with SiO2/CB. J. Appl. Polym. Sci. 118(1), 338–345 (2010)
Gupta, N., Zeltmann, S.E., Shunmugasamy, V.C., Pinisetty, D.: Applications of polymer matrix syntactic foams. JOM 66, 245–254 (2014)
Tagliaro, I., Cobani, E., Carignani, E., Conzatti, L., D’Arienzo, M., Giannini, L., Martini, F., Nardelli, F., Scotti, R., Stagnaro, P., et al.: The self-assembly of sepiolite and silica fillers for advanced rubber materials: The role of collaborative filler network. Appl. Clay Sci. 218, 106383 (2022)
Boyarintsev, A.Y., Galunov, N., Karavaeva, N., Krech, A., Lazarev, I., Levchuk, L., Nepokupnaya, T., Panikarskaya, V., Popov, V., Sorokin, P., et al.: Study of radiation-resistant gel bases for composite detectors. Funct. Mater. (2013)
Kosta, T., Mares, J.O.: Characterization of interface debonding behavior utilizing an embedded digital image correlation scheme. In: Advancement of Optical Methods & Digital Image Correlation in Experimental Mechanics: Proceedings of the 2020 Annual Conference on Experimental and Applied Mechanics, pp. 83–88. Springer (2021)
Brown, J.A., Carroll, J.D., Huddleston, B., Casias, Z., Long, K.N.: A multiscale study of damage in elastomeric syntactic foams. J. Mater. Sci. 53(14), 10479–10498 (2018)
Croom, B.P., Jin, H., Mills, B., Carroll, J., Long, K., Brown, J., Li, X.: Damage mechanisms in elastomeric foam composites: multiscale x-ray computed tomography and finite element analyses. Compos. Sci. Technol. 169, 195–202 (2019)
Sandia National Laboratories. www.sandia.gov/polymer-properties/sylgard-184/. Accessed 10 Feb 2022
Johnston, I.D., McCluskey, D.K., Tan, C.K.L., Tracey, M.C.: Mechanical characterization of bulk Sylgard 184 for microfluidics and microengineering. J. Micromech. Microeng. 24(3), 035017 (2014)
Kosta, T., Krawietz, T.R., Mares Jr., J.O.: Sylgard 184 mixture and natural aging study via quasi-static compressive modulus. In: AIP Conference Proceedings, vol. 2272, p. 040007. AIP Publishing LLC (2020)
American Society for Testing and Materials International: ASTM D618-21 Standard Practice for Conditioning Plastics for Testing (2021)
Garboczi, E.J., Riding, K.A., Mirzahosseini, M.: Particle shape effects on particle size measurement for crushed waste glass. Adv. Powder Technol. 28(2), 648–657 (2017)
Adams, M.J., Mullier, M.A., Seville, J.P.K.: Agglomerate strength measurement using a unixaxial confined compression test. Powder Technol. 78(1), 5–13 (1994)
Kawakita, K., Lüdde, K.: Some considerations on powder compression equations. Powder Technol. 4(2), 61–68 (1971)
Cooper, M.A., Oliver, M.S., Bufford, D.C., White, B.C., Lechman, J.B.: Compression behavior of microcrystalline cellulose spheres: Single particle compression and confined bulk compression across regimes. Powder Technol. 374, 10–21 (2020)
McDowell, G.: On the yielding and plastic compression of sand. Soils Found. 42(1), 139–145 (2002)
Nakata, Y., Hyodo, M., Hyde, A.F., Kato, Y., Murata, H.: Microscopic particle crushing of sand subjected to high pressure one-dimensional compression. Soils Found. 41(1), 69–82 (2001)
Hu, Z., Luo, H., Bardenhagen, S.G., Siviour, C.R., Armstrong, R.W., Lu, H.: Internal deformation measurement of polymer bonded sugar in compression by digital volume correlation of in-situ tomography. Exp. Mech. 55(1), 289–300 (2015)
American Society for Testing and Materials International: ASTM D695-15 Standard Test Method for Compressive Properties of Rigid Plastics (2015)
Manner, V.W., Yeager, J.D., Patterson, B.M., Walters, D.J., Stull, J.A., Cordes, N.L., Luscher, D.J., Henderson, K.C., Schmalzer, A.M., Tappan, B.C.: In situ imaging during compression of plastic bonded explosives for damage modeling. Materials 10(6), 638 (2017)
Erikson, W.W., Cooper, M.A., Guo, S., Roberts, S.A., Bolintineanu, D.S.: CT scan characterization of thermally damaged energetic materials. In: Proceedings of the 15th International Detonation Symposium, Cambridge, MD (2018)
Lloyd, S.: Least squares quantization in PCM. IEEE Trans. Inf. Theory 28(2), 129–137 (1982)
Chen, L., Shan, W., Liu, P.: Identification of concrete aggregates using K-means clustering and level set method. Structures 34(2021), 2069–2076 (2021)
MATLAB: Version 9.13.0.2049777 (R2022b). The MathWorks Inc., Natick, Massachusetts (2022)
Acknowledgements
The author’s gratefully acknowledge Dr. Judith Brown and Dr. Michael Kaneshige of Sandia National Laboratories for helpful discussions and manuscript review. The author’s thank Texas A &M University Materials Characterization Core Facility (RRID:SCR 022202) and Dr. Wilson Serem for use of the facility for particle characterization.
Funding
This work was supported by the Laboratory Directed Research and Development program at Sandia National Laboratories, a multimission laboratory managed and operated by National Technology and Engineering Solutions of Sandia LLC, a wholly owned subsidiary of Honeywell International Inc. for the U.S. Department of Energy’s National Nuclear Security Administration under contract DE-NA0003525.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1 Replicate Particle Compression Data
Table A.7 Replicate particle compression data to measure single particle fracture strength using the method outlined in Section 2.3

Appendix 2 Replicate Cyclic Compression Data
Table B.8 Stress–strain response from cyclic testing with unloading between each cycle. Repeat tests with silica sand composites listed in Table 3

Table B.9 Stress–strain response from cyclic testing with unloading between each cycle. Repeat tests with sodium chloride composites listed in Table 3

Table B.10 Stress–strain response from cyclic testing without unloading between each cycle. Repeat tests with silica sand and sodium chloride composite listed in Table 3

Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Luke, M., Cooper, M.A. The Effect of Particle System on Quasistatic Compression Behavior and Damage Accumulation of High Solids Loading Polymer-Particle Composites. Appl Compos Mater 31, 101–126 (2024). https://doi.org/10.1007/s10443-023-10159-z
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-023-10159-z