
Abstract
The effect of high temperature on the interface microstructure and interfacial shear strength of the continuous SiC fiber reinforced AlFe5Si2 matrix (45 vol.% SiCf/AlFe5Si2) composite was investigated. The composite was prepared by hot isostatic pressing (HIP), and then thermally exposed at 260/300/350/400/450 °C for 20/50/100 h, respectively. The interfacial shear strength of the composite with and without thermal exposure was measured by push-out test. The interface microstructure and phase compositions of the composite with and without thermal exposure were characterized by scanning electron microscopy, transmission electron microscopy and X-ray diffraction. Results showed that the interfacial reaction took place at the interface between SiC fiber and aluminum matrix and formed Al4C3 phase during the preparation process. The activation energy of Al4C3 growth at the C/Al interface was about 163 kJ/mol. With increasing the thermal exposure temperature and time, the interfacial shear strength of the composite declined, especially at temperatures above 400 °C. The brittle Al3.21SiO0.47 compound formed at temperatures above 400 °C mainly resulted in the severe strength deterioration of the interfacial reaction zone.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Continuous SiCf/Al composite has been considered as a potential material for advanced aircraft and aerospace applications due to its outstanding properties such as high specific stiffness, high specific strength, good high-temperature performance and so on. The preparation methods for SiCf/Al composite can be divided into two categories, i.e., liquid method and solid method [1,2,3]. For liquid method, the fibers may severely react with molten Al, deteriorating the mechanical performance of the composites [4,5,6]. For solid method, the distribution of fibers and interfacial reaction could be well controlled.
The interface bonding behavior plays a critical role in transmitting force and has a substantial effect on the properties of metal matrix composites [7]. The interface bonding strength between fiber and matrix can generally be quantitatively evaluated by interfacial shear strength, which has received great attentions [8,9,10,11]. The most commonly used methods to measure the interfacial shear strength of continuous fiber reinforced composites include fiber pull-out, push-out, and fragmentation tests. Among them, the push-out test has some comparative advantages such as convenience and more accurate results, because data can be easily obtained from one specimen from the prepared composite [12, 13]. The thickness of the specimen for push-out test needs to be limited to a value less than 1.0 mm, avoiding experimental problems such as failure of the indenter or fiber damage during loading [14].
Thermal exposure is usually conducted to simulate the high temperature working environment. Chen et al. [15] have found that under aging treatment (oil bath, at 120 °C), the interfacial shear strength of the 0.6 vol.% SiCf/7075Al composite increased with increasing aging time to 25 h, corresponding to the increasing tendency of the ultimate tensile strength of 7075Al matrix. However, the work by Jiang et al. [16] indicated that the interfacial shear strength of SiCf/LD-2Al composite decreased from 19.78 MPa to 7.84 MPa after heat treatment. An issue for 7075 and LD-2 aluminum alloys is that their strength generally decreases due to overaging when the temperature exceeds 150 °C. For the applications at temperatures above 200 °C, it is necessary to select other heat-resistant aluminum alloy to act as the matrix of the SiCf/Al composite.
In this work, the AlFe5Si2 alloy, a novel heat-resistant aluminum alloy, was used as the matrix of the SiCf/Al composite. Magnetron sputtering was employed to deposit matrix coating on SiC fiber and hot isostatic pressing was applied to prepare the SiCf/AlFe5Si2 composites. Then, the composites were thermally exposed at 260/300/350/400/450 °C for 20/50/100 h. Push-out test, SEM, TEM and XRD were utilized to study the effect of thermal exposure on the interface microstructure and interfacial shear strength.
2 Materials and Methods
2.1 Preparation of the SiCf/AlFe5Si2 Composite
The matrix-coated SiC fibers (MCFs) were prepared by Beijing Institute of Aeronautical Materials (BIAM). The CVD SiC fiber of ~100 μm in diameter consists of a tungsten core (~20 μm in diameter), a β-SiC layer (~40 μm in thickness) and a C-rich layer (~1.5 μm in thickness). Aluminum alloy (~25 μm in thickness) was deposited on the outmost surface of the SiC fiber by magnetron sputtering to prepare the MCFs. The nominal chemical composition of the matrix alloy is Al-5wt%Fe-2wt%Si (abbreviated as AlFe5Si2).
The above MCFs were packed into an aluminum capsule (80 mm in length, 5 mm in internal diameter and 12 mm in outside diameter). The capsule was then vacuum-sealed. Hot isostatic pressing was conducted with a mini hip q1h9 equipment at the temperature 580 °C for 4 h under a pressure of 120 MPa to consolidate the MCFs.
The as-prepared SiCf/AlFe5Si2 composites were cut perpendicular to the fiber axis to a total of 32 slices (0.6 mm in nominal thickness) using wire electrical discharge machining. These slices were divided into 16 groups, each containing 2 slices and one slice for the push-out test and the other for the microstructure observation. Then, except for one group without thermal exposure, the other groups were thermally exposed at 260/300/350/400/450 °C for 20/50/100 h, and cooled to room temperature in an air furnace, respectively.
2.2 Push-out Test
The slices in each group for the push-out test were polished with 1 μm diamond paste. The push-out test was conducted using an Instron testing machine with a WC cone indenter, on the tip of which there was a plateau of ~60 μm in diameter (as shown in Fig. 1a). The SiC fibers in composites were aligned with the cone tip and then were pushed out at a velocity of 1 mm/min. For each specimen, at least five fibers were measured, and the average of the measured results was used to calculate the interfacial shear strength to ensure the reliability of obtained data. Applied force was measured by a force sensor connected to the indenter.

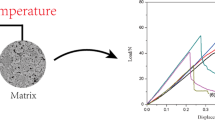
(a) Schematic of the push-out test and (b) typical push-out curve of the SiCf/AlFe5Si2 composite without thermal exposure
A typical push-out curve of the SiCf/AlFe5Si2 composite without thermal exposure is shown in Fig. 1b. The process of push-out test could be separated to three stages: elastic deformation (1), interfacial debonding (2) and sliding friction (3). The interfacial shear strength is given by the following equation [17]:
where Fmax is the peak value of applied force, r is the radius of SiC fiber, t is the thickness of specimen.
2.3 SEM, TEM and X-Ray Diffractometry
The slices in each group for the microstructure observation were ground successively with 400, 600, 1000 and 1200 grit silicon carbide metallographic papers, and polished with 1 μm diamond paste. The microstructures of the SiCf/AlFe5Si2 composite with and without exposure were observed by a field emission scanning electron microscope (FE-SEM, Nova NanoSEM 450) with an energy dispersive X-ray spectrometer.
Some slices selected from the above continued to be polished to about 80 μm. The specimens were then polished to 20 μm and ion milled at 5 kV for about 6 h, inclining at about 15 degree to the ion beam. The transmission electron microscope (TEM, JEOL 2100) with an energy dispersive X-ray spectrometer was utilized to analyze the microstructure of interface between SiC fiber and AlFe5Si2 matrix.
The phases in the SiCf/AlFe5Si2 composite with and without thermal exposure were characterized by an ADVANCE D8 X-ray diffractometer (XRD) using Cu Kα radiation with a scanning speed of 4° min−1 (2θ).
3 Results and Discussion
3.1 Microstructure of the SiCf/AlFe5Si2 Composite
Figure 2 shows the microstructure of as-prepared SiCf/AlFe5Si2 composite. The cross section of the sample is about 4.3 mm in diameter. The volume fraction of the as-prepared SiCf/AlFe5Si2 composite is about 45%. The distribution of the SiC fibers in the AlFe5Si2 matrix is quite uniform. The AlFe5Si2 alloy is bonded well and there is no hole or crack defect observed at the interface between SiC fiber and AlFe5Si2 matrix. From the center of SiC fiber to the AlFe5Si2 matrix, the order is W core, SiC, C-rich layer and AlFe5Si2 alloy (as shown in Fig. 2c).

Microstructure of the SiCf/AlFe5Si2 composite: (a) morphology of the cross section; (b) high magnification of (a); (c) major components in the composite of (b)
Figure 3 shows the element line-scanning profiles of the interface in the as-prepared SiCf/AlFe5Si2 composite. The center part with a thickness of ~1.5 μm is the C-rich layer, the left side and right side are the SiC fiber and AlFe5Si2 matrix, respectively. The SiC fiber coated with a C-rich layer contained silicon carbide particles which is not crystalline [18, 19]. So, the Si element has been detected to diffuse along the SiC/ C interface from the left side. The C element is the highest at the center of the C-rich layer. The X-ray signal diffracted from carbon atoms with low Z number is weak and would be easily absorbed by the aluminum matrix in the composite. Therefore, the counts per second (cps) of the C element is very low. The Al element has been detected to diffuse along the AlFe5Si2/C interface from the right side.

Element line-scanning profiles of the as-prepared SiCf/AlFe5Si2 composite
Figure 4 shows the interface microstructure of the as-prepared SiCf/AlFe5Si2 composite and energy dispersive spectrum (EDS) analysis of the selected point in the interfacial reaction zone. There exists a thin zone (~43 nm in thickness) containing C, Al and Si elements at the interface between C-rich layer and AlFe5Si2 matrix, which may be resulted from the high temperature (580 °C) for preparing the composite.

(a) TEM image of the interface microstructure of the SiCf/AlFe5Si2 composite; (b) EDS analysis of the selected point in the interfacial reaction zone
During the HIP process, the aluminum atoms may diffuse from the A1Fe5Si2 matrix into the C-rich layer, and the carbon atoms diffuse in the opposite direction (as shown in Fig. 3). Therefore, the interfacial reaction as follow may be expected to occur.
The diffraction pattern of the as-prepared SiCf/AlFe5Si2 composite in the range of 20–90° (2θ) is shown in Fig. 5. The reaction product Al4C3 has been detected in the XRD pattern except for Al, SiC, W and C phases. The interfacial reaction in Eq. 2 has been confirmed to occur at the interface between aluminum matrix and C-rich layer, but no coarse Al4C3 phase can be found, increasing the interfacial shear strength.

X-ray diffraction pattern of the as-prepared SiCf/AlFe5Si2 composite
3.2 Effect of Thermal Exposure on the Interfacial Shear Strength
Figure 6 shows the interfacial shear strength versus thermal exposure time curve of the SiCf/AlFe5Si2 composites exposed at different exposure temperature. It shows that the interfacial shear strength of the SiCf/AlFe5Si2 composite exposed at temperatures below 350 °C has relatively small decrease. The interfacial shear strength at 300 °C and 350 °C for 20 h appeared to be somewhat lower than that for 50 h. This phenomenon may be related with the thickness effect of specimen, which has been observed in SiCf/7075 composites by Chen et al. [15]. There existed a relatively large difference between the actual thickness and nominal thickness (0.6 mm) for the specimens exposed at 300 °C and 350 °C for 20 h and 50 h, respectively. For example, the actual thickness values of the specimens exposed at 350 °C for 20 h and 50 h were 0.48 mm and 0.73 mm, respectively. The actual thickness for other specimens ranged from 0.55 mm to 0.59 mm. The upper and lower surface regions around SiC fiber are nearly the free surfaces, exhibiting less compressive stress on the fiber in radical direction from AlFe5Si2 matrix than the inner region around the fiber. Therefore, the ratio of high radical compressive stress region to the overall surface of SiC fiber for the thin specimen is lower than that for the thick specimen, transforming lower friction force. Thus, the thin specimen exhibits lower interfacial shear strength than the thick specimen. The slope of the interfacial shear strength versus thermal exposure time curve increases markedly when the thermal exposure temperature exceeds 400 °C, indicating that the interfacial shear strength declines dramatically. For the composite exposed at temperatures above 400 °C for over 50 h, the interfacial shear strength dropped more than 50% compared with the one without exposure. It is indicated that the SiCf/AlFe5Si2 composite can be used at temperatures below 350 °C, which is much higher than that of conventional aluminum alloys (~200 °C).

Interfacial shear strength versus time curve of the SiCf/AlFe5Si2 composites without thermal exposure and exposed at 260/300/350/400/450 °C for 20/50/100 h
3.3 Effect of Thermal Exposure on the Interface Microstructure
Figure 7 shows the interface microstructures and EDS analysis results of the SiCf/AlFe5Si2 composites exposed at 450 °C for 20 h and 50 h, respectively. The interfacial reaction zone at the interface of the SiCf/AlFe5Si2 composite exposed at 450 °C for 20 h has more content of Si element compared with that without thermal exposure and has been oxidized slightly. The elevated temperature promotes the diffusion of Si and C elements to the interface, and the additional silicon element in the reaction zone comes from amorphous silicon in SiC fiber and AlFe5Si2 alloy. There exists a stronger elemental diffusion of C, Al and Si at the interface of the SiCf/AlFe5Si2 composite exposed at 450 °C for 50 h, exhibiting more serious oxidation.

TEM images of interface microstructures of the SiCf/AlFe5Si2 composites exposed at (a) 450 °C for 20 h; (b) 450 °C for 50 h; (c) selected area diffraction pattern of the Al4C3 phase in (a); (d) and (e) EDS analysis results of the selected areas in the interfacial reaction zone in (a) and (b), respectively
The interfacial reaction zone of the SiCf/AlFe5Si2 composites exposed at 450 °C are much thicker than that without thermal exposure. The thickness of reaction zone in the SiCf/AlFe5Si2 composites increases from initial 43 nm to about 216 nm after thermal exposure at 450 °C for 50 h, and it has been confirmed principally as the Al4C3 phase according to the selected area diffraction pattern in Fig. 7c. Additionally, the oxidation phase in the reaction zone (see Fig. 7a) has been identified as the brittle AlxSiOy compound in previous studies and can severely deteriorate the mechanical properties of the composites [5, 6]. In the present study, the damage zone (see Fig. 7b) may be resulted from ion beam milling process due to the weak strength of the interface.
The interfacial reaction is a reaction-controlled process at its very early stage and then changes to be controlled by diffusion when a thin reaction zone is formed [20]. The growth of the interfacial reaction zone may follow a parabolic law as [19, 21]:
where l is the thickness of the interfacial reaction zone, k is the rate constant related to the diffusion coefficient of the chemical components and to the thermodynamic properties of the interfacial reaction zones, t is the thermal exposure time and b0 is the original thickness of the reaction zone in the as-prepared specimen.
The data points for the exposure temperature 450 °C is fitted with a straight line to estimate a generalized reaction rate constant, as shown in Fig. 8. The fitted equation is as follow:

Interfacial reaction kinetic curves of the SiCf/AlFe5Si2 composite exposed at 450 °C
The thickness l is in nm, and time t is in h for the eq. (4). Consequently, the rate constant k is calculated to be 1.67131 × 10−19 m2s−1.
As an important parameter to determine the growth rate of the reaction zone, the expression for k is given by the Arrhenius law as [6]:
where A is the pre-exponential factor, Q is the activation energy for the interface reaction, R is the gas constant and T is the absolute temperature.
The Arrhenius law is based on the postulation that the activation energy Q is regarded as a constant independent of temperature. Previous research [22] has reported the A value as 1 × 10−7 m2s−1, substituting R = 8.31141 × 10−3 kJ·K−1·mol−1, T = 723 K and k = 1.67131 × 10−19 m2s−1 in Eq. 5, activation energy Q = 163 kJ/mol can be obtained. This derived value is supposed to account for the growth of the reaction zone in Eq. 2. The k value rises with increasing the thermal exposure temperature, which means the interfacial reaction zone grows faster with increasing the exposure temperature.
Figure 9 shows the X-ray diffraction patterns of the SiCf/AlFe5Si2 composite with and without thermal exposure. When exposed below 350 °C for 50 h, the main phases in the composite are Al, SiC, W, C and Al4C3. When exposed above 400 °C for 50 h, the oxidation phase, which was identified as Al3.21SiO0.47 compound, was formed in the composite.

X-ray diffraction patterns of the SiCf/AlFe5Si2 composites with and without thermal exposure
With increasing the thermal exposure temperature and time, the interfacial reaction zone in the SiCf/AlFe5Si2 composite becomes thicker and the interfacial shear strength declines, especially at temperatures above 400 °C. The brittle Al3.21SiO0.47 phase formed at temperatures above 400 °C mainly results in the severe deterioration of the interfacial shear strength.
4 Conclusions
The 45 vol.% SiCf/AlFe5Si2 composite was successfully prepared by consolidating the matrix-coated fibers in this research. The interfacial reaction took place at the interface between C-rich layer and aluminum matrix and formed Al4C3 phase during the preparation process (HIP at 580 °C for 4 h under a pressure of 120 MPa). The activation energy of Al4C3 growth at the C/Al interface was about 163 kJ/mol.
The interfacial shear strength of the SiCf/AlFe5Si2 composites declined with increasing the thermal exposure time and temperature, especially at temperatures above 400 °C. It is indicated that the SiCf/AlFe5Si2 composite can be used at temperatures below 350 °C, which is much higher than that of conventional aluminum alloys (~200 °C).
The interfacial reaction zone in the SiCf/AlFe5Si2 composite becomes thicker with increasing the thermal exposure temperature and time. Meanwhile, it has been found that the brittle Al3.21SiO0.47 compound was formed at temperatures above 400 °C. The existence of the brittle phase mainly results in the severe deterioration of the interfacial shear strength.
References
Yu, K., Dollhopf, V., Kochendorfer, R.: CVD SiC/Al composites produced by a vacuum suction casting process. Compos. Sci. Technol. 46(1), 1–6 (1993)
Guo, Z.X., Derby, B.: Solid-state fabrication and interfaces of fibre reinforced metal matrix composites. Prog. Mater. Sci. 39(4–5), 411–495 (1995)
Pan, J., Yang, D.M., Yin, X.F., Fukunaga, H.: A study of the ultrasonic technique applied in fabrication of SiC fiber-reinforced aluminum composites. J. Mater. Res. 10(3), 596–601 (1995)
Iseki, T., Kameda, T., Maruyama, T.: Interfacial reactions between SiC and aluminium during joining. J. Mater. Sci. 19(5), 1692–1698 (1984)
Ochiai, S., Osamura, K.: Tensile strength of fibre-reinforced metal matrix composites with non-uniform fibre spacing. J. Mater. Sci. 24(10), 3536–3540 (1989)
Liu, H., Madaleno, U., Shinoda, T., Mishima, Y., Suzuki, T.: Interfacial reaction and strength of SiC fibres coated with aluminium alloys. J. Mater. Sci. 25(10), 4247–4254 (1990)
Clyne, T., Watson, M.: Interfacial mechanics in fiber-reinforced metals. Compos. Sci. Technol. 42(1–3), 25–55 (1991)
Watson, M.C., Clyne, T.W.: The use of single fiber pushout testing to explore interfacial mechanics in SiC monofilament-reinforced Ti―II. Application of the test to composite material. Acta. Metall. Mater. 40(1), 141–148 (1992)
Tripathi, D., Turton, T., Chen, F., Jones, F.R.: A new method to normalize the effect of matrix properties on the value of interfacial shear strength obtained from the fragmentation test. J. Mater. Sci. 32(18), 4759–4765 (1997)
Zeng, W.D., Peters, P.W.M., Tanaka, Y.: Interfacial bond strength and fracture energy at room and elevated temperature in titanium matrix composites (SCS-6/Timetal 834). Compos. Part A. 33(9), 1159–1170 (2002)
Chen, L.G., Lin, S.J.: Effect of nickel coating on the interfacial shear strengths of SiC fiber reinforced 7075 aluminum composites. J. Electrochem. Soc. 149, C383–C389 (2002)
Drzal, L.T., Madhukar, M.: Fiber matrix adhesion and its relationship to composite mechanical-properties. J. Mater. Sci. 28(3), 569–610 (1993)
Juergens, M., da Silva, M.T.V.H.P.F., Heimbs, S., Lang, H., Ladstaetter, E., Hombergsmeier, E.: Pull-out testing of multiscale structured metallic z-reinforcements for CFRP laminates. Compos. Struct. 161, 384–392 (2017)
Kallas, M.N., Koss, D.A., Hahn, H.T., Hellmann, J.R.: Interfacial stress state present in a “thin-slice” fibre push-out test. J. Mater. Sci. 27(14), 3821–3826 (1992)
Chen, L.G., Lin, S.J., Chang, S.Y.: Analysis of interfacial shear strength of SiC fiber reinforced 7075 aluminum composite by pushout microindentation. Metall. Mater. Trans. A. 36A(7), 1937–1945 (2005)
Jiang, Y.Q., Liu, J.H., Wu, X.B.: A measure of interfacial frictional shear strength of MMC. Chin. J. Mater. Res. 8(4), 378–380 (1994)
Yang, C.J., Jeng, S.M., Yang, J.-M.: Interfacial properties measurement for SiC fiber-reinforced titantum alloy composites. Scripta. Metall. Mater. 24(3), 469–474 (1990)
Ningal, X.J., Pirouzal, P.: The microstructure of SCS-6 SiC fiber. J. Mater. Res. 6(10), 2234–2248 (1991)
Lu, X., Yang, Y., Ma, Z., Liu, C., Chen, Y., Al, Y.: Kinetics and mechanism of interfacial reaction in SCS-6SiC continuous fiber-reinforced Ti-Al intermetallic matrix composites. T. Nonferr. Metal. Soc. 16(1), 77–83 (2006)
Guo, Z.X., Derby, B.: Interfaces in Ti3Al composites reinforced with sigma SiC fiber. Scripta. Metall. Mater. 30(1), 89–94 (1994)
Breuer, J., Wilger, T., Friesel, M., Herzig, C.: Interstitial and substitutional diffusion of metallic solutes in Ti3Al. Intermetallics. 7(3–4), 381–388 (1999)
Yasutomi, Y., Sawada, J., Kikuchi, T., Nakamura, K., Manabe, Y., Nagano, K., Kuroda, H., Sumi, T., Kubokawa, H., Nagai, M., Kogure, H., Sawai, Y., Kishi, T.: Effects of the SiC/Al interface reaction on fracture behavior of a composite conductor using SiC fiber reinforced aluminum for next generation power equipment. J. Mater. Sci. 34(7), 1583–1593 (1999)
Acknowledgments
The authors gratefully acknowledge the financial support of the National Natural Science Foundation of China, grant number U1537212, 51471019 and the National Key Research and Development Program of China, grant number 2016YFB0300901.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Chu, D., Ma, Y., Tang, P. et al. Effect of Thermal Exposure on the Interface Microstructure and Interfacial Shear Strength of the SiC Fiber Reinforced AlFe5Si2 Matrix Composite. Appl Compos Mater 27, 95–105 (2020). https://doi.org/10.1007/s10443-020-09798-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-020-09798-3