
Abstract
The non-autoclave curing technique with vacuum bag only (VBO) prepreg has been conceived as a cost-effective manufacturing method for producing high-quality composite part. This study demonstrated the feasibility of improving composite part’s performances and established the effective mitigation strategies for manufacturing induced defects, such as internal voids and surface porosity. The experimental results highlighted the fact that voids and surface porosity were clearly dependent on the resin viscosity state at an intermediate dwell stage of the curing process. Thereafter, the enhancement of resin flow could lead to achieving high quality parts with minimal void content (1.3%) and high fiber fraction (53 vol.%). The mechanical testing showed comparable in-plane shear and compressive strength to conventional autoclave. The microscopic observations also supported the evidence of improved interfacial bonding in terms of excellent fiber wet-out and minimal void content for the optimized cure cycle condition.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
The carbon fiber reinforced composites have received considerable attention as the lightweight materials in aerospace, automotive and industrial markets. Composites can offer several advantages over metallic materials, such as design flexibility, outstanding property-to-weight ratio (i.e., specific strength, in MPa/kg and specific stiffness, GPa/kg) and fatigue resistance [1,2,3]. In general, high-performance composites have been predominantly produced by the prepregs in an autoclave facility [4, 5]. Autoclave process is the most common curing technique for producing high-quality composite structures in aerospace industry. High compaction pressure is typically employed in order to suppress the void growth (less than 1 vol.%) and achieve the high fiber fraction (55–60 vol.%) [6,7,8]. However, there are multiple drawbacks to the traditional autoclave process. It is mainly associated with high capital investment, long production time, poor energy efficiency and part size constraints [2, 9, 10]. These limitations have led to the demand for the development of alternative curing techniques, designed to meet the need for low-cost and high-quality manufacturing process.
The resin infusion process which is consisted of dry fabric preform and low viscous resin is a cost-effective manufacturing method for producing low-cost composite parts which are required, in particular, in low to medium production quantity. This process can be accomplished by using various resin impregnation techniques, such as vacuum assisted resin transfer molding (VARTM), seeman composite resin infusion process (SCRIMP), resin film infusion (RFI), vacuum bag only (VBO) prepreg and so forth [11,12,13]. The typical characteristics of resin infusion process are summarized in Table 1. However, most resin infusion processes have been proven to provide less production repeatability compared to the autoclave process. Furthermore, the use of functionalized polymer particles as a toughening agent for improving a fracture toughness is limited due to their resulting high process viscosity.
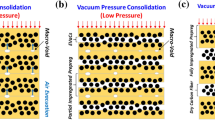
Recently, new non-autoclave process with VBO prepreg has been introduced to produce autoclave-quality composite parts [2, 14]. This process is compatible with a diverse range of low-cost production set-ups, such as convection oven, heated tool and heat-blanket. The key characteristics of conventional autoclave and VBO prepreg are summarized in Table 2. The conventional prepreg, which is fully impregnated with a B-staged thermoset resin, is intended for curing at high-pressure (3–7 bar) in an autoclave facility. On the other hands, new VBO prepreg features a special micro-structure to evacuate entrapped air and/or volatiles through dry and un-impregnated fiber tows. In particular, this dry section (or refer to engineered vacuum channels (EVaCs)), is artificially designed to eliminate the unwanted voids and consolidate the prepreg plies for achieving high fiber fraction and thickness uniformity [2]. Concurrently, the subsequent resin infiltration into the dry fiber tows is significantly dependent on the quality of vacuum bag pressure (in typical, −1 bar, 101.3 kPa).
However, the previous studies [2, 4, 10, 11] reported that this new process yields a higher propensity for voids than those obtained by the autoclave process. It is probably that VBO prepreg is only compacted by an atmospheric pressure differential of 101.3 kPa. Hence, the effectiveness of air or volatiles evacuation is crucial for the elimination of void build-up. The strategies for void mitigation have been already addressed in the previous works, but the mechanisms of void formation and its impact on the mechanical properties should be better understood, particularly for VBO curing technique. Thomas and Nutt [15] reported that the porous networks of dry and un-impregnated fiber tows is essential for air evacuation prior to the complete saturation of viscous resin. Ridgard [16, 17] showed that the resin viscosity in dwell stage should be decreased to allow the sufficient infiltration of resin into dry fiber tows. Kratz et al. [18] compared the cure kinetics and viscosity behaviors between two commercially available VBO prepregs (Cytec Cycom5320 and MTM45–1) and one conventional prepreg (Hexcel Hexply8552), and they found that both VBO prepregs represent more reactive in cure and high viscosity in dwell temperature in the range from 80 °C to 140 °C. Nevertheless, further investigation is required to quantify the impact of process variability on the composite laminate behaviors, and generate the probabilistic design data sets (i.e., design allowables) for structural designers.
Whatever the method of curing techniques, the optimization of cure cycle is required to meet the following properties by properly selecting the cure temperature-time profile; (1) low void content (less than 1%), (2) outstanding glass transition temperature (Tg) and (3) improvement in thickness uniformity over part length with high fiber fraction [5, 19, 20]. The presence of voids results in the decrease in the matrix-dominant properties, such as in-plane shear strength, compressive strength, interlaminar shear strength and so forth [21,22,23]. It was also reported that the voids may cause a greater susceptibility to moisture absorption and/or environmental conditioning [24, 25]. The glass transition temperature is a good monitor of epoxy resins, particularly near the final stage of the cross-linking since the change of glass transition temperature is directly linked with the advancement of the cure process [26]. Finally, the large variations in part thickness and fiber fraction, combined with resin-rich or voids, would have a detrimental effect on the performance and quality composite parts [27].
The aim of the present work was to explore the possibility of VBO curing technique for producing high-performance composites. For this purpose, the cure kinetics and the resulting viscosity changes of VBO prepreg by using a differential scanning calorimeter (DSC) and a parallel plate rheometer were characterized to obtain an optimum first-stage dwell temperature and duration time. Physical properties, such as void content, Tg, thickness variation and fiber fraction, were analyzed and compared between two VBO curing conditions and autoclave curing. Finally, the matrix-dominant mechanical properties, such as in-plane shear and compressive strength, were performed to compare the mechanical properties, and the results were correlated with the physical properties.
2 Experimental and Process Modeling
2.1 Material
The VBO prepreg being used in this study consists of 2/2 twill weave carbon fiber (Toho Tenax® 6 k HTA40) and toughened epoxy resin (Cytec Industries Inc., MTM® 44–1). This prepreg can be processed via low-pressure vacuum bag or autoclave cure. The nominal resin content is 35–40% by weight and the fabric areal weight is 284 g/m2, respectively. The MTM® 44–1 epoxy resin is designed for curing at 130 °C or 180 °C for two hours.
2.2 Basic Characteristics of Neat Resin and Prepreg
Neat Resin
The previous study [2, 28, 29] showed that the rate of infiltration and the final quality of VBO composites are strongly influenced by the cure kinetics and the viscosity evolution during the curing process. Kim et al. [29] developed the in-situ cure monitoring method based on DSC and rheometer data with a VBO prepreg. They found that the rate of cure and the resulting viscosity changes provide a means to improve process effectiveness and efficiency in the manufacturing of composite parts. The intermediate isothermal stage (in typical, dwell stage) in a two-step cure cycle is generally considered in order to motivate the evacuation of air and/or volatiles in a lay-up stack. Thereafter, the resin viscosity in the dwell stage should be kept as low as practical to allow the infiltration of epoxy resin into dry fiber tows before the curing reaction starts to rise rapidly [30]. In this study, the effect of dwell temperature on the viscosity behaviors of neat resin was investigated by using a Physica UDS 200 rheometer (Anton Paar GmbH.). Figure 1 shows the viscosity changes of neat resin with the different dwell temperatures (65, 70, 80, 90, 100, 110, 120 and 130 °C). At this time, the dwell time was fixed at 30 min. High dwell temperature led to the reduction in minimum viscosity (ηmin) of neat resin; ηmin = 832.0 Pa∙s for 65 °C dwell and ηmin = 10.6 Pa∙s for 130 °C dwell, respectively.

Effect of dwell temperature on viscosity of neat resin; dwell temperatures were varied with 65, 70, 80, 90, 100, 110, 120 and 130 °C and duration of dwell time is 30 min
In order to address the curing reaction at dwell stage, the degree of cure (α) for neat resin was determined by dynamic and isothermal DSC experiments. The DSC experiments were performed with a DSC 2970 (TA instrument, USA) according to the Airbus test specification of AITM 3–0002 [31]. The detailed procedure can be found in the previous literatures [5, 32,33,34,35]. The degree of cure (α) was calculated by using the following equation:
where α(t) is the degree of cure, q is the heat released from the sample from time 0 to time t during cure measured by DSC, and HU is the ultimate heat of reaction obtained by the dynamic DSC experiment. Figure 2 shows that high dwell temperature offers potential for shorter final dwell time; α = 68.7% at 130 °C and α = 98.8% at 180 °C, respectively.

Comparison of DSC thermograms for neat resin when subjected to 130 and 180 °C isothermal temperature; ultimate heat of reaction (ΔH = 385.66 J/g) was obtained from dynamic DSC experiment at a heating rate of 4.5 °C/min
Prepreg
The resin content in the un-cured prepreg was determined by weighing a 50 mm2 square sample, dissolving the epoxy resin out of prepreg with 70 wt.% nitric acid based on the ASTM D3529 [36]. To determine the volatile content in prepreg, a 50 mm2 square sample was weighed, set in a vacuum-oven at a nominal cure temperature of 180 °C for 15 min according to the ASTM D3530 [37]. Average resin content of un-cured prepreg based on five samples was 34.66 ± 0.36 wt.% and volatile content was 0.45 ± 0.11 wt.%, respectively.
2.3 Cure Cycle Design for VBO Prepreg
Summary of Preliminary Experiments
Our preliminary study focused on evaluating the effectiveness of resin infiltration into dry fiber tows by altering a set of dwell conditions, i.e., dwell temperature (65–130 °C) and duration time (30–120 min). In addition to voids, another major problem encountered in the curing of VBO prepreg is the presence of surface porosity. Surface porosity is generally formed on the tool-side surface of composite laminate, and it tends to degrade the aesthetic quality of composite part. Hamill et al. [38] proposed the mitigation strategies for the management of surface porosity with VBO prepreg. They found that both resin viscosity and permeability at the prepreg-tool interface were identified as a major factor affecting the surface porosity management.
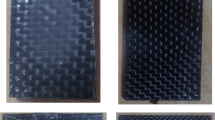
Table 3 shows the representative composite laminates with the different dwell conditions, by showing the extent of surface porosity and viscosity data (i.e., minimum viscosity ηmin) at dwell stage. To enhance the visibility of surface porosity, the original photographs were digitized into an image consisting of a two-dimensional array of numbers. The proper threshold values were pre-determined by examining the histogram of array values, and verified between original and binary images. The number of pixels in the digital white scale (0) where represents the surface porosity area was computed with the number of pixels in the binary image. It could be observed that the extent of surface porosity were dramatically decreased when the intermediate dwell temperature was increased from 65 °C to 130 °C. In addition, longer duration time at dwell temperature of 130 °C was shown to help mitigate the extent of surface porosity significantly. More specific, the composite laminate produced by 65 °C dwell stage for 30 min was not fully infiltrated with epoxy resin, resulting in a high probability of surface porosity (41.2 areal.%). On the other hands, 130 °C dwell stage for 60–120 min could completely eliminate the surface porosity (0 areal.%).
Preparation of Composite Laminates
In this study, two intermediate dwell conditions were considered in an attempt to further assess the quality of composite laminates based on the thermal analysis (i.e., cure kinetics and rheology) and the resulting surface porosity quantity. The detailed cure cycle conditions are given in Table 4; 65 °C dwell stage for 30 min refers to the standard cure cycle (i.e., manufacturing recommended cure cycle) and 130 °C dwell stage for 120 min is selected for the optimized cure cycle. For evaluating the material performances, four types of lay-up patterns, such as unidirectional-ply ([0]8), angle-ply ([±45]4), cross-ply ([0/90]4) and quasi isotropic-ply ([0/452/90]s), were prepared as per the corresponding test specification. All prepreg plies were cut in size of 300 × 300 mm, and subsequently laid up on the curing tool. The outer permeable boundary (i.e., glass tows) was installed to encourage the evacuation of entrapped air and/or volatiles as shown in Fig. 3a. The detailed guidelines for fabricating test panels are already given in the technical document sheet [39].

Fabrication method of VBO prepreg: (a) vacuum bagging scheme for VBO prepreg; (b) autoclave cure and VBO cure at 65 °C dwell stage; and (c) VBO cure at 130 °C dwell stage
The vacuum bagging assemblies were subsequently processed with the cure cycle profiles as shown in Fig. 3b and c. An identical cure temperature profile was used for autoclave and 65 °C dwell stage cure; one set of autoclave cure was processed in vacuum bag with autoclave pressure of 501 kPa, and another set of 65 °C dwell stage cure cycle was employed under vacuum pressure only. In all cure cycle steps, the practically achievable vacuum level of −735.0 mmHg was maintained automatically via a solenoid-valve system in the range of ±5.0 mmHg. Finally, the cure temperature was controlled by using K-type thermocouples and PID (Proportional-Integral-Derivative) temperature controller.
2.4 Evaluation of Laminar Level Properties
For the material property evaluations of composite laminates, each of the following test standards serves as the engineering definition for the preparation of test sample as given in Table 5. To quantify the impact of process variability on the composite laminate behaviors, the manufacturing process to fabricate the test panels should be the representative of multiple cure cycles. This approach can provide the statistical result of qualitative data. For this purpose, the test panels manufactured for each process condition require a minimum of three independent cure cycles, and all material properties for each process condition were averaged over nine samples (i.e., three samples per panel).
The density (Dc, g/cm3) of composite laminates was measured in accordance with the standard of D792 [40]. The fiber content (Vf, vol.%) and void content (Vv, vol.%) were measured by weighing the test samples with square area of 25 cm2, by dissolving epoxy resin in 70 wt.% nitric acid based on the D3171 [41] and D2734 [42], respectively. The DMA experiment was performed to compare the glass transition temperature (Tg, °C) in a 3-point bending mode by using a Q800 DMA (TA Instruments, USA) based on the AITM1–0003 [43]. A frequency of 1 Hz was used over a temperature range of −50-250 °C. The cross-sectional micrograph was obtained by using a S-2400 scanning electron microscope (Hitachi, Ltd.). The samples were gold sputtered and an accelerating voltage of 20 kV was utilized. Finally, two sets of mechanical tests, such as in-plane shear strength ([±45]4) and compressive strength ([0/90]4 and ([0/452/90]s), were carried out to compare the matrix-dominant properties with the different curing conditions. The mechanical tests with a servo-hydraulic 100 kN load capacity MTS 810 testing machine (MTS Systems Corporation) were conducted in a laboratory environment (23 ± 2 °C and 50 ± 5% relative humidity).
3 Results and Discussion
The material properties of composite laminates with the different curing conditions are summarized in Table 6, where standard average (xa), coefficient of variation (CV) and percentage difference (% diff.) respect to the autoclave cure are listed. The coefficient of variation was defined as follows [46]:
where; xi is the measured property and n is the number of samples, respectively.
3.1 Sectional Observations
The representative through-thickness microstructures of composite laminates were compared as shown in Fig. 4. It was immediately apparent that high autoclave pressure (501 kPa) allows the compaction of prepreg plies and the squeezing of excessive resin sufficiently. The micrograph as shown in Fig. 4a did not display any sign of voids or resin-rich area between prepreg plies. This evidence was further supported by the quantitative results, by showing low void content (1.1 vol.%) and high fiber fraction (57.9 vol.%). However, the 65 °C dwell stage composite represented a non-homogeneous interlayer, by showing the irregular distribution of toughener particles in the inter-ply sections of the composite (see arrow in Fig. 4b). In addition, the resin-rich domains between fiber tows could account for high void content (2.2 vol.%) and low fiber fraction (52.8 vol.%) when compared to other curing conditions. Apparently, the 130 °C dwell stage composite showed a distinct, homogenous interlayer that accommodated the toughener particles in a relatively co-continuous morphology as shown in Fig. 4c.

Through-thickness microstructures of composite laminates at 400× magnification: (a) autoclave cure; (b) VBO cure at 65 °C dwell stage; and (c) VBO cure at 130 °C dwell stage
3.2 Material Properties
The experimental results showed that the autoclave curing achieved an extra 8.4–9.6% fiber fraction in volume over the VBO curing conditions as listed in Table 6. As mentioned above section, high autoclave pressure was responsible for the suppression of void formation by less than 1.5 vol.% and the achievement of ultimate fiber fraction (> 55 vol.%). On the other hands, the VBO curing showed the moderate fiber fraction (> 50 vol.%) and void content (< 2 vol.%), respectively. The variations of panel thickness with the different curing conditions are shown in Fig. 5. It was apparent that the application of autoclave pressure was anticipated to lead to the decrease in final value and variations of part thickness. In overall, the uncertainty values (CV, %) of thickness variation were lowest in autoclave curing (0.81%), followed by 130 °C dwell stage (1.43%) and 65 °C dwell stage (1.65%). The uneven compaction of VBO prepreg plies has close relationship with the location of vacuum source. Figure 5b and c show that the part thickness was gradually increased as the distance from the vacuum source increased. As a consequence of thickness variation, there might be a corresponding variation in the fiber fraction of cured part.

Comparison of thickness variation for composite laminates: (a) autoclave cure; (b) VBO cure at 65 °C dwell stage; and (c) VBO cure at 130 °C dwell stage
The corresponding Tg taken from the storage modulus (E’) and peak value of loss tangent (tan δ, the ratio of E” to E’) are shown in Fig. 6. The comparable Tg values were measured in all cases of autoclave cure (Tg-oneset = 208.9 °C) and VBO cure conditions (209.6 °C for 65 °C dwell stage and 208.4 °C for 130 °C dwell stage) as listed in Table 6. It was speculated that the full cure stage at 180 °C for 2 h was the main factor that allows for the curing reaction to proceed to completion. The effect of dwell condition on the Tg was negligible as compared with the full cure stage.

Comparison of storage modulus and tangent delta with two-dwell stage conditions
Earlier studies in the literatures [47,48,49] were dealt with the effect of voids on the mechanical properties, and they reported that high void content was deleterious to the matrix-dominant properties, particularly for in-plane shear and compressive strength. In this study, the mechanical tests were carried out to investigate the load carrying capacity of composite laminates and to evaluate the effect of cure cycle on the in-plane shear ([±45]4) and compressive strength ([0/90]4 and ([0/452/90]s). The experimental results showed that the presence of voids did not significantly alter the in-plane shear strength of composite laminates. The in-plane shear strengths processed by VBO curing (107.48 MPa for 65 °C dwell stage and 111.36 MPa for 130 °C dwell stage) were demonstrated to be comparable to those of the autoclave curing (108.01 MPa). Only minor qualitative differences between the three groups were observed in the shear strength although these differences were within the experimental error. Typical stress (τ) – strain (ε) curves during in-plane shear strength tests are shown in Fig. 7. Hence, the in-plane shear strength was improved effectively through VBO curing process, possibly signifying that VBO curing could enhance the interfacial bonding between fiber reinforcement and epoxy resin.

Stress (τ) – strain (ε) curves for in-plane shear test
The compressive strength, however, yielded an interesting result. The compressive strength of 130 °C dwell stage composite was found to be 6.5–7.6% higher than those processed by 65 °C dwell stage. The 65 °C dwell stage composite showed the lowest compressive strength in both for cross-ply (406.26 MPa) and quasi-isotropic laminates (388.52 MPa), respectively. It could be supposed that the low fiber fraction (52.8 vol.%) and high void content (2.2 vol.%) can account for the reduction in compressive strength of composite laminate when the VBO prepreg were processed by 65 °C dwell stage condition. Consequently, the experimental results presented in this study highlighted the potential to improve the material properties by manipulating the dwell condition. The qualitative ratings on each material property were shown in Fig. 8. The qualitative ratings were scored on a ten-point scale with values from 10 to 100.

A diagram for qualitative ratings on each material property; best is outermost and worst is center
3.3 Comparison of Resin Viscosity during Cure Cycle
In this section, an additional experimental study was carried out to directly compare the viscosity evolution of VBO prepreg according to cure cycle. It was clear seen that high viscous state (835.5 Pa∙s) at 65 °C dwell stage for 30 min resulted in the improper resin infiltration, furthermore leading to high extent of surface pin-hole (41.2 areal.%) and void formation (2.2 vol.%) as shown in Fig. 9a. Meanwhile, the low viscous state (9.49 Pa∙s) over 130 °C dwell stage for 120 min could account for the reduction in surface pin-hole (0.0 areal.%) and void formation (1.3 vol.%) as shown in Fig. 9c. Consequently, the low viscous state during dwell stage would facilitate resin flow sufficiently, making it easier for viscous resin to access into dry fiber tows. It is beneficial to the inherent compressibility of the prepreg plies and the elimination of surface pin-hole.

Viscosity evolution of neat resin during a cure cycle: (a) VBO cure at 65 °C dwell stage; and (b) VBO cure at 130 °C dwell stage
4 Conclusions
The VBO curing technique has the potential to substantially reduce the cost of composite manufacturing. However, the low compaction with vacuum bag pressure results in a higher propensity for voids formation compared to the traditional autoclave curing. The present work explored the feasibility of improving the quality of composite laminate with VBO prepreg. Through the characterizations of neat resin and prepreg, the necessary attributes of VBO prepreg were addressed in terms of cure kinetics and resulting viscosity evolution during a cure cycle. A mitigation strategy for improving the quality of composite laminate with VBO prepreg was presented from the description of viscosity-temperature dependency, and it was subsequently correlated with the results of surface porosity quantity and void content.
The experimental results showed that the resin infiltration into dry fiber tows is the main micro-structural changes during a cure cycle. The resulting cross-linking and increase in resin viscosity can prevent sufficient flow into dry fiber tows during the curing process and result in surface porosity and voids significantly. The efficiency and effectiveness of resin infiltration clearly depends on the low viscous state of epoxy resin, and the enhancement of resin flow properties could account for the decrease in the surface porosity and void content. The composite laminates processed by the optimized VBO cure cycle represented a 6.5% ([0/90]4) and 7.6% ([0/452/90]s) decrease in compressive strength, but an equivalent in-plane shear strength (+3.0%) was achieved compared to those obtained by autoclave curing. This enhancement is suggested to be mainly attributed to a lowering of resin viscosity at dwell stage of cure cycle, which in turn facilitated the resin flow and improved the interfacial bonding between fiber and epoxy resin. The microscopic observations also supported the evidence of improved interfacial bonding in terms of excellent fiber wet-out and minimal void content for the optimized cure cycle condition. Furthermore, this evidence was supported by the quantitative results, showing high fiber fraction (57.9 vol.%) and low void content (1.1 vol.%).
References
Varvani-Farahani, A.: Composite materials: characterization, fabrication and application-research challenges and directions. Appl. Compos. Mater. 17(2), 63–67 (2010)
Lachaud, F., Espinosa, C., Michel, L., Rahme, P., Piquet, R.: Modelling strategies for predicting the residual strength of impacted composite aircraft fuselages. Appl. Compos. Mater. 22(6), 599–621 (2015)
Alderliesten, R.C.: Critical review on the assessment of fatigue and fracture in composite materials and structures. Eng. Fail. Anal. 35(15), 370–379 (2013)
Grunenfelder, L.K., Dills, A., Centea, T., Nutt, S.R.: Effect of prepreg format on defect control in out-of-autoclave processing. Compos. A: Appl. Sci. Manuf. 93, 88–99 (2017)
Aleksendrić, D., Carlone, P., Ćirović, V.: Optimization of the temperature-time curve for the curing process of thermoset matrix composites. Appl. Compos. Mater. 23(5), 1047–1063 (2016)
Bodaghi, M., Cristóvão, C., Gomes, R., Correia, N.C.: Experimental characterization of voids in high fibre volume fraction composites processed by high injection pressure RTM. Compos Part A. Appl. Sci. Manuf. 82, 88–99 (2016)
Marsh, G.: De-autoclaving’ prepreg processing. Reinf. Plast. 56(5), 20–25 (2012)
Xu, X., Wang, X., Liu, W., Zhang, X., Li, Z., Du, S.: Microwave curing of carbon fiber/bismaleimide composite laminates: material characterization and hot pressing pretreatment. Mater. Des. 97(5), 316–323 (2016)
Grunenfelder, L.K., Nutt, S.R.: Void formation in composite prepregs – effect of dissolved moisture. Compos. Sci. Technol. 70(16), 2304–2309 (2010)
Helmus, R., Centea, T., Hubert, P., Hinterhölzl, R.: Out-of-autoclave prepreg consolidation: coupled air evacuation and prepreg impregnation modeling. J. Compos. Mater. 50(10), 1403–1413 (2015)
Garschke, C., Weimer, C., Parlevliet, P.P., Fox, B.L.: Out-of-autoclave cure cycle study of a resin film infusion process using in situ process monitoring. Compos Part A. Appl. Sci. Manuf. 43(6), 935–944 (2012)
Han, K., Jiang, S., Zhang, C., Wang, B.: Flow modeling and simulation of SCRIMP for composites manufacturing. Compos Part A. Appl. Sci. Manuf. 31(1), 79–86 (2000)
Li, W., Krehl, J., Gillespie, J.W., Heider, D., Endrulat, M., Hochrein, K., Dunham, M.G., Dubois, C.J.: Process and performance evaluation of the vacuum-assisted process. J. Compos. Mater. 38(20), 1803–1814 (2004)
Centea, T., Nutt, S.R.: Manufacturing cost relationships for vacuum bag-only prepreg processing. J. Compos. Mater. 50(17), 2305–2321 (2015)
Thomas, S., Nutt, S.R.: Temperature dependence of resin flow in a resin film infusion (RFI) process by ultrasound imaging. Appl. Compos. Mater. 16(3), 183–196 (2009)
Ridgard, C.: Out of autoclave composite technology for aerospace, defense and space structures. In: Proceeding of SAMPE Conference, Baltimore, MD (2009)
Ridgard, C.: Next generation out of autoclave systems. In: Proceeding of SAMPE Conference, Seattle, WA (2010)
Kratz, J., Hsiao, K., Fernlund, G., Hubert, P.: Thermal models for MTM45-1 and Cycom 5320 out-of-autoclave prepreg resins. J. Compos. Mater. 47, 341–352 (2012)
Agius, S.L., Magniez, K.J.C., Fox, B.L.: Cure behaviour and void development within rapidly cured out-of-autoclave composites. Compos. Part B. 47, 230–237 (2013)
Cong, J., Zhang, B.: Methodology for evaluating manufacturability of composite materials. Appl. Compos. Mater. 19(3–4), 189–201 (2012)
Guo, Z.S., Liu, L., Zhang, B.M., Du, S.: Critical void content for thermoset composite laminates. J. Compos. Mater. 43(17), 1775–1790 (2006)
Hernández, S., Sket, F., González, C., Llorca, J.: Optimization of curing cycle in carbon fiber-reinforced laminates: void distribution and mechanical properties. Compos. Sci. Technol. 85(21), 73–82 (2013)
Jeong, H.: Effects of voids on the mechanical strength and ultrasonic attenuation of laminated composites. J. Compos. Mater. 31(3), 276–292 (1997)
Park, S.Y., Choi, W.J., Choi, H.S.: The effects of void contents on the long-term hygrothermal behaviors of glass/epoxy and GLARE laminates. Compos. Struct. 92(1), 18–24 (2010)
Costa, M.L., Rezende, M.C., De Almeida, S.F.M.: Strength of hygrothermally conditioned polymer composites with voids. J. Compos. Mater. 39(21), 1943–1961 (2005)
Pang, K.P., Gillham, J.K.: Competition between cure and thermal degradation in a high Tg epoxy system: effect of time and temperature of isothermal cure on the glass transition temperature. J. Appl. Polym. Sci. 39(4), 909–933 (1990)
Yenilmez, B., Senan, M., Sozer, E.M.: Variation of part thickness and compaction pressure in vacuum infusion process. Compos. Sci. Technol. 69(11–12), 1710–1719 (2009)
Kim, D., Centea, T., Nutt, S.R.: Out-time effects on cure kinetics and viscosity for an out-of-autoclave (OOA) prepreg: modelling and monitoring. Compos. Sci. Technol. 100(21), 63–69 (2014)
Kim, D., Centea, T., Nutt, S.R.: Effects of out-time on viscosity, gelation and vitrification. Compos. Sci. Technol. 102(6), 132–138 (2014)
Garschke, C., Parlevliet, P.P., Weimer, C., Fox, B.L.: Cure kinetics and viscosity modelling of a high-performance epoxy resin film. Polym. Test. 32(1), 150–157 (2013)
AITM 3-0002. Analysis of non metallic materials (uncured) by differential scanning calorimetry. Airbus Industry, France (1997)
Abouhamzeh, M., Sinke, J., Jansen, K.M.B., Benedictus, R.: Kinetic and thermo-viscoelastic characterisation of the epoxy adhesive in GLARE. Compos. Struct. 124, 19–28 (2015)
Xie, M., Zhang, Z., Gu, Y., Li, M., Su, Y.: A new method to characterize the cure state of epoxy prepreg by dynamic mechanical analysis. Thermochim. Acta. 487(1–2), 8–17 (2009)
Boey, F.Y.C., Qiang, W.: Experimental modeling of the cure kinetics of an epoxy-hexaanhydro-4-methylphthalicanhydride (MHHPA) system. Polymer. 41, 2081–2094 (2000)
Alavi-Soltani, S., Sabzevari, S., Koushyar, H., Minaie, B.: Thermal, rheological, and mechanical properties of a polymer composite cured at different isothermal cure temperatures. J. Compos. Mater. 46(5), 575–587 (2011)
ASTM D3529/D3529M-97: Standard test method for matrix solids content and matrix content of composite prepreg. ASTM International, West Conshohocken (1997)
ASTM D3530-97: Standard test method for volatiles content of composite material prepreg. ASTM International, West Conshohocken (2015)
Hamill, L., Centea, T., Nutt, S.R.: Surface porosity during vacuum bag-only prepreg processing: Causes and mitigation strategies. Compos Part A. Appl. Sci. Manuf. 7, 1–10 (2015)
Tomblin, J.S., Ng, Y.C., Raju, K.S.: Material qualification and equivalency for polymer matrix composite material systems: updated procedure (report no.: DOT/FAA/AR-03/19). U.S. Department of Transportation, Washington, D.C (2003)
ASTM D792-13: Standard test methods for density and specific gravity (relative density) of plastics by displacement. ASTM International, West Conshohocken (2013)
ASTM D3171-15: Standard test methods for constituent content of composite materials. ASTM International, West Conshohocken (2015)
ASTM D2734-16: Standard test methods for void content of reinforced plastics. ASTM International, West Conshohocken (2016)
AITM1-0003. Determination of the glass transition temperatures (DMA). Airbus Industry, France (1997)
ASTM D3518-13: Standard test methods for in-plane shear response of polymer matrix composite materials by tensile test of a ±45° laminate. ASTM International, West Conshohocken (2013)
ASTM D6641-16: Standard test methods for compressive properties of polymer matrix composite materials using a combined loading compression (CLC) test fixture. ASTM International, West Conshohocken (2016)
MIL-HDBK-17-1F. Composite materials handbook, Volume 1, polymer matrix composites guidelines for characterization of structural materials. U.S. Department of Defense, Washington, D.C (2002)
Costa, M.L., Rezende, M.C., Almeida, S.F.M.: Effect of void content on the moisture absorption in polymeric composites. Polym. Plast. Technol. Eng. 45(6), 691–698 (2006)
Liu, L., Zhang, B.M., Wang, D.F., Wu, Z.J.: Effects of cure cycles on void content and mechanical properties of composite laminates. Compos. Struct. 73(3), 303–309 (2006)
Choi, H.S., Ahn, K.J., Nam, J.D., Chun, H.J.: Hygroscopic aspects of epoxy/carbon fiber composite laminates in aircraft environments. Compos Part A. Appl. Sci. Manuf. 32(5), 709–720 (2001)
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Park, S.Y., Choi, C.H., Choi, W.J. et al. A Comparison of the Properties of Carbon Fiber Epoxy Composites Produced by Non-autoclave with Vacuum Bag Only Prepreg and Autoclave Process. Appl Compos Mater 26, 187–204 (2019). https://doi.org/10.1007/s10443-018-9688-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-018-9688-y