
Abstract
This paper presents an experimental study on the development of hybrid composites comprising of multi-walled carbon nanotubes (MWCNTs) and natural filler (oil palm shell (OPS) powder) within unsaturated polyester (UP) matrix. The results revealed that the dispersion of pristine MWCNTs in the polymer matrix was strongly enhanced through use of the solvent mixing method assisted by ultrasonication. Four different solvents were investigated, namely, ethanol, methanol, styrene and acetone. The best compatibility with minimum side effects on the curing of the polyester resin was exhibited by the styrene solvent and this produced the maximum tensile and flexural properties of the resulting nanocomposites. A relatively small amount of pristine MWCNTs well dispersed within the natural filler polyester composite was found to be capable of improving mechanical properties of hybrid composite. However, increasing the MWCNT amount resulted in increased void content within the matrix due to an associated rapid increase in viscosity of the mixture during processing. Due to this phenomenon, the maximum tensile and flexural strengths of the hybrid composites were achieved at MWCNT contents of 0.2 to 0.4 phr and then declined for higher MWCNT amounts. The flexural modulus also experienced its peak at 0.4 phr MWCNT content whereas the tensile modulus exhibited a general decrease with increasing MWCNT content. Thermal stability analysis using TGA under an oxidative atmosphere showed that adding MWCNTs shifted the endset degradation temperature of the hybrid composite to a higher temperature.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Nanocomposites containing carbon nanotubes (CNTs) have been an area of intensive research in recent years due to the superior mechanical, physical and electrical characteristics of CNTs [1] which results in a low weight composite with excellent strength properties [2]. However, practical use of these materials has been limited by factors such as poor dispersion of the nanoparticles together with poor interfacial bonding with the host polymer matrix [3]. CNTs by their nature possess a strong tendency for agglomeration due to their large aspect ratio and inter-particle interactions. Such a phenomenon produces a non-homogeneous and random distribution of nanoparticles within the polymer matrix [4] which can limit the mechanical, thermal and electrical performance of the resulting nanocomposites.
Therefore, four particular areas of research related to CNTs and their polymer composites have been identified as follows: (i) production of dimension controllable and high purity nanotubes, (ii) improvement in interfacial bonding strength between the matrix and CNTs, (iii) enhancement in the dispersion and alignment of the CNTs within the matrix and (iv) real life applications of carbon nanotubes [5]. The formation of networks of well dispersed carbon nanotubes in the polymer matrix, achieved by covalent or noncovalent functionalization of CNTs, has been identified as a key feature for the reinforcing ability of CNTs in polymer nanocomposites [6]. Apart from strong van der Waals forces and interactions between relatively small diameter CNTs, the viscosity of the polymer matrix, length and volume fraction of the CNTs, together with the degree of entanglement, are other critical factors which need to be considered for the dispersion of CNTs within polymer matrices [7].
A number of different techniques including shear mixing, solution mixing, ultrasonication, chemical treatment, and their various combinations, are commonly used by researchers to achieve a sufficient distribution of nanoparticles in the matrix [8]. Direct mixing with high speed mechanical stirring and sonication have been reported to be the most common techniques utilized to disperse CNTs within thermoset resins such as epoxy and vinylester [7]. High shear forces with a three roll mill have also been claimed to break up CNT agglomerations and enhance dispersion in an epoxy matrix [9]. In the solvent mixing method, CNTs are mixed in a solvent prior to being added into the polymer or a solvent-diluted polymer. Appropriate selection of the solvent can reduce the high cohesive strength of the CNTs, which has been reported to be the main reason for the poor dispersion of CNTs within the polymer matrix [6]. However, despite this, re-agglomeration remains as a natural phenomenon during the subsequent curing process [10].
Hybrid polymer composites using natural filler and CNTs could prove to be a fruitful area of research due to the opportunities to improve the properties of natural filler composites through incorporation of carbon nanotubes. Previous studies on the influence of carbon nanotube loading showed that it improved the mechanical performance of ramie fiber-reinforced epoxy composite [11], jute fiber natural rubber composite [12], bagasse stalk/poplar polypropylene composite [13] and wood flour (WF) and high-density polyethylene (HDPE) composite [14]. In the present work, the authors have therefore investigated the influence of solvent selection in the solvent mixing method assisted with ultrasonication on the mechanical properties of nano composites comprising of unsaturated polyester reinforced by MWCNTs. In addition to this, the effect of MWCNT content on the critical processing parameters and resulting mechanical and thermal properties of hybrid composites containing oil palm shell (OPS) filler was studied.
2 Materials and Experimental Procedure
Unsaturated isophthalic polyester was selected for this study as a typical low cost and important thermoset resin. Raw OPS prepared from palm oil biomass was first ground in a ball mill and then mechanically sieved using a mesh size of 75 to 150 μm. Following this, the powdered OPS was treated in an alkali solution (7% NaOH concentration) for 1 h at 90 °C [15] and then washed with distilled water in order to remove impurities and finally dried in an oven at 100 °C for 12 h.
As the cost of MWCNTs is considerably lower than that of single-walled carbon nanotubes (SWCNTs) [16], pristine MWCNTs produced by carbon vapor deposition (CVD) were chosen for this study. The estimated Young’s modulus of the MWCNTs was reported to be between 270 and 950 GPa with a predicted tensile strength in the range of 11 to 63 GPa [17]. Table 1 and Fig. 1 present the physical specifications and a transmission electron micrograph of the MWCNTs used in this study, respectively.

Transmission electron micrograph of the 12–15 nm diameter MWCNTs used in this study
2.1 Fabrication of the Specimens
In order to achieve effective mixing with suitable dispersion, the pristine MWCNTs were mixed in a solvent (ethanol, methanol, acetone or styrene) and ultrasonicated for 10 min (Hielscher Ultrasonic Processor UP100H; 100 watts, 30 kHz). Following this, the ultrasonicated mixture was added to isophthalic unsaturated polyester (UP) resin under shear mixing (10 min at 600 rpm) and then ultrasonicated for an additional 5 min in order to ensure a sufficiently uniform dispersion of MWCNTs in the solvent-resin mixture. The mixture was then heated at a temperature just above the boiling temperature of the solvent whilst being subjected to shear mixing in order to evaporate the solvent such that a homogeneous mixture of polyester resin and MWCNTs remained.
In the first stage of testing, nanocomposite specimens were manufactured containing 0.8 phr (parts by mass of filler to 100 parts of the matrix) of pristine MWCNTs in polyester resin and 1.0 phr of methyl ethyl ketone peroxide (MEKP) as an initiator. The mixture was gently mixed and then placed under high vacuum in order to remove excess air bubbles prior to pouring into the moulds to produce bar and dumbbell specimens according to ASTM D760-10 and ASTM D638-10 for flexural and tensile testing, respectively. The cured specimens were then post cured at 80 °C for 1 h prior to being removed from the moulds. In addition to this, nanocomposite reference specimens were also prepared without the use of any solvent, i.e., using sonication and shear mixing only. These specimens were referred to as MWCNT-UP composites.
In the second stage of testing, hybrid composites were prepared by manufacturing UP composites containing 15 phr of treated OPS powder together either 0.2, 0.4, 0.6 and 0.8 phr MWCNTs. Figure 2 presents the processing steps used before curing stage to fabricate MWCNT-UP composites and hybrid composite.

Preparation steps used to fabricate MWCNT–OPS nanocomposite and hybrid composite
It should be noted that the preparation of samples containing 15 phr OPS and 0.8 phr MWCNTs was found to be extremely difficult due to the high viscosity of the mixture at the moulding stage. These specimens, referred to OPS-MWCNT-UP hybrid composites, contained 4 mg/ml of MWCNTs within the solvent. Whilst this value may be higher than the dispersability of CNTs within the solvent, it is known that the use of excessive solvent may have an effect on the glass transition and consequently the performance of nanocomposites [6, 18]. Moreover, a similar quality of carbon nanotube dispersion was found to exist for all cases (0.2, 0.4 and 0.6 and 0.8 phr MWCNTs) prior to mixing with resin. Finally, it was deemed essential to achieve a reasonable weight of nanoparticles in the final composite in order to be applicable.
Dumbbell and bar shape specimens were prepared for the hybrid (OPS-MWCNT-UP) composites with Table 2 summarizing the specimens and preparation conditions used in this study.
2.2 Characterization Techniques
The tensile and flexural properties of the hybrid composite specimens were investigated using a universal tensile testing machine (Lloyds instrument model LR10K Plus Digital Control Testing) with the flexural strength and modulus being evaluated according to ASTM D790-10 with a 500 N load cell and crosshead speed of 2 mm⋅min−1. Similarly, the tensile strength and modulus of specimens were evaluated according to ASTM D638-10 using a 10 KN load cell and crosshead speed of 2 mm⋅min−1. Investigation of the fracture surfaces of composite tensile specimens was carried out using scanning electron microscopy (SEM; HITACHI S-3400 N). The thermal behaviour of the composites was studied using thermogravimetric analysis (TGA) and derivative thermogravimetric (DTG) analysis (Mettler Toledo TGA, Model; TGA/DSC1) with a temperature range of 25–700 °C and a heating rate of 10 °C⋅min−1. The TGA test was performed according to ASTM E 1131–03 in a flowing oxygen atmosphere with the flow rate being 80 ml⋅min−1.
Viscosity measurements of the resin mixtures were evaluated using a Brookfield Dial Viscometer LVT prior to adding the initiator and after allowing the mixture to cool to ambient temperature. Densities of specimens and their components were determined by pycnometer according to ASTM D792–08 with the void content of hybrid composites (ρ experimental ) being determined through Eqs. (1) and (2) according to ASTM D2734–16:
where w f , w m, and w cnt are the weight fractions and ρ f , ρ m and ρ cnt are the densities of the OPS powder, resin and MWCNT, respectively.
3 Results and Discussion
3.1 Solvent Selection for the MWCNT-UP Nanocomposites
3.1.1 Mechanical Properties
The effect of solvent type on the tensile and flexural properties of 0.8 phr MWCNT-UP nanocomposites has been presented in Fig. 3 with it being clear that the solvent selection has a significant effect on the mechanical performance of nanocomposites. The strength, modulus and strain values for both tensile and flexural properties have also been listed in Table 3. Figure 3a and Table 3 indicated that the nanocomposite prepared without solvent mixing exhibited values of 19 MPa, 743 MPa and 3.4% for the tensile strength, modulus and strain to failure, respectively. It can also be observed that the sample prepared by styrene mixing showed a significant improvement in tensile strength and modulus (by 45% and 115%, respectively) but a considerable reduction in tensile strain to failure (22%) when compared to the case without solvent mixing.

Influence of solvent type (used in the solvent mixing method) on the stress-strain behaviour of 0.8 phr MWCNT nanocomposites: a tensile and b flexural
Figure 3a also illustrated that the incorporation of other solvents, i.e., methanol, ethanol and acetone, into the polyester resin led to a significant reduction in the tensile properties of the nanocomposites. For example, the tensile strength declined by 14, 50 and 75% for the cases with ethanol, methanol and acetone, respectively. In addition, the use of ethanol, methanol and acetone solvents reduced the tensile modulus by 55, 27 and 64%, respectively. Taken together with the values for tensile strain (Table 3) and the significant changes in tensile behaviour (Fig. 3a), it was clearly concluded that the use of methanol, ethanol and acetone solvents adversely affected the MWCNT-UP nanocomposite tensile properties.
A similar trend in the effect of solvent type was noted for the flexural properties of the MWCNT-UP nanocomposites as shown in Fig. 3b. It was clear that the sample prepared without solvent possessed a higher flexural strength and modulus when compared to ethanol, methanol and acetone with values of 58 MPa, 2106 MPa and 3.3% for the flexural strength, modulus and strain to failure, respectively. Similar to the tensile behaviour, the composite prepared using styrene solvent possessed the highest flexural properties with the flexural strength and modulus being increased by 38 and 77%, respectively, while the flexural strain decreased by 24%, when compared to the case without solvent. It should be noted that similar to the tensile strength case, the use of ethanol, methanol and acetone decreased the nanocomposite flexural properties with the worst case being recorded for acetone as shown in Fig. 3b and Table 3.
It is clear from Fig. 3 that the type of solvent not only possesses a significant effect on the tensile and flexural property values but can also change the composite behaviour from elastic to plastic. The considerable reduction in strength properties for the MWCNT-UP nanocomposites prepared using ethanol, methanol and acetone may be attributed to the negative effect of the solvent in the curing stage by hindering the polymerization reaction of the unsaturated polyester. Indeed, some researchers [6] have claimed that this negative effect on the thermal and mechanical performance of nanocomposites due to the presence of trace amounts of residual solvent and/or entrapped bubbles is the main drawback of the solvent mixing method. This finding is in good agreement with previous research [19] which indicated some solvent such as acetone has a negative effect on the cross-linking cure reaction of unsaturated polyester resin and change the network structure of the thermoset polymer. In addition, these solvents can hinder the reaction of unsaturated groups of the polyester chains with styrene monomer by the formation of olygomer units. Consequently, the nanocomposites prepared with these solvents exhibited lower mechanical properties when compared to the nanocomposite without solvent. Such a phenomenonon may indeed be true for some solvents, in particular those possessing a low boiling point and low compatibility with the host matrix.
However, amongst the solvents investigated, styrene has the highest boiling point and is known to be highly compatible with unsaturated polyester resin. It should be noted that unsaturated polyester resin normally contains 35% styrene monomer which participates in the polymerization reaction as the principle component in the curing reaction of polyester. Although an excess amount of styrene may change the curing rate and reduce the mechanical properties of the cured unsaturated polyester, this solvent doesn’t possess any critical side effects for the mechanical performance of the resulting composites. Thus, it is suggested that styrene can be used as a solvent in order to improve the dispersion of nanoparticles within matrices which contain styrene as a monomer such as polyester and vinylester. Therefore, the suitable selection of solvent together with the effective removal of solvent from the polymer matrix should be considered as the most important factors in the solvent mixing method to disperse CNTs within a polymer matrix.
3.1.2 Morphological Study by SEM
Figure 4 illustrates the fracture surfaces of 0.8 phr MWCNT-UP nanocomposites using SEM. In the specimen produced without the aid of a solvent (Fig. 4a) the appearance of nanoparticle agglomeration was clearly noted even though the specimen had been subjected to 15 min of continuous sonication followed by 10 min of high shear mixing. In other words, this non-solvent procedure was not capable of dispersing the MWCNTs within the polyester matrix. On the other hand, the specimen prepared with the use of styrene solvent (Fig. 4b) indicated a well-dispersed nanocomposite with almost no agglomeration being observed. The lower tensile and flexural properties of the nanocomposites prepared without solvent mixing, when compared to those of the composites prepared using styrene solvent (Table 2), were therefore attributed to the presence of nanoparticle agglomeration in the former case.

SEM images of 0.8 phr MWCNT-UP nanocomposites: a without solvent (agglomeration) and b with styrene (no agglomeration)
3.2 Performance of Oil Palm Shell MWCNT Polyester Hybrid Composites
Figure 5 presents the effect of MWCNT concentration (0–0.6 phr) on the tensile and flexural properties of polyester composites reinforced with 15 phr of alkali treated OPS powder. It can be seen from the results that the tensile strength (Fig. 5a) reached its maximum value for the case of 0.2 phr MWCNT concentration with a slight increase from 34.3 MPa for the 0 phr MWCNT case to 38 MPa for 0.2 phr MWCNT case but then decreasing to 30.1 MPa for the 0.6 phr MWCNT case. The flexural strength exhibited a similar trend (Fig. 5b) with a significant increase from 54.2 MPa for the 0.0 phr MWCNT case to 67.1 MPa for the 0.4 phr MWCNT case and then followed by a significant decline to 46.6 MPa for the 0.6 MWCNT case. These results are in contrast to that of a previous study which investigated the effect of adding low contents (0.05, 0.1 and 0.3 wt.%) of CNTs to a specially synthesized styrene-free polyester resin using the three roll milling technique, where the addition of CNT was found to have no significant effect on the tensile strength of the resulting nanocomposites [7].

Effect of MWCNT concentration on the tensile and flexural properties of OPS-MWCNT-UP composites: a strength and b modulus
In contrast to the trend for tensile strength, the tensile modulus (Fig. 5b) indicated a general decline from 1905 MPa to 1461 MPa upon increasing the MWCNT concentration from 0 to 0.6 phr. In contrast to this, the flexural modulus exhibited an increase of 22.3% from 3222 to 4148 MPa upon increasing the MWCNT concentration from 0 to 0.2 phr. The flexural modulus remained stable for the 0.4 phr case and then decreased to 2951 MPa for the 0.6 phr MWCNT case. It should also be noted that the strength and modulus values for the 0.6 phr MWCNT case were all lower compared to the case of no MWCNT addition (Fig. 5).
This result is consistent with a previous study [20] on the effect of MWCNT addition (0.1 and 0.2 phr) on vinylester composites using different amounts of dispersing agent which reported a slight improvement in tensile strength and modulus of the resulting nanocomposite. It has been previously reported that the presence of CNTs in polymer matrix hinders the motion of polymer chain segments which leads to better flexural properties of the nanocomposite. On the other hand, the enhancement mechanisms in natural fiber/CNT hybrid composite attributed to the three aspects; (1) CNTs enhances the interlaminar shear strength between natural filler and matrix; (2) the entanglement of natural fibrils and CNTs leads to an increase in the quasi-static fracture toughness; and (3) CNTs improves the load transfer between fibers and matrix, which yields better modulus of hybrid composite [11].
3.2.1 Morphological Study by SEM
Fracture surfaces of the composites were analyzed using SEM in order to investigate the influence of MWCNT addition on the void generation in the UP resin matrix with the result being presented in Fig. 6. It would appear that the hybrid composite with 0.8 phr MWCNT (Fig. 6b) possesses a significant amount of void content when compared with OPS-UP composite with no MWCNT (Fig. 6a). The presence of voids in the nanocomposites was also observed in Fig. 4b. In other words, the sample without solvent, which possessed poor dispersion and noticeable agglomeration (Fig. 4a), also resulted in a low void content when compared with the sample prepared using the solvent mixing method. Indeed, the microstructural investigation showed that the specimens with better nanoparticles dispersion within the polyester matrix and higher percentage of MWCNT tended to possess a higher microvoids content.

SEM images a OPS-UP composite with no MWCNT and b hybrid composite with 0.8 phr MWCNT (with microvoids)
3.2.2 Void Content of the Hybrid Composites
The effect of MWCNT concentration on the voids content of polyester composites reinforced with 15 phr of alkali treated OPS powder has been presented in Fig. 7 with the results showing that the void content of the hybrid composites increased exponentially as the MWCNT content increased. For example, the void content increased only slightly from 0.47% for the 0 phr MWCNT case to 0.51% for the 0.2 phr MWCNT case. On the other hand, it is evident that a high level of void content contributed to a significant reduction in mechanical properties. Although, the void content of the 0.2 phr MWCNT increased by 8.7%, it did not result in lower mechanical properties as shown in Fig. 5.

Influence of MWCNT addition on the voids content of OPS-MWCNT-UP composites
Thus, it can be concluded that the strong bond created between the OPS powder and host matrix through use of MWCNTs, not only neutralized the negative effect of an increased void content but also improved the mechanical properties of the hybrid composite. However, in contrast to this, the void content reached values of 0.6 and 0.9% for the 0.4 and 0.6 phr MWCNT cases, respectively, with these levels of void content being sufficiently high as to neutralize any positive effect of the MWCNTs with regards to mechanical properties. The finding was consistent with the mechanical property results (Fig. 5) and microscopic observation (Fig. 6) where the 0.2 and 0.4 phr MWCNT hybrid composites exhibited a better mechanical performance when compared to the 0.6 phr case.
3.2.3 Viscosity Behaviour of the Resin Mixtures
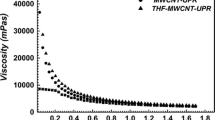
As mentioned previously, the hybrid composite containing 0.8 phr MWCNT content was comparatively difficult to fabricate with reasonable quality due to the high viscosity of the mixture as the degassing process became ineffective at such high levels of viscosity. The difficult handling in the fabrication process of CNT nanocomposite has previously [8] been attributed to the large aspect ratios of CNTs which shows greater viscoelastic behaviour and consequently creates a greater aggregation of nanotubes. Figure 8 shows the effect of MWCNT concentration on the viscosity of both the neat resin and OPS-UP composites prior to cure. It is clear that as the content of MWCNTs increased, the viscosity of both the resin and OPS-UP mixtures increased dramatically upon reaching a critical nanoparticle content. Whereas this critical MWCNT content was found to be 0.4 phr for polyester without OPS powder, it was reduced to 0.2 phr for the 15 phr OPS-UP case. This was consistent with the influence of MWCNTs on the void generation of composite (Fig. 7) where increasing the MWCNTs amount causes air bubbles trapped within the matrix due to an associated rapid increase in viscosity of the mixture during high shear mixing process (Fig. 2).

Effect of MWCNT content on the viscosity of MWCNT-UP nanocomposites and OPS-MWCNT-UP hybrid nanocomposites
It is evident that the heat applied during the evaporation process of processing reduced the resin viscosity which resulted in improved dispersion of nanoparticles within the polymer matrix. However, as the temperature of the mixture (during styrene solvent evaporation) was set to be 145 °C, the risk of an unexpected reaction before the curing stage should be considered. This is due to the fact that high temperature may result in gelation during the heating process and excess removal of styrene (from its minimum level in polyester), leading to a reduction in styrene monomer which would prevent a successful curing process. It is expected that solvent evaporation under a system equipped with continuous weight monitoring, together with heating under vacuum, could mitigate the side effects and any measurement errors. With this system, the solvent evaporation process could be stopped when the weight of the mixture had reached a set point. Moreover, use of a vacuum system would also reduce the styrene vapor pressure and consequently the degassing process could be operated at a lower temperature which would reduce the risk of gelation during the evaporation stage and the level of void content.
3.2.4 Thermal Behaviour of the Hybrid Composites
Figure 9 displays the influence of MWCNTs on thermal degradation of the hybrid composites. In previous work [21] the authors noted that the DTG curve of the OPS-UP composite exhibited two main peaks with the first main peak, which is a broad peak comprising of two overlapping smaller peaks, being associated with the polyester and OPS components. In contrast to this, the second peak, which was sharp in nature, was attributed to the styrene component.

TGA and DTG curves of OPS-UP (0.0 phr MWCNTs) composite and OPS-MWCNT-UP (0.6 phr MWCNTs) nanocomposite under oxygen purge
The DTG curves in Fig. 9 indicated the onset temperature for the broad peak to be 294 °C irrespective of whether or not MWCNTs were present. In contrast to this, the endset of this broad peak increased from 407 to 424 °C upon the addition of 0.6 phr MWCNT content. Moreover, the broad peak for the 0 phr MWCNT case was found to comprise of two distinct smaller peaks with maxima of 364 and 376 °C. In contrast to this, the peaks for the 0.6 phr MWCNT case were found to combine to form a single peak with a maximum at 367 °C. In previous work by the present authors, the level of separation between these two small peaks was found to indicate the degree of phase separation between the polymer matrix and natural filler. Therefore, applying the same rationale to Fig. 9 would suggest that the addition of MWCNTs improves the homogeneity of the composite by providing an enhanced bond between the natural OPS filler and matrix. Finally, the DTG curves also indicated that the thermal decomposition which occurred between 418 and 458 °C (maximum at 438 °C) for the composite without MWCNTs shifted to between 424 and 474 °C (maximum at 457 °C) for the case with MWCNTs.
With respect to the TGA curves, both composite specimens (with and without MWCNTs) exhibited the same degree of mass loss (76%) during the first stage. However, the mass loss of the composites in the second stage, which is attributed to the styrene component, increased from 13% for 0 phr MWCNT content to 15% for 0.6 phr MWCNT content. This increase in mass loss associated with styrene for the 0.6 phr MWCNT hybrid composite might be attributed to the presence of excess styrene that was not completely extracted from the matrix during the solvent evaporation stage. In other words, this additional 1.8% of mass loss (which is equivalent to 2.1 phr), remained in the matrix due to the evaporation process. As a result of this, the nanocomposite with MWCNTs exhibited a lower char yield (9.5%) compared to that of the composite without MWCNTs (11%).
From the above discussion, it can be summarized that the decomposition temperature under oxygen atmosphere started at the same temperature for both composites. However, the presence of MWCNTs shifted the endset degradation temperature of the hybrid composite to a higher temperature. A previous study on the TGA measurements of poly(p-phenylenediamine)-MWCNT nanocomposites under nitrogen atmosphere showed that the thermal stability of the polymer improved through the addition of MWCNTs at the expense of increased mass residue [22]. Investigations on the effect of MWCNT addition in polyester or vinylester nanocomposites by TGA measurement under nitrogen atmosphere has also shown that carbon nanotubes increased the thermal stability of the nanocomposite by restricting the mobility of polymer chains without disrupting the main steps of the curing reaction [23].
4 Conclusions
Hybrid composites comprising of pristine multi-walled carbon nanotubes (MWCNTs), oil palm shell (OPS) powder and unsaturated polyester resin (UP) were fabricated in this study. The solvent mixing method assisted by ultrasonication was used to investigate the effect of different solvents on the dispersion of nanoparticles in the UP matrix. The results of this study revealed that:
-
The solvent mixing method resulted in improved dispersion and lower agglomeration. The use of styrene monomer as a solvent resulted in the best compatibility with the polyester matrix when compared to ethanol, methanol and acetone. This improved compatibility resulted in the highest tensile and flexural properties with minimum side effects for the resulted nanocomposites produced using styrene solvent.
-
Voids trapped in the matrix due to the high viscosity of the mixture, which caused manufacturing issues in the casting process of hybrid composites containing greater than 0.4 phr MWCNT concentration, limited the level of MWCNTs used to fabricate the hybrid composites.
-
The tensile and flexural strength of the hybrid composites experienced a maximum at 0.2 phr and 0.4 phr MWCNT content and then declined at 0.6 phr MWCNT content. The flexural modulus also reached a peak at 0.4 phr MWCNT content whereas the tensile modulus showed an overall general decline with increasing MWCNT content.
-
Thermogravimetric measurements under oxygen atmosphere showed that using MWCNTs reduced the mass residue and shifted the endset degradation temperature of the hybrid composite to a higher temperature when compared to the sample without MWCNTs.
-
As both unsaturated polyester and vinylester resins contain styrene monomers and possess a similar polymerization mechanism, it can be hypothesized that the aforementioned mixing technique would also be suitable for vinylester resin in order to produce nano or hybrid composites containing MWCNTs.
Investigation on the rheological and mechanical behaviour of hybrid composites using a silane treatment for both MWCNTs and natural fiber is recommended for future study. Solvent evaporation under a system equipped with continuous weight monitoring and vacuum system is suggested to fabricate hybrid composites with reduced void content that would also minimize the risk of overheating the system.
References
Bensadoun, F., Kchit, N., Billotte, C., Trochu, F., Ruiz, E.: A comparative study of dispersion techniques for nanocomposite made with nanoclays and an unsaturated polyester resin. J. Nanomater. 2011, 1–12 (2011). https://doi.org/10.1155/2011/406087
Kim, B.-J., Bae, K.-M., Seo, M.-K., An, K.-H., Park, S.-J.: Roles of Ni/CNTs hybridization on rheological and mechanical properties of CNTs/epoxy nanocomposites. Mater. Sci. Eng. A. 528(15), 4953–4957 (2011)
White, K.L., Yao, H., Zhang, X., Sue, H.-J.: Rheology of electrostatically tethered nanoplatelets and multi-walled carbon nanotubes in epoxy. Polymer. 84, 223–233 (2016). https://doi.org/10.1016/j.polymer.2015.12.043
Seyhan, A.T., Gojny, F.H., Tanoğlu, M., Schulte, K.: Critical aspects related to processing of carbon nanotube/unsaturated thermoset polyester nanocomposites. Eur. Polym. J. 43(2), 374–379 (2007). https://doi.org/10.1016/j.eurpolymj.2006.11.018
Lau, K.-t., Gu, C., Hui, D.: A critical review on nanotube and nanotube/nanoclay related polymer composite materials. Compos. Part B. 37(6), 425–436 (2006). https://doi.org/10.1016/j.compositesb.2006.02.020
Gupta, M.L., Sydlik, S.A., Schnorr, J.M., Woo, D.J., Osswald, S., Swager, T.M., Raghavan, D.: The effect of mixing methods on the dispersion of carbon nanotubes during the solvent-free processing of multiwalled carbon nanotube/epoxy composites. J. Polym. Sci. B Polym. Phys. 51(6), 410–420 (2013)
Seyhan, A.T., Tanoğlub, M., Schulte, K.: Tensile mechanical behavior and fracture toughness of MWCNT and DWCNT modified vinyl-ester/polyester hybrid nanocomposites produced by 3-roll milling. Mater. Sci. Eng. A. 523(1-2), 85–92 (2009)
Rahmanian, S., Suraya, A., Roshanravan, B., Othman, R., Nasser, A., Zahari, R., Zainudin, E.: The influence of multiscale fillers on the rheological and mechanical properties of carbon-nanotube–silica-reinforced epoxy composite. Mater. Des. 88, 227–235 (2015). https://doi.org/10.1016/j.matdes.2015.08.149
Gojny, F., Wichmann, M., Fiedler, B., Schulte, K.: Influence of different carbon nanotubes on the mechanical properties of epoxy matrix composites – a comparative study. Compos. Sci. Technol. 65(15–16), 2300–2313 (2005). https://doi.org/10.1016/j.compscitech.2005.04.021
Zhang, X.-C., Scarpa, F., McHale, R., Peng, H.-X.: Poly(methyl methacrylate)-decorated single wall carbon nanotube/epoxy nanocomposites with re-agglomeration networks: rheology and viscoelastic damping performance. Polymer. 87, 236–245 (2016). https://doi.org/10.1016/j.polymer.2016.02.002
Shen, X., Jia, J., Chen, C., Li, Y., Kim, J.K.: Enhancement of mechanical properties of natural fiber composites via carbon nanotube addition. J. Mater. Sci. 49(8), 3225–3233 (2014). https://doi.org/10.1007/s10853-014-8027-4
Tzounis, L., Debnath, S., Rooj, S., Fischer, D., Mäder, E., Das, A., Stamm, M., Heinrich, G.: High-performance natural rubber composites with a hierarchical reinforcement structure of carbon nanotube modified natural fibers. Mater. Des. 58, 1–11 (2014). https://doi.org/10.1016/j.matdes.2014.01.071
Nourbakhsh, A., Ashori, A., Kargarf, A.: Evaluation of multiwalled carbon nanotubes as reinforcement for natural fiber-based composites. Polym. Compos. 37(11), 3269–3274 (2016). https://doi.org/10.1002/pc.23525
Farsi, M., Maashi Sani, F.: Effects of multi-walled carbon nanotubes on the physical and mechanical properties of high-density polyethylene/wood flour nanocomposites. J. Thermoplast. Compos. Mater. 27(8), 1139–1154 (2013)
Nabinejad, O., Sujan, D., Rahman, M.E., Liew, W.Y.H., Davies, I.J.: Mechanical and thermal characterization of polyester composite containing treated wood flour from palm oil biomass. Polym. Compos. (2016). https://doi.org/10.1002/pc.24052
Bokobza, L.: Multiwall carbon nanotube elastomeric composites: a review. Polymer. 48(17), 4907–4920 (2007). https://doi.org/10.1016/j.polymer.2007.06.046
Yakobson, B.I., Avouris, P.: Mechanical properties of carbon nanotubes. In: Book Carbon Nanotubes. Dresselhaus, M. S., Dresselhaus, G., Avouris, P. (eds.) Topics in Applied Physics, vol. 80, pp. 287–327. Springer, Berlin, Heidelberg, (2001)
Eriksson, M., Goossens, H., Peijs, T.: Influence of drying procedure on glass transition temperature of PMMA based nanocomposites. Nanocomposites. 1, 36–45 (2015)
Galtieri, G., Visco, A., Iannazzo, D., Pistone, A., Brancato, V.: How the use of solvent affects the mechanical behavior of polyester resin/carbon nanotube nanocomposites. J. Compos. Mater. 51(13), 1797–1806 (2017). https://doi.org/10.1177/0021998316665239
Yang, J., Loos, M.R., Feke, D.L., Manas-Zloczower, I.: The effect of dispersants on the tensile properties of carbon nanotube/vinyl ester composites. Polym. Compos. 33(3), 412–419 (2012). https://doi.org/10.1002/pc.22164
Nabinejad, O., Sujan, D., Rahman, M.E., Davies, I.J.: Effect of oil palm shell powder on the mechanical performance and thermal stability of polyester composites. Mater. Des. 65, 823–830 (2015). https://doi.org/10.1016/j.matdes.2014.09.080
Pham, Q.L., Haldorai, Y., Nguyen, V.H., Tuma, D., Shim, J.-J.: Facile synthesis of poly(p-phenylenediamine)/MWCNT nanocomposites and characterization for investigation of structural effects of carbon nanotubes. Bull. Mater. Sci. 34(1), 37–43 (2011). https://doi.org/10.1007/s12034-011-0049-9
Seyhan, A.T.: Development of multi and double walled carbon nanotubes (CNTs)/Vinylester Nanocomposites. Mechanical Engineering, İzmir Institute of Technology (2008). http://hdl.handle.net/11147/3520. Accessed 29 Nov 2017
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Nabinejad, O., Sujan, D., Rahman, M.E. et al. Hybrid Composite Using Natural Filler and Multi-Walled Carbon Nanotubes (MWCNTs). Appl Compos Mater 25, 1323–1337 (2018). https://doi.org/10.1007/s10443-017-9667-8
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-017-9667-8