
Abstract
This study is focus on the parameters sensitivity of winding process for composite prepreg tape. The methods of multi-parameter relative sensitivity analysis and single-parameter sensitivity analysis are proposed. The polynomial empirical model of interlaminar shear strength is established by response surface experimental method. Using this model, the relative sensitivity of key process parameters including temperature, tension, pressure and velocity is calculated, while the single-parameter sensitivity curves are obtained. According to the analysis of sensitivity curves, the stability and instability range of each parameter are recognized. Finally, the optimization method of winding process parameters is developed. The analysis results show that the optimized ranges of the process parameters for interlaminar shear strength are: temperature within [100 °C, 150 °C], tension within [275 N, 387 N], pressure within [800 N, 1500 N], and velocity within [0.2 m/s, 0.4 m/s], respectively.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1 Introduction
Composite prepreg tape winding and placement products have been widely used in aerospace industry due to the favorable characteristics including high specific strength, superior high temperature performance, and design flexibility [1–3]. As the amount of composite products increasing, more attention to the product quality has been paid. The parameters selection in the molding process plays a profoundly important role in the quality of tape winding and placement. During the parameters selection process, the specific values corresponding to the process parameters are provided by extensive tests, and many recommended parameters are specified as well. There is no reference range for process parameters adjustment. However, in practical production process, some necessary adjustments of parameters setting might be performed by the experienced operator based on the actual situation (e.g. environment temperature and humidity, tape storage situation and so on). Therefore, the operator would prefer to have a reference range of parameters rather than a specific value.
Nowadays, tremendous efforts toward investigating the influence of process parameters on product quality in composite molding process have been devoted. For thermoplastic filament winding process, the influence of temperature on mechanical behaviour and properties of carbon fiber reinforced thermoplastic polyimide composite is characterized in [4]. Results show an outstanding stability in mechanical properties on a temperature range within [−50 °C, 200 °C]. Vishwanath R. Kedari et al. investigated the effects of vacuum pressure, inlet pressure, and mold temperature on the void content and fiber volume fraction of polyester/E-glass fiber composite and a series of experiments were conducted with a heated dual pressure control the vacuum-assisted resin transfer molding (VARTM) setup [5]. The experimental results show that high vacuum, high mold temperature and reduced inlet pressure can produce a VARTM part with high fiber volume fraction and low void content. In order to shortening the production cycle time, microwave radiation was used to cure carbon fiber/bismaleimide composites [6]. The optimum process parameters for microwave curing were established based on analysis of the mechanical performance. The testing results show that a cycle time reduction of nearly 63 % was obtained compared to thermal processing. And the physical and mechanical properties of microwave cured samples were found to be superior to those cured in a conventional oven. According to He H W et al., the effect of processing parameters on the interlaminar shear strength (ILSS) of carbon fiber/epoxy composites is investigated [7]. Aim at optimizing and statistically determining the significant factors that influenced the mechanical properties of the composites, taguchi methodology and analysis of variance were applied. It was found that the content of curing agent and temperature were equally the primary important factors in controlling the ILSS of the composites. The robotic fiber placement process parameters are analyzed and therefore optimized using response surface method [8]. With respect to fiber reinforced thermoplastic, the critical parameters to determine the laminate quality are identified [9–11]. Therefore, an approach of setting up an optimized placement process is proposed. In addition, a process optimization scheme for tape placement is designed in [12]. The results of the process optimization show that 1) the maximum residual stress of the laminate can be reduced considerably, and 2) expected quality can be guaranteed only in the case of slow lay-down speeds.
As can be observed from the previous studies, composite molding process has been a focus of research interest, and the interesting results in the optimization of process parameters have been obtained. However, there are several open issues in the winding process. 1) How to evaluate the process parameters relative sensitivity in order to identify the sensitive process parameters; 2) How to divide the stability range and instability range of each parameter; 3) If the adjustment for process parameters is necessary, how to maintain the stability of product quality during the adjustment process and how to determine the optimum range of process parameters, those questions cannot be solved by existing method.
The study of this paper is exactly motivated by the afore-mentioned factors. The major work of this paper includes: 1) The empirical model of ILSS is established by experimental dates. 2) The methods of multi-parameter relative sensitivity analysis and single-parameter sensitivity analysis for key winding process parameters are proposed based on above model. 3) The stability and instability range of each parameter are divided. 4) The optimization method for tape winding process is proposed to obtain the parameters optimized range. The contribution of our study lies in the fact that the sensitivity analysis and optimization methods can be used for winding process parameters adjustment to control the ILSS of products, and provide the basis for parameters selection.
2 Sensitivity Analysis Method
Process parameters sensitivity is the sensitive degree of optimization objective to the change of each process parameters. The purpose of sensitivity analysis is to identify the significant and insignificant process parameters on optimization objective function [13]. In this study, the ILSS of composite winding product is chosen as the optimization objective. The sensitivity of the main winding process parameters is studied in order to optimize the process parameters.
2.1 Interlaminar Shear Strength Model
For composite winding products, the ILSS is not only the quantitative indicators to measure the bond strength of laminate, but also an important criterion to evaluate the product quality [14]. Figure 1 shows the composite prepreg tape winding process. In this process, after heating by hot compaction roller, the incoming tape enters the molten region with constant velocity and bond with the laminated layer. The magnetic powder brake can provide tension for tape. The cylinder applies positive pressure to ensure the tape intimate contact with laminated layer, and the void in molten region can be extruded by roller to reduce the void content of the product. Based on the analysis of this process, the key parameters which mainly affect the ILSS of winding product include temperature, tension, pressure and velocity.

Composite prepreg tape winding process
The common polynomial empirical model of interlaminar shear strength obtained by the response surface experimental method is given as:
where ILSS is interlaminar shear strength, k i is the process parameters, and α is the polynomial coefficients. The study of process parameters sensitivity analysis method is based on this model.
2.2 Multi-Parameter Relative Sensitivity Analysis Method
Multi-parameter relative sensitivity analysis can comprehensively reflect the sensitivity of ILSS on each process parameters change. Thus, the sensitive and insensitive parameters can be determined. For the insensitive parameters, the value can be chosen within a wide range; while with respect to the sensitive parameters, the value should be selected within a limited range.
The traditional parameter sensitivity analysis method can only analyze one parameter by once, and this method is deployed based on a particular set of other parameters. The correlation among the parameters has not been taken into account [15]. In practical winding processes, however, the mutual coupling between the various process parameters can produce interactive effects on the quality of winding product. Hence, the traditional parameter sensitivity analysis is not available on winding process. Multi-Parameter Sensitivity Analysis (MPSA) is a natural option for determining the relative sensitivity of winding process parameters.
The MPSA method varies the values of all parameters simultaneously based on Monte-Carlo simulation, and the sensitivity of each parameter can be obtained by considering the results of running model multiple times. Moreover, the measure of sensitivity is not dependent on the comparison of the variable values of outputs. The judgment about sensitivity of each parameter is generated according to calculate the cumulative frequency distributions of acceptable and unacceptable cases, which are divided by comparing subjective criteria and objective function values [16, 17]. The MPSA includes the following steps [18]:
-
1)
Selecting the process parameters k i (i = 1, 2, 3, …, n, n is the number of tested parameters.) to be tested.
-
2)
Setting the range of each parameter based on the practical production experience.
-
3)
For each selected parameter, generating a series of N independent random numbers k i,j (j = 1, 2, 3, …, N) with a uniform distribution within the setting range.
-
4)
Running the established model using selected N parameter sets and calculating the objective function values y j .
-
5)
Determining whether the N parameter sets are ‘acceptable’ or ‘unacceptable’ by comparing the objective function values to the criterion (R). The criterion R can be given as
$$ R=\frac{1}{N}{\displaystyle \sum_{j=1}^N{y}_j}. $$(2)The cumulative value of ‘acceptable’ (p a ) and ‘unacceptable’ (p u ) is given by
$$ {p}_a\left({y}_j\right)=\left\{\begin{array}{c}\hfill 1,\;\mathrm{if}\kern0.24em {y}_j\le R\hfill \\ {}\hfill 0,\;\mathrm{otherwise}\hfill \end{array}\right., $$(3)$$ {p}_u\left({y}_j\right)=\left\{\begin{array}{c}\hfill 1,\;\mathrm{if}\;{y}_j>R\hfill \\ {}\hfill 0,\;\mathrm{otherwise}\hfill \end{array}\right.. $$(4) -
6)
Statistically evaluate parametric sensitivity: For each parameter, the distributions of the parameter values associated with the acceptable and unacceptable results (calculate the cumulative frequency, illustrate the cumulative frequency curves) are compared. The cumulative frequency distributions of the acceptable (S a ) and unacceptable (S u ) cases are computed by
$$ {S}_a(r)=\frac{1}{N_a}{\displaystyle \sum_{\begin{array}{c}\hfill j=1\hfill \\ {}\hfill {k}_{i,j}\le r\hfill \end{array}}^N{p}_a\left({y}_j\right)}, $$(5)$$ {S}_u(r)=\frac{1}{N_u}{\displaystyle \sum_{\begin{array}{c}\hfill j=1\hfill \\ {}\hfill {k}_{i,j}\le r\hfill \end{array}}^N{p}_u\left({y}_j\right)}. $$(6)If the two distributions are not statistically different, the parameter is classified as insensitive; otherwise, the parameter is classified as sensitive. The sensitivity of each parameter can be presented by separated degree KS (Kolmogorov-Smirnov distance) of the two cumulative frequency distributions curves. The KS is given by
$$ KS=\underset{r}{ \sup}\left|{S}_a(r)-{S}_u(r)\right|. $$(7)
2.3 Single-Parameter Sensitivity Analysis Method
Multi-parameter relative sensitivity analysis can comprehensively reflect the relative sensitivity of all process parameters. But the influence mechanism of each parameters change on ILSS cannot be obtained. Single-parameter sensitivity analysis method is used as a complementary solution in this case. The change rate of ILSS within the range of each process parameters can be learned to provide the basis of selection and adjustment of each parameter.
According to the mathematical definition of sensitivity [19], the sensitivity model of single process parameter is written as
here T is the temperature of roller, t is winding tension, p is pressure of roller, and v is winding velocity. \( \overline{T} \), \( \overline{t} \), \( \overline{p} \) and \( \overline{v} \) is the mid-points of the range for each process parameters. Equation (8) is associated with the polynomial empirical model which is obtained by response surface experimental method. Sensitive and insensitive range of every single parameter can be intuitively obtained by draw the sensitivity curve of each parameter.
3 Experimental Procedure
The prepreg tape in the experiment is carbon fiber (T-300)/epoxy matrix (YH-69) composite product by ZhongFuShenYing carbon fiber Co., LTD. The size of the tape is 80 mm in width and 0.2 mm in thickness. The fiber volume fraction is (63 ± 1)%. Winding device is NC tape winding machine. Curing equipment is autoclave product by TEDA industrial equipment Co., LTD. The ILSS is tested by electronic universal testing machine (CSS-88010).
The experiment is designed by Box-Behnken design (BBD) theory of response surface methodology. The winding process parameters including temperature, tension, pressure and velocity are treated as independent variables, whilst the ILSS is considered as dependent variable. The experimental scenario is indicated in Table 1. In the first step, the flag stacked winding process is carried out for each set of parameters which designed by BBD theory. Then, the tape winding ring specimens must be cure and demould. The mandrel used in winding process is cylindrical steel column with radius of 75 mm, and the radius of winding ring specimens is 80 mm. In the curing process, the pressure and the heat-up rate is 0.15 MPa and 2.5 °C/min, and the curing temperature should be kept for 120 min once the temperature reached 150 °C.
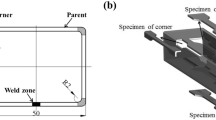
In the second step, the test method for mechanical properties of ring of filament-winding reinforced plastics is used to test the ILSS based on the GB/T 1458–2008 standards [20]. The cured ring specimens should be cut to obtain the standard NOL (Naval Ordnance Laboratory) ring as shown in Fig. 2. The dimension of NOL ring is the inner diameter with 150 ± 0.2 mm, width with 6 ± 0.2 mm and thickness with 3 ± 0.1 mm. Three curved test sample should be cut out from each NOL ring. Figure 2 shows the tape winding experiment and test samples obtained process.

Tape winding experiment and test samples obtained
As shown in Fig. 3, the test samples are mounted in the special fixture, and the three-point bending test is produced to measure the ILSS of tape winding specimens. For the purpose of eliminate the negative effect of the friction on test results, the combination of antifriction bearing and sliding support is applied for free elongation of samples and the supporting position unchanged. Therefore, the fixture should be manufactured specifically for this test.

Three-point bending test
Finally, the load is applied on the test specimens at a speed of 1.0 mm/min until the specimen failed, and the interlaminar shear fracture load data is recorded during the test as shown in Fig. 4. The ILSS can be calculated by the Eq. 9.
where, τ s is the ILSS of specimen, P b is the fracture load, b and h is the width and thickness of test sample.

The load curve of three-point bending test
The experimental data of ILSS are analyzed by the software of Design-Expert. The polynomial regression model about the effect of process parameters on ILSS can be obtained as
In order to verify the reliability of the experimental data and the significance of the quadratic regression model, a series statistical test should be proposed which include analysis of residual, analysis of variance (ANOVA) and predicted versus actual plot. The normal probability plot is shown in Fig. 5a. One can see that the points follow a straight line which indicates the residuals follow a normal distribution. And the plot of residuals versus run is given in Fig. 5b, which plot of the residuals versus the experimental run order. This plot shows the points are scattered without forming any specific trend found in the data. The analysis results of residual indicate that all experimental data follow a normal distribution and there is no abnormal data.

Residual analysis results
According to ANOVA, the p-value of model is less than 0.0001 means that the quadratic regression model is significant. And the p-value of the lack of fit is 0.2975 and is greater than 0.05 which indicate the proportion of abnormal error can be ignored when quadratic equation fitting with the actual. The actual versus predicted plot shows the actual response values versus predicted response values. This plot is given in Fig. 6 and a straight line shows that the model is predicting the response correctly. A detailed discussion on the validation method of response surface model can be found in [21].

Predicted versus actual plot
4 Process Parameters Sensitivity Analysis
4.1 Multi-Parameter Relative Sensitivity Analysis
Based on the polynomial regression model, the relative sensitivity of winding process parameters are calculated by MPSA method. The procedure of MPSA is illustrated in Fig. 7. The repeating times N of Monte-Carlo simulation is 2000. The MPSA statistical results of winding process parameters are shown in Fig. 8. The solid lines indicate cumulative frequency distributions of the acceptable cases, and dashed lines indicate cumulative frequency distributions of the unacceptable cases. The greater the separated degree of the two curves, the greater the relative sensitivity of the process parameters.

Flow chart of MPSA

Results of MPSA
The Fig. 8 shows that there has different degree of separation of two distributions curves on each process parameters, which means that all process parameters (temperature, tension, pressure and velocity) have caused a certain degree of influence on the ILSS of tape winding product. The separated degree KS of each parameters distributions curves is: KS T = 0.33, KS t = 0.19, KS p = 0.31, KS v = 0.23. As shown in Fig. 9, in the process of prepreg tape winding, with respect to ILSS, the relative sensitivities of temperature, pressure, velocity and tension are decreasing successively.

The separated degree KS of process parameters
4.2 Single-Parameter Sensitivity Analysis
The sensitivities of temperature, tension, pressure and velocity are calculated based on the sensitivity model of single process parameter. Here \( \overline{T} \)=100 °C, \( \overline{t} \)=275 N, \( \overline{p} \)=800 N, \( \overline{v} \)=0.4 m/s, the sensitivity of each parameter can be written as
The sensitivity curves of each parameter are drawn by Eq. 11 as shown in Fig. 10.

Single-parameter sensitivity curves
The single-parameter sensitivity analysis results are show in Fig. 10. In this part, the sensitivity value of each parameter is dimensionless, and cannot be compared with the sensitivity of other parameters. It can be seen from those figures, the sensitivity of the all process parameters are fluctuations in the process range. The sensitivity mean values of temperature and pressure in the (i) range is greater than that in the (ii) range. However, with respect to the tension and velocity, the sensitivity in the (i) range is less then the (ii) range. Then, the division of stability and instability range for each parameter can be produced using the single-parameter sensitivity curve.
4.3 Stability and Instability Range Division
The stability range of process parameters is where the ILSS is insensitive to the change of parameter. And the instability range means that the ILSS is sensitive to the change of parameter in this range. Based on the analysis of sensitivity curves above, the method of stability and instability range division for winding process parameters is proposed as:
-
(1)
Dividing m levels for the selected parameters (N 1, N 2, …, N n ) and conducting response surface experiments.
-
(2)
Illustrating the sensitivity curves based on the single-parameter sensitivity model.
-
(3)
Measuring the sensitivity mean values by sensitivity curves: For each process parameters, the sensitivity mean values in the range of [M 1, M 2], [M 2, M 3], …, [M m-1, M m ] is measured as A 1, A 2, …, A m-1.
-
(4)
Calculating the mean value of A 1, A 2, …, A m-1, and it can be presented as A 0. If A j (j = 1,2,…,m-1) < A 0, the range of [M j , M j+1] is classified as stability range; otherwise, the range is classified as instability.
In the experimental range of each parameter, the stability and instability ranges of those winding process parameters are obtained by this division method. The division result is shown in Table 2.
5 Optimization
Based on the polynomial regression model obtained by response surface method, combine with the parameters sensitivity analysis and stability and instability range division, the optimization method of winding process parameters for ILSS can be proposed as following steps:
-
(1)
Analyzing the relative sensitivity of each process parameters by MPSA, determining whether the parameter is ‘sensitive’ or ‘insensitive’.
-
(2)
For insensitive parameters, selecting the experimental range as the optimized range. For sensitive parameters, analyzing the single-parameter sensitivity, and dividing the stability and instability ranges.
-
(3)
Using N parameter sets random generated in MPSA and corresponding objective function values (ILSS), calculating the mean value of those objective function values in the stability and instability ranges.
-
(4)
Comparing the mean value of objective function values associated with stability range and instability range. If the mean value of stability range is greater then that of the instability range, the stability range is identified as an optimized range; otherwise, the instability range is classified as an optimized range.
-
(5)
For the case of optimized range is instability range, dividing the instability range by dichotomy, determining a smaller range of stability and instability range, then return to step (3) to continue the calculation until stability range is found as optimized range.
The optimization of winding process parameters for composite prepreg tape is conducted. First of all, according to the MPSA results, all winding process parameters (temperature, tension, pressure and velocity) are ‘sensitive’. And the stability and instability range of each parameter are divided as well. Secondly, the mean value of ILSS in the stability and instability ranges are calculated using 2000 parameter sets random generated in MPSA. As can be observed in Table 3, in the first round optimization, only the instability range of tension is classified as the optimized range, the other parameters stability range is classified as the optimized range. Therefore, the further division and optimization is required for the tension. In the second round optimization, the ILSS mean value of stability range is greater then instability range for the tension, which means the stability range of all parameters are classified as the optimized range. So far, the process of optimization for winding process parameters is completed.
According to the process of sensitivity analysis, stability and instability range division and optimization, the optimized ranges of winding process parameters for composite prepreg tape are: temperature with [100 °C, 150 °C], tension with [275 N, 387 N], pressure with [800 N, 1500 N], velocity with [0.2 m/s, 0.4 m/s].
For validation purposes, three groups of process parameter sets are selected randomly from inside and outside of the optimized range, respectively. The winding experiments should be performed and the ILSS of the winding products is tested. The values of selected six group process parameters and the corresponding model prediction and experimental data are shown in Table 4. It’s easy to found that the ILSS of the winding specimens which product using the process parameter sets in optimized range is obviously better than that out of optimized range. And the fluctuation of those three group experimental results is only within 5 %. The validation results indicate that the optimized range of the process parameters for tape winding is reliable and stable.
6 Conclusion
This paper analyzes the multi-parameter relative sensitivity and single-parameter sensitivity of key parameters for the composite prepreg tape winding process. The stability and instability range of each parameter is determined, and the optimization of all parameters is conducted. The analysis results can be concluded as:
-
(1)
The ILSS of the prepreg tape winging product is sensitive to temperature, tension, pressure and velocity. Through the MPSA analysis, the separated degree KS of each parameters distributions curves is: KS T = 0.33, KS t = 0.19, KS p = 0.31, KS v = 0.23.
-
(2)
For the single-parameter sensitivity, the sensitivity of all parameters is decreased at the beginning, however the sensitivity is increased if the parameters exceeds the specific thresholds.
-
(3)
For the ILSS of prepreg tape winging product, the optimized ranges of the process parameters are: temperature within [100 °C, 150 °C], tension within [275 N, 387 N], pressure within [800 N, 1500 N], velocity within [0.2 m/s, 0.4 m/s]. And the experimental results validate that the optimized range of the process parameters is reliable and stable.
References
Dirk, H.J.A.L., Ward, C., Potter, K.D.: The engineering aspects of automated prepreg layup: history, present and future. Compos. Part B 43(3), 997–1009 (2012)
Shi, Y., Yu, T., Zhang, Y., et al.: Research on hot-press splicing technology for composite prepreg tape. Proceedings of the 2014 international conference on innovative design and manufacturing, pp. 143–148 (2014)
August, Z., Ostrander, G., Michasiow, J., et al.: Recent developments in automated fiber placement of thermoplastic composites. SAMPE J. 50(2), 30–37 (2014)
Gabrion, X., Placet, V., Trivaudey, F., et al.: About the thermomechanical behaviour of a carbon fibre reinforced high-temperature thermoplastic composite. Compos. Part B 95, 386–394 (2016)
Kedari, V.R., Farah, B.I., Hsiao, K.T.: Effects of vacuum pressure, inlet pressure, and mold temperature on the void content, volume fraction of polyester/e-glass fiber composites manufactured with VARTM process. J. Compos. Mater. 45(26), 2727–2742 (2011)
Xu, X., Wang, X., Wei, R., et al.: Effect of microwave curing process on the flexural strength and interlaminar shear strength of carbon fiber/bismaleimide composites. Compos. Sci. Technol. 123, 10–16 (2016)
He, H.W., Li, K.X.: Effect of processing parameters on the interlaminar shear strength of carbon fiber/epoxy composites. J. Macromol. Sci. Part B 53(6), 1050–1058 (2014)
Aized, T., Shirinzadeh, B.: Robotic fiber placement process analysis and optimization using response surface method. Int. J. Adv. Manuf. Technol. 55(1–4), 393–404 (2011)
Schledjewski, R., Latrille, M.: Processing of unidirectional fiber reinforced tapes—fundamentals on the way to a process simulation tool (ProSimFRT). Compos. Sci. Technol. 63(14), 2111–2118 (2003)
Khan, M.A., Mitschang, P., Schledjewski, R.: Identification of some optimal parameters to achieve higher laminate quality through tape placement process. Adv. Polym. Technol. 29(2), 98–111 (2010)
Khan, M.A., Mitschang, P., Schledjewski, R.: Parametric study on processing parameters and resulting part quality through thermoplastic tape placement process. J. Compos. Mater. 47(4), 485–499 (2013)
Sonmez, F.O., Akbulut, M.: Process optimization of tape placement for thermoplastic composites. Compos. A: Appl. Sci. Manuf. 38(9), 2013–2023 (2007)
Rongxin, T., Changfeng, Y., Xinchun, H., et al.: Process parameter interval sensitivity and optimization of machined surface roughness for high-speed milling of titanium alloys. Acta Aeronaut. Astronaut. Sin. 31(12), 2464–2470 (2010)
Li, X.X., Zhou, X.D., Guo, B.B., et al.: Influence of processing parameters of two-step filament winding on ILSS and resin content of continuous glass fiber reinforced polypropylene tubes. Fiber Reinf. Plast. 6, 017 (2011)
Wan, G., Xia, J., Chen, J.: A multi-parameter sensitivity and uncertainty analysis method to evaluate relative importance of parameters and model performance. Geogr. Res. 29(2), 263–270 (2010)
Choi, J., Harvey, J.W., Conklin, M.H.: Use of multi-parameter sensitivity analysis to determine relative importance of factors influencing natural attenuation of mining contaminants. US Geological Survey Water-Resources Investigations Program, Report. (1999)
Srinivasulu, G.N., Subrahmanyam, T., Rao, V.D.: Parametric sensitivity analysis of PEM fuel cell electrochemical model. Int. J. Hydrog. Energy 36(22), 14838–14844 (2011)
Nassar, M.A.: Multi-parametric sensitivity analysis of CCHE2D for channel flow simulations in Nile River. J. Hydro Environ. Res. 5(3), 187–195 (2011)
Qian, W., Yin, X., He, X., et al.: Sensitivity analysis of influencing parameters on fatigue life of aeroengine compressor disk. J. Northeast. Univ. 27(6), 677–680 (2006)
GB/T 1458–2008.: Test method for mechanical properties of ring of filament-winding reinforced plastics. National standards of the People’s Republic of China. (2008)
Whitcomb, P.J., Anderson, M.J.: RSM simplified: optimizing processes using response surface methods for design of experiments. CRC Press. (2004)
Acknowledgments
This paper was supported by the National Natural Science Foundation of China (Grant Number: 51375394).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Yu, T., Shi, Y., He, X. et al. Optimization of Parameter Ranges for Composite Tape Winding Process Based on Sensitivity Analysis. Appl Compos Mater 24, 821–836 (2017). https://doi.org/10.1007/s10443-016-9553-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10443-016-9553-9