
Abstract
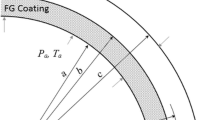
A new material tailoring method for spherical and cylindrical vessels made of functionally graded materials (FGMs) is presented. It is assumed that the FG material is composed of an Al–SiC metallic-matrix composite. A uniform ratio of in-plane shear stress to yield strength [\(\varphi \left( r \right) \)] is used as the design criterion to utilize the maximum capacity of the vessel. The aim is to find a distribution of SiC particles in the radial direction, i.e., \(f\left( r \right) \), that achieves a uniform index \(\varphi \left( r \right) =\hbox {const}.\) through the wall thickness of the internally pressurized spherical or cylindrical vessel. Both the Mori–Tanaka and rule-of-mixtures homogenization schemes are used to express the effective elastic module and Poisson’s ratio. Moreover, the strength of the composite is expressed based on the rule of mixtures. Besides, finite element simulation is carried out to verify the accuracy of the analytical solution. The effects of input parameters such as the internal pressure, strength of the SiC particles, ratio of in-plane shear stress to effective yield strength, and choice of homogenization scheme on the tailored distribution of the SiC volume fraction in the radial direction are also investigated.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In case of cylindrical or spherical vessels subjected to internal pressure, circumferential tensile stresses and radial compressive stresses at the inner radius lead to large shear stresses that result in premature yielding. Use of functionally graded materials (FGMs) has been proposed to overcome this problem [1]. An FGM is a kind of composite with variable constituent materials, where the properties at each point are defined based on its location [2,3,4]. As a simplified method, it can be assumed that the material properties in such FG spherical and cylindrical vessels vary as a power [5,6,7,8], parabolic [9, 10], or exponential function [11, 12] of radius. However, it may be more appropriate to define the material properties of an FGM based on its constituent properties, using a homogenization scheme. Hence, schemes for homogenization of a two-phase material based on its constituents, including the rule of mixtures [13, 14] or those of Mori–Tanaka [15, 16] or Voigt and Russ [17], have been considered to express the material properties of FGMs.
Thermoelastic analysis of FG vessels [18, 19], nonlinear thermoelectroelastic solutions for FG spheres [20], elastic analysis of multiwalled spheres with at least one FG layer [21,22,23], and thick shells assuming variable Poisson’s ratio [24] have been studied. Moreover, the thermoelastoplastic behavior of thick shells with variable properties in terms of a power function has been studied by many researchers [8, 25, 26].
According to the preceding studies, it is concluded that variation of the material properties in thick-walled FG vessels could have great effects on the stress distribution. Therefore, there is a possibility to optimize the variation of the material properties with the aim of achieving an optimum stress distribution in the vessel when subjected to pressure or/and thermal loading. To date, a number of studies have been reported regarding such optimization of the material variation in FG structures. Cho and Ha [27] presented an optimized condition for volume fractions in a circular Ni–Al\(_2\)O\(_3\) FG plate to minimize the thermal stresses for given load. They used the interior penalty-function and golden section as optimization techniques. Based on the finite-element (FE) method, Taheri et al. [28] presented an optimized volume fraction for FG structures subjected to thermomechanical loading to reduce the effective stresses.
Nemat-Alla [29] presented a solution in which an optimized volume fraction was extracted for a bidirectional FG plate under severe thermal loading to reduce the thermal stresses. Based on a genetic algorithm, Zhang et al. [30] presented a numerical procedure to optimize the thermal stresses in FG cylindrical vessels subjected to transient thermal stresses. Moreover, to achieve uniform von Mises stress in the radial direction for cylindrical FG vessels, Wang et al. [31] carried out finite element analysis to optimize the grading indices regarding the elastic modulus and thermal expansion coefficient.
Nie and Batra [32] presented an analytical solution for an FG cylindrical vessel with variable thickness. In a reverse manner, they found the variation function of the shear modulus and thermal expansion coefficient required to achieve a predefined linear combination of radial and circumferential stresses. They also presented [33] a solution and tailored shear modulus for an FG cylinder subjected to nonuniform pressure. Based on a method presented in another study, Nie et al. [34] developed the tailored volume fraction of fibers in an orthotropic composite required to achieve a predefined stress condition for a cylindrical vessel. They also developed [35] a method to achieve constant in-plane shear or circumferential stresses through the wall thickness of FG spherical and cylindrical vessels. They applied the Mori–Tanaka and rule-of-mixtures schemes to evaluate the effective properties of the FGM. However, they did not consider the variation of the yield strength in the radial direction of the vessel.
A novel material tailoring method, based on a design criterion of uniform \(\varphi \) (in-plane shear stress over yield strength), is presented in this paper to maximize the load-bearing capacity of spherical and cylindrical FG vessels. Considering an FG material composed of Al containing SiC particles, the objective of this study is to define the optimum distribution of SiC particles in the radial direction, i.e., \(f\left( r \right) \), to attain uniform \(\varphi \left( r \right) \) through the wall thickness of an FG vessel subjected to internal pressure loading. The elastic modulus and Poisson’s ratio are supposed to vary according to both the Mori–Tanaka homogenization scheme (MTHS) and rule-of-mixtures homogenization scheme (RMHS). Besides, the rule of mixtures is applied to model the variation of the yield strength. The process is simulated completely using the two-dimensional FE method. Moreover, the results of the analytical solution are compared with those of the FE simulation. Furthermore, the effects of process parameters including the internal pressure, strength of SiC particles, and the choice of homogenization scheme on the optimum outputs are investigated. The results demonstrate that an appropriate \(f\left( r \right) \), i.e., \(0<f\left( r \right) <1\), for which a uniform \(\varphi \left( r \right) \) is obtained, can be achieved only for a narrow range of internal pressures.
2 Material properties homogenization
The effective properties of an FGM comprising a metallic matrix with ceramic particles can be estimated based on the rule of mixtures as
where \(E_\mathrm{RM} \) and \(v_\mathrm{RM} \) are the elastic modulus and Poisson’s ratio of the composite, respectively. Moreover, the subscripts “p” and “m” indicate the particle and matrix, respectively, and f is the volume fraction of particles in the composite.
The MTHS is a sophisticated method that provides more accurate and reasonable effective elastic properties compared with the RMHS. Based on the MTHS, K and \(\mu \) are defined as the effective bulk and shear moduli for spherical particles in a metallic matrix [36] as follows
where \(K_\mathrm{m} ,\,\mu _\mathrm{m} , K_\mathrm{p} \), and \(\mu _\mathrm{p} \) are the bulk and shear moduli of the matrix and particles, respectively. Accordingly, the elastic modulus and Poisson’s ratio of the composite are given by
The MTHS was derived based on the isotropic assumption for the composite. Here, it is assumed that the material composition in both spherical and cylindrical vessels varies only in the radial direction. Thus, in both formulations, i.e., MTHS and RMHS, the volume fraction of particles takes the form
3 Design criterion for cylindrical vessel
In this section, the problem of an internally pressurized cylinder is formulated based on the plane-strain assumption. Considering an axisymmetric geometry as well as uniform loading, it is reasonable to assume that the shear stress components are negligible, i.e., \(\sigma _{ij} =0\), \(i\ne j\). The equilibrium equations in cylindrical coordinates in the absence of body forces are then [37]
Setting the shear components to zero and having assumed a plane-strain condition in the cylinder with fixed end, \(\varepsilon _z =0\), \(\sigma _z =v(\sigma _{r} +\sigma _\theta )\), it can be concluded that the nonzero stress components are independent from z and \(\theta \) and the equilibrium equation in the radial direction can be rewritten as
where prime denotes a derivative with respect to the coordinate r. Moreover, the strain compatibility equation is given by
The stress–strain relations with the plane-strain assumption are
Substituting Eqs. (8) and (6) into Eq. (7) and applying the boundary conditions at the inner and outer radii as \(\sigma _r\left( a \right) =-P_a \) and \(\sigma _r\left( b \right) =-P_b\), the radial and circumferential stresses for a homogeneous cylinder can be computed as [37]
Based on the Tresca criterion, \(\hbox {max }\big ( \big | {\sigma _\theta -\sigma _r } \big |,\,\,\big | {\sigma _\theta -\sigma _z } \big |,\big | {\sigma _z -\sigma _r } \big | \big )\) should be compared with the yield stress. In the case of an internally pressurized cylindrical vessel, \(\sigma _\theta >0\) and \(\sigma _r <0\) and in the plane-stress condition \(\sigma _z =v(\sigma _r +\sigma _\theta )\). Hence, it is straightforward to conclude that (\(\sigma _\theta -\sigma _r \)) is the main shear stress. Consequently, \(\varphi \left( r \right) =(\sigma _\theta -\sigma _r )/Y\) is defined as the ratio of the in-plane shear stress to the yield strength, being considered as the design criterion herein. When \(\varphi \) equals one or greater, plastic deformation occurs. Figure 1 shows \(\varphi \) for a homogeneous cylinder with inner and outer radii of \(a=0.8\, \hbox {m}\) and \(b=1\, \hbox {m}\), respectively. The cylinder is made of aluminum with \(E=73 \,\hbox {GPa}\), \(v=0.33\), and \(Y=161.5 \,\hbox {MPa}\), and is subjected to \(P_a =43 \,\hbox {MPa}\) and \(P_b =0\) Mpa.
As shown in Fig. 1, for a homogeneous vessel made of Al, \(\varphi \left( r \right) \) is nonuniform, and except for a narrow area near the outer radius, the value of \(\varphi \left( r \right) \) is greater than one. This demonstrates that the capacity of a homogeneous vessel cannot be used efficiently. In other words, the higher effective stress at the inner radius of a homogeneous vessel, as shown in Fig. 1, leads to premature yielding, whereas other regions remain elastic. Material with variable properties can be used to ensure that all areas of the vessel have almost the same load-bearing capacity. The objective of this study is to determine a proper distribution of harder (i.e., SiC) particles in a metal matrix to achieve a uniform \(\varphi =c\) (\(0<c<1\)) throughout the whole vessel so that the strength capacity of the vessel can be used more efficiently. To achieve this, a volume fraction distribution of harder particles, \(f\left( r \right) \), that achieves a uniform \(\varphi =c\) in the vessel should be calculated.

Distribution of \(\varphi \) for homogeneous vessel and optimum state for FG vessel \(\varphi {=}c\)
In case of an FG material, it is assumed that the yield strength of the composite can be determined using the rule of mixtures as [38]
Taking into account the definition of \(\varphi =c\), the following relationship is obtained:
Combining Eqs. (11) and (6) leads to
After finding the volume fraction of the second phase of the composite, i.e., \(f\left( r \right) \), in terms of \(\sigma _r \), it is possible to estimate the elastic modulus of the composite based on the RMHS and MTHS.
Substituting \(f\left( r \right) \) from Eq. (12) into Eq. (1), the elastic modulus and Poisson’s ratio can be rewritten based on the RMHS as follows
Substituting \(f\left( r \right) \) from Eq. (12) into Eq. (3), the effective elastic modulus and Poisson’s ratio based on the MTHS can be rewritten as
where \(Z_1 -Z_9 \) are constants related to the material properties and are presented in “Appendix A.”
Having substituted the strains and circumferential stress from Eqs. (8) and (6), respectively, into the strain compatibility Eq. (7), a second-order nonlinear equation in terms of \(\sigma _r \) is obtained as follows
To solve Eq. (15), two case are assumed: First, the RMHS is considered, using E(r) and v(r) from Eq. (13), while in the second case, the MTHS is applied to evaluate the effective elastic properties of the composite, i.e., using E(r) and v(r) based on Eq. (14).
Solving the nonlinear Eq. (15) based on \(\sigma _r \) and substituting \(\sigma _r^{\prime } \) into Eq. (12), the particle phase volume fraction \(f\left( r \right) \) that guarantees \(\varphi \left( r \right) =(\sigma _\theta -\sigma _r )/Y\left( r \right) =c\) in the two-phase composite can then be calculated.
Equation (15) is a nonlinear second-order ordinary differential equation (ODEs) subjected to two boundary conditions, viz. \(\sigma _r\left( a \right) =-\,P_a \) and \(\sigma _r\left( b \right) =-\,P_b \). Because of the nonlinearity of this equation, MATLAB software and bvp4c program were utilized to solve these boundary value problems numerically.
4 Design criterion for spherical vessel
In the absence of body forces, the equilibrium equations in the spherical coordinate system are [37]
Similar to the cylindrical vessel, because of the axisymmetric geometry along two axes of the spherical vessel and the uniform internal pressure, it is reasonable to assume that the shear components of the stress tensor are negligible, i.e., \(\tau _{ij} =0\) (\(i\ne j\)). Moreover, both circumferential stresses are equal, i.e., \(\sigma _{\varphi \varphi } =\sigma _{\varphi \varphi } \). Applying the aforementioned assumptions, it is concluded that \(\sigma _{rr} \) and \(\sigma _{\theta \theta } \) are independent from \(\theta \) and \(\varphi \). Hence, the equilibrium equation in the radial direction can be rewritten as
Combining Eqs. (17) and (11) yields
In addition, the effective elastic modulus and Poisson’s ratio based on the RMHS are
Meanwhile, the effective elastic modulus and Poisson’s ratio based on the MTHS are
where \(Z_1 -Z_9 \) are constants related to the material properties and are presented in “Appendix A.”
Moreover, with the assumption of axisymmetric deformation, i.e., \(\varepsilon _\theta =\varepsilon _\varphi \), the relationship between stress and strain can be written as
The compatibility equation for strain is the same as Eq. (7).
Substituting Eqs. (17) and (21) into Eq. (7) and applying the boundary conditions \(\sigma _r\left( a \right) =-\,P_a \) and \(\sigma _r\left( b \right) =-\,P_b \), the radial and circumferential stresses in the homogeneous vessel are given by [37]
Similar to the cylindrical vessel, the parameter \(\varphi \left( r \right) =(\sigma _\theta -\sigma _r )/Y\left( r \right) \) is used as a design criterion for the spherical vessel. Essentially, the aim is to find an appropriate \(f\left( r \right) \) using both the MTHS and RMHS to calculate the effective elastic properties required to achieve \(\left( r \right) c\) (\(0<c<1\)). Combining Eqs. (7) and (24) yields the following second-order ODE:
Similar to the procedure applied for the cylindrical vessel, two cases are considered to solve Eq. (23): First, the effective elastic properties of the composite are substituted from Eqs. (19) to (23), assuming the RMHS, while in the second case, the effective elastic properties are substituted from Eqs. (20)–(23), considering the MTHS. Then, the nonlinear Eq. (23) is solved numerically using MATLAB.
5 Results and discussion
5.1 Verification of analytical model
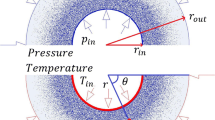
To verify the accuracy of the present model, finite element analysis was carried out. After solving the ODEs and finding the proper \(f\left( r \right) \), the results were used as input data for FE analysis in Abaqus/Standard software, and the resulting outputs were compared with those computed using the presented model. In the FEM package, there is no standard element to model the behavior of FGMs, so in this study, Python code was used as a convenient method. Both the sphere and cylinder were divided into 30 sections in the radial direction. Actually, numbers of 10, 20, 30, 40 sections were considered to confirm the accuracy of the model, with minimum variation in the results. Then, based on the property variation function, values were assigned for the elastic modulus as well as Poisson’s ratio of each section based on the central radius of that section. Two-dimensional (2D) axisymmetric and 2D plane-strain models were created for the spherical and cylindrical vessel, respectively. As shown in Fig. 2, one-quarter of the plane-strain cylinder and one-half of the axisymmetric sphere were modeled to reduce the computational cost. The models for both the cylinder and sphere consisted of 6420 elements and 19,749 nodes, respectively. CPE8R, a quadratic plane-strain element with eight nodes and reduced integration, and CAX8R, a quadratic axisymmetric element with eight nodes and reduced integration, were used as the element type for the cylinder and sphere, respectively. For both the sphere and cylinder, the inner and outer radius were considered to be \(a=0.8\, \hbox {m}\) and \(b=1\, \hbox {m}\), respectively. Table 1 presents the materials properties of Al and SiC. It is assumed that, for the cylindrical vessel, \(P_a =43\, \hbox {MPa}\), \(P_b = 0\, \hbox {MPa}\), and \(\varphi =0.95\). Moreover, for the spherical vessel, \(P_a =86\,\hbox {MPa}\), \(P_b =0\, \hbox {MPa}\), and \(\varphi =0.97\).

FEM model of thick shells in which the material is divided into 30 sections in radial direction
Figure 3a, b shows the proper function \(f\left( r \right) \) for both the cylindrical and spherical vessel based on the present MTHS and RMHS models. Considering a second-degree polynomial function, the curves of \(f\left( r \right) \) for both the cylinder and sphere can be fit as follows
where \(R^{2}\) is the coefficient of determination of the regression.
Applying this volume fraction variation as input for the FE analysis, the radial and circumferential stresses resulting from the FEM analysis are compared with those of the presented model in Fig. 3c–f for both spherical and cylindrical vessels considering the RMHS and MTHS. It is apparent that there exists good agreement between the results from the FEM simulation and the presented model. However, there are slight differences between the FEM results and the present model for the values of the circumferential stresses in the cylindrical vessel. The discretization of the FG material in the FE simulation and inaccuracies in the numerical solution are two main reasons for these discrepancies.

\(f\left( r \right) \) calculated using the present model for a cylinder (\(\varphi =0.95\)) and b sphere (\(\varphi =0.97\)). Comparison of radial and circumferential stresses from FEM and present model after tailoring: c cylinder using RMHS, d cylinder using MTHS, e sphere using RMHS, and f sphere using MTHS
5.2 Material tailoring in FG cylindrical vessels
5.2.1 Effect of homogenization scheme
Considering the material properties presented in Table 1 as well as \(P_a =43\, \hbox {MPa}\), \(P_b =0 \, \hbox {MPa}\), and \(\varphi =0.95\), the tailored elastic modulus and Poisson’s ratio for the cylindrical vessel are shown in Fig. 4. According to this figure, both the required elastic modulus and Poisson’s ratio vary more sharply when using the RMHS compared with the MTHS. Moreover, both the elastic modulus and Poisson’s ratio in the cylinder are closer to the metal-matrix properties when using the MTHS compared with the RMHS.

Tailored mechanical properties for cylinder based on RMHS and MTHS. a Dimensionless elastic modulus. b Poisson’s ratio (\(P_a =43\,\hbox {MPa}\), \(P_b =0~\,\hbox {MPa}\), and \(\varphi =0.95\))

Tailored mechanical properties for cylinder based on RMHS for different internal pressures. a \(f\left( r \right) \). b Circumferential stress after tailoring. c Dimensionless elastic modulus. d Poisson’s ratio (\(P_b =0 \,\hbox {MPa}\), \(\varphi =0.95\))
5.2.2 Effect of internal pressure
Based on the choice of the homogenization scheme, the range of internal pressures which lead to acceptable values of \(f\left( r \right) \,\left( {0<f\left( r \right) <1} \right) \) differ. In fact, if the internal pressure exceeds an upper threshold value, the value of \(f\left( r \right) \) at the outer radius will exceed unity. Similarly, if the internal pressure becomes smaller than a lower threshold value, \(f\left( r \right) \) at the inner radius will be smaller than zero. In both cases, there will be no physical sense. These threshold values depend on the thickness of the vessel, choice of homogenization scheme, loading condition, and material properties. Figure 5a shows the tailored variation of \(f\left( r \right) \) in the radial direction required to achieve constant \(\varphi =0.95\) when using the RMHS for different internal pressure values. Based on Eq. (9), for homogeneous vessels, as the internal pressure increases, the circumferential stress in the radial direction, as a major component of the in-plane shear stress, increases as well. Therefore, to achieve constant in-plane shear stress divided by effective yield strength, the volume fraction of the harder phase, i.e., SiC, should also vary in the same manner. The dimensionless circumferential stress (\(\sigma _\theta \)) after tailoring, the tailored dimensionless elastic modulus, and the Poisson’s ratio for material tailoring (\(\varphi =0.95\)) for different internal pressure values are illustrated in Fig. 5b, d. Here, it was assumed that \(P_b =0\, \hbox {MPa}\) and that the cylinder was composed of Al and SiC with the properties presented in Table 1. According to Fig. 5, the internal pressure should lie in the range of \(36\, \hbox {MPa}<P_a <44 \,\hbox {MPa}\) in order to meet the material tailoring condition (\(\varphi =0.95\)) using the RMHS. However, for all values of internal pressure, \(f\left( r \right) \) shows an increasing trend from the inner to outer radius, while the curves have steeper slope for higher internal pressure. According to Fig. 5b, for different internal pressures, the circumferential stresses at the inner radius remain almost constant. Based on Fig. 5c, d, the effective dimensionless elastic modulus exhibits the same behavior as \(f\left( r \right) \), while the trend for the Poisson’s ratio is different. Actually, the Poisson’s ratio decreases from the inner to outer radius for all values of \(P_a \). It can also be concluded that, as the internal pressure is increased, the range of material properties variation increases too, i.e., \(E/E_\mathrm{m} \), lying in in the range of 1–2.1 for \(P_a =36 \,\hbox {MPa}\) but increasing to 2.1–6.1 for \(P_a =44\, \hbox {MPa}\).
Similarly, the required \(f\left( r \right) \) function, circumferential stress after tailoring, tailored effective dimensionless elastic modulus, and Poisson’s ratio when using the MTHS for different internal pressures to achieve the tailored condition (\(\varphi =0.95\)) are illustrated in Fig. 6. The input material and parameters are the same as those applied for the RMHS in the previous section. When using the MTHS, the range of acceptable \(P_a \), i.e., \(41 \,\hbox {MPa}<P_a <49\, \hbox {MPa}\), is the same as when using the RMHS, while its maximum value is higher. In contrast to the RMHS, \(f\left( r \right) \) exhibits a smoother ascending variation from the inner to outer radius when using the MTHS. However, it results in higher values for higher internal pressures. As expected, the circumferential stress increases when increasing the internal pressure. Moreover, it shows an almost linear variation in the radial direction for the different internal pressures. In addition, the variation trends of the dimensionless elastic modulus and Poisson’s ratio are the same as when using the RMHS, but are more linear for the case of MTHS.

Tailored mechanical properties for cylindrical vessel based on MTHS. a \(f\left( r \right) \). b Circumferential stress after tailoring. c Dimensionless elastic modulus, and d Poisson’s ratio (\(P_b =0 \,\hbox {MPa}\), \(\varphi =0.95\))

Material tailoring for SiC particles of different strengths. a \(f\left( r \right) \) using MTHS. b Circumferential stress using MTHS. c \(f\left( r \right) \) using RMHS. d Circumferential stress using RMHS (\(P_a =43\, \hbox {MPa}\), \(P_b =0\, \hbox {MPa}\), and \(\varphi =0.95\))

Required \(f\left( r \right) \) based on a the RMHS and b MTHS for different values of \(\varphi =c\) for the cylindrical vessel with \(P_a =43\,\hbox {MPa}\), and \(P_b =0\, \hbox {MPa}\)
5.2.3 Effect of particle strength
In case of axisymmetric FG vessels, the radial variations of the volume fraction and strength of the SiC particles have direct effects on the effective yield strength of the composite and the resulting stresses. The role of the strength of the SiC particles in achieving a constant ratio of in-plane shear stress to effective yield strength is studied in this section. Based on the MTHS and RMHS, the effects of the particle strength (\(Y_\mathrm{p} \)) on \(f\left( r \right) \) and the circumferential stress after tailoring are investigated in this section to attain the tailored condition \(\varphi =0.95\) (see Fig. 7). The loading condition is assumed to be \(P_a =43\, \hbox {MPa}\) and \(P_b =0 \,\hbox {MPa}\). The results show that, as \(Y_\mathrm{p} \) is increased, the required \(f\left( r \right) \) decreases in both cases. For smaller values of \(Y_\mathrm{p} \), \(f\left( r \right) \) shows a smoother variation in the radial direction. Similarly, the results show that, as \(Y_\mathrm{p} \) is decreased, the circumferential stress becomes more uniform in the radial direction. For both the MTHS and RMHS cases, the \(f\left( r \right) \) diagrams become closer to each other for higher values of \(Y_\mathrm{p} \). Besides, the range of \(Y_\mathrm{p} \) that gives an acceptable \(f\left( r \right) \) for both MTHS and RMHS is 211–270 MPa and 240–370 MPa, respectively.
5.2.4 Effect of value of \(\varphi \)
In the present tailoring method, c is a constant representing the ratio of in-plane shear stress to effective yield strength. When it is set equal to unity, yielding will occur simultaneously at all points in the radial direction. Therefore, the parameter c can affect the tailored distribution of SiC particles. The effect of the value of \(\varphi =c\) on the tailored \(f\left( r \right) \) obtained using the RMHS and MTHS is demonstrated in Fig. 8 for three values of \(c=0.85\), 0.93, 1. According to these figures, for higher values of c, \(f\left( r \right) \) decreases when using both schemes. Meanwhile, near the outer radius, \(f\left( r \right) \) exceeds unity and there is no acceptable solution for \(f\left( r \right) \) for \(c=0.85\) when applying the RMHS. With increasing value of c, the variation of \(f\left( r \right) \) at the inner radius becomes weaker when using the RMHS compared with the MTHS, while the opposite applies at the outer radius.
5.3 Material tailoring in FG spherical vessels
5.3.1 Effect of homogenization scheme
Considering the material properties defined in Table 1, in addition to the loading conditions \(P_a =86 \,\hbox {MPa}\) and \(P_b =0 \,\hbox {MPa}\), we consider the material properties required to achieve a constant in-plane shear stress divided by yield strength in the radial direction of \(\varphi =0.97\). The tailored dimensionless elastic modulus and Poisson’s ratio for the spherical vessel are shown in Fig. 9a, b, respectively, for both the RMHS and MTHS. Similar to the cylindrical vessel, the dimensionless elastic modulus increases while the Poisson’s ratio decreases in the radial direction for both homogenization schemes. However, the variations in case of the MTHS are almost linear. To achieve \(\varphi =0.97\), the required \(E/E_\mathrm{m} \) based on the RMHS at the inner and outer radius are, respectively, 60 % and 76 % more than those calculated according to the MTHS.

Tailored mechanical properties for sphere based on RMHS and MTHS. a Dimensionless elastic modulus. b Poisson’s ratio (\(P_a =86\, \hbox {MPa}\), \(P_b =0\) MPa, and \(\varphi =0.97\))
5.3.2 Effect of internal pressure
As mentioned for the cylindrical vessels, changing the internal pressure leads to variation in the stresses. Therefore, the tailored variation of the SiC particle distribution in the radial direction will be affected by the internal pressure. In this section, the effects of the internal pressure on the tailored material properties for the spherical vessel are presented based on the two mentioned homogenization schemes.
The effect of the internal pressure on the tailored \(f\left( r \right) \), circumferential stress, dimensionless elastic modulus, and Poisson’s ratio in the radial direction for the MTHS required to achieve a constant \(\varphi =0.97\) are illustrated in Fig. 10. The input parameters, except \(P_a \), are the same as defined in the previous section. In this case, the range of internal pressure that provides an acceptable \(f\left( r \right) \) is \(86\,\hbox {MPa}<P_a <98\,\hbox {MPa}\). Similar to the case of the cylindrical vessel, \(f\left( r \right) \) increases with increasing internal pressure. Moreover, the circumferential stresses increase uniformly from the inner to outer radius of the vessel, showing almost the same trends for different values of the internal pressure. In particular, for each \(6\,\hbox {MPa}\) increase in \(P_a\), the circumferential stress increases by nearly \(10\,\hbox {MPa}\). For higher values of internal pressure, the elastic modulus grows more rapidly from the inner to outer radius. Besides, the Poisson’s ratio decreases from the inner to outer radius for the different values of internal pressure.

Tailored mechanical properties for spherical vessel based on MTHS for different internal pressures. a \(f\left( r \right) \). b Circumferential stress. c Dimensionless elastic modulus. d Poisson’s ratio (\(P_b =0\) MPa, \(\varphi =0.97\))
Similarly, for the RMHS, the variation of \(f\left( r \right) \), circumferential stress, dimensionless elastic modulus, and Poisson’s ratio in the radial direction for the sphere required to achieve constant \(\varphi =0.97\) are shown in Fig. 11 for different values of internal pressure. The internal pressure range that leads to an acceptable \(f\left( r \right) \) is 76 \(\hbox {MPa}<P_a <86\,\hbox {MPa}\), being narrower than when applying the MTHS. It is also remarkable that, for different internal pressures, the values of \(f\left( r \right) \), \(E_\mathrm{m} /E\), Poisson’s ratio, and particularly \(\sigma _\theta \) are close to each other at the inner radius, while they differ sharply at the outer radius.

Tailored mechanical properties for spherical vessel based on RMHS for different internal pressures. a \(f\left( r \right) \). b Circumferential stress. c Dimensionless elastic modulus. d Poisson’s ratio (\(P_b =0\) MPa, \(\varphi =0.97\))
6 Conclusions
To utilize the maximum capacity of vessels, a novel material tailoring method is presented herein based on achievement of a constant ratio of in-plane shear stress to effective yield strength, i.e., \(\varphi =\left( {\sigma _\theta -\sigma _r } \right) /Y\), through the wall thickness of FG spherical and cylindrical vessels. Al–SiC was used as the vessel material, and the distribution of SiC particles in the radial direction, \(f\left( r \right) \), required to achieve constant \(\varphi =c\) was determined. Both the MTHS and the RMHS were considered to estimate the effective elastic modulus and Poisson’s ratio of the Al–SiC FG composite. The effects of the internal pressure, strength of the SiC particles, and the value of the constant \(\varphi =c\) on the required \(f\left( r \right) \), circumferential stress, effective elastic modulus, and Poisson’s ratio were investigated. The results revealed that, for distinct values of the input parameters, i.e., the ratio of the in-plane shear stress to effective yield strength, internal pressure, and SiC particle strength, there was an acceptable tailored distribution of SiC particles, i.e., \(0<f\left( r \right) <1\). It should be taken into account that negative values of the volume fraction of SiC particles or quantities higher than one have no physical meaning. In addition, it is concluded that the tailored variation of the volume fraction of SiC particles depends strongly on the homogenization scheme applied. Moreover, the tailored variation of properties in the radial direction achieved using the MTHS is smoother than that achieved using the RMHS. Generally, as the internal pressure increases, the tailored \(f\left( r \right) \) increases as well.
Abbreviations
- a, b :
-
Inner and outer radius of sphere or cylinder, respectively
- u :
-
Radial displacement
- c :
-
Constant value of in-plane shear stress divided by effective yield strength
- \(f\left( r \right) \) :
-
Radial distribution of SiC particles
- \(N_1 ,\,N_2 \) :
-
Constants related to material properties based on Mori–Tanaka homogenization
- \(C_1-C_9 \) :
-
Constants related to material properties based on Mori–Tanaka homogenization
- \(Z_1-Z_9 \) :
-
Constants related to material properties based on Mori–Tanaka homogenization
- \(P_a ,P_b \) :
-
Internal and external pressure, respectively
- E :
-
Elastic modulus
- K :
-
Bulk modulus
- Y :
-
Yield strength
- \(\mu \) :
-
Shear modulus
- \(\varphi \left( r \right) \) :
-
In-plane shear stress divided by effective yield strength
- \(\varepsilon _r ,\varepsilon _\theta ,\varepsilon _\varphi \) :
-
Strains in radial, and first and second circumferential directions, respectively
- \(\sigma _r ,\sigma _\theta \) :
-
Radial and circumferential stress, respectively
- v :
-
Poisson’s ratio
- \(\mathrm {p},\,\mathrm {m}\) :
-
Subscripts denoting particle andmatrix, respectively
- MT (MTHS):
-
Subscript (abbreviation) for Mori–Tanaka homogenization scheme
- RM (RMHS):
-
Subscript (abbreviation) for rule-of-mixtures homogenization scheme
References
Loghman, A., Parsa, H.: Exact solution for magneto–thermo–elastic behaviour of double-walled cylinder made of an inner FGM and an outer homogeneous layer. Int. J. Mech. Sci. 88, 93–99 (2014)
Jha, D., Kant, T., Singh, R.: A critical review of recent research on functionally graded plates. Compos. Struct. 96, 833–849 (2013)
Rodrıguez-Castro, R., Wetherhold, R., Kelestemur, M.: Microstructure and mechanical behavior of functionally graded Al A359/SiC p composite. Mater. Sci. Eng. A 323, 445–456 (2002)
Mahmoudi, T., Parvizi, A., Poursaeidi, E., et al.: Thermo-mechanical analysis of functionally graded wheel-mounted brake disk. J. Mech. Sci. Technol. 29, 4197–4204 (2015)
Nosouhi Dehnavi, F., Parvizi, A.: Electrothermomechanical behaviors of spherical vessels with different configurations of functionally graded piezoelectric coating. J. Intel. Mat. Syst. Struct. 10.1177/1045389X17742737 (2017)
Sharma, D., Sharma, J., Dhaliwal, S., et al.: Vibration analysis of axisymmetric functionally graded viscothermoelastic spheres. Acta Mech. Sin. 30, 100–111 (2014)
Kim, Y.W.: Effect of partial elastic foundation on free vibration of fluid-filled functionally graded cylindrical shells. Acta Mech. Sin. 31, 920–930 (2015)
Dehnavi, F.N., Parvizi, A.: Investigation of thermo-elasto-plastic behavior of thick-walled spherical vessels with inner functionally graded coatings. Meccanica 52, 1–18 (2016)
Eraslan, A., Akis, T.: On the plane strain and plane stress solutions of functionally graded rotating solid shaft and solid disk problems. Acta Mech. 181, 43–63 (2006)
Ozturk, A., Gulgec, M.: Elastic-plastic stress analysis in a long functionally graded solid cylinder with fixed ends subjected to uniform heat generation. Int. J. Eng. Sci. 49, 1047–1061 (2011)
Keles, I., Conker, C.: Transient hyperbolic heat conduction in thick-walled FGM cylinders and spheres with exponentially-varying properties. Eur. J. Mech. A Sol. 30, 449–455 (2011)
Tutuncu, N.: Stresses in thick-walled FGM cylinders with exponentially-varying properties. Eng. Struct. 29, 2032–2035 (2007)
Parvizi, A., Naghdabadi, R., Arghavani, J.: Analysis of Al A359/SiCp functionally graded cylinder subjected to internal pressure and temperature gradient with elastic–plastic deformation. J. Therm. Stress. 34, 1054–1070 (2011)
Mirzaei, M., Kiani, Y.: Free vibration of functionally graded carbon nanotube reinforced composite cylindrical panels. Compos. Struct. 142, 45–56 (2016)
Xin, L., Yang, S., Zhou, D., et al.: An approximate analytical solution based on the Mori-Tanaka method for functionally graded thick-walled tube subjected to internal pressure. Compos. Struct. 135, 74–82 (2016)
Ebrahimi, F., Barati, M.R., Dabbagh, A.: A nonlocal strain gradient theory for wave propagation analysis in temperature-dependent inhomogeneous nanoplates. Int. J. Eng. Sci. 107, 169–182 (2016)
Xin, L., Dui, G., Yang, S., et al.: Solutions for behavior of a functionally graded thick-walled tube subjected to mechanical and thermal loads. Int. J. Mech. Sci. 98, 70–79 (2015)
Eslami, M., Babaei, M., Poultangari, R.: Thermal and mechanical stresses in a functionally graded thick sphere. Int. J. Press. Vessels Pip. 82, 522–527 (2005)
Jabbari, M., Sohrabpour, S., Eslami, M.R.: Mechanical and thermal stresses in a functionally graded hollow cylinder due to radially symmetric loads. Int. J. Press. Vessels Pip. 79, 493–497 (2002)
Arefi, M.: Nonlinear thermoelastic analysis of thick-walled functionally graded piezoelectric cylinder. Acta Mech. 224, 2771 (2013)
You, L., Zhang, J., You, X.: Elastic analysis of internally pressurized thick-walled spherical pressure vessels of functionally graded materials. Int. J. Press. Vessels Pip. 82, 347–354 (2005)
Atashipour, S.A., Sburlati, R., Atashipour, S.R.: Elastic analysis of thick-walled pressurized spherical vessels coated with functionally graded materials. Meccanica 49, 2965–2978 (2014)
Wang, Z., Zhang, Q., Xia, L., et al.: Thermomechanical analysis of pressure vessels with functionally graded material coating. J. Press. Vessel Technol. 138, 011205 (2016)
Mohammadi, M., Saha, G.C., Akbarzadeh, A.H.: Elastic field in composite cylinders made of functionally graded coatings. Int. J. Eng. Sci. 101, 156–170 (2016)
Parvizi, A., Alikarami, S., Asgari, M.: Exact solution for thermoelastoplastic behavior of thick-walled functionally graded sphere under combined pressure and temperature gradient loading. J. Therm. Stress. 39, 1152–1170 (2016)
Alikarami, S., Parvizi, A.: Elasto–plastic analysis and finite element simulation of thick-walled functionally graded cylinder subjected to combined pressure and thermal loading. Sci. Eng. Compos. Mater. 24, 609–620 (2017)
Cho, J.R., Ha, D.Y.: Volume fraction optimization for minimizing thermal stress in Ni–Al\(_2\)O\(_3\) functionally graded materials. Mat. Sci. Eng. A 334, 147–155 (2002)
Taheri, A.H., Hassani, B., Moghaddam, N.Z.: Thermo-elastic optimization of material distribution of functionally graded structures by an isogeometrical approach. Int. J. Sol. Struct. 51, 416–429 (2014)
Nemat-Alla, M.: Reduction of thermal stresses by composition optimization of two-dimensional functionally graded materials. Acta Mech. 208, 147–161 (2009)
Zhang, X.D., Hong, Y.L.: Li, A.H.: Optimization of axial symmetrical FGM under the transient-state temperate field. Int. J. Miner. Metall. Mat. 19, 59–63 (2012)
Wang, Z.W., Zhang, Q., Xia, L.Z., et al.: Stress analysis and parameter optimization of an FGM pressure vessel subjected to thermo-mechanical loadings. Procedia Eng. 130, 374–389 (2015)
Nie, G., Batra, R.: Stress analysis and material tailoring in isotropic linear thermoelastic incompressible functionally graded rotating disks of variable thickness. Compos. Struct. 92, 720–729 (2010)
Nie, G., Batra, R.: Material tailoring and analysis of functionally graded isotropic and incompressible linear elastic hollow cylinders. Compos. Struct. 92, 265–274 (2010)
Nie, G., Zhong, Z., Batra, R.: Material tailoring for orthotropic elastic rotating disks. Compos. Sci. Technol. 71, 406–414 (2011)
Nie, G., Zhong, Z., Batra, R.: Material tailoring for functionally graded hollow cylinders and spheres. Compos. Sci. Technol. 71, 666–673 (2011)
Benveniste, Y.: A new approach to the application of Mori-Tanaka’s theory in composite materials. Mech. Mat. 6, 147–157 (1987)
Sadd, M.H.: Elasticity: Theory, Applications, and Numerics. Academic Press, Cambridge (2009)
Xin, L., Lu, W., Yang, S., et al.: Influence of linear work hardening on the elastic–plastic behavior of a functionally graded thick-walled tube. Acta Mech. 227, 2305–2321 (2016)
Acknowledgements
The work was supported by the Iran National Science Foundation (INSF).
Author information
Authors and Affiliations
Corresponding author
Appendix A
Appendix A
The constants \(Z_1 -Z_9 \) in Eqs. (14) and (20) are given as follows
where \(N_1 -N_2 \) and \(C_1 -C_9 \) are \(N_1 =\frac{1}{c\left( {i+1} \right) (Y_\mathrm{p} -Y_\mathrm{m} )}\) (\(i=0\) for cylinder and \(i=1\) for sphere) and
and \(a_1-a_9 \) are
Rights and permissions
About this article

Cite this article
Nosouhi Dehnavi, F., Parvizi, A. & Abrinia, K. Novel material tailoring method for internally pressurized FG spherical and cylindrical vessels. Acta Mech. Sin. 34, 936–948 (2018). https://doi.org/10.1007/s10409-018-0772-1
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10409-018-0772-1