
Abstract
In order to improve the mechanical properties of twinning-induced plasticity steel, the grain morphology was tailored by different solidification technologies combined with deformation and heat treatment processing routes. Three typical grain morphologies, i.e., equiaxed, columnar as well as equiaxed/columnar grains were formed, and their mechanical behaviors were comparatively studied. Among the three materials, the equiaxed grain material exhibited the highest strength but the lowest plasticity. Depending on the grain size, the smaller the grain size, the higher the strength, but the lower the elongation. The columnar grain material possessed the most excellent plasticity but the weakest strength. These properties presented a non-monotonic dependence on the dendrite spacing, and the moderate spacing resulted in the optimum combination of strength and plasticity. The equiaxed/columnar grain coexisted material showed interesting properties, i.e., the strength and plasticity were just between those of single grain-shaped materials. The three materials also presented different strain hardening behaviors particularly in the uniform deformation stage. The equiaxed grain material showed a constant strain hardening rate, while the columnar grain and equiaxed/columnar grain materials showed a progressively increasing rate with increasing the true strain.
Graphical abstract
The introduction of equiaxed grains into the columnar grain material obviously enhances the strength but weakens the plasticity of the material. However, it seems that an appropriate amount of equiaxed grains will provide the material an optimum combination of strength and plasticity.

Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Recently, twinning induced plasticity (TWIP) steel has been attracting more and more attention due to its very high plasticity even at quite low temperatures and high impact rates [1–3]. These excellent properties make the TWIP steel a promising candidate in a variety of engineering fields including automobiles, high speed rail trains, spacecraft, warships, and cryogenic tanks, etc, where high plasticity and impact energy absorption capacity are usually required [4–6]. However, in comparing its plasticity, the strength of TWIP steel does not stand out and is typically below 650 MPa [7], which is insufficient and unfavorable in many applications. To overcome this disadvantage, efforts have been made through alloying or grain refining enhancement, and encouraging results have been reported. When the grain size is reduced to around 400 nm by cold rolling and recrystallization annealing, the tensile strength can be increased up to 843 MPa and even over 1200 MPa [8] while the total elongation is still greater than 40 % [8–10]. Similar grain refining and enhancing effects can be observed if alloyed with Cu or Nb [11, 12]. Unfortunately, all these enhancements are at the expense of plasticity even though the resultant plasticity is still excellent compared with those of traditional steels. Obviously, if the enhancement can be realized at the cost of plasticity as low as possible, the TWIP steel would find evenmore extensive applications or perform even better. For this purpose, a new route was tried in the present study via controlling the morphology of grains to improve the mechanical properties of TWIP steel. As is known, the twinning process of TWIP steel is closely related to the grain orientation and size or the areas of grain boundaries. The two parameters affect the nucleation and growth of deformation twins and, thus, to a great degree determine the mechanical properties of TWIP steels [10]. For the common TWIP steels produced by plastic deformation and recrystallization heat treatment, the grains are typically equiaxed ones and their orientations are random. This morphology leads to different twinning processes and twin densities in different grains. If both the orientation and size of grains are controlled to be favorable for twinning, the mechanical properties of TWIP steels should be more effectively improved than those only by grain refining. Based on this analysis, the columnar grain and columnar/equiaxed mixed grain structures were obtained by unidirectional solidification and rolling followed by recrystallization annealing. The mechanical behaviors along the longitudinal direction of columnar grains were examined and compared with those of traditional equiaxed grain structures with different grain sizes. The results are expected to give guidelines for relevant studies and applications.
2 Experimental
The TWIP steel used in the present study has a nominal chemical composition of (wt%) Fe–30Mn–3Al–3Si. It was melted in a vacuum induction furnace under an argon atmosphere, followed by forging and hot-rolling to round bars of 8mm in diameter. In order to obtain different grain size and morphology, the following methods were used:
-
(1)
For the equiaxed grain structures, the round bars were firstly cold-rolled to thin sheets with a thickness of 0.8 mm and then annealed at varied temperatures ranging from 650 \(^{\circ }\hbox {C}\) to 1050 \(^{\circ }\hbox {C}\) for 1h to produce different grain sizes.
-
(2)
For the columnar grain structures, the round bars were first shot-blasted to remove the scales on the surface, and then melted and directionally solidified in a modified Bridgman-type apparatus under an argon atmosphere at a vertical temperature gradient of 60 K \(\cdot \) \(\hbox {cm}^{-1}\) and a solidification rate of 120 \({\upmu }\hbox {m} \cdot \hbox { s}^{-1}\). Finally, the solidified ingots were homogenized at 950 \(^{\circ }\hbox {C}\) for 4 h to minimize the chemical composition segregation [13].
-
(3)
For the columnar/equiaxed coexisted grain structures, the directionally solidified ingots were stretched for different deformations from 10 % to 20 %, and then annealed at 950 \(^{\circ }\hbox {C}\) for 0.5 h to allow a part of the deformed grains to recrystallize into equiaxed grains while keeping most columnar grains unchanged. The amount of equiaxed grains was controlled by the deformation ratio. The dog-bone shaped plate samples used for tensile test were cut from the above ingots by an electric spark machine and have a gauge dimension of \(22\,\mathrm{mm} \times 5\,\mathrm{mm} \times 2\) mm. All the samples were ground with 400 mesh SiC paper, and chemically polished to minimize the influence of surface roughness on the mechanical properties of the samples.
The tensile tests were conducted in a material test system (Instron 3369) at room temperature at a tensile speed of 3 mm \(\,\cdot \,\hbox {min}^{-1}\). To avoid experimental errors, four samples were measured for each test. The microstructures were examined under a light microscope (Carl Zeiss AX10). The samples for metallographic observations were mechanically polished down to 0.25 \({\upmu }\)m diamond size and etched in a solution of 100 \(\hbox {ml C}_{2}\hbox {H}_{5}\hbox {OH}\), 3 g picric acid and 5 ml hydrochloric acid (10 %).
3 Results and discussion
3.1 Microstructures and mechanical properties of equiaxed grain material
Figures 1a–f show the typical grain microstructures after recrystallization annealing at different temperatures. It is obvious that the grain size increased with increasing the temperature, typically from 0.74 to 28 \({\upmu }\hbox {m}\). In addition, it is seen from the inserted photograph in Fig. 1b that the annealing twins exhibited flat and straight boundaries and the size and amount were increased with increasing the annealing temperature.

Grain morphologies after a cold rolling and after recrystallization annealing at b 650 \(^{\circ }\hbox {C}\). c 750 \(^{\circ }\hbox {C}\). d 850 \(^{\circ }\hbox {C}\). e 950 \(^{\circ }\hbox {C}\). f 1050 \(^{\circ }\hbox {C}\)

Tensile stress–strain curves a and strain hardening rate-true strain curves b with varied grain sizes

Microstructures at the solidification rate of a 60 \({\upmu }\hbox {m} \cdot \hbox { s}^{-1}\). b 120 \({\upmu }\hbox {m} \cdot \hbox { s}^{-1}\). c 240 \({\upmu }\hbox {m} \cdot \hbox { s}^{-1}\)

Tensile stress–strain curves a and strain hardening rate-true strain b of TWIP steel directionally solidified at varied rates
As expected, the effect of grain size on the mechanical properties of TWIP steel is significant [14–16]. The strength was increased while the elongation was decreased as the grain size was reduced, in which the maximum strength of 1360 MPa was achieved in the cold rolling state while the maximum elongation of 80 % corresponded to the biggest grain size of 28 \({\upmu }\hbox {m}\), as shown in Fig. 2a, b shows that there appeared a plateau region in the strain hardening rate against true strain, where the strain hardening rate was slowly decaying with increasing the true strain. As is known, this plateau region is actually corresponding to the uniform plastic deformation process, i.e., the region between the yield and fracture points of TWIP steel. The fact that the plateau length was shortened with decreasing the grain size demonstrates the effect of the lack of benefit of grain size on the hardening durability or the plasticity of TWIP steel.
It has been known that the deformation twins originate from the motion of partial dislocations [17–19], and thus a critical shear stress must be overcome to start the motion [20]. The critical shear stress is strongly dependent on the grain size, and the smaller the grain size, the higher the critical shear stress, as indicated by the Hall-Petch relation. In other words, the smaller the grain size, the less the proportion of deformation twins [20]. Now that the high strain hardening rate or high plasticity of TWIP steel results from the deformation twins as well as the interaction between the twins and dislocations [21], the refinement of grains will suppress the formation of deformation twins and, thus, is unbeneficial for the plasticity of TWIP steel.
3.2 Microstructures and mechanical properties of columnar grain material
Figure 3 shows the three columnar grain structures of TWIP steel directionally solidified at varied solidification rates. The grains were aligned to the growth direction in parallel and the spacing was decreased as the solidification rate was raised and ranged from around 100–500 \({\upmu }\hbox {m}\). Compared with the common equiaxed grain material, the columnar grain ones exhibited a pronounced increased elongation with the maximum of 107 % at the solidification rate of 120 \({\upmu }\hbox {m}\, \cdot \, \) \(\hbox {s}^{-1}\), as shown in Fig. 4a. Unexpectedly, the strengths of columnar grain materials were lower than that of common equiaxed grains, which would be due to much larger grains in the former than those in the latter. The detailed mechanisms on the mechanical behavior of columnar grain TWIP steel will be discussed in our other papers.
There are also obvious differences in the strain hardening behavior between the equiaxed and columnar grain materials. As shown in Fig. 4b, the strain hardening rate of the former kept constant while that of the latter progressively rose with further deformation during the uniform plastic deformation stage. This suggests that the twin spacing refinement was developed step by step in the equiaxed grain material so that the decrease of dislocation mean free path due to the refined twin spacing was also constant. From this viewpoint, it is known that the rate of twin spacing refinement would be gradually increased rather than keep constant in the columnar grain material due to the start of multi-twinning systems at the intermediate and high strains.
3.3 Microstructures and mechanical properties of columnar/equiaxed grain material
Figure 5 shows the morphologies of columnar/equiaxed grains coexisting structure. It is seen that the equiaxed grains are not uniformly distributed but predominantly arevlocated in the columnar grains adjacent to the surfaces. The amount was dependent on the deformation degree, ranging from 15 to 45 %, while the size seems unchanged with increasing the annealing time.

Morphologies of columnar/equiaxed grain coexisting structures in the equiaxed grain amount of a 0 %. b 15 %. c 25 %. d 45 %
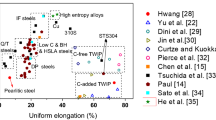
The most outstanding change in the mechanical properties is that the strength was increased but the elongation was decreased after introduction of equiaxed grains into the columnar grain material. However, this change is non-monotonous with varying the amount of equiaxed grains. Among the three amounts of equiaxed grains, the 25 % equiaxed grains leads to optimum overall mechanical properties, i.e., 100.3 % in elongation and 567 MPa in strength. The product of strength and elongation is as high as 56870 \(\hbox {MPa}\), being the highest in all the examined samples with varied grain morphologies, as shown in Fig. 6a. This suggests that although introduction of equiaxed grains into the columnar grain microstructure will give rise to decreased elongation, this decrease can be controlled to be very small provided the amount of equiaxed grains is appropriate. The other interesting phenomenon is that the strain hardening behavior of columnar/equiaxed grain materials was gradually changed toward that of equiaxed grain materials as the equiaxed grains was increased, i.e., the dependence of strain hardening rate on the true strain was changed from gradual rising to being constant, as shown in Fig. 6b.

Tensile stress–strain curves a and strain hardening rate-true strain curves b of columnar/equiaxed grain coexisted structures in the varied amounts of equiaxed grains
As an example of microstructure evolution with increasing the strain, Fig. 7 shows the grain and twin morphologies of columanar/equiaxed grain material at different strain stages. It is seen that, at the early deformation stage, the deformation twins only appeared in the columnar grains while there were almost no twins in the equiaxed grains, as shown in Fig. 7a1 and a2. This is due to much larger columnar grains than equiaxed grains that allows the twinning to arise at much lower critical stress. This is because of the lack of grain boundaries, particularly transversal boundaries, that the strain hardening rate is low in comparison to single equiaxed grain material. As the strain increased up to 30 %, not only does the density of twins increased, but also the multi-twinning systems started. At the same time, the twins also appeared in the equiaxed grains, as seen in Fig. 7b1 and b2. With further increasing the strain to 50 %, all the columnar grains were full of twins and the multi-twinning systems also started in the equiaxed grains, as indicated by T1 and T2. Moreover, a part of the columnar grains were fragmented into smaller sub-grains that will coordinate the deformation among the grains. On the other hand, the sub-grain boundaries will provide additional obstruction to the motion of dislocations. Accordingly, the strain hardening rate was continuously increased till even larger strains occurred and, thus, led to high strength and plasticity.

Microstructures of 25 % equiaxed grain material after strained. a1 and a2 10 %. b1 and b2 30 %. c1 and c2 50 %
4 Conclusion
A TWIP steel with three different grain morphologies was fabricated and their structures and mechanical behaviors were comparatively studied in the present study. The following conclusions can be drawn:
-
(1)
The mechanical properties of equiaxed grain material show strong dependence on the grain size. The smaller the grain size, the higher the strength and the lower the elongation. The strain hardening rate kept constant in the uniform deformation stage, but the stage was shortened with decreasing the grain size. This suggests that the refinement of grains restricts the TWIP effect.
-
(2)
The columnar grain material has the best plasticity but the weakest strength. The mechanical properties presented a non-monotonic dendrite spacing dependence and the moderate spacing resulted in the best combination of strength and plasticity. Compared with the equiaxed grain material, the strain hardening rate no longer remained unchanged in the uniform deformation stage but progressively increased with increasing the strain, demonstrating that the coarse columnar grains are beneficial for the TWIP effect.
-
(3)
The introduction of equiaxed grains into the columnar grain material obviously enhances the strength but weakens the plasticity of the material. However, it seems that an appropriate amount of equiaxed grains will provide the material optimum combination of strength and plasticity. The strain hardening rate against true strain for the equiaxed/columnar grain coexisted material was similar to that of single columnar grain material but it gradually closed to that of single equiaxed grain material as the amount of equiaxed grains increased. The microstructure observation verified that the twinning had favorably arisen in the coarse columnar grains and it occurred in the relatively small equiaxed grains only at the middle and later stages of deformation.
References
Frommeyer, G., Brux, U., Neumann, P.: Supra-ductile and high-strength manganese-TRIP/TWIP steels for high energy absorption purposes. ISIJ Int. 43, 438–446 (2003)
Grassel, O., Frommeyer, G., Derder, C., et al.: Phase transformations and mechanical properties of Fe-Mn-Si-Al TRIP-steels. J. Phys. IV 7, 383–388 (1997)
Grassel, O., Kruger, L., Frommeyer, G., et al.: High strength Fe-Mn-(Al, Si) TRIP/TWIP steels development–properties–application. Int. J. Plast. 16, 1391–1409 (2000)
Mi, Z.L., Tang, D., Yan, L., et al.: High-strength and high-plasticity TWIP steel for modern vehicle. J. Mater. Sci. Technol. 21, 451–454 (2005)
Vercammen, S., Blanpain, B., De Cooman, B.C., et al.: Cold rolling behaviour of an austenitic, Fe-30Mn-3Al-3Si TWIP-steel: the importance of deformation twinning. Acta Mater. 52, 2005–2012 (2004)
Yan, K., Carr, D.G., Callaghan, M.D., et al.: Deformation mechanisms of twinning-induced plasticity steels: In situ synchrotron characterization and modeling. Scr. Mater. 62, 246–249 (2010)
Duan, X., Wang, D., Wang, K., et al.: Twinning behaviour of TWIP steel studied by Taylor factor analysis. Philos. Mag. Lett. 93, 316–321 (2013)
Saha, R., Ueji, R., Tsuji, N.: Fully recrystallized nanostructure fabricated without severe plastic deformation in high-Mn austenitic steel. Scr. Mater. 68, 813–816 (2013)
Dini, G., Najafizadeh, A., Ueji, R., et al.: Tensile deformation behavior of high manganese austenitic steel: The role of grain size. Mater. Des. 31, 3395–3402 (2010)
Ueji, R., Tsuchida, N., Terada, D., et al.: Tensile properties and twinning behavior of high manganese austenitic steel with fine-grained structure. Scr. Mater. 59, 963–966 (2008)
Peng, X., Zhu, D., Hu, Z., et al.: Stacking fault energy and tensile deformation behavior of high-carbon twinning-induced plasticity steels: Effect of Cu addition. Mater. Des. 45, 518–523 (2013)
Curtze, S., Kuokkala, V.T.: Dependence of tensile deformation behavior of TWIP steels on stacking fault energy, temperature and strain rate. Acta Mater. 58, 5129–5141 (2010)
Wang, D., Wang, K., Shi, Z.M., et al.: The mechanical and deformation behavior of TWIP steel prepared by directional solidification. Mater. Sci. Forum 783–786, 761–765 (2014)
Bouaziz, O., Allain, S., Scott, C.: Effect of grain and twin boundaries on the hardening mechanisms of twinning-induced plasticity steels. Scr. Mater. 58, 484–487 (2008)
Gutierrez-Urrutia, I., Raabe, D.: Grain size effect on strain hardening in twinning-induced plasticity steels. Scr. Mater. 66, 992–996 (2012)
Lee, T., Koyama, M., Tsuzaki, K., et al.: Tensile deformation behavior of Fe-Mn-C TWIP steel with ultrafine elongated grain structure. Mater. Lett. 75, 169–171 (2012)
Idrissi, H., Renard, K., Ryelandt, L., et al.: On the mechanism of twin formation in Fe-Mn-C TWIP steels. Acta Mater. 58, 2464–2476 (2010)
Gutierrez-Urrutia, I., Raabe, D.: Dislocation and twin substructure evolution during strain hardening of an Fe-22 wt.% Mn-0.6 wt.% C TWIP steel observed by electron channeling contrast imaging. Acta Mater. 59, 6449–6462 (2011)
Lu, L., Shen, Y., Chen, X., et al.: Ultrahigh strength and high electrical conductivity in copper. Science 304, 422–426 (2004)
Gutierrez-Urrutia, I., Zaefferer, S., Raabe, D.: The effect of grain size and grain orientation on deformation twinning in a Fe-22wt.% Mn-0.6wt.% C TWIP steel. Mater. Sci. Eng. A 527, 3552–3560 (2010)
Gutierrez-Urrutia, I., Raabe, D.: Multistage strain hardening through dislocation substructure and twinning in a high strength and ductile weight-reduced Fe-Mn-Al-C steel. Acta Mater. 60, 5791–5802 (2012)
Acknowledgments
This work was jointly supported by the key direction project of Chinese Academy of Sciences on the high speed rail and the National Natural Science Foundation of China (Grant 51371167).
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Wang, K., Wang, D. & Han, F. Effect of crystalline grain structures on the mechanical properties of twinning-induced plasticity steel. Acta Mech. Sin. 32, 181–187 (2016). https://doi.org/10.1007/s10409-015-0513-7
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10409-015-0513-7