
Abstract
The present study investigated the potential of utilizing the cutting dust waste generated in the sizing process of volcanic tuff stones as an alternative to the traditional raw materials of industrial floor tile formulations. Within the scope of the research, Döger region (Afyonkarahisar, Turkey) tuff waste was used in varying amounts (up to 7 wt. %) to substitute feldspar (albite) in the industrial formulation partially. The ceramic tiles, which were shaped at 20 MPa pressure by uniaxial pressing from the mixtures obtained by partial substitution of albite by tuff waste, were fired in an industrial furnace at 1180 °C for 50 min. When the pre- and post-firing properties of the tuff waste-incorporated tiles were compared, one could find that 5 wt. % tuff waste incorporation to the industrial formulation provided the highest green (9.83 MPa) and fired (26.77 MPa) strength values, as well as the lowest water absorption (5.77%) value. The results indicated that 5 wt. % substitution of albite with tuff-stone cutting waste could improve the densification and fired strength of ceramic tiles. Furthermore, although it has the potential to be converted into more valuable materials, the use of tuff wastes, which are still disposed of in landfills, in ceramic tile production, will contribute to environmentally friendly solutions and protect the rare natural feldspar deposits.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Low-cost raw material inputs and competitive end-product prices are needed for the ceramics industry to maintain vitality. Input costs in ceramic tile production are energy, labor, and raw materials. Plastic (e.g., clay) and non-plastic (e.g., feldspar, quartz) raw materials required for ceramic tile production account for approximately 40% of production costs. The high annual production capacity in the Turkish ceramics industry, which ranks eighth in the world and third in Europe with its production capacity of over 300 million m2, brings about 250 million tons of raw material needed per year [1,2,3,4,5,6,7,8,9].
The general focus of both scientific and industrial research is to find alternatives to raw materials that are limited in resources and costly in terms of price/performance. In this context, many studies are carried out to develop new formulations or to find substitute raw materials for the present formulations using various virgin or industrial waste materials. However, most studies were conducted in laboratory conditions, not industrial tile production. Also, scaling and end-use are lacking as much as industrial studies [9].
In recent years, ceramic tile manufacturers have focused on finding alternative substitutes that can further lower the firing temperature instead of the fluxes used in industrial production (e.g., feldspar) to reduce energy costs [9]. Although feldspars are widely used fluxes in industrial tile composition, their high prices and gradually decreasing reserves play an influential role in searching for alternatives [10]. Natural rocks such as granite, basalt, and tuff and their process wastes have the potential to be used as fluxing agents thanks to the alkali and alkaline earth oxides in their chemical composition [11].
It is economically and technically attractive to transform industrial wastes containing valuable minerals in terms of their chemical composition into substitute raw materials. Instead of using primary natural resources, utilizing industrial waste and upgrading it to secondary raw materials can offer some advantages, such as the conservation of natural resources, lower production costs, and improving environmental and people’s health. Even if the usage rates of the wastes used in the industrial composition are at low percentages, high production capacities in mass production will ensure the use of a significant amount of waste material [12]. However, for the wastes to be utilized in the ceramic industry, they must be chemically compatible, non-hazardous, low-cost, and abundant [13]. It seems possible that natural stone-cutting wastes can be used in ceramic tile production due to the similarity of their chemical compositions, not being burdensome in terms of cost, and not being hazardous. In addition, only one-third of the natural stones extracted from the quarry reach the world market as a finished product, while the remaining two-thirds are discarded without evaluation, which means a large volume of waste. Twenty percent of the waste that goes to landfill is due to losses in cutting processes used for further processing in the stone industry [12].
Tuffs are materials that erupt out as solid during volcanic eruptions, with less than 2 mm grain size. Due to their widespread availability and easy processing, tuffs of volcanic origin have been used as building materials in many countries such as Italy, Hungary, the Netherlands, and Germany since ancient times [14]. However, the low strength of tuff stones and their structural deterioration due to environmental and atmospheric conditions gradually limit their further use as building stones. The discovery that volcanic tuffs undergo structural changes under the influence of heat has led to the idea that they can be used in the composition of ceramic materials whose final properties occur after heat treatment [14,15,16]. Marino et al. investigated the possibility of using quarry dust of volcanic tuff as raw material to develop traditional floor tile products. They stated that volcanic tuff could take place as a substitute in the formulation of traditional ceramics fired at approximately 1150 °C, thanks to it providing low water absorption and porosity values [17]. Ergül et al. observed that ceramic tiles incorporated 50 wt. % of tuff wastes that were fired at 1150 °C offer better technical properties [low porosity (13%) and water absorption (4%)] than those produced with conventional raw materials [18].
Lavs, tuff, and agglomerates, which are the products of volcanism as a result of violent and widespread volcanic activities, cover approximately 10% of Turkey’s surface area. Döğer tuffs, a volcanic tuff belonging to the Döğer region of Afyonkarahisar province (Turkey), consist of feldspar, quartz, and clay minerals. They have an average pore size of 1 µm and are more than 40% porous. Although changes in climatic conditions and corrosive atmosphere effects gradually limit their use as building blocks due to their porous structure, the use of Döger tuffs as a building stone in the region still contributes to the country’s economy. However, a significant amount of small-sized residues (palladian fragments) and waste dust are generated due to cracks or breaks in the blocks during the cutting and sizing processes of large tuff blocks extracted from the quarry. Although these wastes have a relatively utilizable potential, the storage of such wastes and the damage they cause to the environment is still a vital problem today [15, 19].
There is no comprehensive study in the literature regarding tuff wastes, similar to traditional ceramic raw materials with their alkali-aluminosilicate structure, as a substitute material for ceramic tile formulations. This study aims to use the maximum possible amount of tuff waste instead of feldspar in tile formulation without compromising the technical characteristics of the final product. In addition, integrating the scientific outputs to be obtained as a result of the study into the ceramic industry will contribute to reducing the use of natural resources, creating more economical raw material resources, and improving the unfavorable environmental effects of industrial wastes.
Experimental
Raw materials
The present study comprises a sequence of tests to appreciate the usability of tuff waste in industrial ceramic tile composition. The tuff wastes (maximum grain size of a few mm) used in the studies was taken from companies producing building stones in the Döğer district near Afyonkarahisar (Turkey). Other raw materials were supplied from the Yüksel Ceramic factory, which currently produces floor tiles and where all the experimental works are carried out.
Some characteristics of tuff-stone cutting wastes were analyzed to determine their compatibility with the industrial ceramic tile composition to decide on waste utilization. The chemical and mineralogical composition of tuff wastes was investigated to evaluate the presence of elements and minerals that may have positive and negative effects on the final product properties. The thermal behavior of tuff wastes has been investigated to predict how they will behave depending on the temperature together with the industrial ceramic tile composition. The chemical and mineralogical analyses of tuff waste were performed with X-ray fluorescence (XRF, Rigaku ZSX Primus II) and diffraction (XRD, Bruker D8 Advance), respectively. Thermal analysis of tuff waste was performed using a simultaneous thermal analyzer (TG–DTA, Netzsch STA 449). The chemical analyses of the tuff waste and the other floor tile raw materials (provided by the supplier company) are presented in Table 1. The tuff waste's mineral composition and thermal behavior are presented in the graphs in Figs. 1 and 2, respectively.

XRD patterns of the DTW powders

Thermal behaviour of DTW powders
Composition design
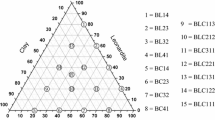
After evaluating the usability of Döger tuff waste (DTW) in industrial tile formulation, different sample groups were designed by mixing traditional tile raw materials and tuff waste at various amounts. The raw materials were supplied from different local mining companies by the Yüksel Ceramic (Turkey) factory. The first among the designed experimental groups is formed only by the samples prepared from industrial tile composition. In the industrial tile composition, two different albites, Albite-A (Esan-Eczacıbaşı) and Albite-B (Ermad Mining), and three different clay minerals, Clay-A (Ertürk Mining), Clay-B (Ermaden Mining), and Clay-C (Sörhaz A.Ş.) were used. This group was created to compare the variations in ceramic tiles' properties containing different percentages of tuff-stone cutting waste in their composition. Then, the other sample groups were formed with gradual replacement percentages of tuff-stone cutting wastes (0, 3, 5, and 7 wt. % of DTW instead of Albite-A). The formulations for tuff-incorporated tile compositions were coded as DTW0, DTW3, DTW5, and DTW7. The mineral and oxide compositions of the ceramic tiles reformulated with varying amounts of DTW substitution are presented in Table 2 and Table 3, respectively.
Samples preparations
According to the amounts given in Table 2, 700 g of the dry mixture was prepared from the raw materials that were weighed using an electronic balance with a precision of 0.01 g. To convert the prepared raw material mixtures into suspension, 350 g of water was added to the 700 g dry mixture to be a solid/water ratio of 67/33. At the amount of 2.7% of the solid ratio, sodium silicate was added as an electrolyte to the prepared aqueous mixture. Aqueous suspensions were wet milled in a planetary ball mill (MGS brand 1000/4 model) to ensure both the homogeneous mixture of the components and the grain size reached industrial standards (63 µm sieve residue: max 3.5%). The grinding time required for the desired homogeneity and grain size was determined as a result of preliminary trials and was kept constant as 40 min for all series. The suspensions, whose viscosity (25 s.) and density (1670 g/L) values were controlled after homogenization, were sieved wet through a 90 µm sieve and dried in an oven (Refsan brand ETV-02) until they reached a constant weight. The dry mixtures were then crushed in a porcelain mortar, and the agglomerates were broken up. The powdered mixes were moistened with 10% water and then turned into granules on the granulation table. Granulated powders were shaped in 100 mm × 200 mm dimensions by applying 200 kg/cm2 pressure in a uniaxial hydraulic press (Gabbrielli brand L470 model). The pressed tablets were finally subjected to fast-firing at 1180 °C for 50 min within the roller kiln at Yüksel Ceramic factory (in Turkey).
Characterisation
Some pre- and post-firing properties of tile samples produced from different formulations formed by partially replacing Albite-A in the industrial tile composition (DTW0) with Döger tuff waste (DTW) were characterized within the Turkish and European standards (TS EN ISO 10545–3, −4 and −16). The most important pre-firing properties that required for the shaped tiles to be transferred untroubled until they reach the firing stage is green strength. The green strength of tuff waste-incorporated tiles was measured using a 3-point bending device (Gabrielli brand CR5/650) according to Turkish standards (see TS EN ISO 10545–4). Some post-firing physical properties of tiles (linear shrinkage, water absorption, porosity, etc.) were all measured according to Turkish standards (see TS EN ISO 10545–3).
In evaluating the end-product physical properties, measurements were performed on at least five samples from each group to obtain reliable results in all tests. The mean values obtained from the five measurement results, with the standard deviation value not exceeding ± 0.05 for each group, are presented.
Another post-firing property of ceramic tiles is mechanical strength, which reflects the performance expected from themselves the products against the mechanical enforcement in the application. The mechanical strength test was conducted at room temperature with an automatic test press (Model CR5/650, Gabrielli, Italy) that continuously records the stress and deformation values in the sample under a constant stress rate per second until the sample reaches the breaking point. The mechanical resistance (bending strength) of tuff waste-incorporated tiles was measured in accordance with relevant Turkish standards (see TS EN ISO 10545–4). The bending strength test was performed for at least five samples from each group, and the mean values of five measurements that their standard deviation < ± 1 for each group were noted. According to the Turkish standard, the minimum bending strength value for floor tiles is defined as 20 MPa. Consequently, since ceramic tiles with lower resistance than specified in the standard cannot be used in practice, the incorporation limit of tuff waste in the ceramic tile will be determined. On the other hand, the upper limit that can be used in industrial production will be determined according to the amount of waste in the samples whose strength values are above the limit determined by the standards.
Minor color differences that may be caused by the addition of tuff waste in ceramic tiles have been determined within the framework of the Turkish standard (see TS EN ISO 10545–16). According to the relevant standard, the CIE Lab method was employed to determine the color changes in ceramic tiles. The color indices of each tile sample according to the CIE Lab method were measured using a color spectrophotometer (X-Rite SP62), and variations were evaluated based on the color index values of the tiles.
The crystal phases of the tile bodies were detected with an XRD system (Cu-Kα radiation, λ = 1.5406 Å), with the scanning speed and angle set to 2°/min and 10–70°, respectively. Existing phases in ceramic tiles were identified by mineral spectral search and matching confirmation using the software and database of the X-ray equipment.
Microstructural components of ceramic tiles (crystal phases, porosity, etc.) were visualized with micrographs obtained from the observation made under the scanning electron microscope (SEM, Leo 1430 VP). During the observation, images obtained at 2500X magnification in SEI (secondary electron images) mode of the fractured surface of the ceramic tiles were used.
Results and discussion
Chemical, mineralogical and thermal analyses of Döğer tuff waste
Chemical analyses of raw materials used in industrial tile production and tuff wastes were evaluated comparatively. Table 1 shows that all the utilized ingredients consisted predominantly of oxides of silicon and aluminum, as well as moderately small and variable amounts of alkaline and earth-alkaline oxides and, to a slight extent, other oxides. The oxide composition of DTW, which is used as a feldspar substitute, consists of SiO2, Al2O3, Na2O, K2O, CaO, MgO, and Fe2O3. The high percentages of silicon dioxide (> 70%) and aluminum oxide (~ 15%) in the elemental analysis of tuff waste indicate that it has a typical aluminosilicate composition. On the other hand, iron oxide (~ 1.5%), a coloring oxide that has a determining effect on the final product firing color, is also present in low percentages along with these dominant oxides. Sodium and potassium oxides detected in the waste composition indicate the presence of feldspars in the tuff waste. Low percentages of magnesium and calcium oxide were also detected in the tuff waste, which could affect the technical properties of the end product.
Table 1 also shows that the tuff waste has a very low percentage of L.O.I (~ 2.5%) that would not detriment to the produced ceramics. The source of the measured L.O.I. may be adsorbed or bonded water and organic fractions, as well as small amounts of oil or organic lubricant residues used in cutting machines. Based on the chemical characterization of tuff waste, it can be seen that they have similar properties to traditional feldspars, with more than 70% SiO2 content, approximately 15% Al2O3, and over 9% total alkali (K2O + Na2O) content.
The mineral composition of DTW determined with XRD analysis is given in Fig. 1. According to XRD results, the mineralogical structure of DTW is composed of five distinct mineral phases, i.e., albite, sanidine, pyroxene, illite, and quartz. The mineralogical skeleton of the tuff waste shows that it is a natural stone of aluminosilicate origin. The peaks of the feldspar minerals are more dominant than the others and have been identified as the main minerals in the DTW. The presence of illite mineral detected in the XRD analysis was thought to be due to the decomposition of the feldspathic structure of the Döger tuff into clay. As a result, one could say that the tuff-stone cutting waste exhibits mineralogical compatibility with the industrial tile composition, thanks to the natural minerals it contains.
The thermal behavior of DTW determined with differential thermal (DTA) and thermogravimetric (TG) analysis is given in Fig. 2. In the DTA graph of tuff waste, four distinct endothermic peaks at the temperature ranges 40–200 °C (End1), 235–375 °C (End2), 565–580 °C (End3), and 1080–1156 °C (End4) were observed. The endothermic peaks, coded as End1 and End2 in the graph, are assigned to dehydration of the surface and bound water in the tuff waste, respectively. The dehydration of the bound water in the tuff waste is thought to be caused by the clayey mineral in the mineralogical composition (determined by XRD analysis). The third endothermic peak, coded as End3, observed in the temperature range of 565–580 °C is usually related to the polymorphic transformation of quartz (α → β) at 573 °C and can be easily traced in DTA curves as reported in other studies [20, 21]. This finding confirms the presence of quartz mineral in the DTW. The last endothermic peak, coded as End4, corresponds to the melting point of albite, which is generally considered to be a temperature range of about 1105 to 1145 °C, as reported in other studies [22]. This finding confirms the presence of albite mineral in DTW. As a result, it can be said that most of the characteristic thermal peaks of the illite, quartz, and albite minerals contained in the tuff waste can be observed in the DTA analysis.
On the other hand, in the TG analysis result of tuff waste, the total weight loss after heating up to 1300 °C was determined as 2.35% (ΔM1 + ΔM2). It is understood that the L.O.I. value determined as 2.41% in XRF analysis and the weight loss results determined from TG analysis are compatible (see Table 1). It is observed that most weight loss (ΔM1 = 1.89%) occurs with the dehydration of the physically and chemically bound water in the tuff waste up to approximately 550 °C (Fig. 2). The remaining part causing weight loss (ΔM2 = 0.49%) can be attributed to oil or organic lubricant residues used in cutting machines.
Consequently, in the evaluation made after the characterization of the tuff waste used in the study with various analyzes, one could say that it has high quality with a high content of aluminum silicate and moderate low content of alkaline oxides and low content of impurities, which is compatible with ceramic compositions in terms of chemical composition, and presents no contain any dangerous constituent. Moreover, the relative chemical and mineralogical similarity between Albite-A in industrial tile composition and stone cutting-waste reflected good compatibility. However, both raw materials have some differences that will affect the final product properties to a certain extent, such as the K2O, CaO, Fe2O3, and L.O.I values in DTW are higher than those in Albite-A, and the Na2O and Al2O3 values are lower than those in Albite-A.
Effect of Döğer tuff waste on ceramic tile technical properties
Macro images of the fired tiles prepared DTW additions are given in Fig. 3. After the visual inspection, no distinguishable difference was detected between the tile samples except for the dimensional difference. The correlation between the firing shrinkage behavior, which is an indicator of the sintering degree, and the sample sizes, contributed to the macro-level observation of the effect of DTW additive on the sintering of the tile samples.

Macro images of floor tile samples prepared DTW additions
Some post-firing properties of ceramic tiles, prepared from recipes created by incorporating DTW at different rates to the industrial tile composition and fired under industrial firing conditions, are presented in Tables 4, 5, 6. Table 4 indicates linear shrinkage (% LS) values for fired ceramic tiles vary between 4.94 and 5.54%. One could observe that a slight increase in the LS values of ceramic tiles occurred with the addition of 5 wt. % DTW or more to the industrial tile composition. The slight increase in the LS values with increasing DTW addition can be attributed to the fact that tuff waste contains both albite and sanidine minerals together, unlike the albite it replaced, so the early-developed glassy phase under the strong fluxing effect fills and then eliminates the pores in the microstructure. The increased clay proportion in the tile bodies with the increasing amount of DTW, which is determined to contain illite minerals in its composition, can be considered to be another reason for the increase in the LS values. Because when the clays with small particle sizes are heated, the contact surface of the particles increases thanks to their high surface area, and when the temperature rises to the maximum sintering point, they combine into a resistant structure that reduces the size of the final product. Unlike the albite it replaces, thanks to the clay fraction contained in the tuff waste, the increased surface area cause the particles to bind more tightly, increasing the LS values. However, the LS values in all sample groups do not exceed the limits of the standards for ceramic tile production.
Table 4 also shows water absorption (% WA) values for fired ceramic tiles vary between 5.77% and 6.05%. According to Turkish standards, the measured WA values indicate that all tiles are in Group BIIa (3% < WA ≤ 6%) class. The WA values were lower for DTW5 (5.77%) and DTW7 (5.80%) compared to industrial tile (5.85%) while higher for DTW3 (6.05%). One could say that partial substitution of feldspar with tuff waste at 5 wt. % or more causes a slight decrease in the WA values. Evaluating the results of firing shrinkage and water absorption together, one can say 5 wt. % or more DTW substitution instead of albite facilitates sintering in tile bodies. This goings-on during the sintering process leads to a greater increase in the firing shrinkage of the ceramic tiles, and thus the final product turns into a denser and less porous structure. These results are in line with some previous studies [23, 24] results stating that alkali-containing wastes with a strong flux effect facilitate sintering by increasing the firing shrinkage of ceramic bodies and reducing their water absorption values. The expected performance of ceramic floor tiles in places of use has been scrutinized depending on porosity. Ceramic floor tiles can be used in several applications, such as interiors, exterior facades, public places, commercial buildings, etc. The tiles selected for exteriors should be frost resistant and have low water absorbency. In public places, floor tiles are exposed to high levels of mechanical stress and the effects of abrasive dirt from the outside. In commercial spaces, floor tiles can be exposed to large loads (heavy mobile and stationary machinery), external abrasive pollutants, and excessive traffic activity. Floor tiles for the mentioned areas of use should be resistant to mechanical stresses and polluting effects and have low water absorption. Due to the inverse ratio between strength and porosity and the direct ratio between water absorption and porosity, the porosity value of these products should not be higher than the values specified in the standards. When evaluated in this context, it is understood that the DTW additive ratio, which provides the lowest WA value in terms of the WA values specified in the Group BIIa standard, and, therefore, the lowest porosity value, is 5 wt.%.
Table 4 represents that the measured apparent porosity (% AP) values for ceramic tiles are in the range of 11.60–12.36%, and the minimum value for AP was measured in the tile, prepared with 5 wt.% DTW substitution. The AP values increased in the low percentage of tuff waste addition (3 wt. %) and decreased in the high percentage of tuff waste addition (5 and 7 wt. %), as can be predicted from the water absorption test results. The decrease in AP in the use of high tuff waste can be attributed to both the increase in the contact surface of the particles and the early developing glassy phase due to the clayey and feldspathic fractions in the tuff waste. The degree of sintering in ceramic tile samples was evaluated regarding shrinkage and porosity. As a measure of success in sintering degree, the densification of ceramic bodies develops in direct proportion with the decrease in porosity and the increase in shrinkage. Consequently, it has been understood that 5 wt. % of DTW additive is the optimum amount that provides the lowest porosity with high firing shrinkage values, thus providing the best densification in the tile samples.
The closed porosity (% CP) values of ceramic tiles are also presented in Table 4. The CP value for DTW0, calculated as 6.33%, increased to 6.58% for DTW3, while it decreased to 6.06% and 6.16% for DTW5 and DTW7, respectively. The effect of tuff waste, which is incorporated in the industrial composition in increasing percentages, on the CP values of ceramic tiles was observed to be similar to those of AP values. Considering the results, the slightly higher CP value calculated for DTW3 (compared to the tuff-free tile samples) indicated that the densification was insufficient at this substitution percentage, while the slight decrease in CP values with the addition of more than 3 wt. % DTW contributed positively to the densification of the tile bodies. As a result, based on the changes in CP values, it is understood that the most appropriate amount of additive for further densification in ceramic tiles prepared with the addition of tuff waste (DTW) is 5 wt.%.
Table 4 also presents the bulk densities (BD) of ceramic tile samples. The BD values of the tuff-free and tuff-incorporated tile samples range from 2.04 to 2.06 g/cm3, and the obtained values are very close to each other. The BD value for DTW0, measured as 2.05 g/cm3, decreased to 2.04 g/cm3 for DTW3, and it increased to 2.06 g/cm3 for DTW5, but then it decreased again to 2.05 g/cm3 for DTW7. Based on BD values, one can say that the addition of 5 wt.% tuff waste provided a slight increase in the density of the tile sample, thanks to the increase the densification due to the reduction in porosity.
The types of pores [open, closed, and their sum (total)] in the microstructure of ceramic tiles significantly affect the technological properties of the products (e.g., the open pore is responsible for frost resistance, and the closed pore is responsible for stain resistance). According to Gil et al. [25], open pores (< 5 μm) with interconnected irregular channels are formed due to the dehydroxylation of clay during firing. With the development of the liquid phase in the next stage of sintering, the open-pore capillaries gradually close, leaving behind closed pores of small size (< 5 μm). In addition, isolated large closed pores of spherical shape (> 10 μm) are formed associated with the melting of the feldspar grains. Depending on the course of the sintering process, although the open pores are significantly closed, closed pores may remain in the microstructure due to insufficient/excessive sintering.
Gualtieri et al. [26] reported that as the amount of glassy phase formed during the sintering process increased, more gas bubbles (closed pores) were trapped in the glassy phase, which contributed to the increase in total porosity. On the other hand, Suvaci et al. [27] stated that the glassy phase viscosity has a significant effect on the closed porosity, and the decreasing glassy phase viscosity results in less closed porosity formation in the microstructure. The authors stated that the viscosity of the glassy phase is directly related to the Na2O/K2O ratio, and as this ratio increases, the viscosity decreases because sodium is smaller than potassium ions. Besides, Gualtieri et al. [26] have also pointed out that the most important raw material responsible for the amount and properties of the liquid phase during sintering and, therefore, its ability to eliminate the pores in the microstructure is feldspar. From this perspective, it can be seen that the Na2O/K2O ratio (See Table 3) decreases (from 2.16 to 1.53) with the partial substitution of albite with DTW. It was thought that the reduction in the Na2O/K2O ratio would increase the melt viscosity to a certain extent and, accordingly, the formation of closed pores would increase. As the DTW percentage increased, with decreasing Na2O/K2O ratio, an increase in closed porosity value was observed only at 3% DTW additive. For DTW3, increased closed porosity contributed to the increase in total porosity. However, contrary to expectations, with the addition of more DTW, the closed and total porosity values in DTW5 and DTW7 decreased compared to DTW0. This result was interpreted as the decrease in refractoriness with the increase of SiO2/Al2O3 ratio (See Table 3; increases from 4.16 to 4.20 with DTW substitution increase), and thus, the melt viscosity decreases by providing more quartz dissolution and melting of albite in the glassy phase. As a result, it is thought that the increasing effect of the Na2O/K2O ratio on the melt viscosity is suppressed by the increase in the SiO2/Al2O3 ratio.
Table 5 indicates that the ceramic tiles prepared with the addition of DTW exhibited higher green strength (GS) values than those of the industrial tile composition (DTW0). Thanks to the clay minerals that the DTW contains by nature, it was predicted that it could positively affect the GS of the tile bodies. The basis of this prediction is that clays increase body density by providing a higher packing density thanks to their plastic structure. The higher the plasticity, the better the packing of the particles, and the higher GS values of the bodies are achieved. However, when the DTW addition is used at 7 wt.%, it has been observed that, although the GS value increases compared to that of the industrial tile composition (DTW0), it begins to decrease compared to the 3 and 5 wt.% DTW incorporated samples. It is thought that, with the addition of more than 5 wt. % DTW to the industrial tile body, the clay content increases even more, which causes the formation of a layered structure and, thus, a decrease in the GS values. Because as also reported in other studies [28], the layered structure of clayey minerals makes homogeneous packaging difficult compared to minerals with a spherical or spherical-like particle structure. This causes a decrease in the strength of the shaped ceramic raw body.
Table 5 shows that the measured values for bending strength (BS) of ceramic tiles containing different percentages of tuff waste (DTW) vary between 18.54 and 26.77 MPa, and the maximum BS value was measured in tiles with incorporated 5 wt.% DTW. In general, it is seen that the BS of ceramic tiles increases with the increase of DTW percentage in their composition up to 5 wt.%. The mechanical strength of ceramic tiles, which are in Group BIIa class according to WA values in Turkish standards, is limited to a minimum of 20 MPa according to the relevant standard. It is seen that ceramic tiles prepared in other substitution percentages except for 7 wt.% DTW provide this limit value. As reported in previous studies [29,30,31,32,33], the mechanical strength increases as the porosity decreases, indicating that the ceramic bodies have been successfully fired. Dana and Das [34] reported that alkaline earth oxide-bearing waste addition supports the dissolution of crystalline silica in the glassy phase, thus promoting densification and significantly increasing the fired strength. The increase in DTW percentage up to 5 wt.% increased the BS of the ceramic tiles, reaching from 20 MPa (for DTW0) to 27 MPa (for DTW5). The results obtained agree with those Dana and Das reported [34]. The maximum BS value obtained in the DTW5 sample compared to the tuff-free sample (DTW0) can be associated with the measured low porosity values of the DTW5. As a result, it was evaluated that the tile incorporated of 5 wt.% DTW sintered better than the industrial tile, thanks to the strong-fluxing effect of the tuff waste used instead of albite.
The effect of partial substitution of albite in the industrial ceramic tile formulation with DTW on the sinterability of tiles was evaluated based on chemical composition (see Table 1). The amount of alkali oxide (K2O, Na2O) and earth alkali oxides is one of the important raw material-based parameters affecting the viscous sintering of ceramic bodies densify. As reported in previous studies [35, 36], viscous sintering accelerates as the total alkali oxide and alkaline earth oxide amounts contained in the ingredients in the ceramic formulation increase. Also, the presence of free iron oxide (Fe2O3) in the raw materials used, as well as alkali and alkaline earth oxides, reduces the eutectic temperatures. Based on chemical composition, one can say that the tuff waste significantly affects the sintering behavior of the tile body since it contains a high percentage of Fe2O3, alkali, and earth alkaline oxides.
It can be said that the increasing percentage of DTW substitution in tile compositions facilitates the sintering event by causing a decrease in the amount of high melting point oxides (e.g., SiO2 and Al2O3) and an increase in the amount of viscous sintering accelerator oxides (e.g., CaO and Fe2O3). The viscous sintering phenomena, which include the generation of a glassy phase and the processes of filling the existing pores with this phase, can be tracked with a reduction in water absorption values and an increment in firing shrinkage values in tuff-incorporated tile bodies. Consequently, it was observed that DTW substitution in place of albite in tile compositions contributed more glassy phase formation at firing temperatures, thanks to the presence of high percentages of fluxing oxides in its nature compared to albite (see Table 1). These results agree with the results reported in previous studies [23, 34, 36].
Color is one of the final characteristics of fired ceramic tiles. Quality processes in the industry allow color variations within a specific tolerance range in fired ceramic products. This permission ensures that the tiles have similar tonalities in end-use applications while avoiding color mismatches. On the other hand, the use of waste that, when added to ceramic compositions, yields a final product with acceptable technical properties but results in an unfavorable firing color is rejected in most industrial processes. Therefore, firing color is an important factor that should not be neglected. In this respect, the post-fired color of the ceramic tiles reformulated with increasing percentages of tuff-stone cutting waste was examined to determine whether they are acceptable to the production industry. The color indices (L, a, and b) of ceramic tiles measured according to the CIE Lab method are given in Table 6 and the results obtained are evaluated depending on the change in the DTW percentage. In case all production processes of ceramic samples are carried out under the same conditions, the color properties mainly depend on their chemical composition. From this perspective, it was observed that the gloss (L) values of the tile bodies slightly increased with increasing DTW percentage, and accordingly, the bodies became whiter. Despite the increased Fe2O3 (powerful coloring oxide) ratio in the bodies with the addition of DTW, it can be thought that the reason for the increase in the whiteness degree may be the increased CaO content in the body. Despite the coloring effect of Fe2O3, the “a” and “b” values of the DTW incorporated bodies slightly differ from that of the tuff-free sample, but these differences are not too great. As a result, it has been evaluated that the substitution of DTW for albite in tile bodies does not create a visually perceptible incoherence in the firing color of the final products and the color differences are acceptable in terms of industrial application.
Microstructural evaluation
The XRD analysis of reformulated ceramic tiles by partially replacing of albite with DTW in the industrial tile composition is given in Fig. 4. Based on Fig. 4, one can observe that the change in the DTW percentage does not cause a significant difference in the phase skeleton of the tile samples, and even the phase skeleton of all the bodies is highly similar to each other. Quartz, albite, and anorthite are crystalline phases detected in all bodies. While anorthite is a new phase formed by the high-temperature reaction of the initial components, quartz and albite are the residual phases that do not transform into anorthite. As stated in some previous studies [1, 29, 34, 36], the rapid firing conditions that the floor tiles are exposed to cause some albite crystals to remain unmelted after firing, while quartz crystals are not completely dissolved in the glass phase.

XRD analysis patterns of fired tile samples
It was observed that partial substitution of albite with DTW did not make a significant difference in the phase skeleton of ceramic tiles, but a slight decrease in peak intensities of albite and quartz with the increasing percentage of DTW, and some peaks of the albite phase disappeared. This was thought to be due to the higher total alkali content in tuff-incorporated tiles compared to tuff-free tiles, contributing to the melting of more albite and greater quartz-dissolution in the glassy phase developed during the firing process.
The secondary electron (SE) micrographs taken from the fractured surfaces of the reformulated ceramic tiles by partial substitution of albite with DTW in the industrial tile composition are given in Fig. 5. Based on Fig. 5, it can be observed that the microstructural components of ceramic tiles are crystalline phases [Quartz crystals with different grain sizes (25–50 µm) have angular geometry and appear in dark gray; Albite crystals with varying grain sizes (15–30 µm) have also angular geometry as quartz, and appear in light gray; anorthite crystals have spherical geometry with a grain size of a few microns and appear light-colored], glassy phase (glossy areas in light gray that has a smooth surface appearance), and pores (open and closed). Abbreviations marked on micrographs indicate F: albite, Q: quartz, A: anorthite, G: glassy phase, QD: quartz dissolution, OP: open porosity, and CP: closed porosity.

Secondary electron image of DTW0 (a), DTW3 (b), DTW5 (c), and DTW7 (d)
In the SE micrographs, it can be seen that albite (F) and quartz (Q) crystals in the tuff-free sample (DTW0) have still preserved their crystal morphology. In the microstructure of DTW0, apart from the crystalline phases, the glassy phase (G) and open pores (OP) can be clearly seen. In the 3 wt. % DTW incorporated sample (DTW3), albite, and quartz crystals preserved their original crystal morphologies as in the tuff-free sample, on the other hand, it was observed that the crystal sizes were larger than in the tuff-free sample. In addition, because the presence of unreacted particles belonging to the tuff waste (DTW) was observed, thus it was thought to have a retarding effect on the reactions between albite and quartz. In the 5 wt.% DTW incorporated sample (DTW5), on the other hand, one clearly can observe that albite and quartz crystal sizes have decreased, and their morphologies have changed. In addition, it can be said that the samples of this series exhibit a more homogeneous and dense microstructure than other microstructures. Furthermore, one can see that despite the fast-firing cycle, coarse quartz crystals are largely dissolved in the glass phase, and those that are not completely dissolved decompose into small crystals (QD). In the micrograph (Fig. 5d) of the 7 wt.% DTW incorporated sample (DTW7), the fact that the albite and quartz phases detected in the XRD analysis could not be observed, it can be thought that the crystals of these phases were embedded in the glassy phase. On the other hand, one can observe that the addition of tuff waste causes excessive sintering due to the strong flux effect, resulting in bloating phenomena (B), and accordingly, open (less than 2 microns in size) and closed (over 2 microns in size) pore formation.
Conclusions
When the tuff wastes of the Döger region partially replaced the albite in the industrial tile composition, it helped to increase the glassy phase formation in the rapid firing process in industrial conditions, thanks to its viscous sintering accelerator components. Compared to the tuff-free bodies, the increased liquid phase in the tuff-containing bodies caused more albite to dissolve and crystalline quartz to dissolve faster, increasing densification in ceramic tiles. While the increased densification with tuff substitution contributed to the decrease in water absorption values, the fired strength of ceramic tiles approached 27 MPa with the incorporation of 5 wt.% tuff waste. Besides, the utilization of tuff waste increased the raw strength of the ceramic tiles but did not have an unfavorable effect on the firing color.
As a result, it has been understood that when 5 wt.% of tuff waste is used as a substitute raw material instead of feldspar in industrial-scale ceramic tile production; it provides an increase of 35% in firing strength in a fast firing cycle at 1180 °C without adversely affecting all other technical properties.
References
Kara A, Ozer F, Kayaci K, Ozer P (2006) Development of a multipurpose tile body: phase and microstructural development. J Eur Ceram Soc 26:3769–3782
Mukhopadhyay TK, Ghosh S, Ghosh J, Ghatak S, Maiti HS (2010) Effect of fly ash on the physico-chemical and mechanical properties of a porcelain composition. Ceram Int 36:1055–1062
Luo Y, Zheng S, Ma S, Liu C, Wang X (2017) Ceramic tiles derived from coal fly ash: preparation and mechanical characterization. Ceram Int 43(15):11953–11966
Dana K, Das S, Das SK (2004) Effect of substitution of fly ash for quartz in triaxial kaolin–quartz–feldspar system. J Eur Ceram Soc 24:3169–3175
Luo Y, Wu Y, Ma S, Zheng S, Chu PK (2019) An eco-friendly and cleaner process for preparing architectural ceramics from coal fly ash: pre-activation of coal fly ash by a mechanochemical method. J Clean Prod 214:419–428
Dondi M, Raimondo M, Zanelli C (2014) Clays and bodies for ceramic tiles: reappraisal and technological classification. Appl Clay Sci 96:91–109
Çakıcı RI (2014) Investigation of alternative raw materials used in ceramic production and cost reduction studies, M.Sc. Thesis, Istanbul University, Graduate School of Science and Engineering, Department of Mining Engineering
Baraldi L (2017) World production and consumption of ceramic tiles. Stat Tile Int 3:42–48
Öztürk Ç, Akpınar S, Tarhan M (2021) Investigation of the usability of sille stone powders as additive in floor tiles. J Aust Ceram Soc 57(2):567–577
El-Maghraby HF, El-Omla M, Bondioli F, Naga SM (2011) Granite as flux in stoneware tile manufacturing. J Eur Ceram Soc 31:2057–2063
Pazniak A, Barantseva S, Kuzmenkova O, Kuznetsov D (2018) Effect of granitic rock wastes and basalt on microstructure and properties of porcelain stoneware. Mater Lett 225:122–125
Junkes JA, Prates PB, Hotza D, Segadães AM (2012) Combining mineral and clay-based wastes to produce porcelain-like ceramics: an exploratory study. Appl Clay Sci 69:50–57
Dondi M, Marsigli M, Fabbri B (1997) Recycling of industrial and urban wastes in brick production-a review. Tile Brick Int 13:218–225
Siegesmund S, Török Á (2011) “Building Stones.” Stone in Architecture, 4th edn. Springer, Berlin, Germany, pp 11–95
Celik MY, Sert M, Arsoy Z (2019) Investigation of the effect of SO2 on the deterioration of Döğer (İhsaniye-Afyonkarahisar) tuff used as building stone, 1st International Symposium on Innovations in Civil Engineering and Technology, Afyonkarahisar
Toprak MU, Arslanbaba MA (2016) Possibility of using kütahya volcanic tuff as building stone: microstructural evaluation and strength enhancement through heat treatment. Constr Build Mater 110(1):128–134
Marino O, Palumbo M, ve Mascolo, G, (1995) Destruction of asbestos fibres by sintering asbestos-volcanic tuff mixtures. Environ Technol 16:89–94
Ergul S, Ferrante F, Pisciella P, Karamanov A, Pelino M (2009) Characterization of basaltic tuffs and their applications for the production of ceramic and glass-ceramic materials. Ceram Int 35(7):2789–2795
Celik MY, Sert M, Arsoy Z (2019) Yüzey koruyucu reçinenin Döğer tüfü ve İscehisar andezitinin kılcal su emme potansiyeli üzerine etkisinin incelenmesi. Uludağ Univ J Fac Eng 24(3):319–338 ((in Turkish))
Darweesh HHM (2001) Building materials from siliceous clay and low grade dolomite rocks. Ceram Int 27(1):45–50
Nandi VS, Raupp-Pereira F, Montedo ORK, Oliveira APN (2015) The use of ceramic sludge and recycled glass to obtain engobes for manufacturing ceramic tiles. J Clean Prod 86(1):461–470
Johnson LA, McCauley RA (2005) The thermal behavior of albite as observed by DTA. Thermochim Acta 437(1):134–139
Akpinar S, Evcin A, Ozdemir Y (2017) Effect of calcined colemanite additions on properties of hard porcelain body. Ceram Int 43(11):8364–8371
Ediz N, Yurdakul H, Issi A (2004) Use of tincal waste as a replacement for calcite in wall tile production. Key Eng Mater 264–268:2457–2460
Gil C, Peiró MC, Gómez JJ, Chiva L, Cerisuelo E, Carda JB (2006) Estudio de la porosidad en soportes del gres porcelánico. Ceram Inf 336:53–56
Gualtieri ML, Romagnoli M, Gualtieri AF (2011) Influence of body composition on the technological properties and mineralogy of stoneware: a DOE and mineralogical–microstructural study. J Eur Ceram Soc 31(5):673–685
Suvaci E, Tamsu N (2010) The role of viscosity on microstructure development and stain resistance in porcelain stoneware tiles. J Eur Ceram Soc 30(15):3071–3077
Dikmen S, Mucur T, Arsoy Z, Ersoy B (2020) The relationship between the flow properties of clay slurry samples and the properties of ceramic green/sintered products. Eur J Sci Technol 20:233–247
Das SK, Dana K (2003) Differences in densification behaviour of K- and Na-feldspar containing porcelain bodies. Thermochim Acta 406:199–206
Leonelli C, Bondioli F, Veronesi P, Romagnoli M, Manfredini T, Pellacani GC, Cannillo V (2001) Enhancing the mechanical properties of porcelain stoneware tiles: as a microstructural approach. J Eur Ceram Soc 21(6):785–793
Gil C, Peiró MC, Gómez JJ, Chiva L, Cerisuelo E, Carda JB (2006) Study of porosity in porcelain tile bodies, castellon (Spain). Qualicer 43–48
Correia SL, Hotza D, Segadaes AM (2008) Predicting porosity content in triaxial porcelain bodies as a function of raw materials contents. J Mater Sci 43:696–701
Stathis G, Ekonomakou A, Stournaras CJ, Ftikos C (2004) Effect of firing conditions, filler grain size and quartz content on bending strength and physical properties of sanitaryware porcelain. J Eur Ceram Soc 24(8):2357–2366
Dana K, Das SK (2002) Some studies on ceramic body compositions for wall and floor tiles. Trans Indian Ceram Soc 61(2):83–86
Becker CR, Misture ST, Carty WM (2000) The role of flux choice in triaxial whiteware bodies. Ceram Eng Sci Proc 21:15–29
Kurama S, Kara A, Kurama A (2006) The effect of boron waste in phase and microstructural development of a terracotta body during firing. J Eur Ceram Soc 26:755–760
Acknowledgements
This study was supported by Afyon Kocatepe University Scientific Research Projects under project No: 21.FEN.BİL.36. Our thanks go to the Yüksel Ceramic R&D Center for their technical support of the experimental studies.
Funding
Afyon Kocatepe Üniversitesi, 21.FEN.BİL.36.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
This essay is the outcome of a project funded by Afyon Kocatepe University Scientific Research Projects, 2021, Project Title: The Use of Döğer (Afyon) Tuff as a Raw Material in Ceramic Production. This study was funded by Afyon Kocatepe University Scientific Research Projects (21.FEN.BİL.36). None of the university researchers has been paid and the funds have been used only for research purposes (material characterizations). The author declares she has no financial interests. The author has no relevant financial or nonfinancial interests to disclose. The author has no competing interests to declare that are relevant to the content of this article. The author certifies that she has no affiliations with or involvement in any organization or entity with any financial interest or non-financial interest in the subject matter or materials discussed in this manuscript. The author has no financial or proprietary interests in any material discussed in this article.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Springer Nature or its licensor (e.g. a society or other partner) holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Akpınar, S., Anlı, S.T. Using volcanic tuff wastes instead of feldspar in ceramic tile production. J Mater Cycles Waste Manag 25, 2159–2170 (2023). https://doi.org/10.1007/s10163-023-01669-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-023-01669-w