
Abstract
Incineration has undergone several technology improvements, reducing air emissions and increasing the efficiency of energy and material recovery; however, there is still a long way to go. To analyze the environmental impacts of waste incineration, this study assessed 15 waste fractions that compose municipal waste in Spain, which are grouped as non-inert materials (plastics, paper, cardboard and organic matter), unburned materials (glass and Al) and ferrous materials. Additionally, this paper evaluates the valorization of bottom ash (BA) to produce steel, aluminum and cement in these recycled/recoverable waste fractions. The results depend on the input waste composition and the heating value (HHV) and showed that ferrous and unburned materials had the worst environmental performance due to the null HHV. The valorization of BA in steel, Al and cement production significantly reduced the environmental impact and the consumption of resources. BA recycling for secondary steel and Al production would improve the environmental performance of the combustion of unburned materials and ferrous materials, whereas the use of BA in cement production diminished the consumption of NR for non-inert materials. This is of great interest for organic matter and PC, waste with a low energy production and high heavy metal and sulfur content.
Similar content being viewed by others

Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
1. Introduction
Our economy is based on a linear model, assuming that resources are abundant, available, easy to source and cheap to dispose of [1]. This unsustainable consumption and production pattern, together with industrialization and population growth, have increased the generation of municipal solid waste (MSW), causing several environmental problems.
For this reason, the circular economy package of the EC [2] proposes actions that will contribute to “closing the loop” of product lifecycles through greater recycling and reuse. Nevertheless, recycling and reuse are not always suitable for all waste streams; and thus, a great amount of MSW ends up in landfills and waste-to-energy (WtE) plants.
Despite the high construction, installation and maintenance costs and environmental concerns, municipal solid waste incineration (MSWI) is a robust waste treatment method, which not only reduces waste volume but also allows for the efficient recovery of energy [3]. In fact, the emission limits of the Directive 2010/75/EC [4] for dioxins and furans (PCDD/F), acid gases, dust and metals, have improved the environmental performance of MSWI, presenting lower impacts than waste landfilling. The carbon footprint of a landfill (with/without energy recovery) ranges from 490 to 1900 kg CO2 Eq. t−1 MSW, whereas incineration (with/without energy recovery) ranges from − 740 to 355 kg CO2 Eq. t−1 MSW [5].
Moreover, MSWI has a large potential for recovery of materials from fly ash (FA) and bottom ash (BA), saving virgin materials, returning waste materials to the economic cycle and reducing the amount of residue to be landfilled [6]. The environmental evaluation of MSWI requires the use of life cycle assessment (LCA), a standardized tool to assess the environmental aspects and potential impacts of a product or process from cradle to grave [7]. In recent years, this methodology has been widely applied in waste management and MSWI studies. Astrup et al. [8] and Laurent et al. [9, 10] reviewed the papers published on WtE technologies and waste management published until 2013. From that date, 35 papers were published (Table S1), mostly from Europe and Asia, mainly from Italy, the UK, Germany and China. These countries, with incineration rates from 53% (Germany) to 21% (for Italy) [11], have active LCA communities, and LCA results are highly regarded by the public for decision support [10]. From the literature review, 25% of the papers evaluated only thermal technologies, whereas 28% of the papers compared incineration with landfilling. In general terms, this comparison was made in countries with high landfilling ratios from 50 to 99% (China, Thailand, Turkey or Brazil) [12]. The valorization of BA and FA was included in few of the studies; in particular, metal recovery and recycling and its use as backfilling material are the most common treatment alternatives studied. Finally, LCA studies have a dominant focus on mixed MSW (50%), followed by single material waste fractions, such as food (15%) or organic waste (11%), whereas only 8.6% of the studies evaluated hazardous waste. However, none of these studies analyzed the environmental impacts of the incineration of all the waste fractions that compose MSW, even though waste composition significantly affects air emissions and the residue quality of WtE plants [13]. In fact, the former will determine its potential recycling and valorization. Therefore, this study applies the life cycle model developed by Margallo et al. [14] to assess the environmental performance of the incineration of all waste fractions that compose MSW in Spain: PET, HDPE, LDPE, plastic mix, paper and cardboard (PC), beverage carton (75% PC, 21% polymers and 4% Al), steel, aluminum (Al), glass and organic matter. Moreover, this paper evaluates the environmental performance of BA valorization by means of the recovery and recycling of metals to produce steel and aluminum and the valorization of BA to produce cement in recycled/recoverable waste fractions.
2. Life cycle assessment methodology
2.1 Goal and scope
This paper evaluated the environmental impacts of the incineration of 1 ton of the 15 waste fractions that compose MSW in Spain: PET, HDPE packaging (P), LDPE (P) and non-packaging (nP), plastic mix (P and nP), PC (P and nP), beverage carton, steel (P and nP), aluminum (Al) (P and nP), glass (P) and organic matter. Construction and demolition wastes, textiles and others wastes (remaining materials) were not included in the study. The variety of properties and composition of this fraction makes it difficult to characterize. Figure 1 shows the average waste input composition in Spanish WtE plants [15].

Waste composition in Spanish WtE plants [15]
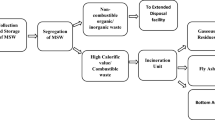
The work included all WtE plants with grate system technology (GI) located in Spain. The model comprises thermal treatment with energy recovery, flue gas cleaning and solid waste management. The construction of major capital equipment and the maintenance and operation of support equipment were excluded from the study [14]. Figure 2 describes the scenarios analyzed in the study: (a) scenario 1, incineration of non-inert materials (plastics, PC, and organic matter); (b) scenario 2, incineration of unburned materials (Al and glass); and (c) scenario 3, incineration of ferrous materials.

System boundaries of the incineration of non-inert, unburned and ferrous materials
Scenario 1: incineration of non-inert materials
This fraction is composed of packaging and non-packaging LDPE, mixed plastic and PC; PET, HDPE P, beverage cartons and organic matter. The combustion of non-inert materials emits process-dependent pollutants (PCDD/Fs, NOx, NH3, N2O, total suspended particles (TSP) and PM10), whereas the release of product-dependent contaminants (heavy metals, acid gases and carbon and organic compounds) depends on the type of waste. In other words, the emissions of PCDD/Fs, nitrogen compounds and dust depend on operational conditions, such as temperature, and therefore, the emissions are allocated to each waste fraction based on a mass allocation.
PCDD/Fs can be allocated according to the chlorine content of waste. However, PCDD/F emissions are thought to depend more on operational conditions than on the Cl content. Moreover, MSW has a vast surplus of chlorine; the mere fact that MSW is incinerated under combustion conditions indicates the formation of PCDD/Fs [14]. Table S4.5 shows the composition and high heating values (HHV) of all the waste fractions.
In contrast, CO2 emissions are produced in the combustion of plastics and beverage cartons, which have a null biological carbon content and a fossil carbon content between 125 and 856 g C kg t−1 dry matter. The remaining non-inert materials have a null content of fossil carbon and a total carbon content between 375 and 500 g C kg t−1 dry matter, and thus, they only contribute to the emissions of CO, CH4, polycyclic aromatic hydrocarbons (PAHs), total organic carbon (TOC) and non-methane volatile organic compounds (NMVOC). For metals, the highest values correspond to the emissions of Cr and Cu in the combustion of HDPE, PC and mixed plastic. The combustion of the mixed plastic fraction with null sulfur content does not generate SOx emissions.
Energy is produced in the combustion of these materials. A part of this energy is used for self-supply of the WtE plant and the remaining is sold to the public grid.
Incineration of non-inert materials generates both FA and BA. The former is subjected to a solidification process with cement and water to obtain an inert material that is landfilled. Inert BA, classified in Spain as a non-hazardous waste, is also sent to the landfill.
Scenario 2: incineration of unburned materials
These materials include P and nP aluminum and packaging glass. Due to the application of a mass allocation the combustion of Al and glass emits process-dependent pollutants. Concerning emissions that depend on the input waste composition, the combustion of Al and glass generates emissions of heavy metals, whereas only glass produces SOx due to the null sulfur content in the Al fraction. Since the input waste has a null carbon content, there are no emissions of CO2, CO, CH4, PAHs, TOC or NMVOC. For solid residues, these materials are completely transferred to BA and; therefore, the amount of BA is equivalent to the amount of input waste (plus the water due to the wet discharge of BA). This waste is sent to a landfill close to the WtE plant. However, there is no transfer of inert materials to FA.
Scenario 3: incineration of ferrous materials
The incineration of steel emits process-dependent pollutants and heavy metals, and generates BA that is sent to a landfill next to the WtE plant, but does not produce FA.
Additionally, the paper evaluates Scenarios 1.1, 2.1 and 3.1, improvement measures for BA management. Scenario 1.1 analyzes the valorization of inert BA to produce cement. BA also has a great potential in the recovery of scrap metals, besides aggregates, providing several environmental advantages, as it can save metal resource and protect the environment [16]. The recycling of Fe and non-Fe scraps in steel-making production and aluminum manufacturing was evaluated in Scenarios 2.1 and 3.1.
Scenario 2.1 analyzed the valorization of Al scraps to produce secondary aluminum. Al scrap undergoes recovery and upgrading processes based on eddy currents, inductive sorting systems and sieving. The recovery efficiency was of 95%.
Scenario 3.1 includes magnetic separation, upgrading with magnetic separators and conveyor belts and the production of secondary steel. The recovery of Fe metals from BA is a common practice in most of Europe, and advanced recovery systems have been developed to reach high recovery efficiencies, typically above 80% [17]. However, recovery of metals from MSWI residues greatly depends on the characteristics of the residues and the disposal strategy [16]. Ferrous scraps require fragmentation and magnetic separation processes, which reduce the content of non-metallic impurities and the oxidation/corrosion of products on the scrap surfaces, enhancing its quality [18]. This work considered for Scenario 3.1 that 5% of the BA is impurities.
Allocations and other considerations
MSWI is as a multifunctional process, in which waste treatment is the main function of the system, and energy and materials (cement, steel and Al) recovery processes are additional functions [19]. In these systems, the environmental burdens (EB) of a process must be partitioned over the various functional flows of that process [14]. In this work, the inventory data corresponded to the incineration of 1 ton of MSW. To determine the individual life cycle inventory (LCI) and the environmental impacts of the 15 waste fractions, we applied mass allocation, energy allocation and allocations based on carbon, fossil carbon, chlorine, fluorine, sulfur, and metals content of the input waste (Fig. S2) [14, 20]. For energy and material valorization, the ‘avoided’ emissions of conventional electricity production, cement, aluminum and steel were subtracted from those produced during the waste treatment [21]. This work used an attributional perspective that requires first identifying the type of material substituted or displaced. In this case, the avoided burdens were calculated using the actual mix of virgin and recycled materials on the market. Second, we determined the equivalence between virgin and recycled materials, based on the recovery efficiency and the substitution factor (Table S2). Concerning energy and cement, the Spanish energy mix was the substituted energy, and for cement, BA was supposed to replace 25% of the clinker for Portland cement production. The strength, durability and life of blended cement using ashes are equivalent to traditional Portland cement with a substitution range of 25–60% [22].
Data acquisition and life cycle inventory
The collected data represent the average values of the eight Spanish WtE plants with GI technology. Most of these incinerators are located in the north of Spain with operational temperatures that range from 900 to 1100 °C and low heating value (LHV) from 5858 to 12,552 KJ kg t−1. Table S3 displays some technical data [20]. Tables S4.1 show the data quality and Tables S4.2 and S4.3 the average LCI of the WtE plants and BA valorization [17]. Moreover, Table S4.4 include a comparison of the LCI values with other European studies.
Life cycle impact assessment
The life cycle impact assessment (LCIA) was carried out with the LCA software GaBi 6 [23] and the LCIA methodology developed by Margallo et al., environmental sustainability assessment (ESA) [24] (Fig. 3). Two indicators were considered: natural resource sustainability (NRS) and environmental burden sustainability (EBS). NRS includes the consumption of energy, materials and water, whereas the EBS is based on the five impacts to air and five impacts to water proposed by the Institution of Chemical Engineers [25].

(adapted from [24])
LCIA methodology, “ESA”, based on natural resources and environmental burdens
EBS values were normalized using the threshold values (TVs) of the European Pollutant and Transfer Register (E-PRTR) [26]. This normalization includes the relevance of each EB at a policy and regulatory level because the EC sets these TVs for each specific pollutant [20]. For the NRS, an internal normalization was conducted [24]. Section S5 provides the normalization equations.
Results and discussion
Comparison of non-inert, unburned and ferrous fraction incineration
Figure 4a, b shows the normalized NRS and EBS results for non-inert, unburned and ferrous materials. The results (dimensionless) were normalized regarding ferrous materials. In addition, Table S6 provides the results before and after the normalization.

a Dimensionless NRS and b normalized EBS of the combustion of non-inert, unburned and ferrous materials (steel)
The combustion of ferrous materials, Al and glass generated the highest consumption of NR.
These fractions have a null heating value (Table S4.5) and, thus, there is no energy recovery, increasing the energy index (X1,1). In these scenarios, the combustion and manufacturing of urea and ammonia for flue gas cleaning consumed 92% of the energy. The remaining 8% was demanded in the production and consumption of diesel for landfill operation. The high amount of air (4,377 kg t−1 MSW) needed to cool the furnace and to ensure complete combustion was responsible for 96% of material resources consumption. Likewise, 73% of water was required for reagent production (mainly ammonia) and 22% for combustion, whereas the manufacturing of diesel was approximately 5%.
For non-inert materials, energy and water displayed negative values due to the energy recovery. Consequently, the consumption of materials was 3.5 times lower than in Scenarios 2 and 3.
Figure 4.b depicts the normalized EB to air and water regarding ferrous materials. Before the normalization, in all the scenarios, global warming (GW) and human health effects (HHE) showed the highest air impacts due to the emission of green house gases (GHG), dust, As, Cd, and PCDD/Fs (Table S6). After the normalization, GW was reduced due to the high TV of this category. In this sense, Scenario 1 continues to show the greatest impact in GW and HHE, whereas Scenarios 2 and 3 reduced GW due to the lower carbon content of the input waste, with HHE being the most representative category.
Aquatic oxygen demand (AOD) presented the greatest water impact in Scenarios 1, 2 and 3 due to the release of methanol and acetic acid in the manufacture of ammonia and urea for NOX cleaning. Before the normalization, GW in these scenarios ranged from 73 to 1260 kg CO2 eq., HHE from 1.51 × 10−2 to 1.02 × 10−1 kg Cu Eq. and AOD from 2.33 × 10−2 to 2.43 × 10−2 kg O2 Eq. The great difference in fossil carbon content and HHV of each waste fraction accounted for the range of GW values. This variation is less significant in other categories in which the influence of energy production is smaller.
Scenarios 2 and 3 had the greatest impact in most of the water categories and in HHE and photochemical ozone formation (POF) due to the lack of energy production and the emissions of heavy metals. Scenario 1 presented negative burdens in aquatic acidification (AA), POF, ecotoxicity to aquatic life (others) (NMEco), ecotoxicity to aquatic life (metals) (MEco) and eutrophication (EU) due to the energy recovery. On the other hand, the impacts of GW, stratospheric ozone depletion (SOD) and aquatic acidification (AqA) impacts of this fraction were 17, 1.1 and 30 times higher, respectively, than in Scenarios 2 and 3. The combustion of a waste with a high fossil carbon content produced GHG contributing to GW. Regarding AqA, Sc.1 includes the production of cement for ash solidification, which has considerable emissions of acidifying substances, particularly H2SO4.
The use of the developed LCI model and the ESA methodology has determined that the incineration of Al, glass, and steel from the indiscriminate collection of MSW presented the less environmental-friendly scenarios due to the lack of energy production and waste composition. To improve this performance, the authors will provide several improvement measures in the final remarks.
Analysis of the waste flows that compose the non-inert fraction
Figure 5a, b analyzed NRS index (X1) and the EB to air (X2,1) and water (X2,2) of the waste materials that compose the non-inert fraction. The values were normalised regarding the average value of non-inert materials.

a Dimensionless NRS, b normalized EBS of the combustion non-inert materials and c dimensionless air and water impacts of organic matter and PC packaging
The treatment of flue gases, BA and FA displayed the same results for all the waste materials because mass allocation was applied for of fuels and reagents requirements and for waste generation. Nevertheless, air emissions and energy production varies from fraction to fraction due to waste composition and HHV, which ranges from 17.6 to 182 kJ t−1 waste. Energy production provides negative NR and EB indexes, understood as an environmental benefit. From all of the fractions, organic matter and PCP showed smallest benefits for NR and the greatest air and water impacts. The HHV of organic fraction is 17.6 kJ t−1 waste, whereas HDPE, LDPE and PET have a value of 182 kJ t−1 waste. The amount of energy sold to the public grid mix varies from 47.8 to 285.7 MJ t−1 waste. Therefore, the lower HHV, the lower energy production and thus, the higher consumption of NR.
At the opposite site, plastic materials presented the smallest NR index and air and water impacts.
HDPE and LDPE provide identical NR and EB to water indexes because they have the same HHV, consumption of reagents and water and generation of solid residues. Nevertheless, they differ in the waste composition and, thus, in air emissions given the different air impact.
The negative EB to air of LDPE P, LDPE nP and HDPE is 35 and 41.5 times smaller than the impact of organic matter. For PCP, the avoided burden to air is turned into an environmental impact, given that this fraction has the worst total air impact (X2,1). On the other hand, organic matter showed the highest total water impact (X2,2). The impact of all the non-inert fractions was between 2 and 19 times lower than the EB of this fraction.
Figure 5c analyses the air and water impacts of the biggest contributors, PC P and organic matter. Organic matter was the highest contributor in all the water categories due to the low energy production. In the air compartment, PC P showed a value 3.8 and 3.6 times the impact of organic matter in AA and HHE. Therefore, this fraction resulted the greatest global EB to air. The emissions of SO2 are 6.8 times greater for PC than for the organic fraction because the sulfur content of the input waste was 58% greater. Similarly, the heavy metal content in PC waste from Cr and Ni emissions was 16 and 47.5 times the values from organic matter. One kg of dry PC P has 28.2 mg of Ni and 32.7 mg of Cr, whereas the same amount of organic matter contains 2.57 mg of Ni and 5.24 mg of Cr.
Bottom ash valorization
Figure 6 shows a comparison in terms of the intensity of NR and EB for all the scenarios. Moreover, Figure S6 in the supplementary material provides a more complete view of the results.

Qualitative analysis of the intensity of NR and EB
Steel and Al industries are energy-intensive sectors, but they turn out great energy savings in the valorization of Al and steel ash.
BA recycling for secondary steel and aluminum production is the best method of downcycling.
After valorization, Scenario 2.1 (Al) and Scenario 3.1 (ferrous materials) showed the lowest consumption of NR (X1) due to energy savings linked to material reduction. BA valorization saved 223 and 379 kg of secondary and primary Al and 865 kg of primary and 865 kg of secondary steel.
In particular, Scenario 2.1 resulted in negative energy and water indexes, whereas the materials requirement dropped 1.15 regarding Scenario 2. Per ton of waste, the BA valorization in Scenario 2.1 avoided the consumption of 664 kg of materials, 52,624 MJ and 86,596 kg of water.
Scenario 3.1 entailed a negative consumption of energy and water, while the consumption of materials increased by 17%. The consumption of non-renewable materials in the avoided burden was lower than in primary steel production, giving a positive index. Therefore, the avoided burden depends on the percentage of primary and secondary steel on the market. A complete analysis of this variable is given in section S6.
The incineration of non-inert materials (Scenario 1.1) gave the highest NR index since the use of 25% of the BA produced 212 t of Portland cement, reducing the energy consumption by 910 MJ t−1 of non-inert waste. Despite this, the use of BA in cement production reduced the energy index of Scenario 1 by six times. Materials consumption underwent a decrease of 40%, whereas water demand presented similar values to Scenario 1. Despite the BA valorization, which reduced water consumption by 2245 kg water t−1 waste, the water required for energy production is one order of magnitude greater, and thus, the influence in the total consumption becomes imperceptible.
Regarding the environmental impact results, Scenario 1.1 generated the lowest EB to air (X2,1). Scenario 1.1 showed an EB to air 4000 times lower than Scenario 2.1 due to the contribution of HHE, although this scenario had a smaller impact in most air categories. In fact, all the impacts in Scenario 2.1 experienced a severe decline, achieving negative burdens for all the categories except AOD, which was reduced by 25%.
The highest impact to air resulted in 3.1 because HHE, and to lesser extent, AA, POD and SOD, increased regarding Scenario 3 as result of the emissions of As, Cd, O2, NO2, CH4 and other organic compounds in the production of secondary steel.
Finally, the production of secondary Al gave rise to the lowest water impact and the best results in four of the five impact categories, followed by steel valorization, whereas Scenario 1.1 presented the greatest impact to water due to the huge contribution of EU, which was significantly reduced in Scenarios 2.1 and 3.1 due to the avoided burden.
Section S7 of the supplementary material discusses the uncertainties and sensitivities of this analysis. Additionally, this section an uncertainty and/or sensitivity analysis for some key parameters.
Conclusions
This paper individually analyzed the environmental impacts of the incineration of all 15 waste fractions that compose MSW in Spain. These waste flows were grouped as non-inert (Scenario 1), unburned (Scenario 2) and ferrous materials (Scenario 3). This is an important advance since it allows for the determination of the influence of operational conditions and waste characteristics (composition and HHV), as well as the environmental impacts of each waste flow. Moreover, by means of this evaluation, several measures can be proposed to improve the environmental performance of the Spanish WTE plants. In this sense, prior to the management stage, waste collection should be more efficient. Packing materials and PC should be deposited in selective collection containers. However, in Spain, 24% of these materials are not currently recycled and end up in landfills and WtE plants. For this reason, the European Commission proposes an action plan that will contribute to “closing the loop” of product lifecycles through greater recycling and reuse. This waste proposal includes a common EU target for recycling 65% of MSW and 75% of packaging waste by 2030, with aims to reduce landfills to a maximum of 10% of MSW by 2030. Spain goes further, planning to reach a recycling rate for packaging waste of 80% by 2020 [15] and promoting the selective collection of biowaste to increase composting and digestion rates to the detriment of landfilling.
However, for those waste that are incinerated, an individual assessment is required. The results showed that the incineration of ferrous and unburned materials had the highest consumption of NR and the greatest EBs due to the null heating value of these waste flows. BA recycling for secondary steel and aluminum production would improve the environmental performance in Scenarios 2 and 3. The steel and Al industries are energy-intensive sectors, which provide great energy savings in the valorization of Al and steel ash.
Regarding non-inert materials, the use of BA in cement production diminished the consumption of NR. This is of great interest for organic matter and PC, waste with a low energy production and high heavy metal and S content.
Another improvement measure in WtE plants would be to reduce the energy requirements of FA solidification or FA valorization. Nevertheless, in Spain, FA is considered a hazardous waste with limited applications. Energy requirements could be reduced using accelerated carbonation by means of recycling the CO2 produced in waste combustion as a raw material in carbonation. The evaluation of this treatment is a promising alternative that will be included in further works to conduct a more complete LCA.
Abbreviations
- AA:
-
Aquatic acidification
- Al:
-
Aluminum
- AOD:
-
Aquatic oxygen demand
- AqA:
-
Aquatic acidification
- BA:
-
Bottom ash
- EB:
-
Environmental burdens
- EBS:
-
Environmental burden sustainability
- ESA:
-
Environmental sustainability assessment
- EU:
-
Eutrophication
- FA:
-
Fly ash
- GI:
-
Grate incinerator
- GHG:
-
Greenhouse gases
- GW:
-
Global warming
- HDPE:
-
High-density polyethylene
- HHE:
-
Human health effects
- HHV:
-
High heating values
- LCA:
-
Life cycle assessment
- LHV:
-
Low heating value
- LCI:
-
Life cycle inventory
- LCIA:
-
Life cycle impact assessment
- LDPE:
-
Low density polyethylene
- MEco:
-
Ecotoxicity to aquatic life (metals)
- MSW:
-
Municipal solid waste
- MSWI:
-
Municipal solid waste incineration
- NMEco:
-
Ecotoxicity to aquatic life (others)
- NMVOC:
-
Non-methane volatile organic compounds
- nP:
-
Non-packaging
- NRS:
-
Natural resource sustainability
- P:
-
Packaging
- PC:
-
Paper and cardboard
- PCDD/F:
-
Dioxins and furans
- PET:
-
Polyethylene terephthalate
- POF:
-
Photochemical ozone formation
- SOD:
-
Stratospheric ozone depletion
- TOC:
-
Total organic carbon
- TSP:
-
Total suspended particles
- TVs:
-
Threshold values
- WtE:
-
Waste-to-energy
References
EC (2014) Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the regions. Towards a circular economy: A zero waste programme for Europe. European Commission, COM (2014) 398 final. Accessed 10 Jan 2017
EC (2017) Circular economy. http://ec.europa.eu/environment/circular-economy/index_en.htm. Accessed 7 July 2017
Tsai WT (2016) Analysis of municipal solid waste incineration plants for promoting power generation efficiency in Taiwan. Mater Cycles Waste Manag 18:393–398
EU (2010) Directive 2010/75/EU of the European Parliament and of the Council of 24 November on industrial emissions. Official Journal of the European Communities 17 Dec 2010: L334, p 17
Cleary J (2009) Life cycle assessments of municipal solid waste management systems: a comparative analysis of selected peer-reviewed literature. Environ Int 35:1256–1266
Boesch ME, Vandenboo C, Saner D, Huter C, Hellweg S (2014) An LCA model for waste incineration enhanced with new technologies for metal recovery and application to the case of Switzerland. Waste Manag 34:378–389
Iribarren D, Dufour J, Serrano DP (2012) Preliminary assessment of plastic waste valorization via sequential pyrolysis and catalytic reforming. Mater Cycles Waste Manag 14:301–307
Astrup TF, Tonini D, Turconi R, Boldrin A (2015) Life cycle assessment of thermal Waste-to-Energy technologies: review and recommendations. Waste Manag 37:104–115
Laurent A, Bakas I, Clavreul J, Bernstad A, Niero M, Gentil E, Hauschild MZ, Thomas H. Christensen TH (2014) Review of LCA studies of solid waste management systems—Part I: lessons learned and perspectives. Waste Manag 34:573–588
Laurent A, Clavreul J, Bernstad A, Bakas I, Niero M, Gentil E, Thomas H, Hauschild MZ (2014) Review of LCA studies of solid waste management systems—Part II: methodological guidance for a better practice. Waste Manag 34:589–606
EUROSTAT (2017) Waste statistics, environmental data centre on waste. http://epp.eurostat.ec.europa.eu/. Accessed 11 Mar 2017
OECD (2017) Organisation for Economic Co-operation and Development. http://stats.oecd.org/#/. Accessed 11 Mar 2017
Astrup T, Riber C, Pederson AJ (2011) Incineration performance: effects of changes in waste input and furnace operation on air emissions and residues. Waste Manag Res 29(10):57–68
Margallo M, Aldaco R, Bala A, Fullana P, Irabien A (2014) Life cycle assessment modelling of waste-to-energy incineration in Spain and Portugal. Waste Manag Res 32(6):492–499
Ecoembes, Ecoembalajes España (2015) http://www.ecoembes.com/. Accessed 10 Mar 2017
Shen H, Forssberg E (2003) An overview of recovery of metals from slags. Waste Manag 23:933–949
Allegrini E, Vamdenbo C, Boldrin A, Fruergaard T, Astrup TF (2015) Life cycle assessment of resource recovery from municipal solid waste incineration bottom ash. J Environ Manag 151:132–143
Tayibi H, Peña C, López FA, López-Delgado A (2007) Management of MSW in Spain and recovery of packaging steel scrap. Waste Manag 27(11):1655–1665
Bala A, Raugei M, Fullana P (2015) Introducing a new method for calculating the environmental credits of end-of-life material recovery in attributional LCA. Int J Life Cycle Ass 20:645–654
Margallo M (2014) Life cycle model of waste to energy technologies in Spain and Portugal. PhD thesis, University of Cantabria
Dong J, Yong Chi Y, Zou D, Fu C, Huang Q, Ni M (2014) Energy–environment–economy assessment of waste management systems from a life cycle perspective: Model development and case study. Appl Energy 114:400–408
Margallo M, Aldaco R, Irabien A (2014) Environmental management of bottom ash from municipal solid waste incineration based on a life cycle assessment approach. Clean Technol Environ Policy 16(7):1319–1328
PE International (2015) GaBi 6 software and databases for life cycle assessment. Leinfelden-Echterdingen, Germany
Margallo M, Dominguez-Ramos A, Aldaco R, Bala A, Fullana P, Irabien A (2014) Environmental sustainability assessment in process industry: a case study of waste-to-energy plants in Spain. Resour Conserv Recycl 93:144–155
García V, Margallo M, Aldaco R, Urtiaga A, Irabien A (2013) Environmental sustainability assessment of an innovative Cr (III) passivation process. ACS Sustain Chem Eng 1(5):481–487
EC (2010) E-PRTR, european pollutant and release transference register. http://prtr.es.europa.es/. Accessed 3 Feb 2017
Acknowledgements
The authors gratefully acknowledge the financial support of the project LIFE08 ENV/E/000135: FENIX—giving packaging a New Life.
Author information
Authors and Affiliations
Corresponding author
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
About this article

Cite this article
Margallo, M., Aldaco, R., Bala, A. et al. Contribution to closing the loop on waste materials: valorization of bottom ash from waste-to-energy plants under a life cycle approach. J Mater Cycles Waste Manag 20, 1507–1515 (2018). https://doi.org/10.1007/s10163-018-0709-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-018-0709-6