
Abstract
The beneficiation of sludge from pulp and paper mills to produce high-value products such as crystalline nanocellulose will alleviate the challenges associated with conventional methods of sludge disposal, such as landfilling and incineration. In addition, the use of sludge will reduce the consumption of fresh raw materials in the synthesis of nanocellulose which is usually produced from high-purity cellulose pulps. In this study, fibres were cleaned and separated from sludge and then converted to crystalline nanocellulose using ammonium persulphate under optimised oxidative conditions. To extend potential applications of the crystalline nanocellulose produced, the crystalline nanocellulose was functionalised with zinc oxide, silver and hydroxyapatite to prepare crystalline nanocellulose-zinc oxide, crystalline nanocellulose-silver and crystalline nanocellulose-hydroxyapatite nano- and micro-composites powders using the sol–gel process. Transmission electron microscopy, field-emission scanning electron microscopy, X-ray diffraction and thermo-gravimetric analysis were used to investigate the properties of crystalline nanocellulose and functionalised crystalline nanocellulose. The transmission electron microscope and field-emission scanning electron microscope coupled with energy-dispersive X-ray spectroscopy confirmed the synthesis of crystalline nanocellulose, and inorganic nanoparticles. Functionalised samples (crystalline nanocellulose-zinc oxide, crystalline nanocellulose-silver and crystalline nanocellulose-hydroxyapatite) showed better thermal stability than pure crystalline nanocellulose. This implies that the modified inorganic crystalline nanocellulose composites could be used in applications where thermal stability is desirable. The cost of production is economically viable as the raw material cost is cheaper compared to the use of wood pulp.
Similar content being viewed by others
Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
The beneficiation of sludge from pulp and paper mills to produce high-value products such as crystalline nanocellulose will alleviate the challenges associated with conventional methods of sludge disposal, such as landfilling and incineration. In addition, the use of sludge will reduce the consumption of fresh raw materials in the synthesis of crystalline nanocellulose which is usually produced from high-purity cellulose pulp.
Sludge is one of the solid wastes produced at pulp and paper mills in large quantities and represents a huge environmental problem (Likon and Trebše 2012). At present in South Africa, it is estimated that ~ 0.5 million tonnes of sludge (dry weight) per annum is generated from pulp and paper mills (Boshoff et al. 2016). The sludge results from wastewater treatment procedures used in mills. The treatment procedures entail sedimentation, biological treatment, chemical precipitation, flotation and anaerobic treatment (Bajpai 2012, 2015). The sludge is collected from the wastewater treatment units after primary treatment (primary sludge), secondary treatment (biosludge) or after deinking. Generally, the sludge consists of organic and inorganic substances in different quantities based on the origin of the cellulose fibres (raw materials), the final products produced at the mill and the methods of production (Lekha et al. 2017). These substances are generally cellulose, hemicelluloses, lignin, wood resins, binders, paper additives, kaolinite (clay), calcium carbonate (CaCO3), heavy metals and ash (Gallardo et al. 2010). Currently, disposal of sludge from pulp and paper mills is directed to landfills, while some sludge waste is incinerated (Bajpai 2012; Monte et al. 2009). When incinerated, the residual ash is then used as a substrate for composting and applied for soil conditioning in some forest areas (Bahar et al. 2011). Most of these methods are not viable options going into the future because of the associated environmental hazards. Indeed, government regulations banning the landfilling of wastes are imminent (DEAT 2000). Consequently, methods for beneficiation are needed.
Chemical characterisation of paper mill sludge has shown that cellulosic materials represent more than 50% of the sludge content (Ochoa de Alda JAG 2008). This source of cellulose, sludge, can offer a sustainable and inexpensive source to produce valued materials, i.e. crystalline nanocellulose (CNC).
Nanocrystalline cellulose (sometimes called nanowhiskers cellulose, crystalline nanocellulose) is a material composed of nanosized cellulose particles with a high aspect ratio, high strength, stiffness and good optical transparency (Khan et al. 2012; Nevo et al. 2015). Due to these properties, it has been used in different applications such as nanofillers for nanocomposite and papers, functionalised nanomaterials and in the biomedical field (Jorfi and Foster 2015; Lin and Dufresne 2014). The CNC that has been used in these products was derived from high-purity dissolving wood pulps as the starting material (Salas et al. 2014). Hence, the utilisation of pulp and paper mill sludge to produce valuable products (CNC) will assist with disposing of the sludge in an environmentally friendly way and will reduce the consumption of raw materials traditionally used to produce such products. It will also alleviate environmental problems arising from polluted resources and landfills, thereby also contributing to the waste management challenges at South African pulp and paper mills.
A few studies have focused on the preparation of nanofibrillated from sludge (Herrera et al. 2012; Heyman et al. 2012; Jonoobi et al. 2012; Nevo et al. 2015; Shoseyov et al. 2013). These studies have shown that a high yield of nanocellulose is achievable via chemical methods or mechanical methods to produce nanofibrillated cellulose (NFC) (Alamri and Low 2010; Krigstin 2008). Properties of CNC can be improved or extended by chemical modifications. Functionalised celluloses at a nano- and micro-scale have been used in diverse fields such as composites, cosmetics, pharmaceuticals and biomedical applications (Lin and Dufresne 2014).
Inorganic nanoparticles such as zinc oxide (ZnO), silver (Ag) and hydroxyapatites (HP) are materials characterised by high thermal stability, low cost and safety towards both humans and the environment. They are widely used in the preparations of fibres, plastics, printing, coatings, self-cleaning of glass and ceramics, antibacterial materials, air purification and UV light filtering applications (Azizi et al. 2013; Hanemann and Szabó 2010; Kim et al. 2006; Sadanand et al. 2016; Stevanovic et al. 2012). The inorganic nanoparticles are synthesised via the sol–gel process (a wet chemical technique that changes a chemical solvent into a network or gel form of particles). Although this technique is considered simple, there is a tendency for the inorganic nanoparticles to aggregate during the synthesis process. To overcome this problem, polysaccharides such as starch, chitosan and cellulose have been used as stabilisers in the preparation of the inorganic nanoparticles (Darroudi et al. 2010). Cellulose is rich in hydroxyl groups and, as a result, tends to form hydrogen bonds. As carbohydrates, cellulose has been used as reduction agent to synthesise silver nanoparticles (Shen et al. 2016). Hence, a homogenous crystalline nanocellulose suspension can be used as an ideal stabiliser during synthesis of inorganic nanoparticles. In general, the combination of organic CNC particles with inorganic materials such as ZnO, Ag and HP at a nanolevel can lead to the preparation of multifunctional materials exhibiting superior and enhanced properties compared to the individual components (e.g. enhanced mechanical, thermal, antibacterial and intensive ultraviolet absorption properties) (Pinto et al. 2012).
The aim of this work was to produce high-valued materials such as crystalline nanocellulose and modified crystalline nanocellulose, using sludge from pulp and paper mills, which it gives out, safe, eco-friendly, sustainable and profitable techniques that can replace conventional methods of sludge discharging. In this study, a method to valorise pulp and paper mill sludge for the synthesis of CNC and its subsequent modification with inorganic nanoparticles such as ZnO, Ag and HP has been developed. The CNC and the resultant CNC-inorganic nanoparticles were characterised by Fourier-transform infrared spectroscopy (FT-IR), field-emission scanning electron microscopy (FE-SEM), energy-dispersive X-ray (EDX) spectroscopy, and X-ray diffraction (XRD) spectroscopy.
Materials and methods
Chemicals and reagents
Sludge Sludge samples were obtained from a local South African Pulp and Paper Mills in the province of KwaZulu-Natal, South Africa.
Chemicals Ammonium persulphate, regenerated cellulose dialysis tube (MWCO 12,000), silver nitrate (AgNO3), zinc acetate anhydrite (Zn(Ac)2∙2H2O), orthophosphoric acid (H3PO4), calcium hydroxide (Ca(OH)2), caustic soda (NaOH), hydrochloric acid (HCl), methanol (CH4O) and ammonium hydroxide (NH4OH) were purchased from Sigma-Aldrich (South Africa). Chemicals and reagents analytical grades were used as-received.
Sludge samples collection
Sludge samples were collected from three different South African mills. The sludge samples were labelled as follows: PHK (from pre-hydrolysis kraft pulp mill), KP (from kraft pulp mill) and NSSC (from neutral sulphite semi-chemical pulp mill).
Pre-treatment of sludge samples
A known amount of sludge was dispersed in distilled water (5% w/v), mixed in a standard laboratory pulp disintegrator and sonicated for 5 min (UP400S, Hielscher Co., Germany). The sludge was then screened three times in a vibrating 0.15-mm slotted Somerville screen. After each pass through the Somerville screen, the rejects were collected. The rejects and accepts were then allowed to air-dry for a few days, after which they were weighed and their moisture content determined, from which the yield of fibre was calculated. All screened samples were neutralised with 0.05 M HCl, air-dried and stored in sealed plastic bags until required.
Characterisation of sludge
The carbohydrate content of the sludge samples was determined using HPLC analysis according to TAPPI test methods (TAPPI method Tc 1999).
Production of nanocrystalline from sludge
Production of CNC using ammonium persulphate (APS) was carried out as reported in the literature (Vecbiskena and Rozenberga 2017). Two grams of screened sludge was added to 150 ml of 2 M APS solution contained in a round-bottom flask. The mixture was placed in an oil bath, and the temperature was set to 55 °C. After 2 h, the colour of sludge turned white. The oxidation and hydrolysis reaction was achieved under stirring (vigorous) for 8 h to deliver a white transparent suspension. Thereafter, the transparent suspension was centrifuged (9000 rpm for 15 min) and washed using deionised water. This step was repeated until the pH of the suspension became neutral (2–3 times). The neutralised transparent suspension was sonicated for 5 min, resulting in the formation of a transparent gel.
Modification of CNC with inorganic nanoparticles via the sol–gel process
CNC-ZnO synthesis
CNC-ZnO nanocomposite powders were prepared via a sol–gel process using Zn(Ac)2∙2H2O as a precursor material. One gram (1 g) CNC was suspended in 150 ml of deionised water and mixed with 0.5 g of Zn(Ac)2∙2H2O pre-dissolved in 5 ml methanol (5% w/v). A concentrated sodium hydroxide solution (2 M) was added drop-wise to the mixture to keep the pH above 10 during the reaction. The mixture was heated to 70 °C under vigorous stirring until a milky white solution was obtained. Thereafter, the solution was heated for a further 2 h under the same temperature. The product (CNC-ZnO) was centrifuged, dried at 120 °C for 2 h and ground to a powder using a mortar and pestle.
CNC-Ag synthesis
The silver nanoparticles were synthesised via reduction of silver nitrate as a starting reagent as reported in the literature (Mochochoko et al. 2013) with a little modification. Extracted crystalline nanocellulose, as carbohydrates, was used as reduction agent. One gram CNC was dispersed thoroughly in 150 ml of deionised water with the assistance of ultrasonication and then placed in a 500-ml flask under magnetic stirring. Ten millilitres of AgNO3 (0.5 M) solution was added to the flask, and the temperature was raised to 70 °C. Thereafter, NaOH (1 M) was added drop-wise, using a dropper, until pH 10. After 15–30 min, the colour of the mixture changed into an oily, brown suspension which indicated the synthesis of silver nanoparticles. The reaction was continued at these conditions for a further 30 min. The brown suspension was left to cool down to room temperature and kept overnight. The precipitate was then separated by filtration. The filtered cake was dried in an oven at 110 °C for 2 h and pulverised to a powder using a mortar and pestle.
CNC-HP synthesis
To prepare CNC-HA nanocomposite powders, a solution of 8 ml orthophosphoric acid (H3PO4) in 40 ml distilled water was added drop-wise to a uniform suspension consisting of 0.5 g of CNC and 15 g calcium hydroxide (CaOH2) in 150 ml distilled water under heating (70 °C) and stirring. The addition of acid was completed in 1 h, and the pH of the mixture was maintained above 10.5 (using ammonia solution). Upon addition of the acid, the solution was stirred for a further 2 h, cooled down to ambient temperature and allowed to precipitate for 48 h. The white precipitate was separated by vacuum filtration, washed twice with distilled water and ethanol. The precipitate was then dried in an oven at 110 °C for 6 h and ground to a powder using a mortar and pestle.
Characterisation of sludge, CNC and modified CNC
Transmission electron microscopy was used to determine the size of the CNC and modified CNC particles. Samples were prepared by dipping formvar-coated Cu grids into suspensions of CNC, which were then left to air-dry for 30 min prior. Then, dried samples were stained with 2% uranyl acetate for 10 min and were left to dry at room temperature. A JEOL 1010 TEM was used to capture images at 100 kV. A Zeiss field-emission scanning electron microscope was used to assess the morphology of the powders. An Oxford energy-dispersive X-ray (EDX) probe attached to the FE-SEM was used to determine the morphology and element analysis of the CNC-inorganic powders. A thin layer of powder was mounted onto the specimen holder using carbon double-sided tape. The powder samples were coated using a Polaron SC 500 gold sputter coater and thereafter viewed at 20 kV.
X-ray diffraction patterns of CNC and modified CNC were examined using an X-ray diffractometer (Empyrean, PANalytical, The Netherlands) operating at 40 kV with a target current of 40 mA used for the analysis. The samples were tightly packed in a holder and scanned at a speed of 5°/min from 2θ 5° to 90°. The thermal properties of CNC and functionalised CNC were investigated using a thermogravimetric analyser (TGA), TA Instruments Q500. The calibration temperature was performed in the range of 25–600 °C under nitrogen flow, and the heating rate was 5 °C/min. of 5 °C/min.
Results and discussion
Pre-treatment of sludge samples (cleaning)
Figure 1 shows photographs of the different sludge types, before and after cleaning, as well the rejected materials from the sludge samples. The NSSC sludge showed the highest amount of rejected materials (52.7%), i.e. it contained low fibre content, whereas the PHK sludge showed the lowest amount of rejected materials (18.2%), i.e. it contained high fibre content.

Sludge samples before screening, after screening and the rejected materials
Chemical characterisation of sludge
The chemical characterisation of various sludge types using HPLC is depicted in Table 1. The PHK mill sludge contained the highest concentration of carbohydrates compared to the sludge generated from KP and NSSC processes (Table 1). The glucose content, which is indicative of the cellulose content present in the different sludge samples, was highest for the PHK mill sample and lowest for the NSSC sample. The results indicate that the pulp mill process affects the composition and properties of sludge.
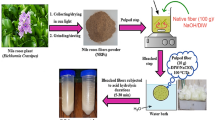
Preparation and modification of CNC
The cleaned sludge samples were used to prepare CNC by using APS as an oxidant and hydrolysis agent (Fig. 2). The yields of the resulting CNC varied for the different sludge types according to the order PHK (41%) > KP (38%) > NSSC (21%). The trends were consistent with the chemical properties of each sludge type, as shown in Table 1. The sludge with the highest carbohydrate and lowest lignin contents resulted in the highest yield of cellulose.

CNC extracted from a PHK, b KP and, c NSSC sludge samples
Chemical modification was carried out only on the CNC produced from the PHK sludge. The modification with ZnO, Ag and HP was achieved, and stable suspensions of modified nanocellulose were obtained as shown in Fig. 3.

CNC modified with a ZnO, b Ag and c HP
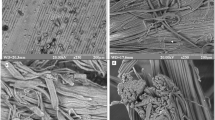
TEM of CNC and modified CNC
Figure 4a, b and c shows the rod-like shape of CNC particles produced from the different sludge types. The particles dimensions were in the range of 150–500 nm in length and 10–20 nm in width. Figure 4d, e and f shows the modified CNC with the inorganic nanoparticles (ZnO, Ag and HP), which appeared as dark rods, i.e. the modified CNC with the inorganic particles is more densely packed and thus darker in colour. This suggests that the small-sized inorganic nanoparticles were aggregated and stabilised on the surface of the CNC during the sol–gel process. These changes in colour and thickness of modified CNC indicated that there is an interaction between CNC and inorganic nanoparticles.

Transmission electron microscopy images of CNC produced from sludge from a PHK, b KP and c NSSC pulp mills, together with CNC modified with d ZnO, e Ag and f HP nanoparticles
FE-SEM and EDX analysis
The FE-SEM micrographs of CNC-ZnO, CNC-Ag and CNC-HP nanoparticles shown in Figs. 5a, b and c confirmed that the synthesis of inorganic nanoparticles (white shape) was achieved, that is, the synthesised nanoparticles were homogeneous in both shape and size and were aggregated on the surface of CNC (i.e. aggregated in white cylindrical spots or white rod-like shapes) (Mott et al. 2007).

FE-SEM micrographs of samples: a CNC-ZnO, b CNC-Ag, and c CNC-HP, and EDX spectra of modified CNC powders; d CNC-ZnO, e CNC-Ag, and f CNC-HP
This was confirmed further by the elemental analysis conducted with energy-dispersive X-ray (EDX) techniques. Figure 5d, e and f shows that elemental carbon and oxygen were detected in all powder samples, whereas elements such as Zn, Ag and (P & Ca) were detected from the respective spectra of CNC-ZnO (Fig. 5d), CNC-Ag (Fig. 5e) and CNC-HP (Fig. 5f) nanoparticles. The presence of those elements in the powdered samples confirmed that the modification was achieved. In addition, all samples show that no other elements were detected, which indicated the purity of the synthesised nanoparticles and the efficiency of the sol–gel process. An exception was CNC-Ag, where the presence of sodium hydroxide was detected. These results are consistent with the XRD spectra and TEM micrographs.
XRD analysis
To demonstrate the crystalline nature of prepared CNC-based powders, the powders were analysed by X-ray diffraction (Fig. 6). All XRD profiles of CNC and modified CNC showed a typical cellulose I crystalline structure, which exhibited characteristic peaks at around 160 (110 plane) and 220 (200 plane) (Fig. 6a) (Ngadi and Lani 2014; Park et al. 2010). However, unlike the CNC, after the sol-gel process, other new strong diffraction peaks were observed for the modified samples additionally to the other characteristic peaks related to the crystalline structure of the inorganic nanoparticles. In Fig. 6b, the XRD pattern of CNC-ZnO showed strong new peaks typically related to the crystalline structure of ZnO nanoparticles around 32.0°, 34.4°, 36.4°, 47.8°, 56.8°, 62.1° and 67.8°, which corresponded to the planes (100), (002), (101), (102), (110), (103) and (122), respectively (Nadanathangam et al. 2006; Selvam et al. 2012). The XRD pattern of CNC-Ag (Fig. 6c) showed new sharp diffraction peaks at 38°, 44°, 64°, 77° and 82 ° which were assigned to the crystalline structure of silver at the (111), (200), (220), (311) and (222) planes, respectively (Firoz Babu et al. 2012). In the case of CNC-HP (Fig. 6d), the XRD pattern showed strong peaks around 26.3°, 28.4°, 31°, 32.1°, 33.1°, 34.9°, 39.9°, 47.1°, 50° and 54.1° which were attributed to the diffraction peaks of (002), (210), (112), (211), (300), (202), (310), (222), (213) and (004) planes of hydroxyapatite in cubic planes (Bouyer et al. 2000; Wan et al. 2006). In addition, the sharp diffraction peaks and the absence of unidentified peaks in all XRD patterns again indicate the high purity and crystallinity of the synthesised nanoparticles.

XRD patterns of CNC (a) and modified CNC; b CNC-ZnO, c CNC-Ag, and d CNC-HP
TG analysis
The TGA curve of pure CNC (Fig. 7a) revealed that CNC has three stages of weight loss or pyrolysis which are initial pyrolysis, main pyrolysis and char decomposition pyrolysis. In the initial stage of pyrolysis, where the temperature was between 25 and 120 °C, the weight loss was attributed to the vaporisation of moisture or free water which was absorbed by CNC. In the main pyrolysis stage, where the temperature was in the range 220–350 °C, the loss in mass, which was rapid and significant, was attributed to the thermal decomposition of cellulose (C–C), i.e. cellulose changed to glucose and combustible gases (Fallah et al. 2011). In the third stage (char decomposition), where the temperature was in the range 370–550 °C, the loss in weight was associated with dehydration and decarboxylation of glucose to release more water, carbon monoxide (CO), carbon dioxide (CO2) and carbonyl products due to the intense heat (Leal et al. 2015).

Thermal profiles (TGA) for a CNC, b CNC-ZnO, c CNC-Ag, and d CNC-HP
From the TGA curves of CNC-ZnO (Fig. 7b), CNC-Ag (Fig. 7c) and CNC-HP (Fig. 7d) powders, the same three distinct weight loss processes as in pure CNC were observed, but at lower decomposition temperatures and with lower weight losses. The lowering of the decomposition temperatures of the modified CNC powders compared to the unmodified CNC was attributed to the interaction between CNC and the inorganic nanoparticle, indicating that modification was done efficiently. It is notable that the weight loss of pure CNC at 600 °C was 91.13%, whereas the weight losses at the same temperature for CNC-ZnO, CNC-Ag, and CNC-HP were 49.6, 53.77 and 67.8%, respectively. This may be attributed to the inorganic nanoparticles having higher degradation temperatures than CNC.
Conclusions
Valorisation of sludge from South African pulp and paper mills was successfully achieved through extraction of CNC from fibres separated from the sludge using ammonium persulphate, as a cheap and eco-friendly agent. The sol–gel technique was used to synthesise inorganic nonmaterial and functionalised inorganic CNC nanoparticles. Spectroscopy and high-resolution microscopy confirmed successful extraction of CNC and aggregation of inorganic nanoparticles on the CNC surface. Characterisation techniques such as XRD confirmed the synthesis of functionalised CNC. The transmission electron microscope and field-emission scanning electron microscope coupled with energy-dispersive X-ray spectroscopy confirmed the synthesis of crystalline nanocellulose and inorganic nanoparticles. Functionalised samples (crystalline nanocellulose-zinc oxide, crystalline nanocellulose-silver and crystalline nanocellulose-hydroxyapatite) showed better thermal stability than pure crystalline nanocellulose. This implies that the modified inorganic crystalline nanocellulose composites could be used in applications where thermal stability is desirable. The cost of production is economically viable as the raw material cost is cheaper compared to the use of wood pulp. The nanocellulose and functionalised nanocellulose prepared from sludge of pulp and paper mills can be used as antimicrobial and photocatalytic additives in paper manufacture or additives in textile finishing and water treatment.
References
Alamri HL, Low IM (2010) Characterisation and properties of recycled cellulose fibre- reinforced epoxy-hybrid clay nanocomposites. Mater Sci Forum 654–656:2624–2627. https://doi.org/10.4028/www.scientific.net/MSF.654-656.2624
Azizi S, Ahmad M, Mahdavi M, Abdolmohammadi S (2013) Preparation, characterisation, and antimicrobial activities of ZnO nanoparticles/cellulose nanocrystal nanocomposites. BioResources 8:1841–1851
Bahar KI, Zeynep C, Orhan I (2011) Pollution prevention in the pulp and paper industries. Environ Manag Pract. https://doi.org/10.5772/23709
Bajpai P (2012) Management/utilisation of wastewater treatment sludges. In: Biotechnology for pulp and paper processing. Springer, New York, pp 349–373. https://doi.org/10.1007/978-1-4614-1409-4_18
Bajpai P (2015) Management of pulp and paper mill waste. Springer, Basel
Boshoff S, Gottumukkala LD, van Rensburg E, Görgens J (2016) Paper sludge (PS) to bioethanol: evaluation of virgin and recycle mill sludge for low enzyme, high-solids fermentation. Bioresour Technol 203:103–111. https://doi.org/10.1016/j.biortech.2015.12.028
Bouyer E, Gitzhofer F, Boulos MI (2000) Morphological study of hydroxyapatite nanocrystal suspension. J Mater Sci Mater Med 11:523–531. https://doi.org/10.1023/a:1008918110156
Darroudi M, Ahmad MB, Abdullah AH, Ibrahim NA, Shameli K (2010) Effect of accelerator in green synthesis of silver nanoparticles. Int J Mol Sci 11:3898
Department of Environmental Affairs and Tourism (DEAT) (2000) White paper on integrated pollution and waste management for South Africa: a policy on pollution prevention, waste minimisation, impact management and remediation. South African Government Gazette 20978, vol 417, pp 1–79
Fallah MH, Fallah SA, Zanjanchi MA (2011) Synthesis and characterisation of nano-sized zinc oxide coating on cellulosic fibers: photoactivity and flame-retardancy study. Chin J Chem 29:1239–1245. https://doi.org/10.1002/cjoc.201190230
Firoz Babu K, Dhandapani P, Maruthamuthu S, Anbu Kulandainathan M (2012) One pot synthesis of polypyrrole silver nanocomposite on cotton fabrics for multifunctional property. Carbohyd Polym 90:1557–1563. https://doi.org/10.1016/j.carbpol.2012.07.030
Gallardo F, Bravo C, Briceño G, Diez MC (2010) Use of sludge from kraft mill wastewater treatment as improver of volcanic soils: effect on soil biological parameters. Revista de la ciencia del suelo y nutrición vegetal 10:48–61
Hanemann T, Szabó DV (2010) Polymer-nanoparticle composites: from synthesis to modern applications. Materials 3:3468–3517
Herrera MA, Mathew AP, Oksman K (2012) Characterisation of cellulose nanowhiskers: a comparison of two industrial bio-residues. IOP Publishing Conf. Ser. Mater Sci Eng 31:012006
Heyman A, Lapidot S, Meirovitch S, Nevo Y, Rivkin A, Shoseyov O (2012) Method for production of cellulose nano crystals from cellulose-containing waste materials. Google Patents
Jonoobi M, Mathew AP, Oksman K (2012) Producing low-cost cellulose nanofibre from sludge as new source of raw materials. Ind Crop Prod 40:232–238. https://doi.org/10.1016/j.indcrop.2012.03.018
Jorfi M, Foster EJ (2015) Recent advances in nanocellulose for biomedical applications. J Appl Polym Sci. https://doi.org/10.1002/app.41719
Khan A, Khan RA, Salmieri S, Le Tien C, Riedl B, Bouchard J, Chauve G, Tan V, Kamal MR, Lacroix M (2012) Mechanical and barrier properties of nanocrystalline cellulose reinforced chitosan based nanocomposite films. Carbohydrate polymers 90(4):1601–1608
Kim H, Pramanik NC, Ahn BY, Seok SI (2006) Preparation of inorganic–organic hybrid titania sol–gel nanocomposite films, and their dielectric properties. Phys Status Solidi (A) 203:1962–1970. https://doi.org/10.1002/pssa.200521234
Krigstin SG (2008) Characterisation of recycled paper mill sludge and evaluation of potential applications. Ph.D. thesis, University of Toronto (Canada)
Leal GF, Ramos LA, Barrett DH, Curvelo AAS, Rodella CB (2015) A thermogravimetric analysis (TGA) method to determine the catalytic conversion of cellulose from carbon-supported hydrogenolysis process. Thermochim Acta 616:9–13. https://doi.org/10.1016/j.tca.2015.07.017
Lekha P, Andrew JE, Gibril M, Sithole B (2017) Pulp and Paper mill sludge: a potential resource for producing high-value products. TAPPSA 1:16–19
Likon M, Trebše P (2012) Recent advances in paper mill sludge management. In: Show K-Y, Guo X (eds) Industrial waste. InTech, Osaka. https://doi.org/10.5772/37043
Lin N, Dufresne A (2014) Nanocellulose in biomedicine: current status and future prospect. Eur Polym J 59:302–325. https://doi.org/10.1016/j.eurpolymj.2014.07.025
Mochochoko T, Oluwafemi OS, Jumbam DN, Songca SP (2013) Green synthesis of silver nanoparticles using cellulose extracted from an aquatic weed; water hyacinth. Carbohydr Polym 98(1):290–294. https://doi.org/10.1016/j.carbpol.2013.05.038
Monte MC, Fuente E, Blanco A, Negro C (2009) Waste management from pulp and paper production in the European Union. Waste Manag 29:293–308. https://doi.org/10.1016/j.wasman.2008.02.002
Mott D, Galkowski J, Wang L, Luo J, Zhong C-J (2007) Synthesis of size-controlled and shaped copper nanoparticles. Langmuir 23:5740–5745. https://doi.org/10.1021/la0635092
Nadanathangam V, Sampath K, Kathe AA, Varadarajan PV, Virendra P (2006) Functional finishing of cotton fabrics using zinc oxide–soluble starch nanocomposites. Nanotechnology 17:5087
Nevo Y, Peer N, Yochelis S, Igbaria M, Meirovitch S, Shoseyov O, Paltiel Y (2015) Nano bio optically tunable composite nanocrystalline cellulose films. RSC Advances 5(10):7713–7719
Ngadi N, Lani NS (2014) Extraction and characterisation of cellulose from empty fruit bunch (EFB) fiber. Jurnal Teknologi (Sciences and Engineering) 68:35–39
Ochoa de Alda JAG (2008) Feasibility of recycling pulp and paper mill sludge in the paper and board industries. Resour Conserv Recycl 52:965–972. https://doi.org/10.1016/j.resconrec.2008.02.005
Park S, Baker JO, Himmel ME, Parilla PA, Johnson DK (2010) Cellulose crystallinity index: measurement techniques and their impact on interpreting cellulase performance. Biotechnol Biofuels 3:10. https://doi.org/10.1186/1754-6834-3-10
Pinto RJB, Neves MC, Neto CP, Trindade T (2012) Composites of cellulose and metal nanoparticles. Nanocompos—New Trends Dev. https://doi.org/10.5772/50553
Sadanand V, Rajini N, Satyanarayana B, Rajulu AV (2016) Preparation and properties of cellulose/silver nanoparticle composites with in situ-generated silver nanoparticles using Ocimum sanctum leaf extract. Int J Polym Anal Ch 21:408–416. https://doi.org/10.1080/1023666X.2016.1161100
Salas C, Nypelö T, Rodriguez-Abreu C, Carrillo C, Rojas OJ (2014) Nanocellulose properties and applications in colloids and interfaces. Curr Opin Colloid Interface Sci 19:383–396. https://doi.org/10.1016/j.cocis.2014.10.003
Selvam S, Rajiv Gandhi R, Suresh J, Gowri S, Ravikumar S, Sundrarajan M (2012) Antibacterial effect of novel synthesised sulfated β-cyclodextrin crosslinked cotton fabric and its improved antibacterial activities with ZnO, TiO2 and Ag nanoparticles coating. Int J Pharmaceut 434:366–374. https://doi.org/10.1016/j.ijpharm.2012.04.069
Shen Z, Han G, Liu C, Wang X, Sun R (2016) Green synthesis of silver nanoparticles with bagasse for colorimetric detection of cysteine in serum samples. J Alloys Compd 686:82–89. https://doi.org/10.1016/j.jallcom.2016.05.348
Shoseyov O, Paltiel Y, Yochelis S, Baruch-Sharon S, Nevo Y (2013) Light spectrum tunable nanocomposites. Google Patents
Stevanovic A, Büttner M, Zhang Z, Yates JT (2012) Photoluminescence of TiO2: effect of UV light and adsorbed molecules on surface band structure. J Am Chem Soc 134:324–332. https://doi.org/10.1021/ja2072737
TAPPI method Tc (1999) Carbohydrate composition of extractive free wood and wood pulp by gas–liquid chromatography. TAPPI Press, Atlanta
Vecbiskena L, Rozenberga L (2017) Nanocelluloses obtained by ammonium persulphate (APS) oxidation of bleached kraft pulp (BKP) and bacterial cellulose (BC) and their application in biocomposite films together with chitosan. Holzforschung. https://doi.org/10.1515/hf-2016-0187
Wan YZ, Hong L, Jia SR, Huang Y, Zhu Y, Wang YL, Jiang HJ (2006) Synthesis and characterisation of hydroxyapatite–bacterial cellulose nanocomposites. Compos Sci Technol 66:1825–1832. https://doi.org/10.1016/j.compscitech.2005.11.027
Acknowledgements
The authors are thankful to the technical staff at the BIDF for chemical characterisation of the sludge samples and sludge pre-treatment, the Microanalysis and Microscopy unit at UKZN for the use of their microscopes, as well as the CSIR and the Department of Science Technology (DST) Waste Roadmap project for funding the study.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Gibril, M.E., Lekha, P., Andrew, J. et al. Beneficiation of pulp and paper mill sludge: production and characterisation of functionalised crystalline nanocellulose. Clean Techn Environ Policy 20, 1835–1845 (2018). https://doi.org/10.1007/s10098-018-1578-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10098-018-1578-3